
Hydrochlorothiazide/Losartan Potassium Tablet Prepared by Direct Compression


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mechanical Properties of the Mixed Powder
2.3. Characteristics of Tablets
2.3.1. Tensile Strength (Ts)
2.3.2. Tablet Porosity (ε)
2.3.3. Fragility Test
2.3.4. Dissolution Rate
2.4. D-Optimal Mixture Experimental Design
2.5. Pharmacokinetics and Bioavailability Study
2.6. Statistical Analysis
3. Results and Discussion
3.1. Selection of Lactose Monohydrates and Magnesium Stearate
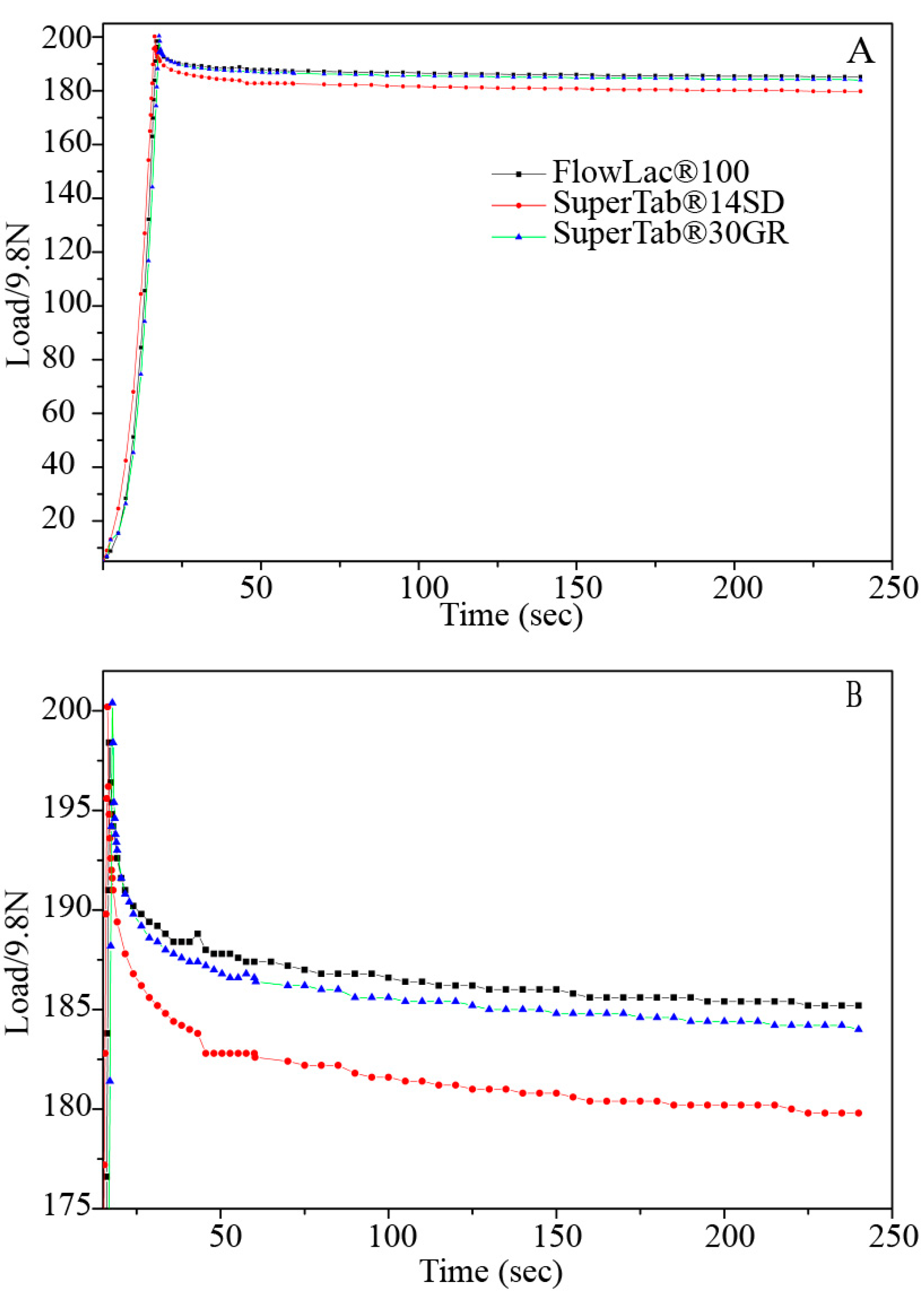
3.1.1. Lactose Monohydrates Exhibited Different Stress–Relaxation Curves
3.1.2. Effect of Magnesium Stearate on Compressibility of the Mixed Powder
3.2. Compressibility of the Mixed Powder in Different Proportions
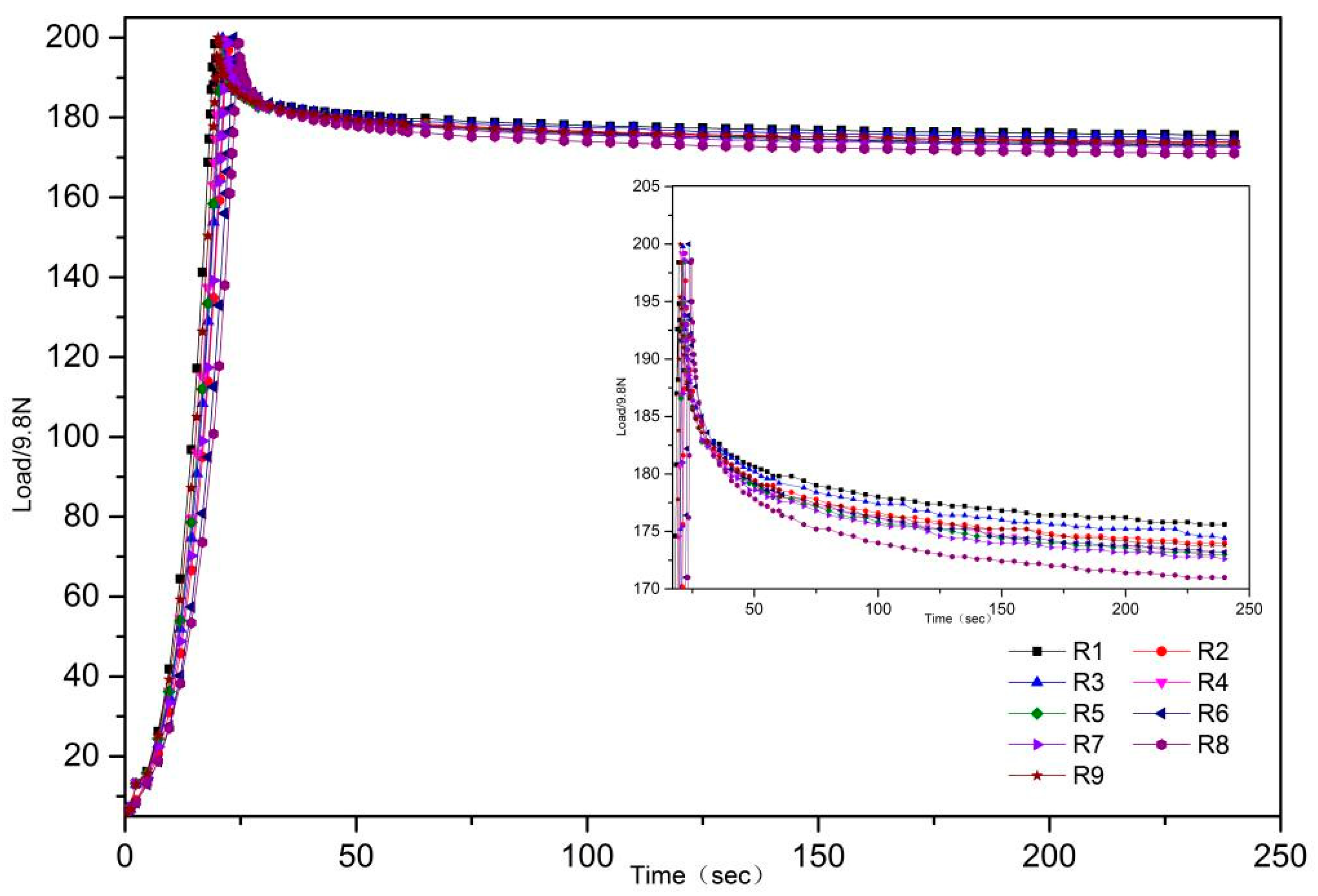
3.2.1. Stress-Relaxation Curves
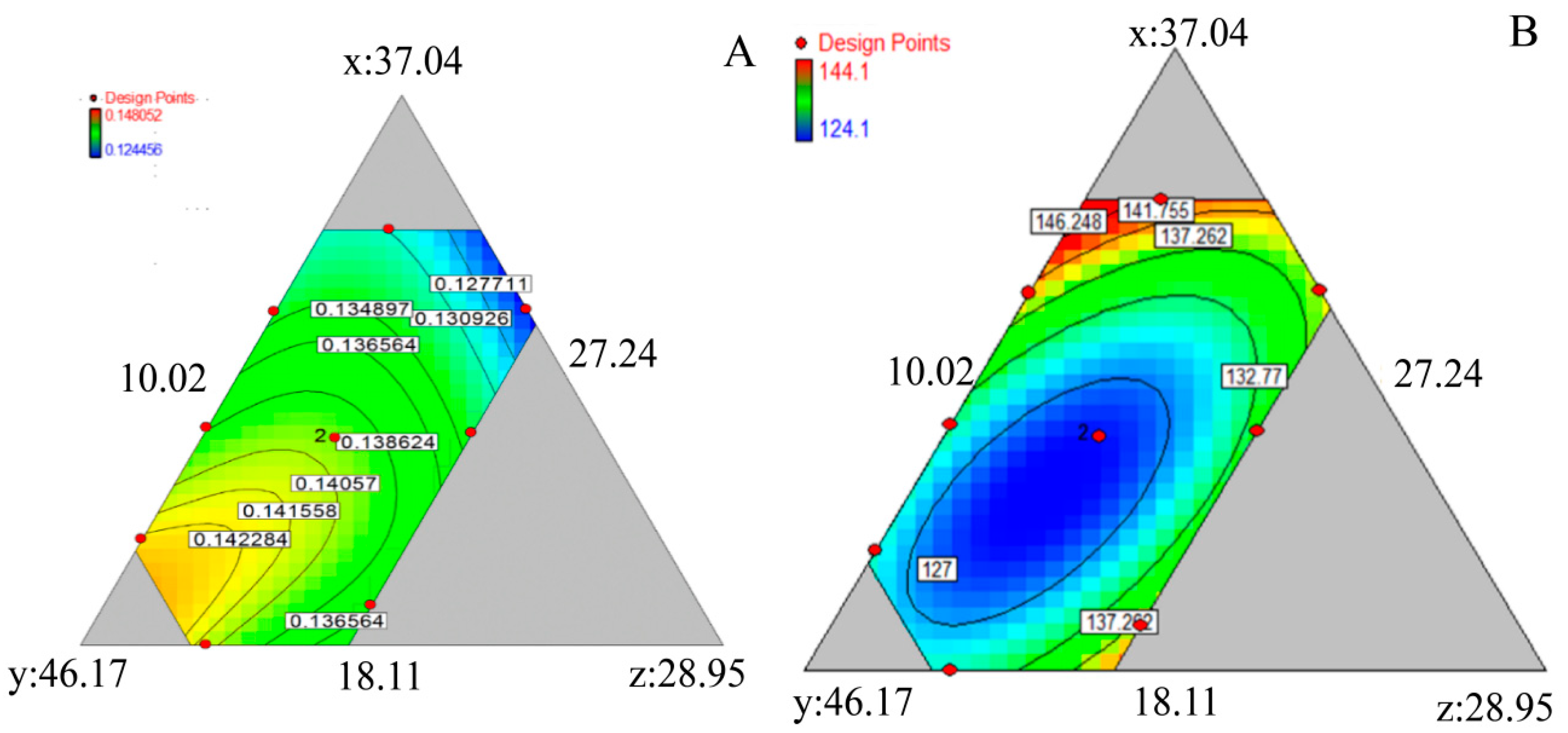
3.2.2. Py Value
3.3. Compression Mechanism of the Mixed Powder
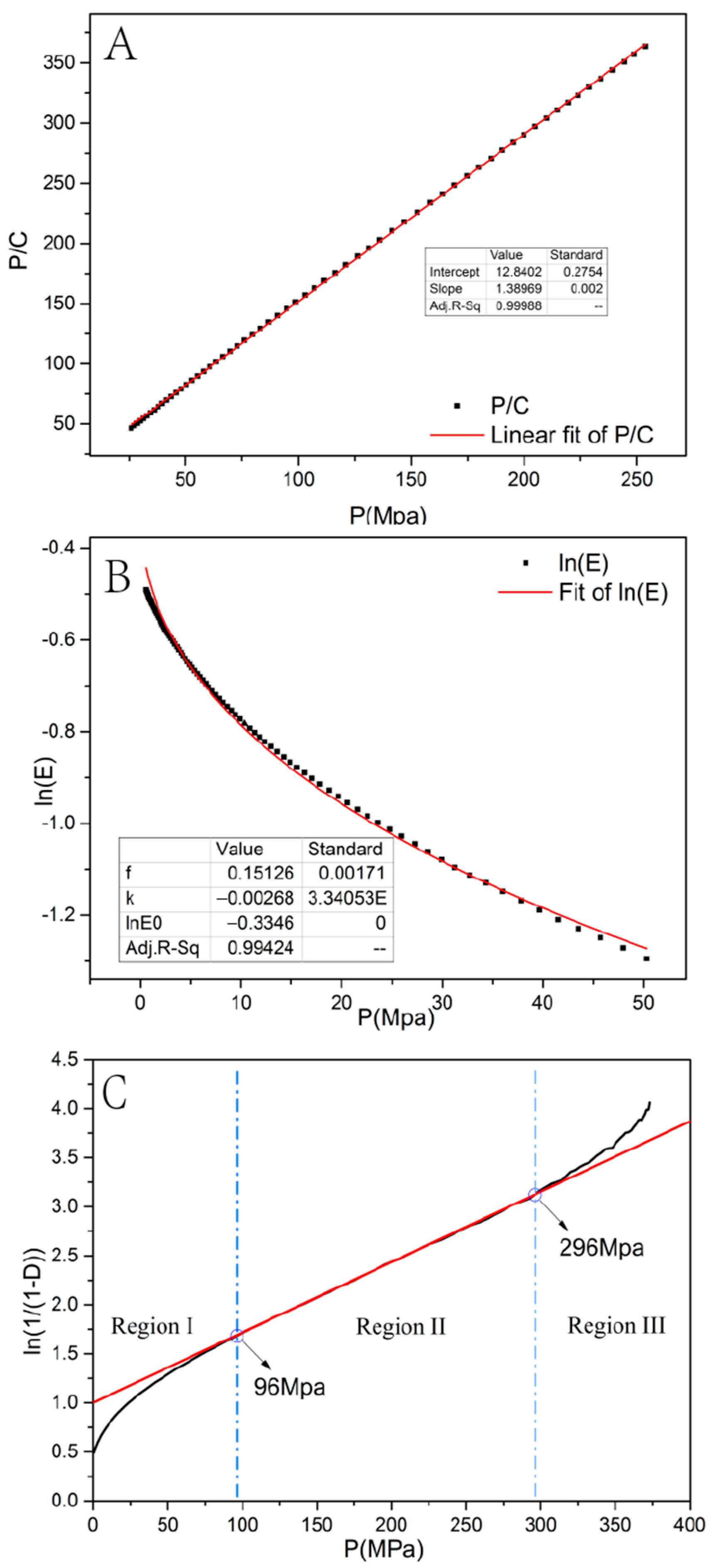
3.3.1. Prediction of Rearrangement Tendency by the Kawakita Equation
3.3.2. Prediction of Fragmentation Tendency by the Shapiro Equation
3.3.3. Heckel Analysis and the Value of Apparent Mean Py
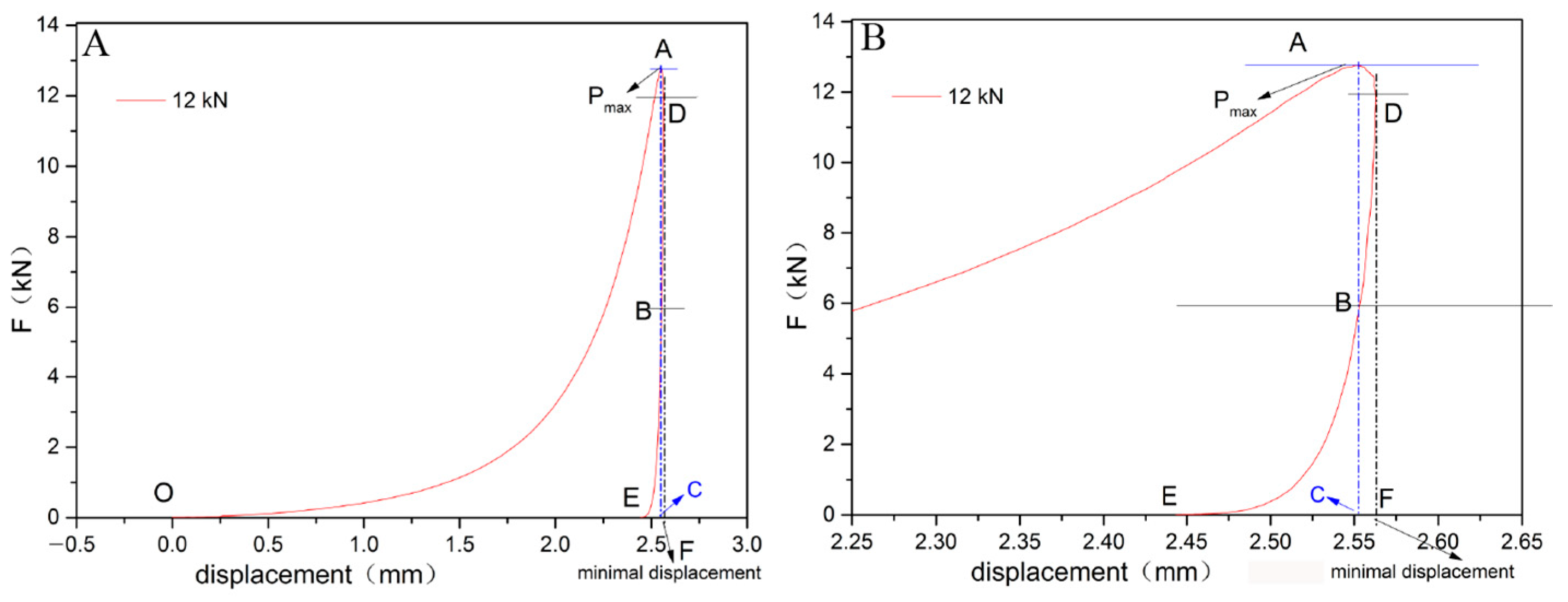
3.3.4. Force-Displacement Curve and Compressive Work
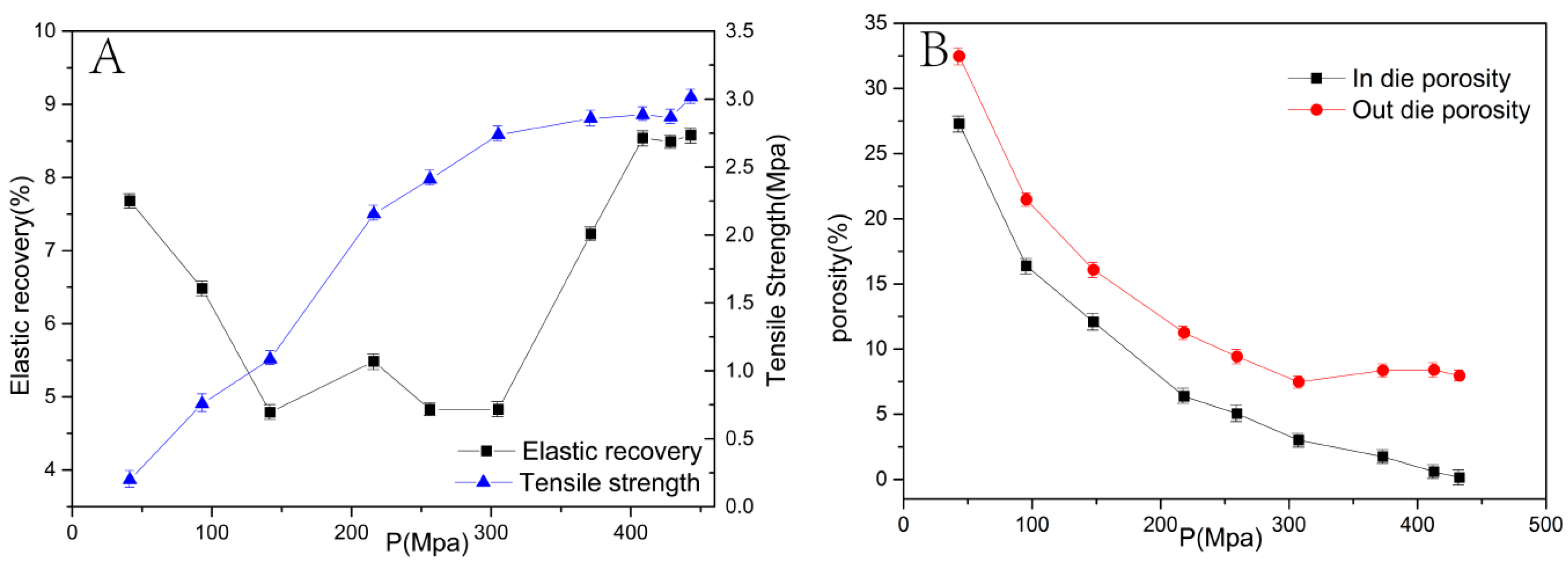
3.4. Effect of Compaction Pressure
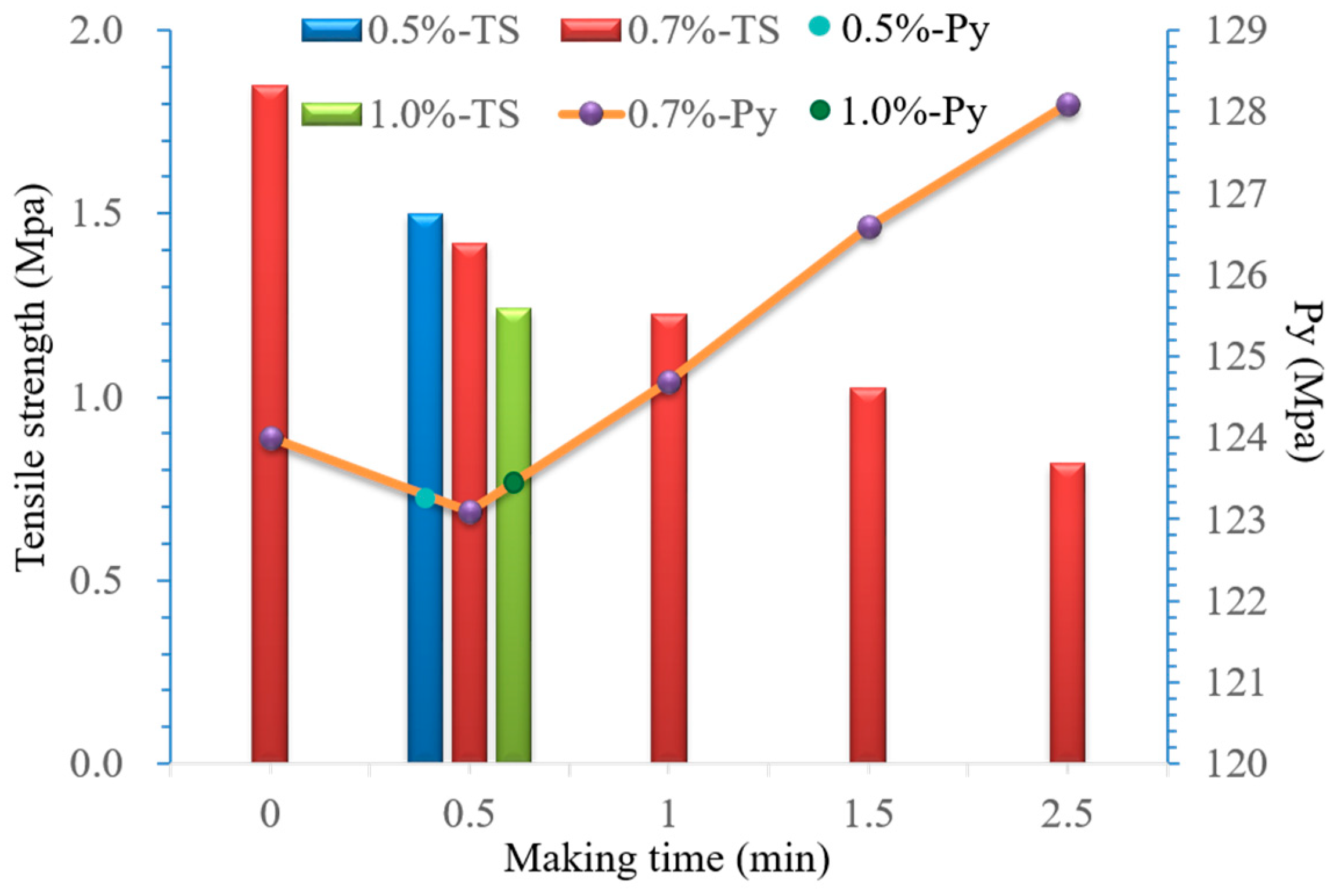
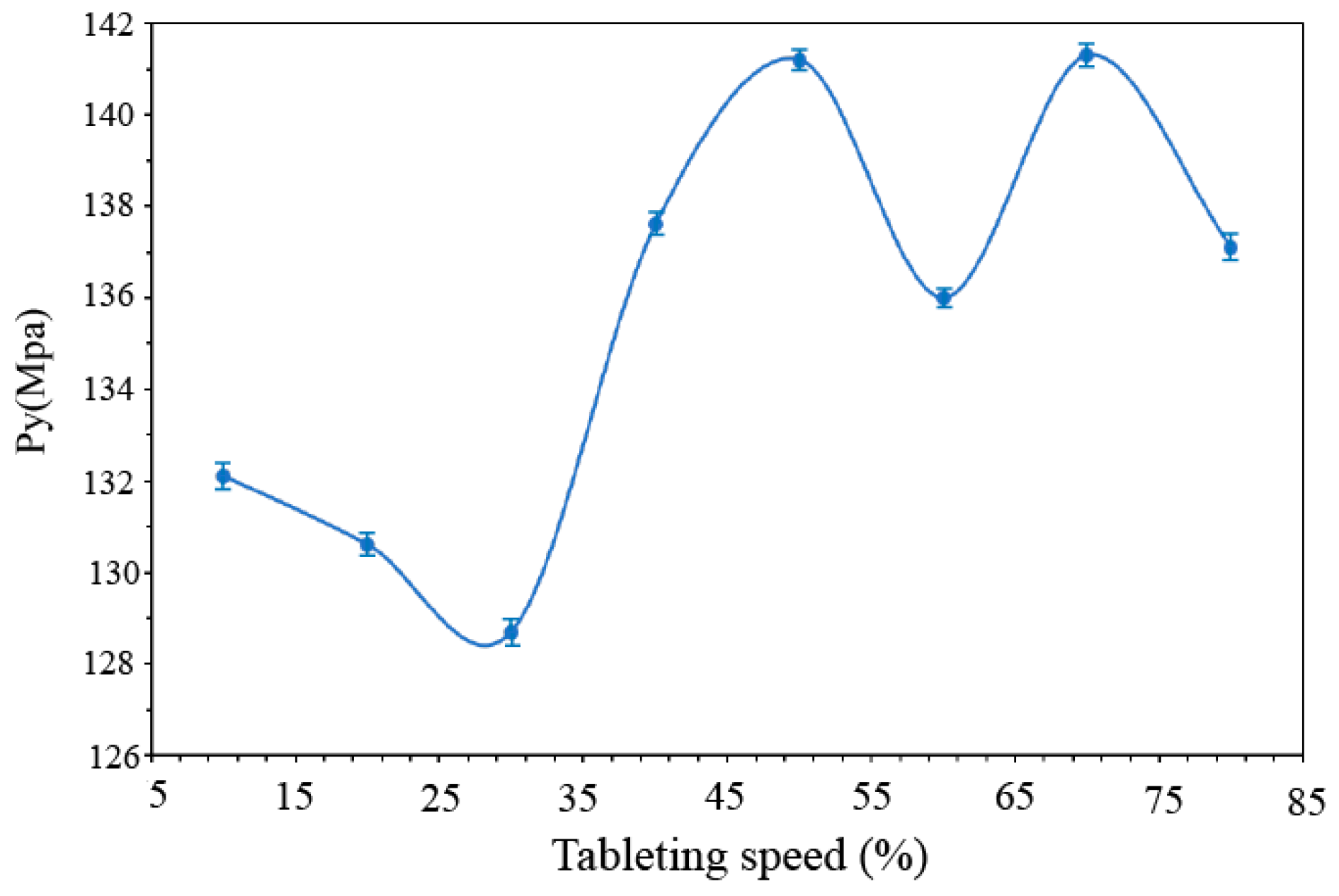
3.5. Effect of Tableting Speed
3.6. Effect of Particle Size on HCTZ Dissolution Rate and Properties of the Mixed Powder
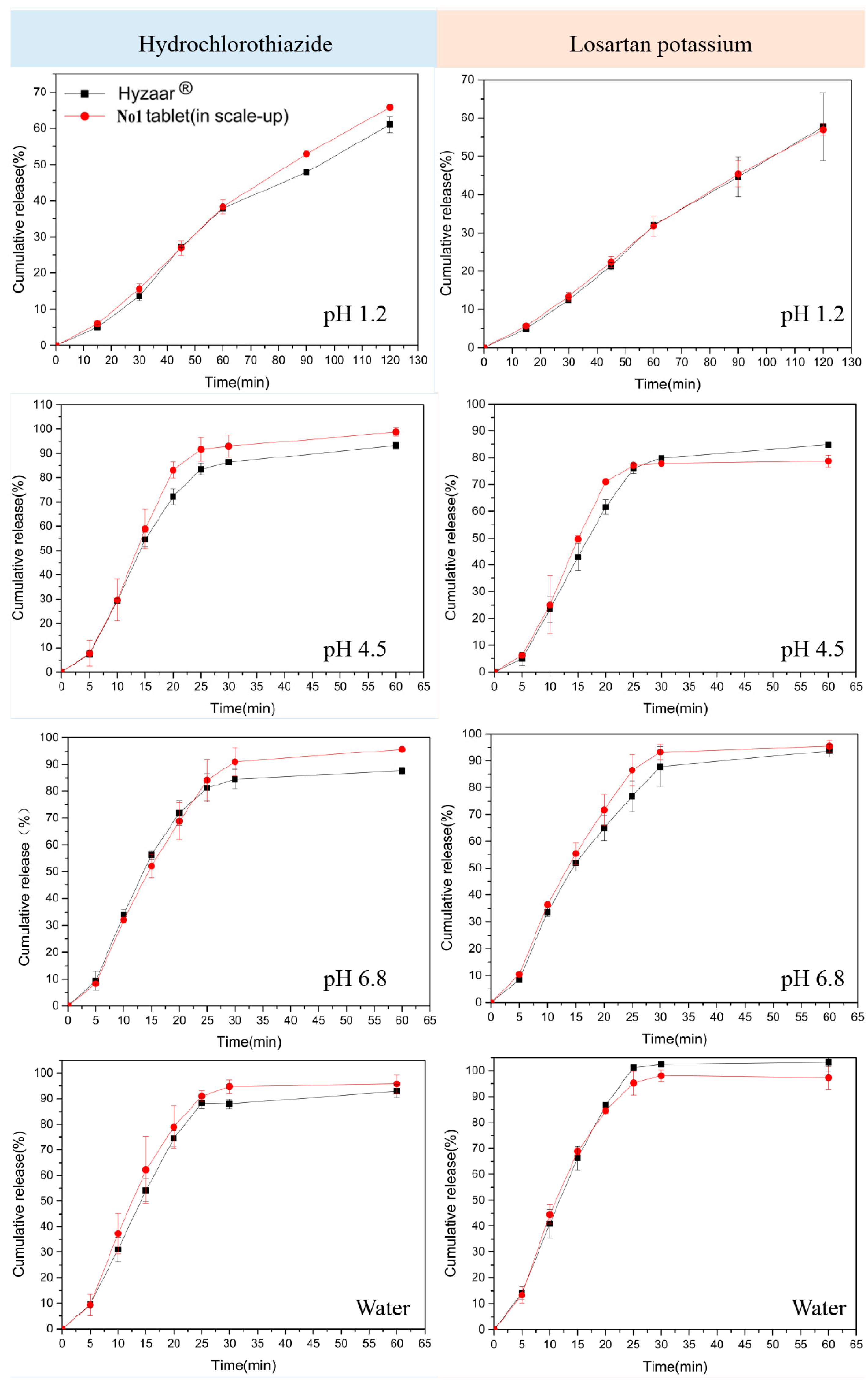
3.7. Dissolution Rate of the Optimal Tablets Selected by the D-optimal Mixture Experimental Design
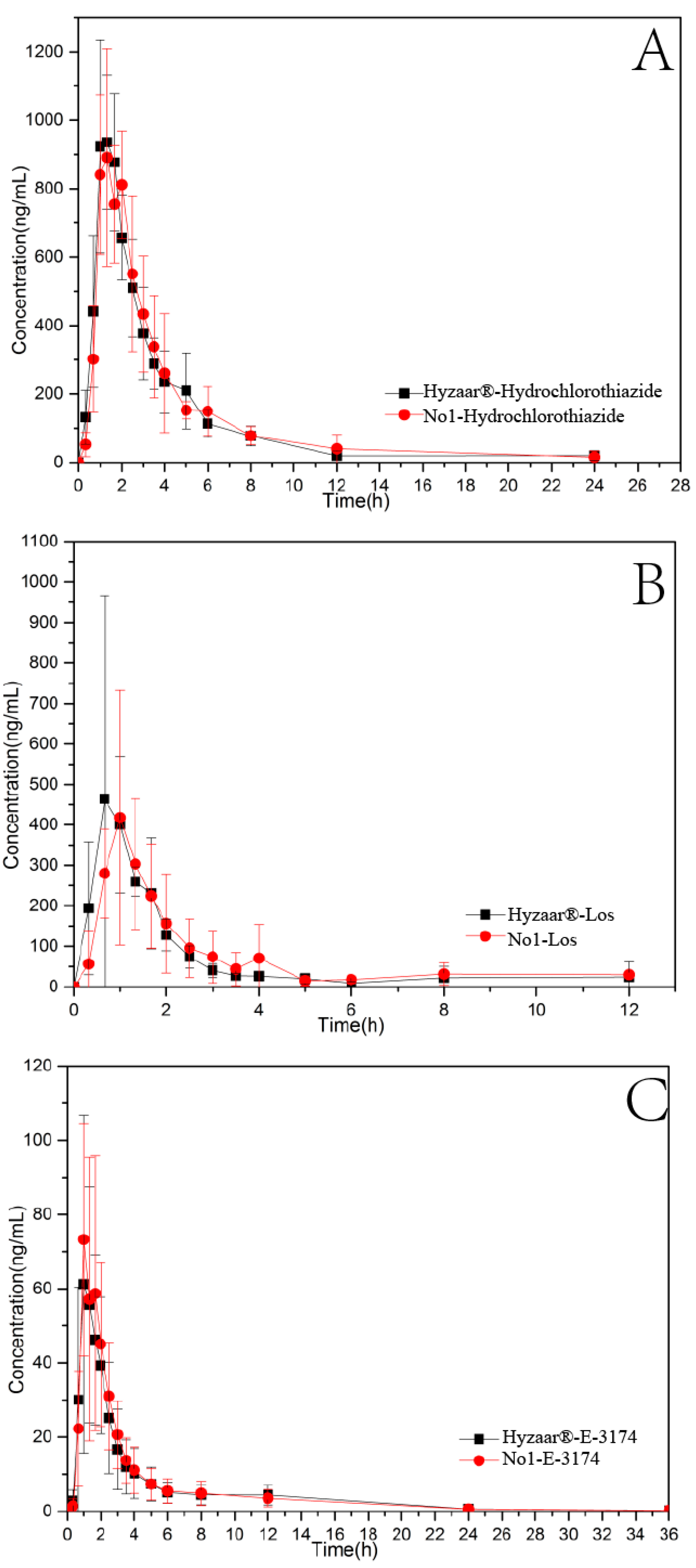
3.8. Pharmacokinetic Study
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Racine, N.; Hamet, P.; Sampalis, J.S.; Longo, N.; Bastien, N. A 52-week prospective, cohort study of the effects of losartan with or without hydrochlorothiazide (HCTZ) in hypertensive patients with metabolic syndrome. J. Hum. Hypertens. 2010, 24, 739–748. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Owens, P.; Kelly, L.; Nallen, R.; Ryan, D.; Fitzgerald, D.; O’Brien, E. Comparison of antihypertensive and metabolic effects of losartan and losartan in combination with hydrochlorathiazide—A randomized controlled trial. J. Hypertens. 2000, 18, 339–345. [Google Scholar] [CrossRef] [PubMed]
- Ndindayino, F.; Vervaet, C.; Van den Mooter, G.; Remon, J.P. Bioavailability of hydrochlorothiazide from isomalt-based moulded tablets. Int. J. Pharm. 2002, 246, 199–202. [Google Scholar] [CrossRef]
- Cirri, M.; Maestrelli, F.; Mennini, N.; Mannelli, L.D.C.; Mura, P. Development of a stable oral pediatric solution of hydrochlorothiazide by the combined use of cyclodextrins and hydrophilic polymers. Int. J. Pharm. 2020, 587, 119692. [Google Scholar] [CrossRef] [PubMed]
- Mendes, C.; Buttchevitz, A.; Kruger, J.H.; Kratz, J.M.; Simoes, C.M.; de Oliveira Benedet, P.; Oliveira, P.R.; Silva, M.A. Inclusion complexes of hydrochlorothiazide and beta-cyclodextrin: Physicochemical characteristics, in vitro and in vivo studies. Eur. J. Pharm. Sci. 2016, 83, 71–78. [Google Scholar] [CrossRef]
- Corrigan, O.I.; Timoney, R.F.; Whelan, M.J. The influence of polyvinylpyrrolidone on the dissolution and bioavailability of hydrochlorothiazide. J. Pharm. Pharmacol. 2011, 28, 703–706. [Google Scholar] [CrossRef]
- Cirri, M.; Mennini, N.; Maestrelli, F.; Mura, P.; Ghelardini, C.; Di Cesare Mannelli, L. Development and in vivo evaluation of an innovative "Hydrochlorothiazide-in Cyclodextrins-in Solid Lipid Nanoparticles" formulation with sustained release and enhanced oral bioavailability for potential hypertension treatment in pediatrics. Int. J. Pharm. 2017, 521, 73–83. [Google Scholar] [CrossRef]
- Corveleyn, S.; Remon, J.P. Bioavailability of hydrochlorothiazide: Conventional versus freeze-dried tablets. Int. J. Pharm. 1998, 173, 149–155. [Google Scholar] [CrossRef]
- Moinuddin, S.M.; Ruan, S.; Huang, Y.; Gao, Q.; Shi, Q.; Cai, B.; Cai, T. Facile Formation of Co-amorphous Atenolol and Hydrochlorothiazide Mixtures via Cryogenic-milling: Enhanced Physical Stability, Dissolution and Pharmacokinetic Profile. Int. J. Pharm. 2017, 532, 393–400. [Google Scholar] [CrossRef]
- Lusina, M.; Cindric, T.; Tomaic, J.; Peko, M.; Pozaic, L.; Musulin, N. Stability study of losartan/hydrochlorothiazide tablets. Int. J. Pharm. 2005, 291, 127–137. [Google Scholar] [CrossRef]
- Padmadisastra, Y.; Gonda, I. Preliminary studies of the development of a direct compression cellulose excipient from bagasse. J. Pharm. Sci. 1989, 78, 508–514. [Google Scholar] [CrossRef] [PubMed]
- Leuenberger, H. The compressibility and compactibility of powder systems. Int. J. Pharm. 1982, 12, 41–55. [Google Scholar] [CrossRef]
- Khatri, P.; Katikaneni, P.; Desai, D.; Minko, T. Evaluation of Affinisol® HPMC polymers for direct compression process applications. J. Drug Deliv. Ence Technol. 2018, 47, 461–467. [Google Scholar] [CrossRef]
- Dai, S.; Xu, B.; Zhang, Z.; Yu, J.; Qiao, Y. A compression behavior classification system of pharmaceutical powders for accelerating direct compression tablet formulation design. Int. J. Pharm. 2019, 572, 118742. [Google Scholar] [CrossRef] [PubMed]
- Droz, P.H.; Mordier, D.; Doelker, E. Densification behaviour of powder mixtures. Acta Pharm. Technol. 1983, 29, 69–73. [Google Scholar]
- Ilkka, J.; Paronen, P. Prediction of the compression behaviour of powder mixtures by the Heckel equation. Int. J. Pharm. 1993, 94, 181–187. [Google Scholar] [CrossRef]
- Peleg, M.; Moreyra, R. Effect of moisture on the stress relaxation pattern of compacted powders. Powder Technol. 1979, 23, 277–279. [Google Scholar] [CrossRef]
- Kawakita, K.; Lüdde, K.-H. Some considerations on powder compression equations. Powder Technol. 1971, 4, 61–68. [Google Scholar] [CrossRef]
- Mazel, V.; Busignies, V.; Duca, S.; Leclerc, B.; Tchoreloff, P. Original predictive approach to the compressibility of pharmaceutical powder mixtures based on the Kawakita equation. Int. J. Pharm. 2011, 410, 92–98. [Google Scholar] [CrossRef]
- Shapiro, I. Compaction of powders. X. Development of a general compaction equation. Adv. Powder Metall. Part. Mater. 1993, 3, 229–243. [Google Scholar]
- Heckel, W. Density-pressure relationships in powder compaction. Trans. Metall. Soc. AIME 1961, 221, 671–675. [Google Scholar]
- Saha, S.; Shahiwala, A.F. Multifunctional coprocessed excipients for improved tabletting performance. Expert Opin. Drug Deliv. 2009, 6, 197–208. [Google Scholar] [CrossRef] [PubMed]
- Ebba, F.; Piccerelle, P.; Prinderre, P.; Opota, D.; Joachim, J. Stress relaxation studies of granules as a function of different lubricants. Eur. J. Pharm. Biopharm. 2001, 52, 211–220. [Google Scholar] [CrossRef]
- Rehula, M.; Adamek, R.; Spacek, V. Stress relaxation study of fillers for directly compressed tablets. Powder Technol. 2012, 217, 510–515. [Google Scholar] [CrossRef] [Green Version]
- Van der Voort Maarschalk, K.; Zuurman, K.; Vromans, H.; Bolhuis, G.K.; Lerk, C.F. Stress relaxation of compacts produced from viscoelastic materials. Int. J. Pharm. 1997, 151, 27–34. [Google Scholar] [CrossRef]
- Tye, C.K.; Sun, C.; Amidon, G.E. Evaluation of the effects of tableting speed on the relationships between compaction pressure, tablet tensile strength, and tablet solid fraction. J. Pharm. Ences 2005, 94, 465–472. [Google Scholar] [CrossRef] [PubMed]
- Klevan, I.; Nordstrom, J.; Tho, I.; Alderborn, G. A statistical approach to evaluate the potential use of compression parameters for classification of pharmaceutical powder materials. Eur. J. Pharm. Biopharm. 2010, 75, 425–435. [Google Scholar] [CrossRef]
- Mura, P.; Valleri, M.; Baldanzi, S.; Mennini, N. Characterization and evaluation of the performance of different calcium and magnesium salts as excipients for direct compression. Int. J. Pharm. 2019, 567, 118454. [Google Scholar] [CrossRef]
- Sanchez-Ballester, N.M.; Bataille, B.; Benabbas, R.; Alonso, B.; Soulairol, I. Development of alginate esters as novel multifunctional excipients for direct compression. Carbohydr. Polym. 2020, 240, 116280. [Google Scholar] [CrossRef]
- Nordström, J.; Klevan, I.; Alderborn, G. A particle rearrangement index based on the Kawakita powder compression equation. J. Pharm. Ences 2010, 98, 1053–1063. [Google Scholar] [CrossRef] [Green Version]
- Nordström, J.; Klevan, I.; Alderborn, G. A protocol for the classification of powder compression characteristics. Eur. J. Pharm. Biopharm. 2012, 80, 209–216. [Google Scholar] [CrossRef] [PubMed]
- Klevan, I.; Nordström, J.; Bauer-Brandl, A.; Alderborn, G. On the physical interpretation of the initial bending of a Shapiro–Konopicky–Heckel compression profile. Eur. J. Pharm. Biopharm. 2009, 71, 395–401. [Google Scholar] [CrossRef] [PubMed]
- Schaller, B.E.; Moroney, K.M.; Castro-Dominguez, B.; Cronin, P.; Belen-Girona, J.; Ruane, P.; Croker, D.M.; Walker, G.M. Systematic development of a high dosage formulation to enable direct compression of a poorly flowing API: A case study. Int. J. Pharm. 2019, 566, 615–630. [Google Scholar] [CrossRef]
- Matji, A.; Donato, N.; Gagol, A.; Morales, E.; Carvajal, L.; Serrano, D.R.; Worku, Z.A.; Healy, A.M.; Torrado, J.J. Predicting the critical quality attributes of ibuprofen tablets via modelling of process parameters for roller compaction and tabletting. Int. J. Pharm. 2019, 565, 209–218. [Google Scholar] [CrossRef] [PubMed]
- Chen, T.M.; Chiou, W.L. Large differences in the biological half-life and volume of distribution of hydrochlorothiazide in normal subjects from eleven studies. Correlation with their last blood sampling times. Int. J. Clin. Pharmacol. Ther. Toxicol. 1992, 30, 34–37. [Google Scholar]
- Asmawi, A.A.; Salim, N.; Abdulmalek, E.; Rahman, M.B.A. Modeling the Effect of Composition on Formation of Aerosolized Nanoemulsion System Encapsulating Docetaxel and Curcumin Using D-Optimal Mixture Experimental Design. Int. J. Mol. Ences 2020, 21, 4357. [Google Scholar] [CrossRef]
- Radfar, R.; Hosseini, H.; Farhoodi, M.; Ghasemi, I.; Średnicka-Tober, D.; Shamloo, E.; Mousavi Khaneghah, A. Optimization of antibacterial and mechanical properties of an active LDPE/starch/nanoclay nanocomposite film incorporated with date palm seed extract using D-optimal mixture design approach. Int. J. Biol. Macromol. 2020, 158, 790–799. [Google Scholar] [CrossRef]
- Souza, A.D.; Yukuama, M.N.; Barbosa, E.J.; Monteiro, L.M.; Bou-Chacra, N.A. A new medium-throughput screening design approach for the development of hydroxymethylnitrofurazone (NFOH) nanostructured lipid carrier for treating leishmaniasis. Colloids Surf. B Biointerfaces 2020, 193, 111097. [Google Scholar] [CrossRef]
- Paul, S.; Sun, C.C. The suitability of common compressibility equations for characterizing plasticity of diverse powders. Int. J. Pharm. 2017, 532, 124–130. [Google Scholar] [CrossRef]
- Haware, R.V.; Tho, I.; Bauer-Brandl, A. Application of multivariate methods to compression behavior evaluation of directly compressible materials. Eur. J. Pharm. Biopharm. 2009, 72, 148–155. [Google Scholar] [CrossRef]
- Peeters, E.; Silva, A.F.T.; Fonteyne, M.; De Beer, T.; Vervaet, C.; Remon, J.P. Influence of extended dwell time during pre- and main compression on the properties of ibuprofen tablets. Eur. J. Pharm. Biopharm. 2018, 128, 300–315. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thoorens, G.; Krier, F.; Rozet, E.; Carlin, B.; Evrard, B. Understanding the impact of microcrystalline cellulose physicochemical properties on tabletability. Int. J. Pharm. 2015, 490, 47–54. [Google Scholar] [CrossRef] [PubMed]
- Hayashi, Y.; Oishi, T.; Shirotori, K.; Marumo, Y.; Kosugi, A.; Kumada, S.; Hirai, D.; Takayama, K.; Onuki, Y. Modeling of quantitative relationships between physicochemical properties of active pharmaceutical ingredients and tensile strength of tablets using a boosted tree. Drug Dev. Ind. Pharm. 2018, 44, 1090–1098. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor/Run | Low (%) | High (%) | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A (%) | 18.11 | 32.4 | 29.646 | 29.572 | 32.4 | 19.47 | 18.11 | 25.583 | 25.052 | 21.745 | 25.402 |
| B (%) | 27.23 | 42.92 | 27.24 | 34.708 | 29.907 | 36.91 | 42.444 | 38.697 | 35.348 | 42.535 | 30.978 |
| C (%) | 10.02 | 17.92 | 17.414 | 10.02 | 11.993 | 17.92 | 13.746 | 10.02 | 13.9 | 10.02 | 17.92 |
| Equation | R2 | a | |
|---|---|---|---|
| R1 | y = 8.0350x + 55.10 | 0.9985 | 0.1245 |
| R2 | y = 7.5295x + 49.64 | 0.9986 | 0.1328 |
| R3 | y = 7.7512x + 53.74 | 0.9983 | 0.1290 |
| R4 | y = 7.3073x + 53.39 | 0.9984 | 0.1368 |
| R5 | y = 7.3508x + 53.85 | 0.9984 | 0.1360 |
| R6 | y = 7.1440x + 48.77 | 0.9987 | 0.1400 |
| R7 | y = 7.2264x + 50.53 | 0.9985 | 0.1384 |
| R8 | y = 6.7544x + 45.47 | 0.9986 | 0.1481 |
| R9 | y = 7.272x + 50.11 | 0.9987 | 0.1375 |
| Sample | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 |
|---|---|---|---|---|---|---|---|---|---|
| Py (MPa) | 139.3 | 141.5 | 144.1 | 136.9 | 132.2 | 132.6 | 124.1 | 127.3 | 135.5 |
| Mean pressure(kN) | 4.33 | 9.55 | 14.17 | 21.82 | 25.94 | 30.73 | 37.29 | 41.26 | 45.17 |
| Compressive work (J) | 2.222 | 4.405 | 5.936 | 8.054 | 8.726 | 9.538 | 11.023 | 11.675 | 12.044 |
| Elastic work (J) | 0.060 | 0.114 | 0.124 | 0.240 | 0.339 | 0.517 | 0.940 | 1.179 | 1.624 |
| Plastic work (J) | 2.182 | 4.325 | 5.871 | 7.843 | 8.404 | 9.405 | 10.092 | 10.535 | 10.341 |
| Speed (Tab/h) | Real Compression Time (ms) | |
|---|---|---|
| Compression Time | Decompression Time | |
| 600 | 216 | 61 |
| 1200 | 92 | 34 |
| 1800 | 53 | 25 |
| 2400 | 35 | 20 |
| 3000 | 33 | 14 |
| 3600 | 32 | 11 |
| 4200 | 32 | 10 |
| 4800 | 32 | 8 |
| Parameter of Mill | D50 (μm) | D90 (μm) | ab | f | Py (MPa) | Cumulative Release | |
|---|---|---|---|---|---|---|---|
| 10 min (%) | 20 min (%) | ||||||
| untreated | 92.50 | 233.6 | 0.0578 | 0.1217 | 135.9 | 38.78 | 74.48 |
| <100 mesh | 77.66 | 192.7 | - | - | - | - | - |
| Venturi 3 bar, Ring 2 bar | 35.54 | 124.8 | 0.0585 | 0.1308 | 136.3 | 43.18 | 81.38 |
| Venturi 3 bar, Ring 2.5 bar | 25.78 | 95.13 | - | - | - | - | - |
| Venturi 3.5 bar, Ring 2.5 bar | 19.74 | 98.86 | 0.0624 | 0.1317 | 139.8 | 49.51 | 81.82 |
| Venturi 3.5 bar, Ring 3 bar | 14.37 | 80.69 | 0.0746 | 0.1528 | 149.5 | 49.63 | 82.85 |
| Venturi 4 bar, Ring 3 bar | 9.895 | 50.82 | - | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Q.; Zhang, Q.; Wang, P. Hydrochlorothiazide/Losartan Potassium Tablet Prepared by Direct Compression. Pharmaceutics 2022, 14, 1741. https://doi.org/10.3390/pharmaceutics14081741
Luo Q, Zhang Q, Wang P. Hydrochlorothiazide/Losartan Potassium Tablet Prepared by Direct Compression. Pharmaceutics. 2022; 14(8):1741. https://doi.org/10.3390/pharmaceutics14081741
Chicago/Turabian StyleLuo, Qiuhua, Qianying Zhang, and Puxiu Wang. 2022. "Hydrochlorothiazide/Losartan Potassium Tablet Prepared by Direct Compression" Pharmaceutics 14, no. 8: 1741. https://doi.org/10.3390/pharmaceutics14081741