
Assessment of the Extrusion Process and Printability of Suspension-Type Drug-Loaded AffinisolTM Filaments for 3D Printing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Physical Mixtures
2.2.2. Extrusion Processing
2.2.3. Differential Scanning Calorimetry
2.2.4. Mechanical Property Testing of Filaments
2.2.5. Image Processing and Fractal Dimension Analysis
2.2.6. Homogeneity Studies
2.2.7. 3D Printing Process
2.2.8. Physical Tests of the Printed Systems
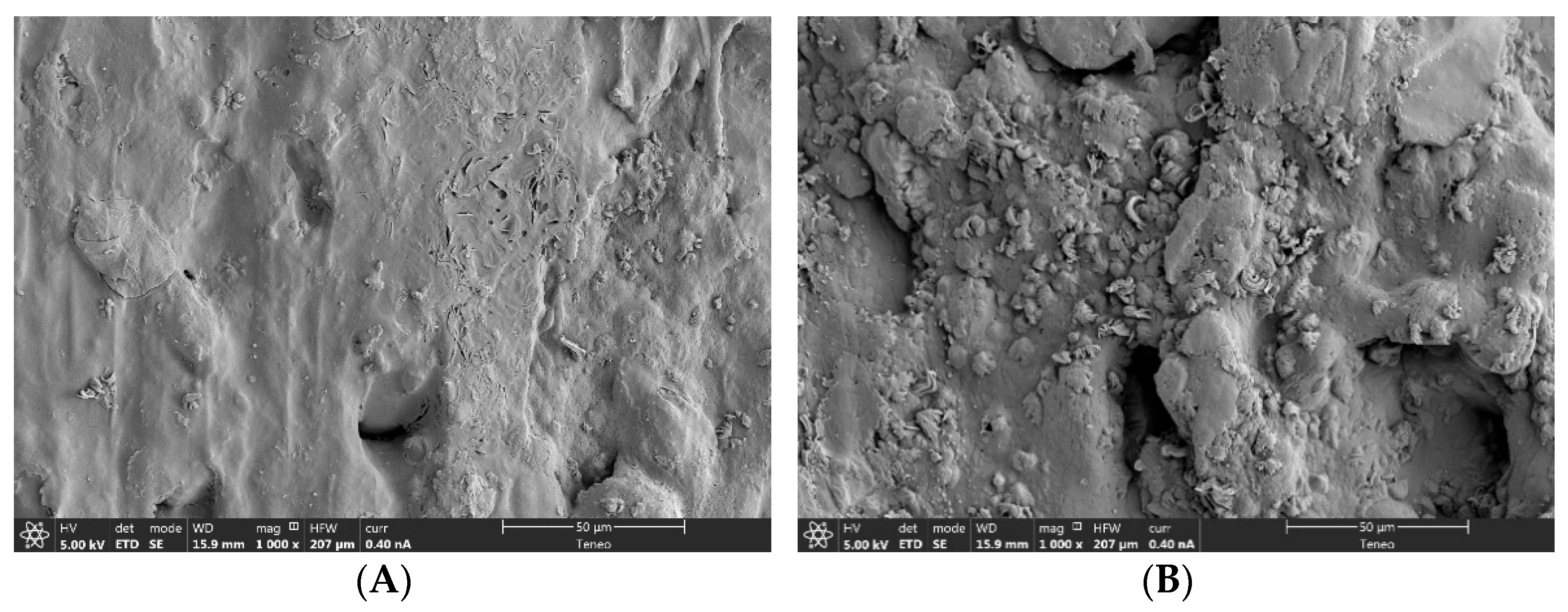
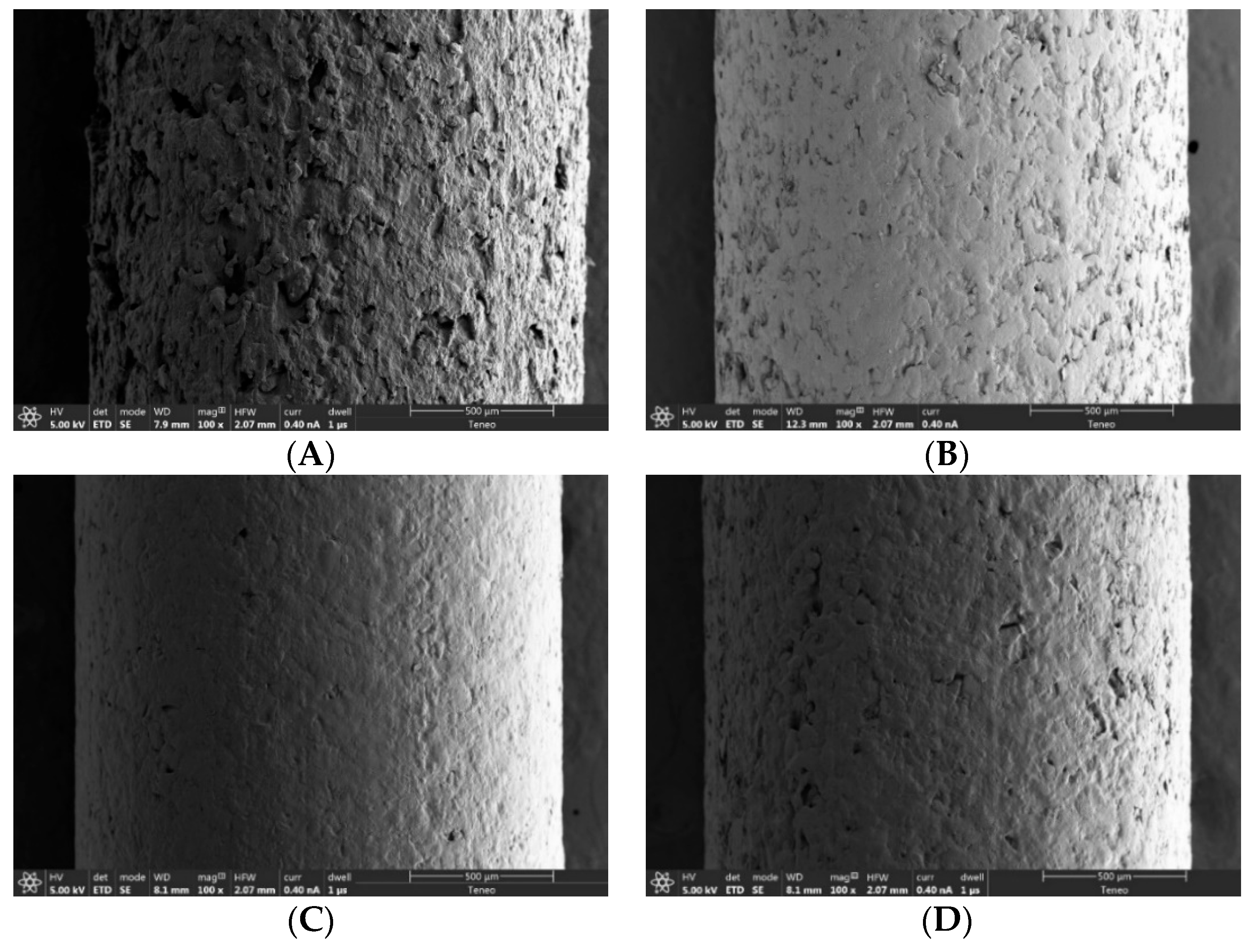
2.2.9. Scanning Electron Microscopy
3. Results and Discussion
3.1. Formulation of Drug-Loaded Filaments
3.2. Blend Behaviour in the Extrusion Process
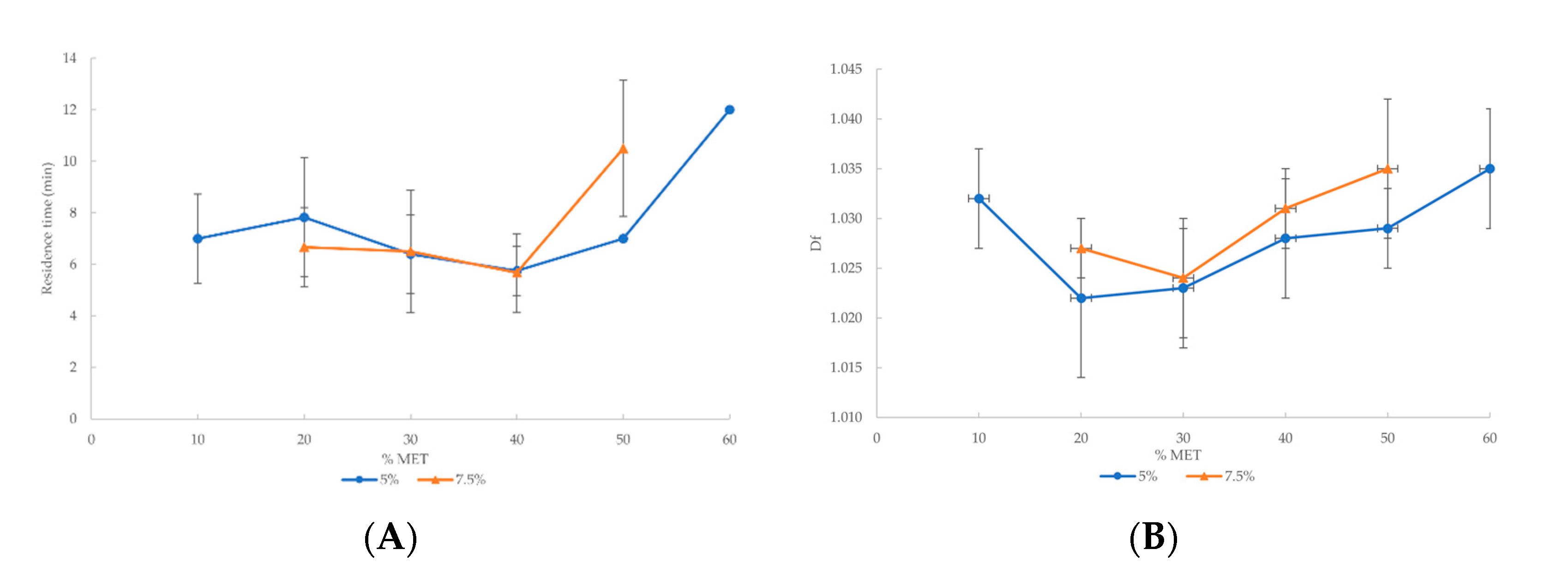
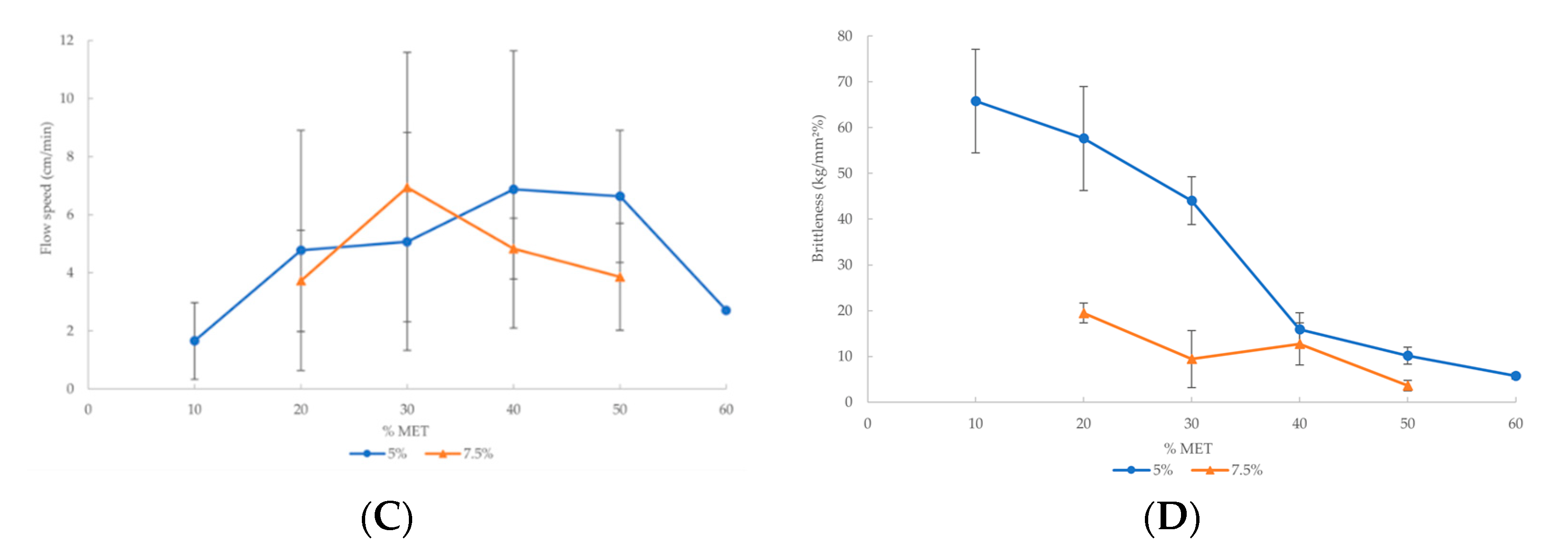
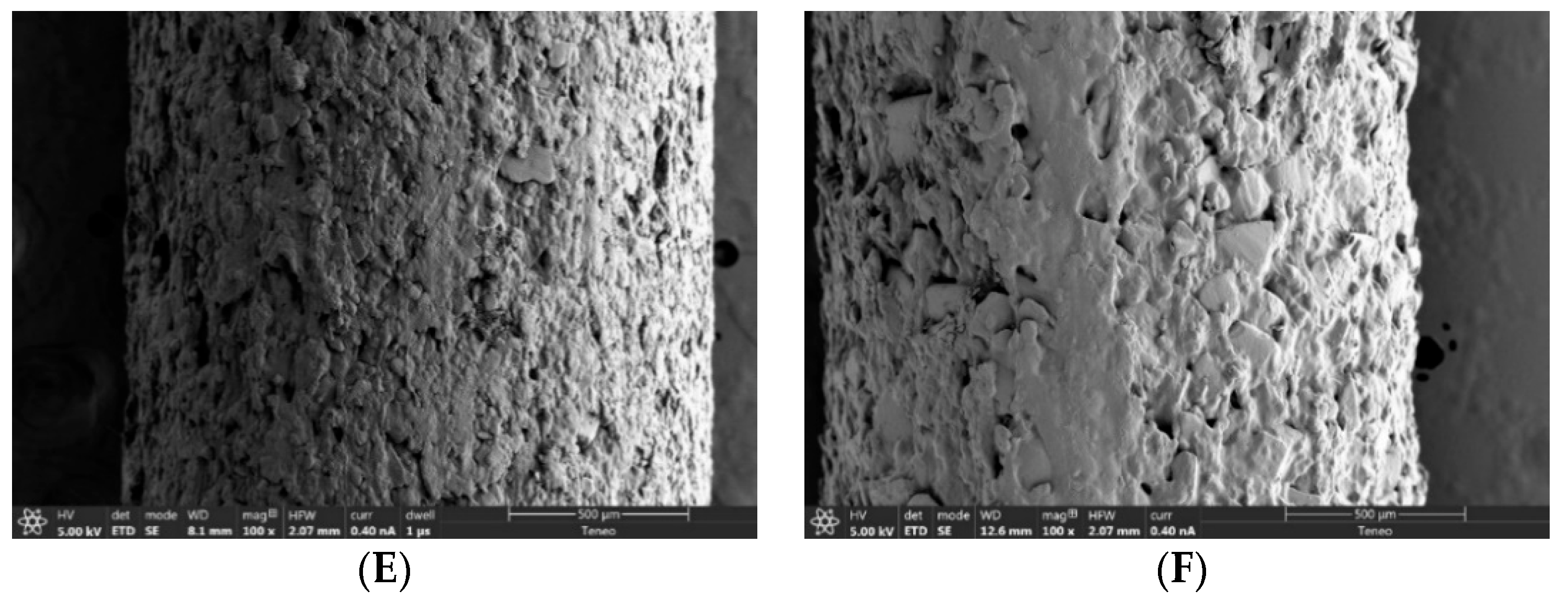
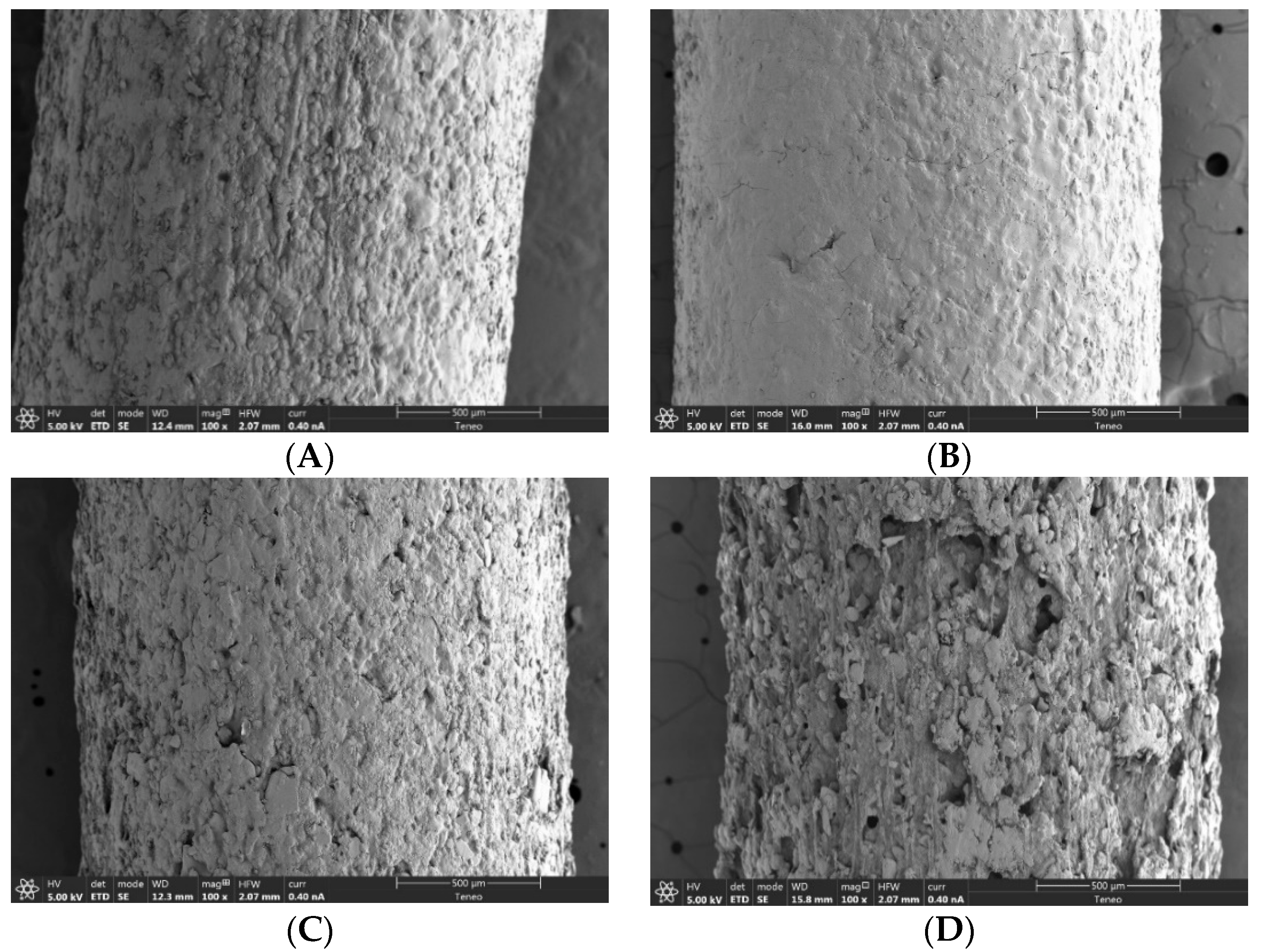
3.3. Physical Appearance of the Filaments
- (i)
- Above the critical point, the increase in surface roughness reflected by the fractal dimension values can be attributed to the higher friction inside the die during the extrusion process as the drug content increases [15].
- (ii)
3.4. 3-Point Bend (PB) Test Measurements on Extruded Filaments
3.5. Estimation of the Percolation Threshold
3.6. Determination of Drug Content in Filaments
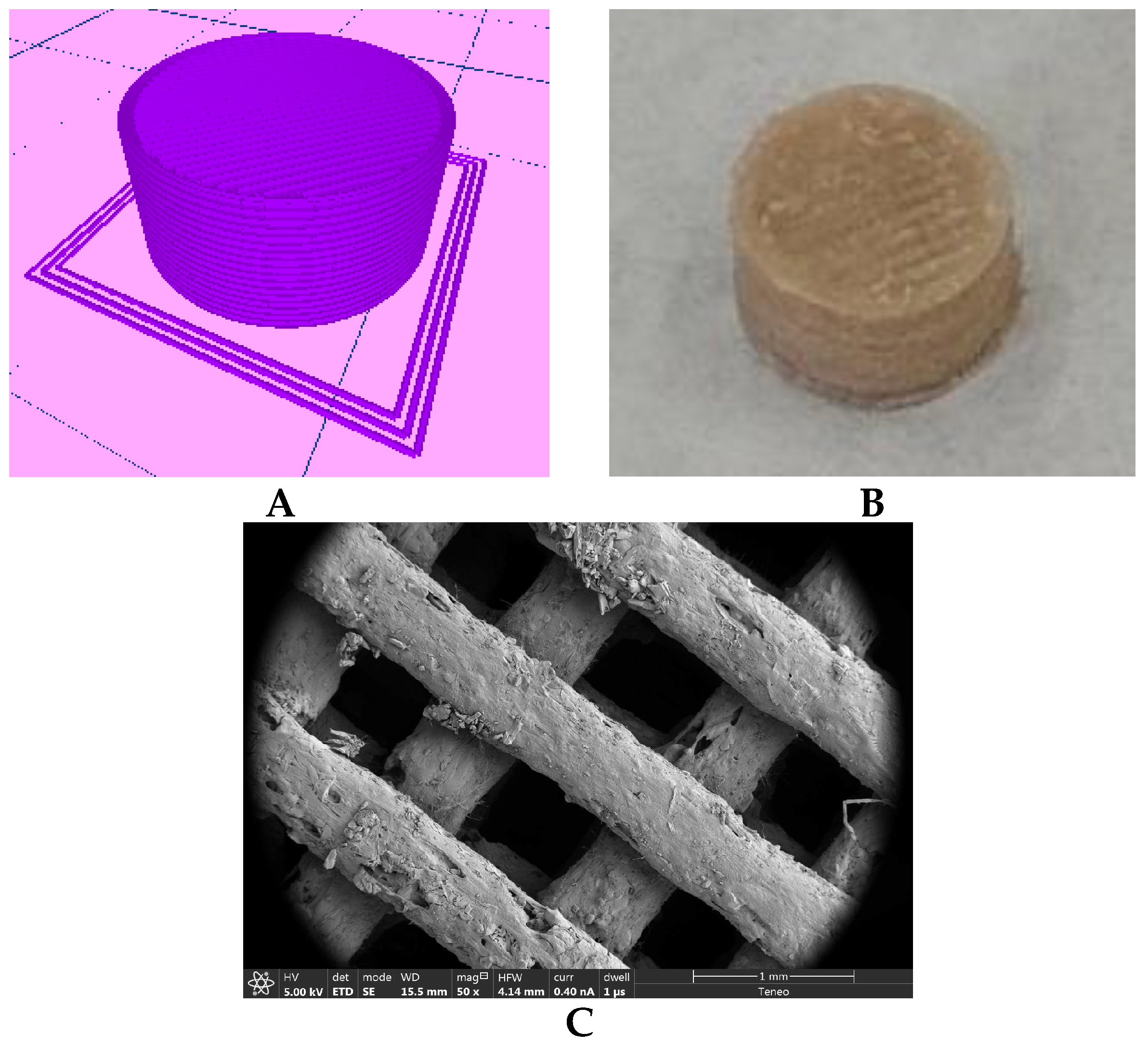
3.7. Printing Filaments
3.8. Differential Scanning Calorimetry (DSC)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fuenmayor, E.; Forde, M.; Healy, A.V.; Devine, D.M.; Lyons, J.G.; McConville, C.; Major, I. Material Considerations for Fused-Filament Fabrication of Solid Dosage Forms. Pharmaceutics 2018, 10, 44. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tan, D.; Maniruzzaman, M.; Nokhodchi, A. Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled with Fused Deposition Modelling (FDM) 3D Printing for Personalised Drug Delivery. Pharmaceutics 2018, 10, 203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nasereddin, J.M.; Wellner, N.; Alhijjaj, M.; Belton, P.; Qi, S. Development of a Simple Mechanical Screening Method for Predicting the Feedability of a Pharmaceutical FDM 3D Printing Filament. Pharm. Res. 2018, 35, 151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, B.J.; Choi, H.J.; Moon, S.J.; Kim, S.J.; Bajracharya, R.; Min, J.Y.; Han, H.K. Pharmaceutical applications of 3D printing technology: Current understanding and future perspectives. J. Pharm. Investig. 2019, 49, 575–585. [Google Scholar] [CrossRef] [Green Version]
- Palekar, S.; Nukala, P.K.; Mishra, S.M.; Kipping, T.; Patel, K. Application of 3D printing technology and quality by design approach for development of age-appropriate pediatric formulation of baclofen. Int. J. Pharm. 2019, 556, 106–116. [Google Scholar] [CrossRef]
- Azad, M.A.; Olawuni, D.; Kimbell, G.; Badruddoza, A.Z.M.; Hossain, M.S.; Sultana, T. Polymers for Extrusion-Based 3D Printing of Pharmaceuticals: A Holistic Materials–Process Perspective. Pharmaceutics 2020, 12, 124. [Google Scholar] [CrossRef] [Green Version]
- Viidik, L.; Vesala, J.; Laitinen, R.; Korhonen, O.; Ketolainen, J.; Aruväli, J.; Kirsimäe, K.; Kogermann, K.; Heinämäki, J.; Laidmäe, I.; et al. Preparation and characterization of hot-melt extruded polycaprolactone-based filaments intended for 3D-printing of tablets. Eur. J. Pharm. Sci. 2021, 158, 105619. [Google Scholar] [CrossRef]
- Cailleaux, S.; Sanchez-Ballester, N.M.; Gueche, Y.A.; Bataille, B.; Soulairol, I. Fused Deposition Modeling (FDM), the new asset for the production of tailored medicines. J. Control Release 2021, 330, 821–841. [Google Scholar] [CrossRef]
- Aho, J.; Bøtker, J.P.; Genina, N.; Edinger, M.; Arnfast, L.; Rantanen, J. Roadmap to 3D-Printed Oral Pharmaceutical Dosage Forms: Feedstock Filament Properties and Characterization for Fused Deposition Modeling. J. Pharm. Sci. 2019, 108, 26–35. [Google Scholar] [CrossRef] [Green Version]
- Awad, A.; Trenfield, S.J.; Gaisford, S.; Basit, A.W. 3D printed medicines: A new branch of digital healthcare. Int. J. Pharm. 2018, 548, 586–596. [Google Scholar] [CrossRef]
- Jani, R.; Patel, D. Hot melt extrusion: An industrially feasible approach for casting orodispersible film. Asian J. Pharm. Sci. 2014, 10, 292–305. [Google Scholar] [CrossRef] [Green Version]
- Patil, H.; Tiwari, R.V.; Repka, M.A. Hot-Melt Extrusion: From Theory to Application in Pharmaceutical Formulation. AAPS PharmSciTech 2016, 17, 20–42. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Yang, W.; Vo, A.Q.; Feng, X.; Ye, X.; Kim, D.W.; Repka, M.A. Hydroxypropyl methylcellulose-based controlled release dosage by melt extrusion and 3D printing: Structure and drug release correlation. Carbohydr. Polym. 2017, 177, 49–57. [Google Scholar] [CrossRef] [PubMed]
- Linares, V.; Galdón, E.; Casas, M.; Caraballo, I. Critical points for predicting 3D printable filaments behaviour. J. Drug Deliv. Sci. Technol. 2021, 66, 102933. [Google Scholar] [CrossRef]
- Verstraete, G.; Samaro, A.; Grymonpré, W.; Vanhoorne, V.; Van Snick, B.; Boone, M.N.; Hellemans, T.; Van Hoorebeke, L.; Remon, J.P.; Vervaet, C. 3D printing of high drug loaded dosage forms using thermoplastic polyurethanes. Int. J. Pharm. 2018, 536, 318–325. [Google Scholar] [CrossRef] [PubMed]
- Thapa, P.; Jeong, S. Effects of Formulation and Process Variables on Gastroretentive Floating Tablets with A High-Dose Soluble Drug and Experimental Design Approach. Pharmaceutics 2018, 10, 161. [Google Scholar] [CrossRef] [Green Version]
- Batra, A.; Desai, D.; Serajuddin, A.T.M. Investigating the Use of Polymeric Binders in Twin Screw Melt Granulation Process for Improving Compactibility of Drugs. Pharmaceutics 2017, 106, 140–150. [Google Scholar] [CrossRef] [Green Version]
- Goyanes, A.; Buanz, A.B.M.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.W.; Alhnan, M.A. A Lower Temperature FDM 3D Printing for the Manufacture of Patient-Specific Immediate Release Tablets. Pharm. Res. 2016, 33, 2704–2712. [Google Scholar] [CrossRef]
- Gupta, S.S.; Solanki, N.; Serajuddin, A.T.M. Investigation of Thermal and Viscoelastic Properties of Polymers Relevant to Hot Melt Extrusion, IV: AffinisolTM HPMC HME Polymers. AAPS PharmSciTech 2016, 17, 148–157. [Google Scholar] [CrossRef]
- Prasad, E.; Islam, M.T.; Goodwin, D.J.; Megarry, A.J.; Halbert, G.W.; Florence, A.J.; Robertson, J. Development of a hot-melt extrusion (HME) process to produce drug loaded AffinisolTM 15LV filaments for fused filament fabrication (FFF) 3D printing. Addit. Manuf. 2019, 29, 100776. [Google Scholar] [CrossRef]
- Li, Z.; Xu, H.; Li, S.; Li, Q.; Zhang, W.; Ye, T.; Yang, X.; Pan, W. A novel gastro-floating multiparticulate system for dipyridamole (DIP) based on a porous and low-density matrix core: In vitro and in vivo evaluation. Int. J. Pharm. 2014, 461, 540–548. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of tablets containing multiple drugs with defined release profiles. Int. J. Pharm. 2015, 494, 643–650. [Google Scholar] [CrossRef] [PubMed]
- Beck, R.C.R.; Chaves, P.S.; Goyanes, A.; Vukosavljevic, B.; Buanz, A.; Windbergs, M.; Basit, A.W.; Gaisford, S. 3D printed tablets loaded with polymeric nanocapsules: An innovative approach to produce customized drug delivery systems. Int. J. Pharm. 2017, 528, 268–279. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Wang, H.; Li, H.; Ou, Z.; Yang, G. 3D printed tablets with internal scaffold structure using ethyl cellulose to achieve sustained ibuprofen release. Eur. J. Pharm. Sci. 2018, 115, 11–18. [Google Scholar] [CrossRef] [PubMed]
- Gioumouxouzis, C.I.; Baklavaridis, A.; Katsamenis, O.L.; Markopoulou, C.K.; Bouropoulos, N.; Tzetzis, D.; Fatouros, D.G. A 3D printed bilayer oral solid dosage form combining metformin for prolonged and glimepiride for immediate drug delivery. Eur. J. Pharm. Sci. 2018, 120, 40–52. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khatri, P.; Shah, M.K.; Vora, N. Formulation strategies for solid oral dosage form using 3D printing technology: A mini-review. J. Drug Deliv. Sci. Technol. 2018, 46, 148–155. [Google Scholar] [CrossRef]
- Desai, D.; Sandhu, H.; Shah, N.; Malick, W.; Zia, H.; Phuapradit, W.; Ram, S.; Vaka, K. Selection of Solid-State Plasticizers as Processing Aids for Hot-Melt Extrusion. J. Pharm. Sci. 2018, 107, 372–379. [Google Scholar] [CrossRef] [Green Version]
- Jamróz, W.; Szafraniec, J.; Kurek, M.; Jachowicz, R. 3D Printing in Pharmaceutical and Medical Applications–Recent Achievements and Challenges. Pharm. Res. 2018, 35, 176. [Google Scholar] [CrossRef] [Green Version]
- Goyanes, A.; Fina, F.; Martorana, A.; Sedough, D.; Gaisford, S.; Basit, A.W. Development of modified release 3D printed tablets (printlets) with pharmaceutical excipients using additive manufacturing. Int. J. Pharm. 2017, 527, 21–30. [Google Scholar] [CrossRef]
- Goyanes, A.; Fernández-Ferreiro, A.; Majeed, A.; Gomez-Lado, N.; Awad, A.; Luaces-Rodríguez, A.; Gaisford, S.; Aguiar, P.; Basit, A.W. PET/CT imaging of 3D printed devices in the gastrointestinal tract of rodents. Int. J. Pharm. 2018, 536, 158–164. [Google Scholar] [CrossRef] [PubMed]
- Tan, D.K.; Maniruzzaman, M.; Nokhodchi, A. Development and Optimisation of Novel Polymeric Compositions for Sustained Release Theophylline. Polymers 2020, 12, 27. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Feng, X.; Patil, H.; Tiwari, R.V.; Repka, M.A. Coupling 3D printing with hot-melt extrusion to produce controlled-release tablets. Int. J. Pharm. 2016, 519, 186–197. [Google Scholar] [CrossRef] [PubMed]
- Xu, P.; Li, J.; Meda, A.; Osei-Yeboah, F.; Peterson, M.L.; Repka, M.; Zhan, X. Development of a quantitative method to evaluate the printability of filaments for fused deposition modeling 3D printing. Int. J. Pharm. 2020, 588, 119760. [Google Scholar] [CrossRef]
- Kadry, H.; Al-Hilal, T.A.; Keshavarz, A.; Alam, F.; Xu, C.; Joy, A.; Ahsan, F. Multi-purposable filaments of HPMC for 3D printing of medications with tailored drug release and timed-absorption. Int. J. Pharm. 2018, 544, 285–296. [Google Scholar] [CrossRef]
- Caraballo, I.; Millán, M.; Rabasco, A.M.; Leuenberger, H. Zero-order release periods in inert matrices. Influence of the distance to the percolation threshold. Pharm. Acta Helv. 1996, 71, 335–339. [Google Scholar] [CrossRef]
- Miranda, A.; Millán, M.; Caraballo, I. Study of the critical points of HPMC hydrophilic matrices for controlled drug delivery. Int. J. Pharm. 2006, 311, 75–81. [Google Scholar] [CrossRef]
- Campiñez, M.D.; Ferris, C.; De Paz, M.V.; Aguilar-De-Leyva, A.; Galbis, J.; Caraballo, I. A new biodegradable polythiourethane as controlled release matrix polymer. Int. J. Pharm. 2015, 480, 63–72. [Google Scholar] [CrossRef]
- Aguilar-de-Leyva, Á.; Campiñez, M.D.; Casas, M.; Caraballo, I. Design space and critical points in solid dosage forms. J. Drug Deliv. Sci. Technol. 2017, 42, 134–143. [Google Scholar] [CrossRef]
- Bak, M.-G.; Won, J.-S.; Koo, S.-W.; Oh, A.; Lee, H.-K.; Kim, D.-S.; Lee, S.-G.; Oh, S.-W.; Lee, A.; Kim, H.-K.; et al. Migration Behavior of Lubricants in Polypropylene Composites under Accelerated Thermal Aging. Polymers 2021, 13, 1723. [Google Scholar] [CrossRef]
- Abreu-Villela, R.; Adler, C.; Caraballo, I.; Kuentz, M. Electron microscopy/energy dispersive X-ray spectroscopy of drug distribution in solid dispersions and interpretation by multifractal geometry. J. Pharm. Biomed. Anal. 2018, 150, 241–247. [Google Scholar] [CrossRef] [PubMed]
- Abreu-Villela, R.; Schönenberger, M.; Caraballo, I.; Kuentz, M. Early stages of drug crystallization from amorphous solid dispersion via fractal analysis based on chemical imaging. Eur. J. Pharm. Biopharm. 2018, 133, 122–130. [Google Scholar] [CrossRef] [PubMed]
- Abreu-Villela, R.; Kuentz, M.; Caraballo, I. Benefits of Fractal Approaches in Solid Dosage Form Development. Pharm. Res. 2019, 36, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Miller, E.; Rothstein, J.P. Control of the sharkskin instability in the extrusion of polymer melts using induced temperature gradients. Rheol. Acta 2004, 44, 160–173. [Google Scholar] [CrossRef]
- Stauffer, D.; Aharony, A. Introduction to Percolation Theory, 2nd ed.; Taylor & Francis: Abingdon, UK, 2018. [Google Scholar] [CrossRef]
- Millán, M.; Caraballo, I.; Rabasco, A.M. The Role of the Drug/Excipient Particle Size Ratio in the Percolation Model for Tablets. Pharm. Res. 1998, 15, 216–220. [Google Scholar] [CrossRef] [PubMed]
- Caraballo, I. Critical points in the formulation of pharmaceutical swellable controlled release dosage forms—Influence of particle size. Particuology 2009, 7, 421–425. [Google Scholar] [CrossRef]
- Govender, R.; Abrahmsén-Alami, S.; Folestad, S.; Larsson, A. High Content Solid Dispersions for Dose Window Extension: A Basis for Design Flexibility in Fused Deposition Modelling. Pharm. Res. 2020, 37, 9. [Google Scholar] [CrossRef] [Green Version]
- Pietrzak, K.; Isreb, A.; Alhnan, M.A. A flexible-dose dispenser for immediate and extended release 3D printed tablets. Eur. J. Pharm. Biopharm. 2015, 96, 380–387. [Google Scholar] [CrossRef]
- Khaled, S.A.; Alexander, M.R.; Wildman, R.D.; Wallace, M.J.; Sharpe, S.; Yoo, J.; Roberts, C.J. 3D extrusion printing of high drug loading immediate release paracetamol tablets. Int. J. Pharm. 2018, 538, 223–230. [Google Scholar] [CrossRef]
- Haware, R.V.; Vinjamuri, B.P.; Sarkar, A.; Stefik, M.; Stagner, W.C. Deciphering magnesium stearate thermotropic behavior. Int. J. Pharm. 2018, 548, 314–324. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | MET (%) | AFF (%) | MS (%) | PEG 6000 (%) | TEC (%) |
|---|---|---|---|---|---|
| 1 | 50 | 50 | |||
| 2 | 50 | 45 | 5 | ||
| 3 | 50 | 45 | 5 | ||
| 4 | 50 | 40 | 5 | 5 | |
| 5 | 50 | 40 | 5 | 5 | |
| 6 | 50 | 37.5 | 5 | 7.5 | |
| 7 | 50 | 35 | 5 | 10 | |
| 8 | 50 | 35 | 7.5 | 7.5 | |
| 9 | 50 | 44 | 3 | 3 | |
| 10 | 50 | 35 | 7.5 | 7.5 |
| Blend | Extrusion T (°C) | Flow Speed (cm/min) | Colour | Diameter (mm) | Filament Description |
|---|---|---|---|---|---|
| 1 | 150–160 | 1.1 | White | 1.65 | Light yellowish uniform filament, rough surface |
| 2 | 160 | 3.3 | White | 1.67 | Light yellowish uniform filament, slightly rough surface |
| 3 | 150 | - | - | - | - |
| 4 | 150 | 7.9 | White | 1.67 | Light yellowish uniform filament, smooth surface |
| 5 | 150 | 6.3 | White | 1.67 | Light yellowish uniform filament, slightly rough surface |
| 6 | 150 | 3 | Beige | 1.69 | Brownish uniform filament, highly rough surface |
| 7 | 150–160 | - | - | - | - |
| 8 | 150 | 2.6 | White | 1.67 | Light yellowish uniform filament, smooth surface |
| 9 | 150 | 1.8 | Yellowish | 1.65 | Yellowish uniform filament, slightly rough surface |
| 10 | 150 | 53.3 | White | 1.63 | Light yellowish uniform filament, rough surface |
| Blend | MET (%) | AFF (%) | Residence Time (min) | Flow Speed (cm/min) | Brittleness (kg/mm2%) | Diameter (mm) | Fractal Dimension | Drug Content (%) |
|---|---|---|---|---|---|---|---|---|
| 60A | 60 | 30 | 12.00 ± 0.00 | 2.71 ± 0.00 | 5.70 ± 0.65 | 1.69 ± 0.00 | 1.035 ± 0.006 | 65.99 ± 4.39 |
| 50A | 50 | 40 | 7.00 ± 0.00 | 6.63 ± 2.28 | 10.15 ± 1.89 | 1.69 ± 0.01 | 1.029 ± 0.004 | 51.22 ± 4.66 |
| 40A | 40 | 50 | 5.75 ± 0.96 | 6.87 ± 4.77 | 15.93 ± 3.55 | 1.70 ± 0.02 | 1.028 ± 0.006 | 38.44 ± 1.74 |
| 30A | 30 | 60 | 6.40 ± 1.52 | 5.07 ± 3.75 | 44.03 ± 5.22 | 1.71 ± 0.04 | 1.023 ± 0.006 | 30.88 ± 2.07 |
| 20A | 20 | 70 | 7.83 ± 2.32 | 4.77 ± 4.14 | 57.63 ± 11.36 | 1.70 ± 0.04 | 1.022 ± 0.008 | 22.23 ± 0.27 |
| 10A | 10 | 80 | 7.00 ± 1.73 | 1.65 ± 1.32 | 65.81 ± 11.35 | 1.79 ± 0.10 | 1.032 ± 0.005 | 9.76 ± 0.04 |
| Blend | MET (%) | AFF (%) | Residence Time (min) | Flow Speed (cm/min) | Brittleness (kg/mm2%) | Diameter (mm) | Fractal Dimension | Drug Content (%) |
|---|---|---|---|---|---|---|---|---|
| 50B | 50 | 35 | 10.50 ± 2.65 | 3.86 ± 1.84 | 3.56 ± 1.15 | 1.69 ± 0.04 | 1.035 ± 0.007 | 50.80 ± 3.49 |
| 40B | 40 | 45 | 5.67 ± 1.53 | 4.83 ± 1.05 | 12.71 ± 4.61 | 1.72 ± 0.05 | 1.031 ± 0.004 | 40.26 ± 1.66 |
| 30B | 30 | 55 | 6.50 ± 2.38 | 6.94 ± 4.64 | 9.42 ± 6.24 | 1.68 ± 0.03 | 1.024 ± 0.006 | 30.81 ± 0.47 |
| 20B | 20 | 65 | 6.67 ± 1.53 | 3.72 ± 1.75 | 10.47 ± 2.16 | 1.69 ± 0.01 | 1.027 ± 0.003 | 20.02 ± 1.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mora-Castaño, G.; Millán-Jiménez, M.; Linares, V.; Caraballo, I. Assessment of the Extrusion Process and Printability of Suspension-Type Drug-Loaded AffinisolTM Filaments for 3D Printing. Pharmaceutics 2022, 14, 871. https://doi.org/10.3390/pharmaceutics14040871
Mora-Castaño G, Millán-Jiménez M, Linares V, Caraballo I. Assessment of the Extrusion Process and Printability of Suspension-Type Drug-Loaded AffinisolTM Filaments for 3D Printing. Pharmaceutics. 2022; 14(4):871. https://doi.org/10.3390/pharmaceutics14040871
Chicago/Turabian StyleMora-Castaño, Gloria, Mónica Millán-Jiménez, Vicente Linares, and Isidoro Caraballo. 2022. "Assessment of the Extrusion Process and Printability of Suspension-Type Drug-Loaded AffinisolTM Filaments for 3D Printing" Pharmaceutics 14, no. 4: 871. https://doi.org/10.3390/pharmaceutics14040871