
The Influence of Local Microstructure Inhomogeneities on Local Drying Kinetics during Freeze-Drying
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preperation
2.2. Freeze-Drying Microscope
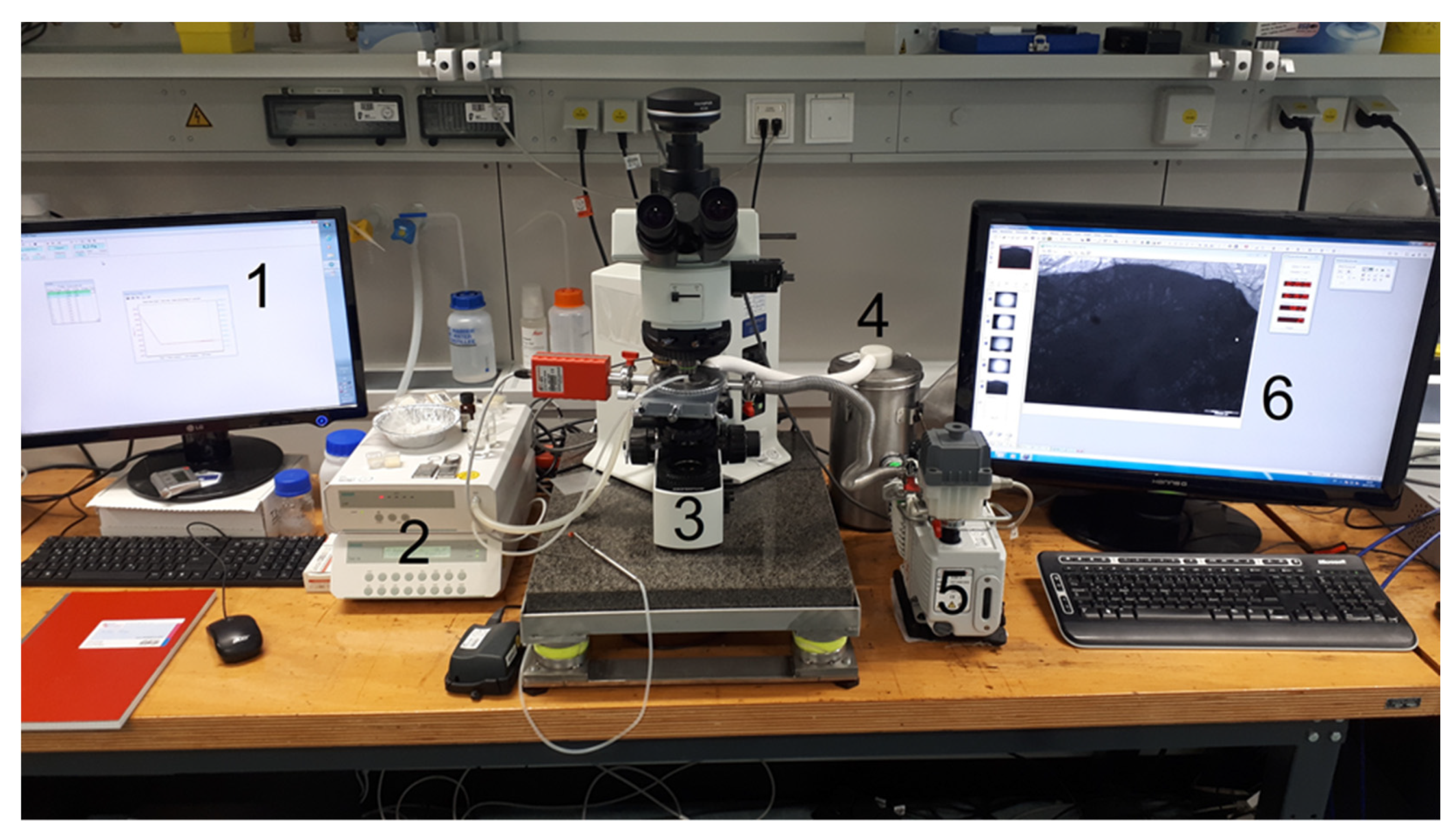
2.2.1. Setup
2.2.2. Freeze-Drying Experiments
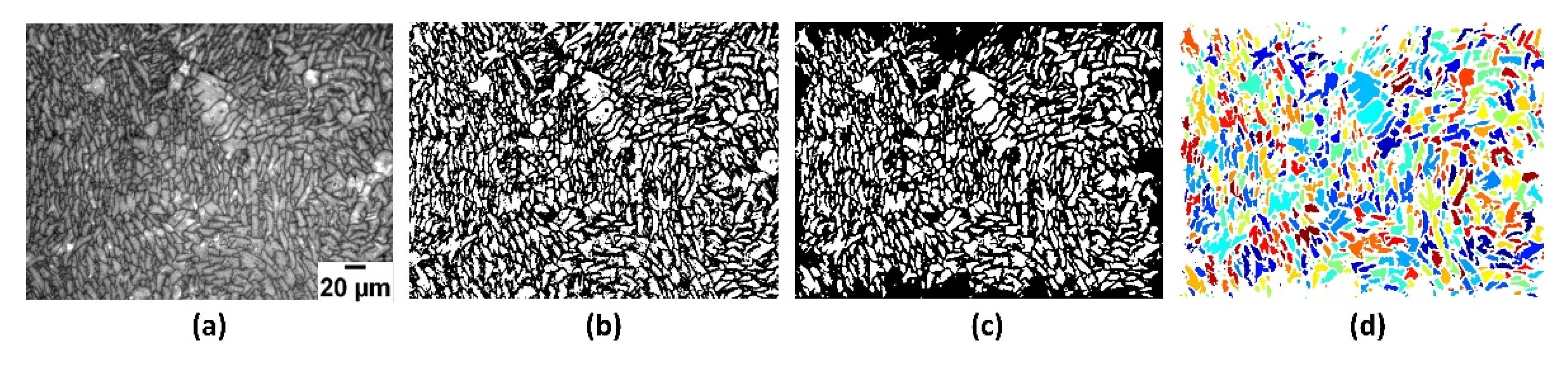
2.3. Image Analysis
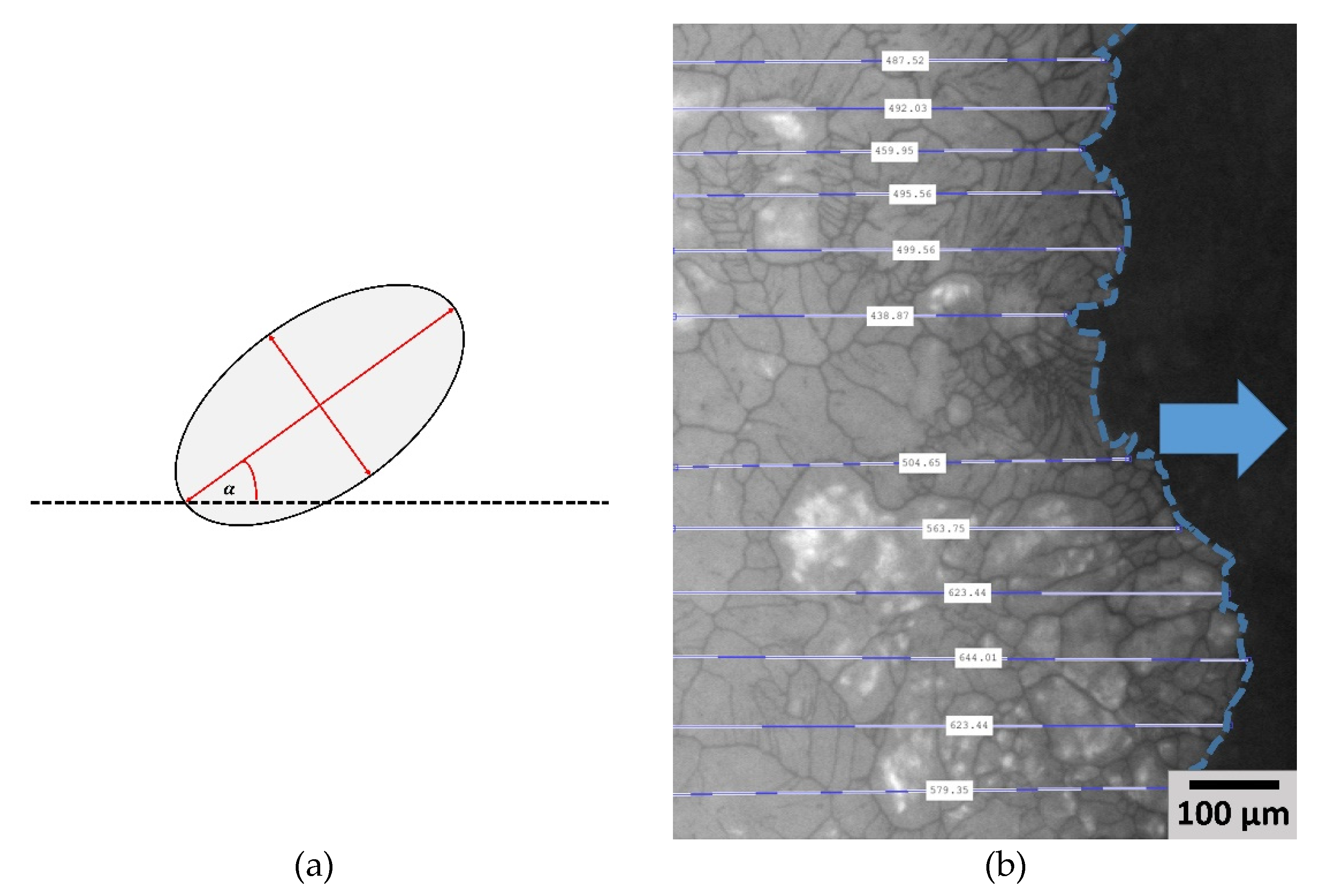
2.4. Determination of Critical Parameters
3. Results and Discussion
3.1. Impact of Freezing Parameters on Pore Structure
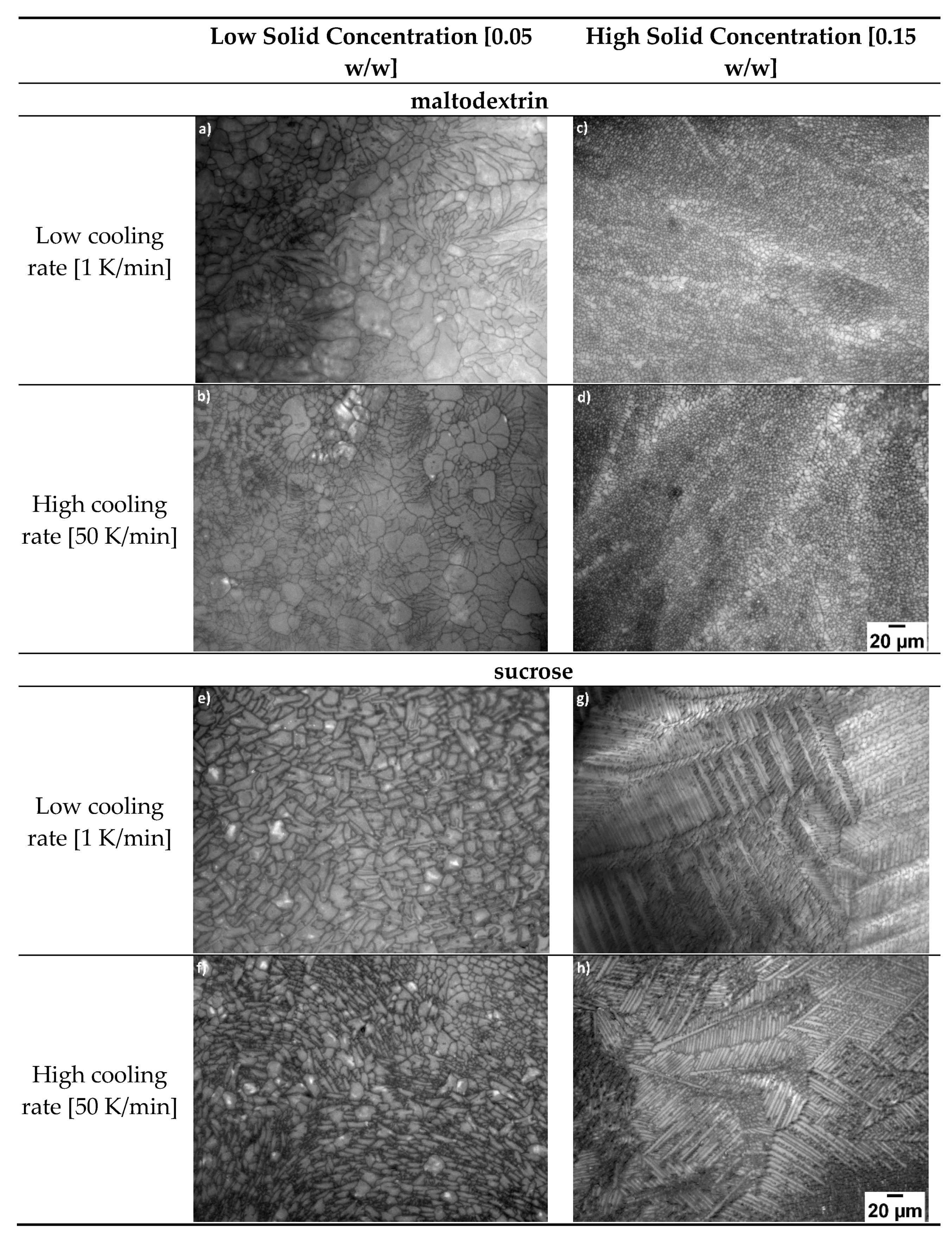
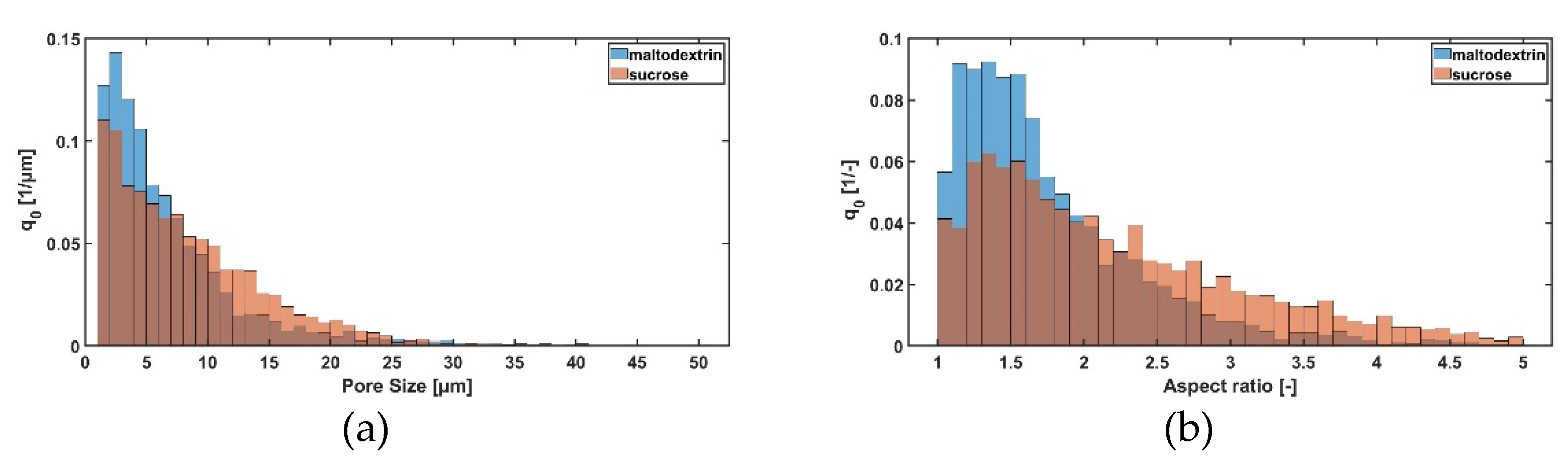
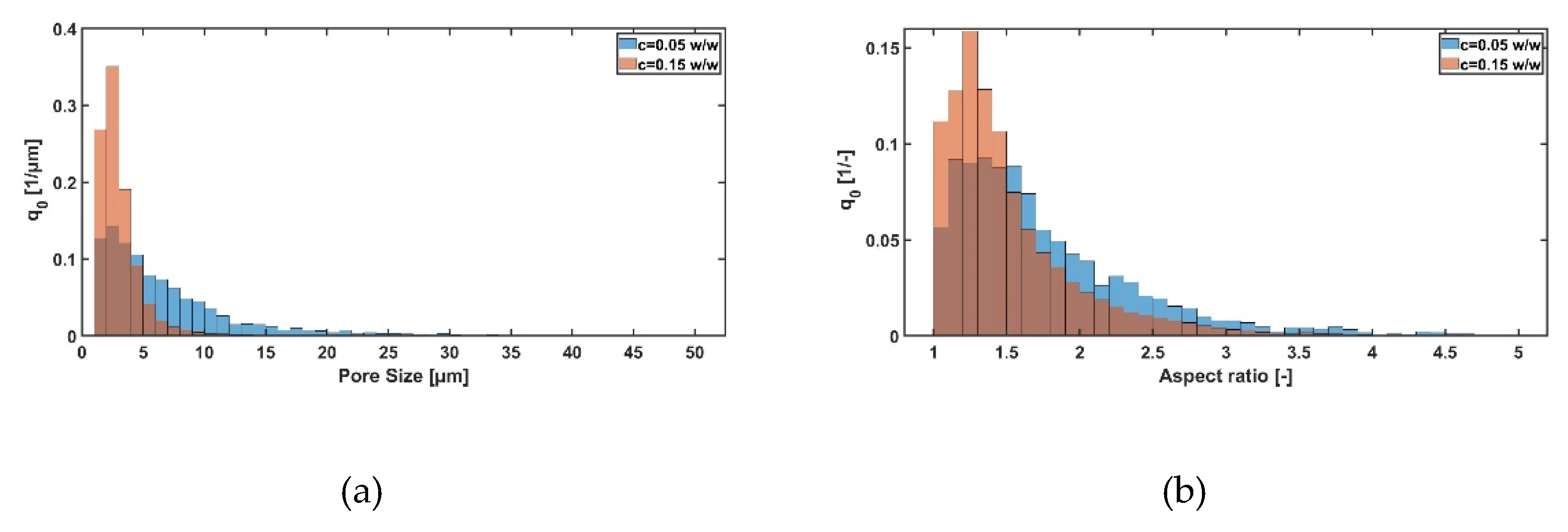
3.1.1. Influence of Solid Content and Type of Sugar
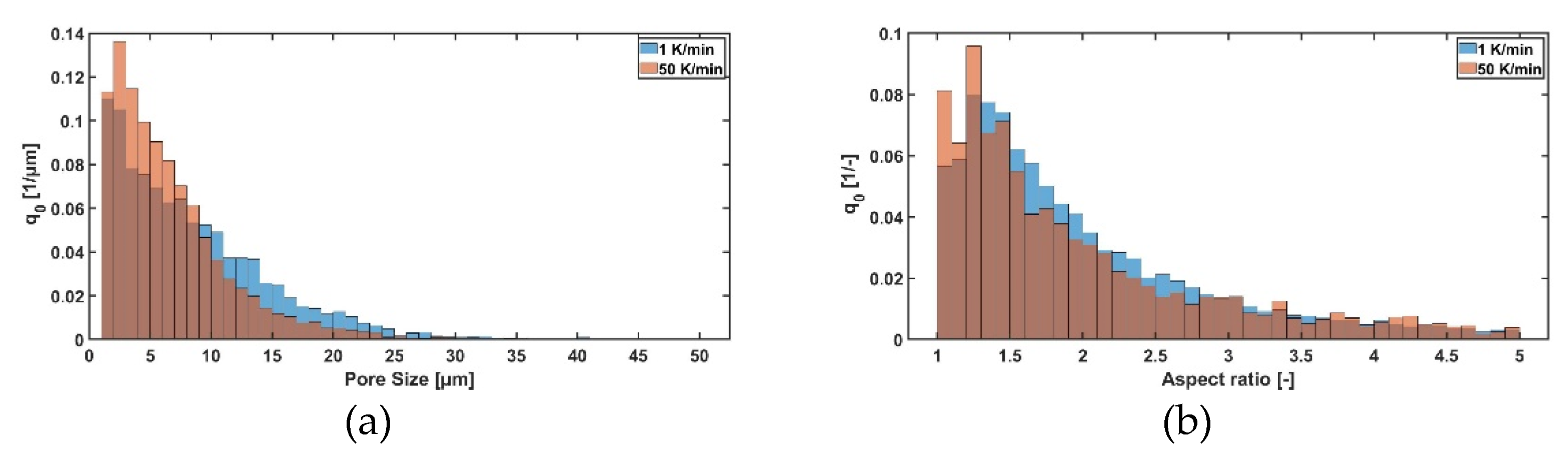
3.1.2. Influence of Cooling Rate
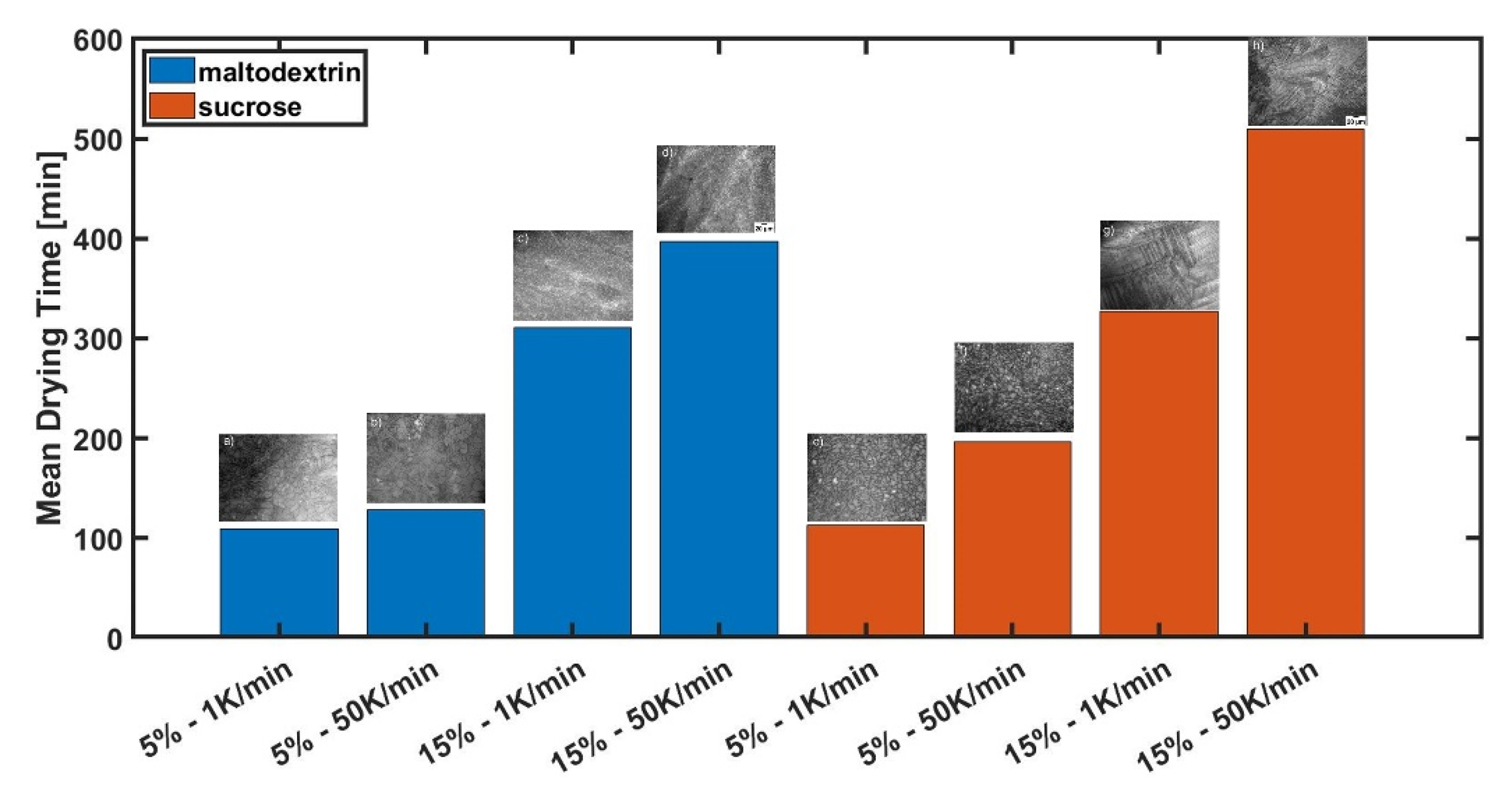
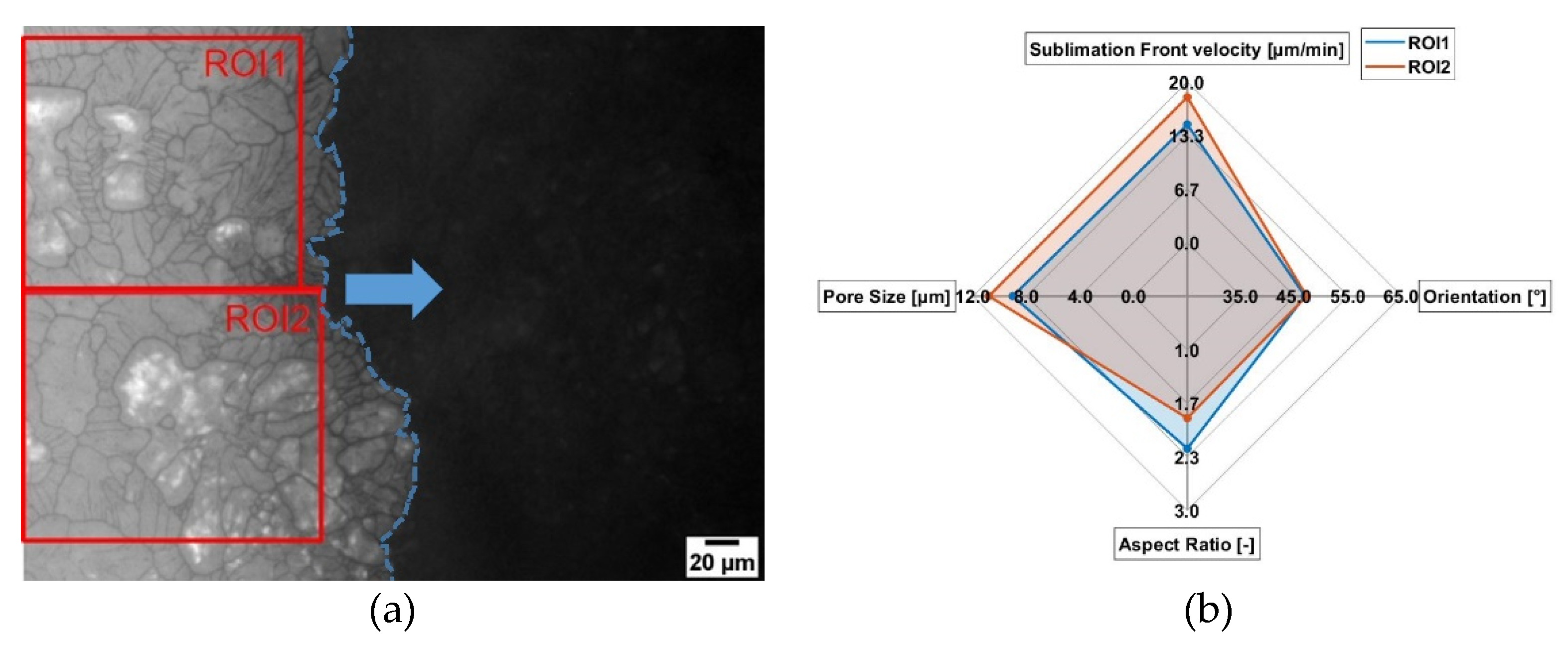
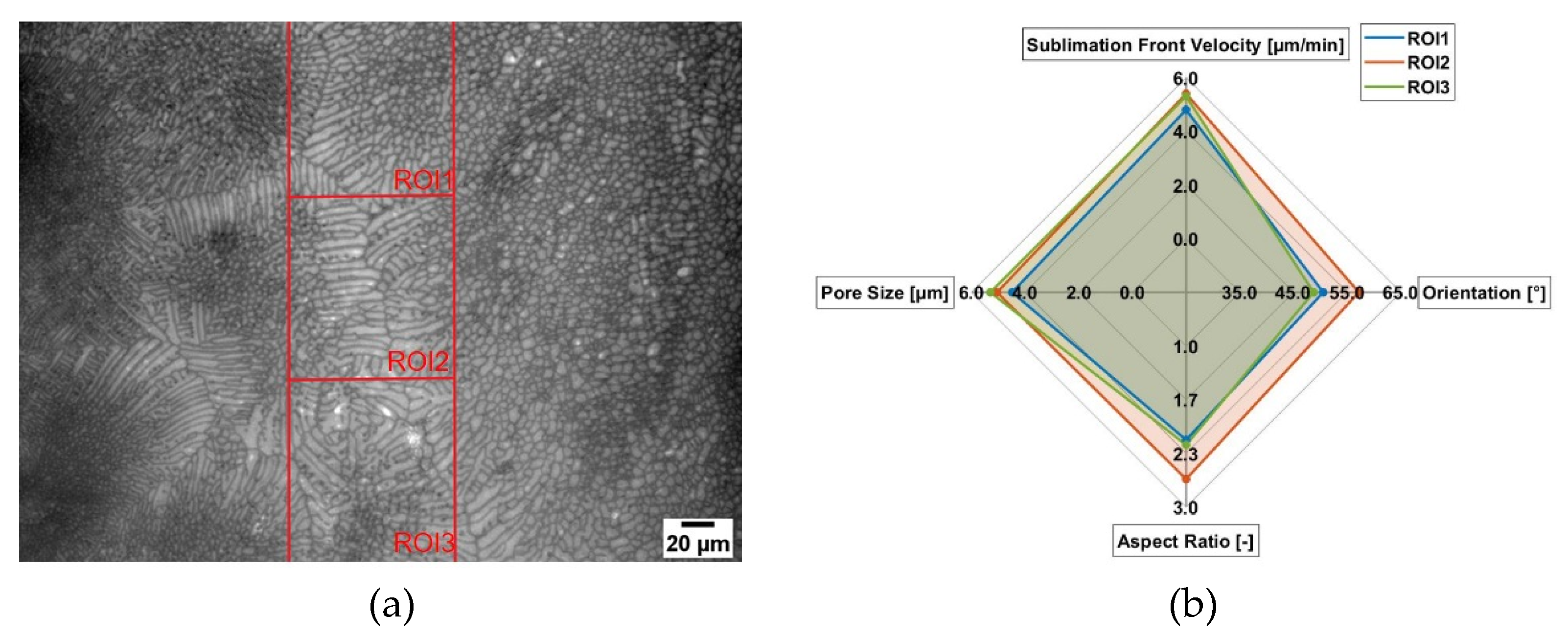
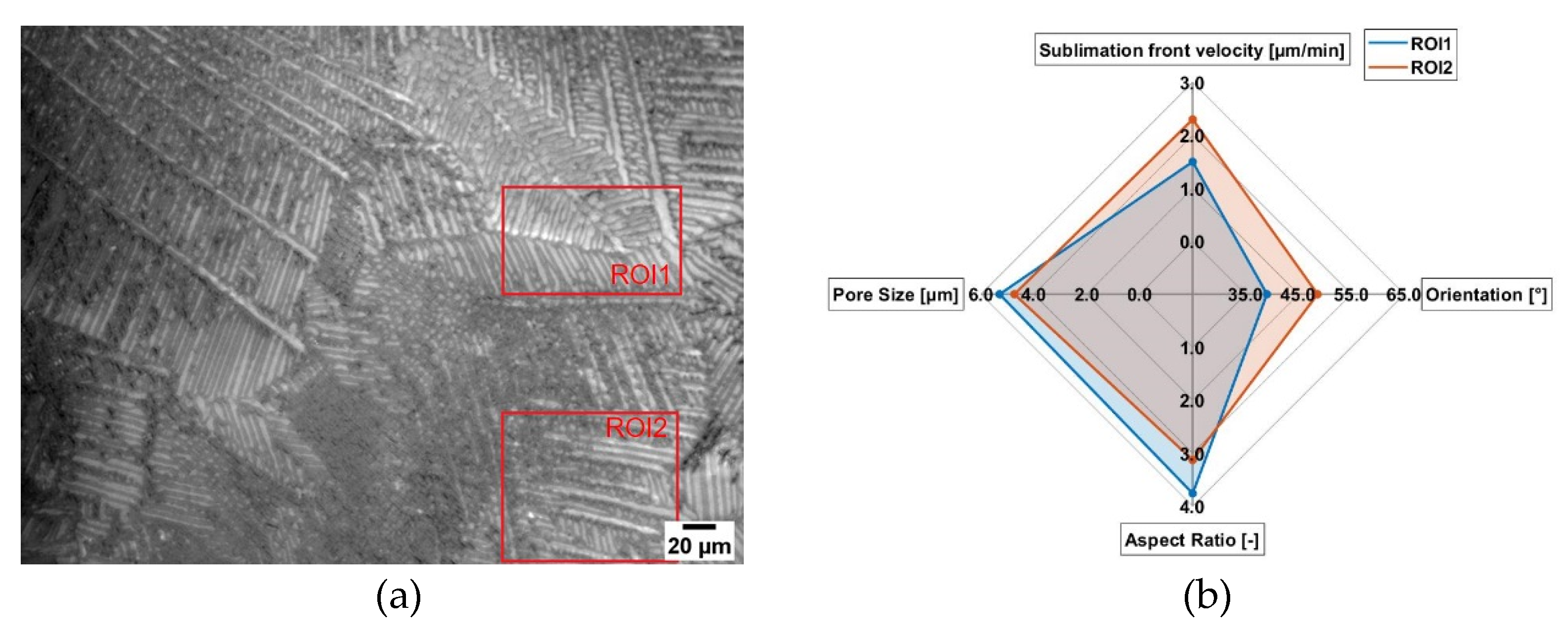
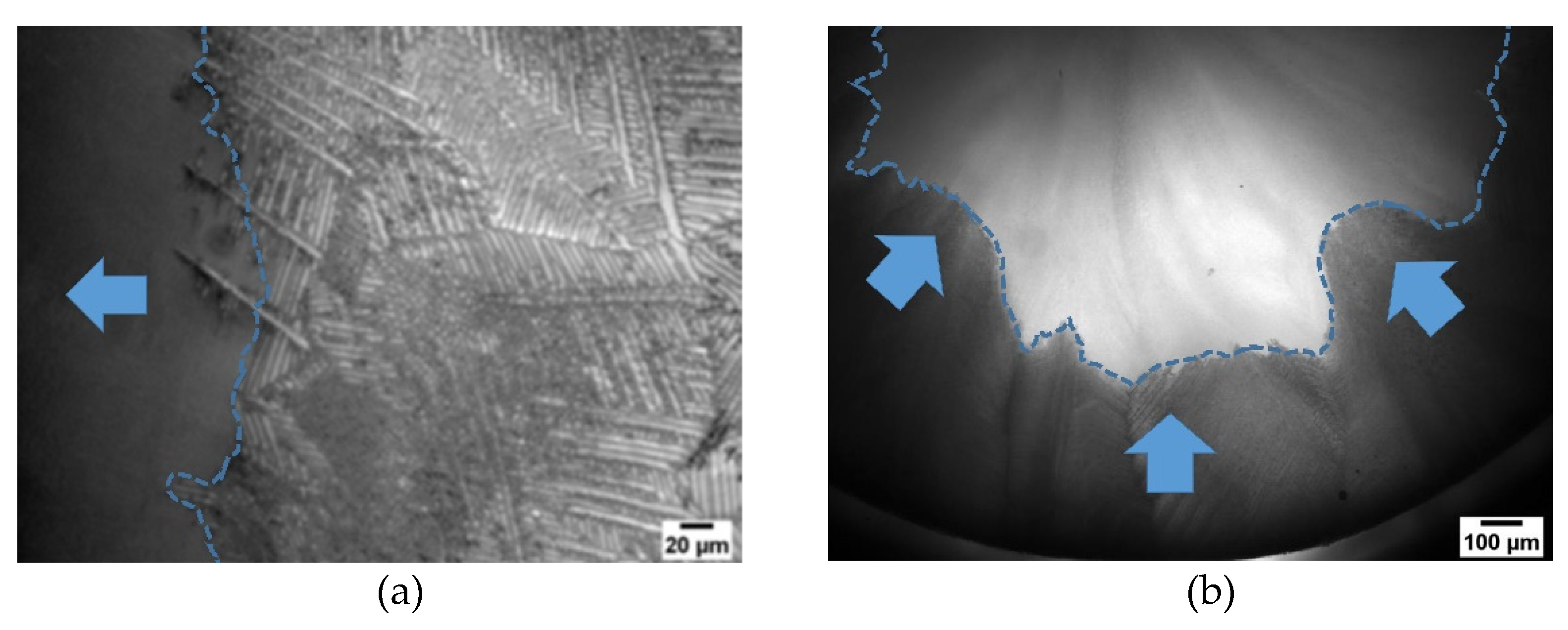
3.2. Freeze-Drying of Maltodextrin and Sucrose Solutions with Different Microstructures
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pikal, M.J. Freeze-Drying. In Encyclopedia of Pharmaceutical Technology, 3rd ed.; Swarbrick, J., Ed.; Informa Healthcare: New York, NY, USA, 2007; Volume 1, ISBN 0-8493-9396-5. [Google Scholar]
- Meister, E.; Gieseler, H. Freeze-dry microscopy of protein/sugar mixtures: Drying behavior, interpretation of collapse temperatures and a comparison to corresponding glass transition data. J. Pharm. Sci. 2009, 98, 3072–3087. [Google Scholar] [CrossRef] [PubMed]
- Foerst, P.; Melo de Carvalho, T.; Lechner, M.; Kovacevic, T.; Kim, S.; Kirse, C.; Briesen, H. Estimation of mass transfer rate and primary drying times during freeze-drying of frozen maltodextrin solutions based on x-ray μ-computed tomography measurements of pore size distributions. J. Food Eng. 2019, 260, 50–57. [Google Scholar] [CrossRef]
- Assegehegn, G.; La Brito-de Fuente, E.; Franco, J.M.; Gallegos, C. The Importance of Understanding the Freezing Step and Its Impact on Freeze-Drying Process Performance. J. Pharm. Sci. 2019, 108, 1378–1395. [Google Scholar] [CrossRef]
- Hottot, A.; Vessot, S.; Andrieu, J. Freeze drying of pharmaceuticals in vials: Influence of freezing protocol and sample configuration on ice morphology and freeze-dried cake texture. Chem. Eng. Process. Process Intensif. 2007, 46, 666–674. [Google Scholar] [CrossRef]
- Pisano, R.; Arsiccio, A.; Nakagawa, K.; Barresi, A.A. Tuning, measurement and prediction of the impact of freezing on product morphology: A step toward improved design of freeze-drying cycles. Dry. Technol. 2019, 37, 579–599. [Google Scholar] [CrossRef]
- Buceta, J.P.; Tréléa, I.C.; Scutellà, B.; Bourlés, E.; Fonseca, F.; Passot, S. Heat Transfer During Freeze-Drying Using a High-throughput vial System in view of Process Scale-up to Serum vials. J. Pharm. Sci. 2021, 110, 1323–1336. [Google Scholar] [CrossRef] [PubMed]
- Rambhatla, S.; Ramot, R.; Bhugra, C.; Pikal, M.J. Heat and mass transfer scale-up issues during freeze drying: II. Control and characterization of the degree of supercooling. AAPS PharmSciTech 2004, 5, e58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Passot, S.; Fonseca, F.; Barbouche, N.; Marin, M.; Alarcon-Lorca, M.; Rolland, D.; Rapaud, M. Effect of product temperature during primary drying on the long-term stability of lyophilized proteins. Pharm. Dev. Technol. 2007, 12, 543–553. [Google Scholar] [CrossRef]
- Pikal, M.J.; Shah, S. The collapse temperature in freeze drying: Dependence on measurement methodology and rate of water removal from the glassy phase. Int. J. Pharm. 1990, 62, 165–186. [Google Scholar] [CrossRef]
- Kasper, J.C.; Friess, W. The freezing step in lyophilization: Physico-chemical fundamentals, freezing methods and consequences on process performance and quality attributes of biopharmaceuticals. Eur. J. Pharm. Biopharm. 2011, 78, 248–263. [Google Scholar] [CrossRef]
- Ohori, R.; Yamashita, C. Effects of temperature ramp rate during the primary drying process on the properties of amorphous-based lyophilized cake, Part 1: Cake characterization, collapse temperature and drying behavior. J. Drug Deliv. Sci. Technol. 2017, 39, 131–139. [Google Scholar] [CrossRef]
- Nakagawa, K.; Tamiya, S.; Sakamoto, S.; Do, G.; Kono, S. Observation of Microstructure Formation During Freeze-Drying of Dextrin Solution by in-situ X-ray Computed Tomography. Front. Chem. 2018, 6, 418. [Google Scholar] [CrossRef] [Green Version]
- Gruber, S.; Vorhauer, N.; Schulz, M.; Hilmer, M.; Peters, J.; Tsotsas, E.; Foerst, P. Estimation of the local sublimation front velocities from neutron radiography and tomography of particulate matter. Chem. Eng. Sci. 2020, 211, 115268. [Google Scholar] [CrossRef]
- Gruber, S.; Vorhauer-Huget, N.; Foerst, P. In situ micro-computed tomography to study microstructure and sublimation front during freeze-drying. Food Struct. 2021, 29, 100213. [Google Scholar] [CrossRef]
- Vanbillemont, B.; Lammens, J.; Goethals, W.; Vervaet, C.; Boone, M.N.; de Beer, T. 4D Micro-Computed X-ray Tomography as a Tool to Determine Critical Process and Product Information of Spin Freeze-Dried Unit Doses. Pharmaceutics 2020, 12, 430. [Google Scholar] [CrossRef]
- Zhai, S.; Taylor, R.; Sanches, R.; Slater, N.K.H. Measurement of lyophilisation primary drying rates by freeze-drying microscopy. Chem. Eng. Sci. 2003, 58, 2313–2323. [Google Scholar] [CrossRef]
- Hottot, A.; Vessot, S.; Andrieu, J. A Direct Characterization Method of the Ice Morphology. Relationship Between Mean Crystals Size and Primary Drying Times of Freeze-Drying Processes. Dry. Technol. 2004, 22, 2009–2021. [Google Scholar] [CrossRef]
- Kuu, W.Y.; O’Bryan, K.R.; Hardwick, L.M.; Paul, T.W. Product mass transfer resistance directly determined during freeze-drying cycle runs using tunable diode laser absorption spectroscopy (TDLAS) and pore diffusion model. Pharm. Dev. Technol. 2011, 16, 343–357. [Google Scholar] [CrossRef]
- Siebert, T.; Zuber, M.; Hamann, E.; Baumbach, T.; Karbstein, H.P.; Gaukel, V. Micro-CT visualization of structure development during freeze-drying processes. Dry. Technol. 2020, 38, 376–384. [Google Scholar] [CrossRef]
- Raman, P. Freeze Drying Microscopy as a Tool to Study Sublimation Kinetics. Ph.D. Thesis, Loughborough University, Loughborough, UK, 2015. [Google Scholar]
- Lammens, J.; Goudarzi, N.M.; Leys, L.; Nuytten, G.; van Bockstal, P.-J.; Vervaet, C.; Boone, M.N.; de Beer, T. Spin Freezing and Its Impact on Pore Size, Tortuosity and Solid State. Pharmaceutics 2021, 13, 2126. [Google Scholar] [CrossRef]
- Ray, P.; Rielly, C.D.; Stapley, A.G.F. A freeze-drying microscopy study of the kinetics of sublimation in a model lactose system. Chem. Eng. Sci. 2017, 172, 731–743. [Google Scholar] [CrossRef] [Green Version]
- Rabbani, A.; Jamshidi, S.; Salehi, S. An automated simple algorithm for realistic pore network extraction from micro-tomography images. J. Pet. Sci. Eng. 2014, 123, 164–171. [Google Scholar] [CrossRef]
- Moses. Spider_Plot. 2022. Available online: https://github.com/NewGuy012/spider_plot/releases/tag/17.8 (accessed on 16 September 2021).
- Riedel, L. Thermal conductivity measurements on sugar solutions, fruit’juices and milk. Chem. Ing. Tech. 1949, 21, 340–342. [Google Scholar] [CrossRef]
- Aufm Kampe, H.J.; Weickmann, H.K.; Kelly, J.J. The influence of temperature on the shape of ice crystals growing at water saturation. J. Meteorol. 1950, 8, 168–174. [Google Scholar] [CrossRef]
- Harnkarnsujarit, N.; Charoenrein, S.; Roos, Y.H. Microstructure formation of maltodextrin and sugar matrices in freeze-dried systems. Carbohydr. Polym. 2012, 88, 734–742. [Google Scholar] [CrossRef]
- Voda, A.; Homan, N.; Witek, M.; Duijster, A.; van Dalen, G.; van der Sman, R.; Nijsse, J.; van Vliet, L.; van As, H.; van Duynhoven, J. The impact of freeze-drying on microstructure and rehydration properties of carrot. Food Res. Int. 2012, 49, 687–693. [Google Scholar] [CrossRef]
- Knight, C. Structural Approach to Ice Growth (and Nucleation) in Liquid Water. Cryst. Growth Des. 2020, 20, 580–589. [Google Scholar] [CrossRef]
- Vorhauer-Huget, N.; Mannes, D.; Hilmer, M.; Gruber, S.; Strobl, M.; Tsotsas, E.; Foerst, P. Freeze-Drying with Structured Sublimation Fronts—Visualization with Neutron Imaging. Processes 2020, 8, 1091. [Google Scholar] [CrossRef]
- Thomik, M.; Gruber, S.; Kaestner, A.; Foerst, P.; Tsotsas, E.; Vorhauer-Huget, N. Experimental Study of the Impact of Pore Structure on Drying Kinetics and Sublimation Front Patterns. Pharmaceutics 2022, 14, 1538. [Google Scholar] [CrossRef]
- Saclier, M.; Peczalski, R.; Andrieu, J. Effect of ultrasonically induced nucleation on ice crystals’ size and shape during freezing in vials. Chem. Eng. Sci. 2010, 65, 3064–3071. [Google Scholar] [CrossRef]
- Searles, J.A.; Carpenter, J.F.; Randolph, T.W. The ice nucleation temperature determines the primary drying rate of lyophilization for samples frozen on a temperature-controlled shelf. J. Pharm. Sci. 2001, 90, 860–871. [Google Scholar] [CrossRef] [PubMed]
- Goshima, H.; Do, G.; Nakagawa, K. Impact of Ice Morphology on Design Space of Pharmaceutical Freeze-Drying. J. Pharm. Sci. 2016, 105, 1920–1933. [Google Scholar] [CrossRef] [PubMed]
- Smith, G.; Arshad, M.S.; Polygalov, E.; Ermolina, I. Through-vial impedance spectroscopy of the mechanisms of annealing in the freeze-drying of maltodextrin: The impact of annealing hold time and temperature on the primary drying rate. J. Pharm. Sci. 2014, 103, 1799–1810. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rate [K/min] | Limit [°C] | Holding Time [min] |
|---|---|---|
| 10 | 10 | 10 |
| 1/50 | −38 | 30 |
| 0 | −38 | until experiment is finished |
| Tg’ [°C] | Tc [°C] | |
|---|---|---|
| maltodextrin c = 0.05 w/w | −11.73 | * |
| maltodextrin c = 0.05 w/w | −11.36 | −7.86 |
| Sucrose c = 0.05 w/w | −34.20 | −29.63 |
| Sucrose c = 0.15 w/w | −33.40 | −30.86 |
| Type of Sugar | Solid Concentration [w/w] | Cooling Rate [K/min] | Pore Size [µM] | Shape Factor [-] |
|---|---|---|---|---|
| Maltodextrin Figure 4a–d | 0.05 | 1 | 7.0 ± 0.28 | 1.8 ± 0.03 |
| 0.05 | 50 | 6.8 ± 0.21 | 1.9 ± 0.02 | |
| 0.15 | 1 | 3.1 ± 0.03 | 1.5 ± 0.01 | |
| 0.15 | 50 | 3.0 ± 0.02 | 1.5 ± 0.00 | |
| Sucrose Figure 4e–h | 0.05 | 1 | 8.4 ± 0.16 | 2.2 ± 0.03 |
| 0.05 | 50 | 6.6 ± 0.14 | 2.1 ± 0.03 | |
| 0.15 | 1 | 4.7 ± 0.06 | 2.3 ± 0.03 | |
| 0.15 | 50 | 4.0 ± 0.12 | 2.6 ± 0.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gruber, S.; Thomik, M.; Vorhauer-Huget, N.; Hans, L.; Tsotsas, E.; Foerst, P. The Influence of Local Microstructure Inhomogeneities on Local Drying Kinetics during Freeze-Drying. Pharmaceutics 2022, 14, 2132. https://doi.org/10.3390/pharmaceutics14102132
Gruber S, Thomik M, Vorhauer-Huget N, Hans L, Tsotsas E, Foerst P. The Influence of Local Microstructure Inhomogeneities on Local Drying Kinetics during Freeze-Drying. Pharmaceutics. 2022; 14(10):2132. https://doi.org/10.3390/pharmaceutics14102132
Chicago/Turabian StyleGruber, Sebastian, Maximilian Thomik, Nicole Vorhauer-Huget, Lukas Hans, Evangelos Tsotsas, and Petra Foerst. 2022. "The Influence of Local Microstructure Inhomogeneities on Local Drying Kinetics during Freeze-Drying" Pharmaceutics 14, no. 10: 2132. https://doi.org/10.3390/pharmaceutics14102132