
Personalised Tasted Masked Chewable 3D Printed Fruit-Chews for Paediatric Patients



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hot Melt Extrusion for Fabrication of 3D Printing Filaments
2.3. Design and 3D Printing of Paediatric Tablet Designs
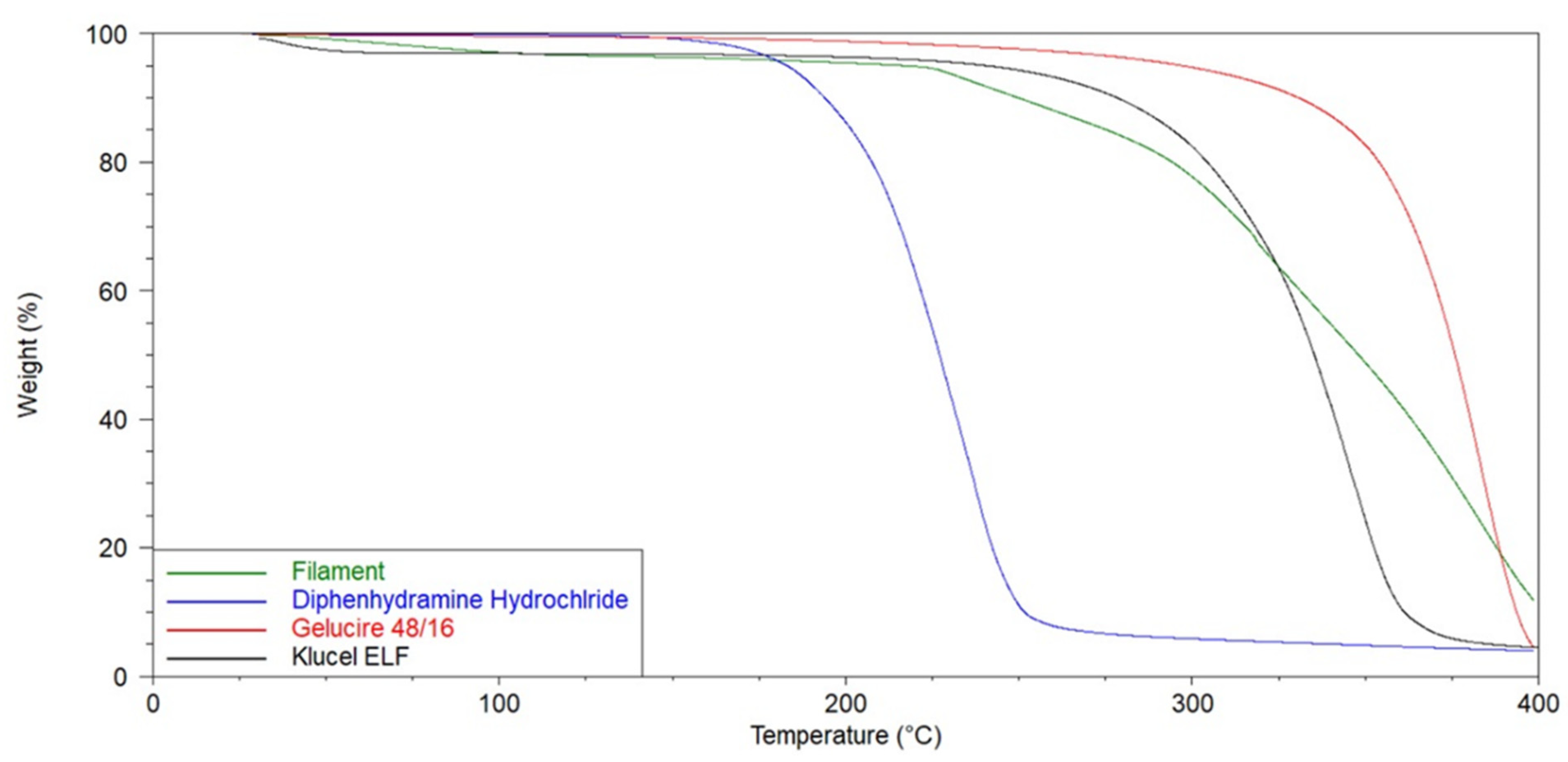
2.4. Thermal Gravimetric Analysis (TGA)
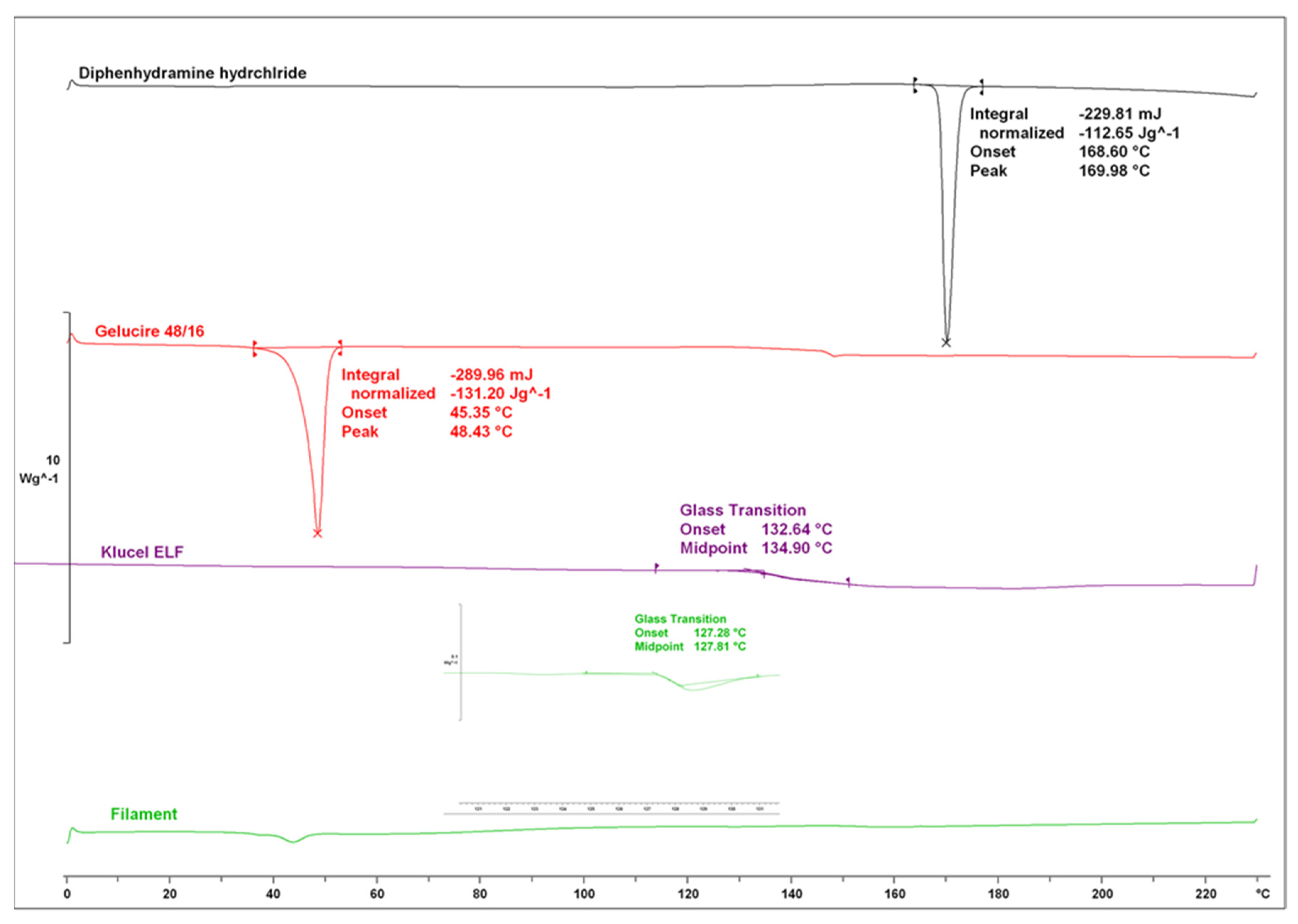
2.5. Differential Scanning Calorimetry (DSC)
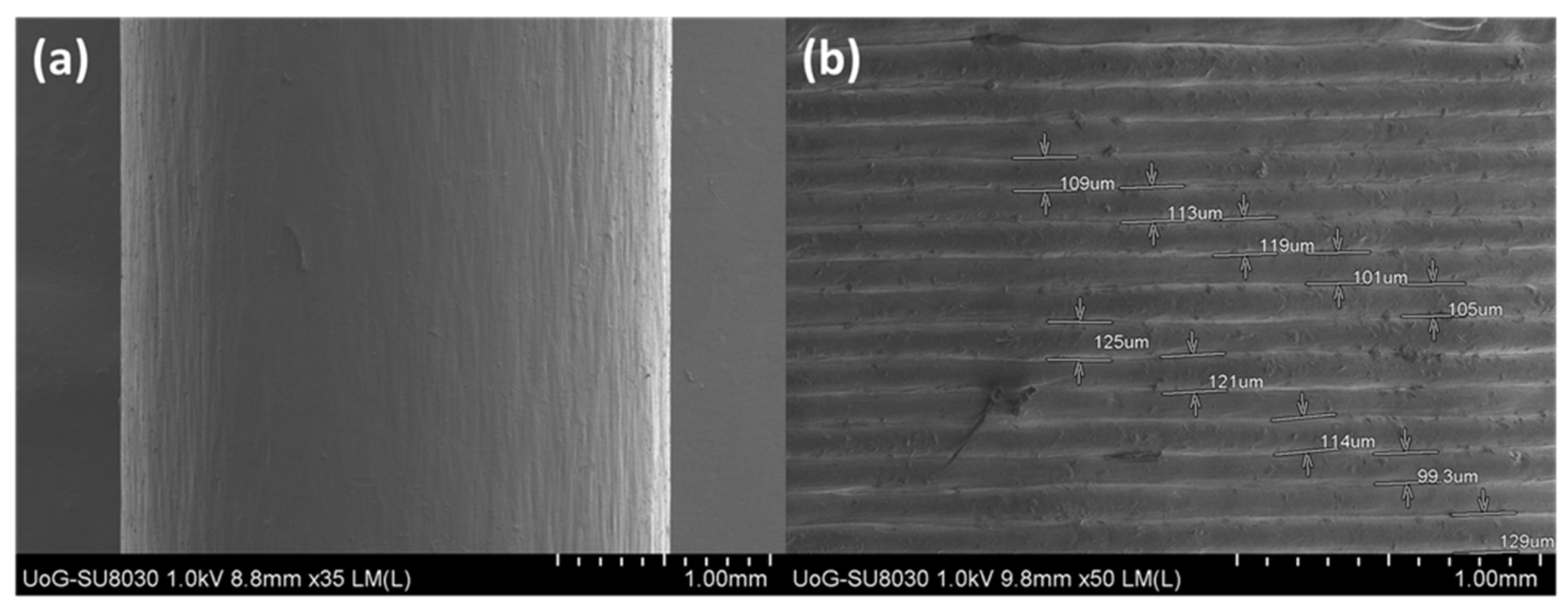
2.6. Scanning Electron Microscopy (SEM)
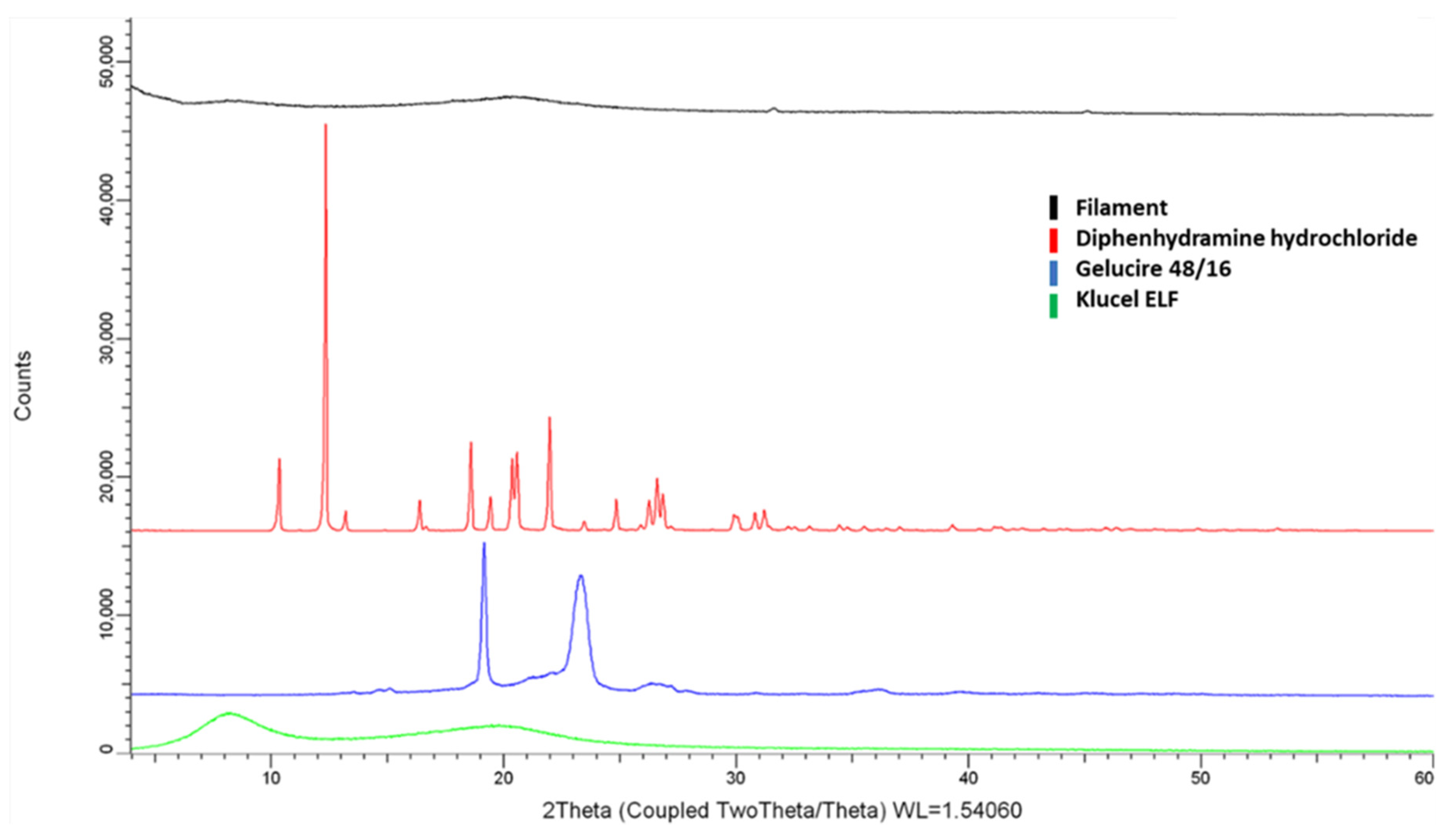
2.7. X-ray Powder Diffraction (XRPD)
2.8. Tensile Testing
2.9. In Vitro Dissolution Studies and HPLC Analysis
2.10. Taste Masking
3. Results and Discussion
3.1. Coupling of Hot Melt Extrusion (HME) and 3D Printing
3.2. Solid State Analysis
3.3. Scanning Electron Microscopy (SEM)
3.4. Mechanical Studies
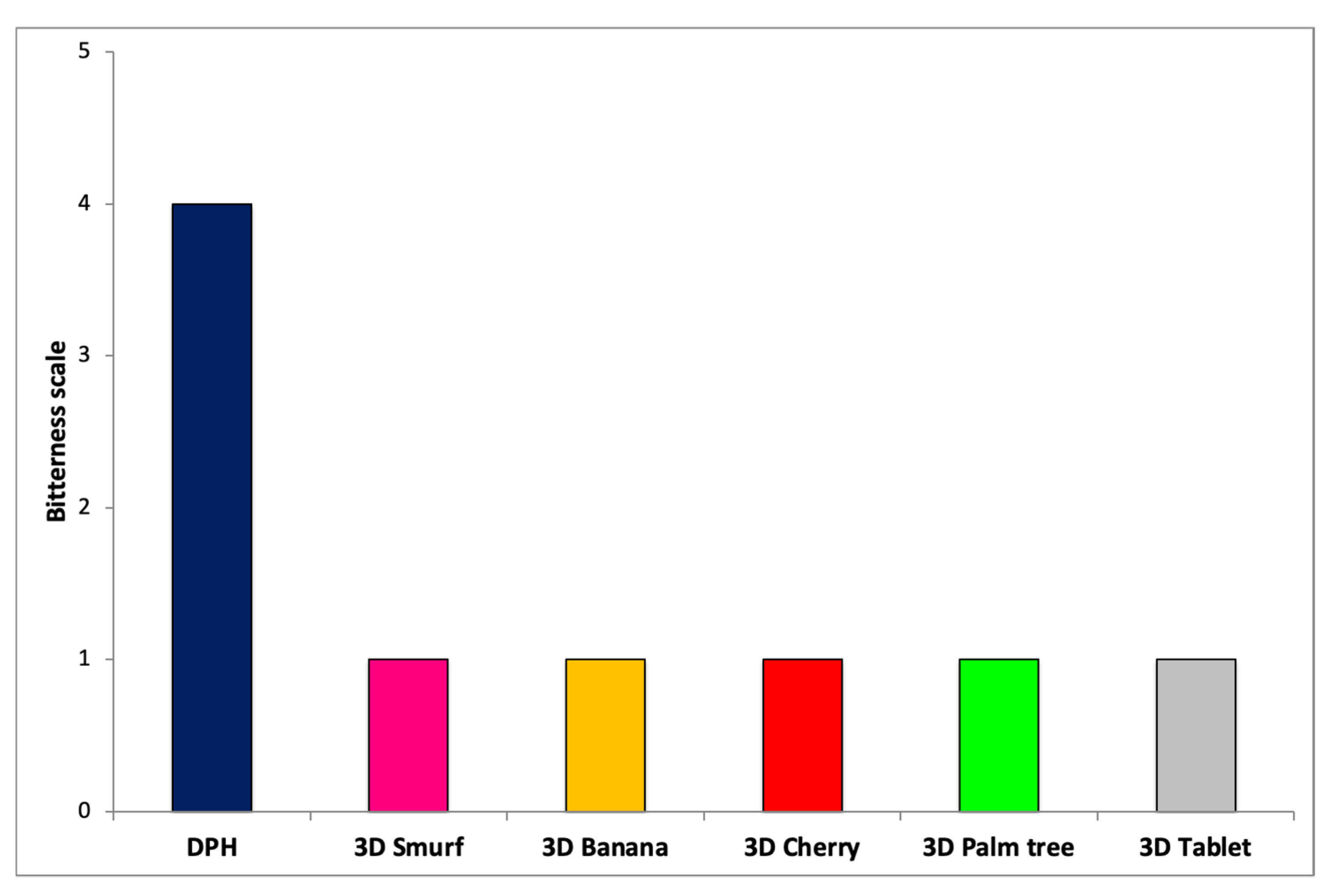
3.5. Taste Masking and Sensory Evaluation
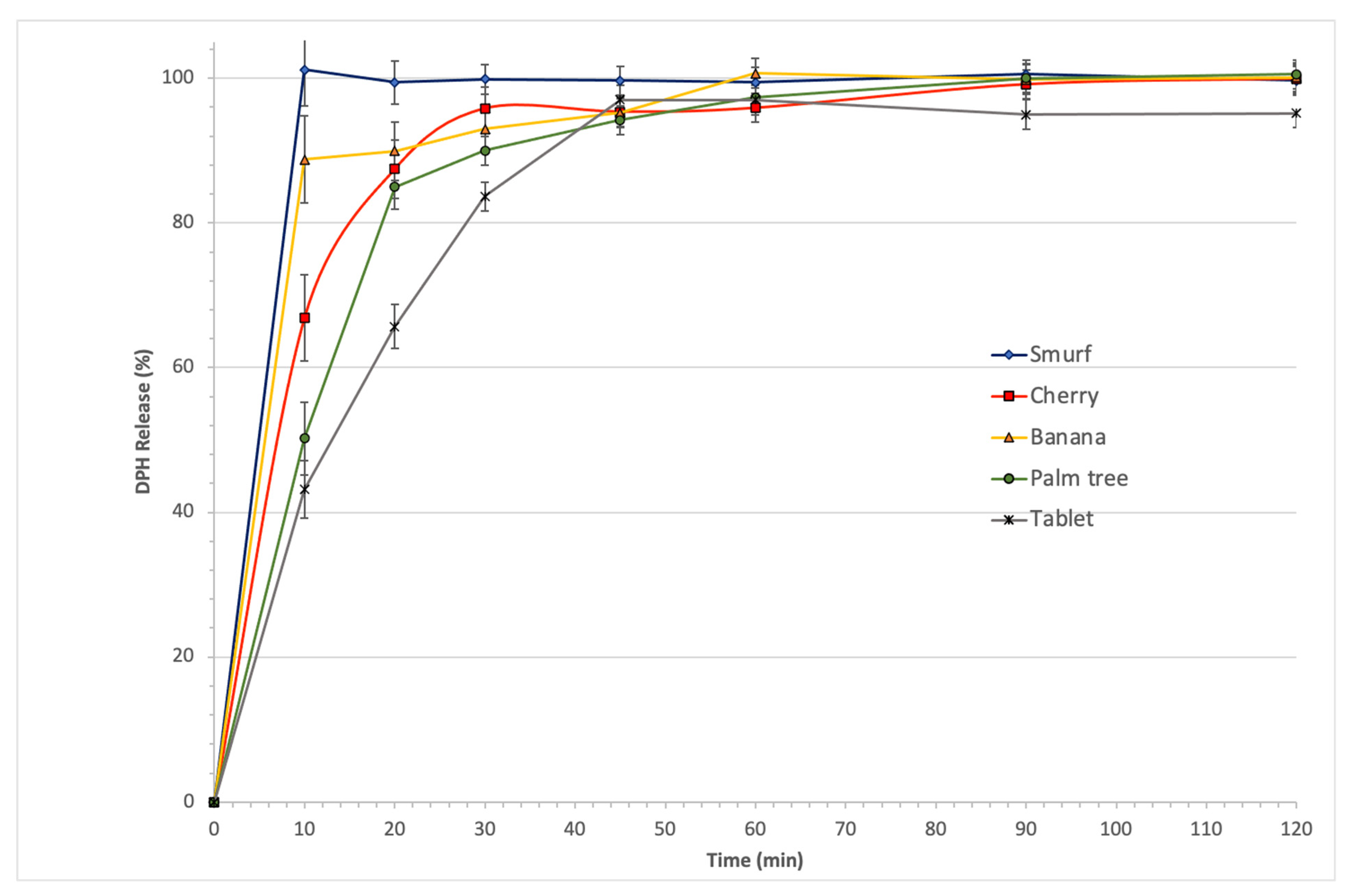
3.6. Drug Release Profiles
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Menditto, E.; Orlando, V.; De Rosa, G.; Minghetti, P.; Musazzi, U.M.; Cahir, C.; Kurczewska-Michalak, M.; Kardas, P.; Costa, E.; Sousa Lobo, J.M.; et al. Patient Centric Pharmaceutical Drug Product Design-The Impact on Medication Adherence. Pharmaceutics 2020, 12, 44. [Google Scholar] [CrossRef] [Green Version]
- European Medicine Agency. Guideline on Pharmaceutical Development of Medicines for Paediatric Use Guideline on Pharmaceutical Development of Medicines for Paediatric Use; Emea: London, UK, 2013. [Google Scholar]
- Ollivier, C.; Thomson, A.; Manolis, E.; Blake, K.; Karlsson, K.E.; Knibbe, C.A.J.; Pons, G.; Hemmings, R. Commentary on the EMA Reflection Paper on the use of Extrapolation in the Development of Medicines for Paediatrics. Br. J. Clin. Pharmacol. 2019, 85, 659–668. [Google Scholar] [CrossRef] [PubMed]
- Aurich, B.; Jacqz-Aigrain, E. Drug Safety in Translational Paediatric Research: Practical Points to Consider for Paediatric Safety Profiling and Protocol Development: A Scoping Review. Pharmaceutics 2021, 13, 695. [Google Scholar] [CrossRef] [PubMed]
- Rouaz, K.; Chiclana-Rodríguez, B.; Nardi-Ricart, A.; Suñé-Pou, M.; Mercadé-Frutos, D.; Suñé-Negre, J.M.; Pérez-Lozano, P.; García-Montoya, E. Excipients in the Paediatric Population: A Review. Pharmaceutics 2021, 13, 387. [Google Scholar] [CrossRef]
- Januskaite, P.; Xu, X.; Ranmal, S.R.; Gaisford, S.; Basit, A.W.; Tuleu, C.; Goyanes, A. I Spy with My Little Eye: A Paediatric Visual Preferences Survey of 3D Printed Tablets. Pharmaceutics 2020, 12, 1100. [Google Scholar] [CrossRef]
- Öblom, H.; Sjöholm, E.; Rautamo, M.; Sandler, N. Towards Printed Pediatric Medicines in Hospital Pharmacies: Comparison of 2D and 3D-Printed Orodispersible Warfarin Films with Conventional Oral Powders in Unit Dose Sachets. Pharmaceutics 2019, 11, 334. [Google Scholar] [CrossRef] [Green Version]
- Scoutaris, N.; Ross, S.A.; Douroumis, D. 3D Printed “Starmix” Drug Loaded Dosage Forms for Paediatric Applications. Pharm. Res. 2018, 35, 34. [Google Scholar] [CrossRef]
- Brambilla, C.R.M.; Okafor-Muo, O.L.; Hassanin, H.; ElShaer, A. 3DP Printing of Oral Solid Formulations: A Systematic Review. Pharmaceutics 2021, 13, 358. [Google Scholar] [CrossRef]
- Algahtani, M.S.; Mohammed, A.A.; Ahmad, J.; Abdullah, M.M.; Saleh, E. 3D Printing of Dapagliflozin Containing Self-Nanoemulsifying Tablets: Formulation Design and In Vitro Characterization. Pharmaceutics 2021, 13, 993. [Google Scholar] [CrossRef] [PubMed]
- Scoutaris, N.; Snowden, M.; Douroumis, D. Taste masked thin films printed by jet dispensing. Int. J. Pharm. 2015, 494, 619–622. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Awad, A.; Yao, A.; Trenfield, S.J.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printed Tablets (Printlets) with Braille and Moon Patterns for Visually Impaired Patients. Pharmaceutics 2020, 12, 172. [Google Scholar] [CrossRef] [Green Version]
- Healy, A.V.; Fuenmayor, E.; Doran, P.; Geever, L.M.; Higginbotham, C.L.; Lyons, J.G. Additive Manufacturing of Personalized Pharmaceutical Dosage Forms via Stereolithography. Pharmaceutics 2019, 11, 645. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Robles-Martinez, P.; Xu, X.; Trenfield, S.J.; Awad, A.; Goyanes, A.; Telford, R.; Basit, A.W.; Gaisford, S. 3D Printing of a Multi-Layered Polypill Containing Six Drugs Using a Novel Stereolithographic Method. Pharmaceutics 2019, 11, 274. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ghanizadeh Tabriz, A.; Nandi, U.; Hurt, A.P.; Hui, H.-W.; Karki, S.; Gong, Y.; Kumar, S.; Douroumis, D. 3D Printed Bilayer Tablet with Dual Controlled Drug Release for Tuberculosis Treatment. Int. J. Pharm. 2020, 593, 120147. [Google Scholar] [CrossRef]
- Fuenmayor, E.; Forde, M.; Healy, A.V.; Devine, D.M.; Lyons, J.G.; McConville, C.; Major, I. Material Considerations for Fused-Filament Fabrication of Solid Dosage Forms. Pharmaceutics 2018, 10, 44. [Google Scholar] [CrossRef] [Green Version]
- Cerda, J.R.; Arifi, T.; Ayyoubi, S.; Knief, P.; Ballesteros, M.P.; Keeble, W.; Barbu, E.; Healy, A.M.; Lalatsa, A.; Serrano, D.R. Personalised 3D Printed Medicines: Optimising Material Properties for Successful Passive Diffusion Loading of Filaments for Fused Deposition Modelling of Solid Dosage Forms. Pharmaceutics 2020, 12, 345. [Google Scholar] [CrossRef] [Green Version]
- Lamichhane, S.; Park, J.-B.; Sohn, D.H.; Lee, S. Customized Novel Design of 3D Printed Pregabalin Tablets for Intra-Gastric Floating and Controlled Release Using Fused Deposition Modeling. Pharmaceutics 2019, 11, 564. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gryczke, A.; Schminke, S.; Maniruzzaman, M.; Beck, J.; Douroumis, D. Development and Evaluation of Orally Disintegrating Tablets (ODTs) Containing Ibuprofen Granules Prepared by Hot Melt Extrusion. Colloids Surf. B Biointerfaces 2011, 86, 275–284. [Google Scholar] [CrossRef]
- Martin, N.K.; Domínguez-Robles, J.; Stewart, S.A.; Cornelius, V.A.; Anjani, Q.K.; Utomo, E.; García-Romero, I.; Donnelly, R.F.; Margariti, A.; Lamprou, D.A.; et al. Fused Deposition Modelling for The Development of Drug Loaded Cardiovascular Prosthesis. Int. J. Pharm. 2021, 595, 120243. [Google Scholar] [CrossRef]
- Eleftheriadis, G.K.; Ritzoulis, C.; Bouropoulos, N.; Tzetzis, D.; Andreadis, D.A.; Boetker, J.; Rantanen, J.; Fatouros, D.G. Unidirectional Drug Release from 3D Printed Mucoadhesive Buccal Films using FDM Technology: In Vitro and Ex Vivo Evaluation. Eur. J. Pharm. Biopharm. 2019, 144, 180–192. [Google Scholar] [CrossRef]
- Lopez, F.L.; Ernest, T.B.; Tuleu, C.; Gul, M.O. Formulation Approaches to Pediatric Oral Drug Delivery: Benefits and Limitations of Current Platforms. Expert Opin. Drug Deliv. 2015, 12, 1727–1740. [Google Scholar] [CrossRef] [PubMed]
- Alessandrini, E.; Brako, F.; Scarpa, M.; Lupo, M.; Bonifazi, D.; Pignataro, V.; Cavallo, M.; Cullufe, O.; Enache, C.; Nafria, B.; et al. Children’s Preferences for Oral Dosage Forms and Their Involvement in Formulation Research via EPTRI (European Paediatric Translational Research Infrastructure). Pharmaceutics 2021, 13, 730. [Google Scholar] [CrossRef]
- Muoka, L.C.; Ross, S.A.; Mithu, M.S.H.; Nandi, U.; Douroumis, D. Comparative Taste-Masking Evaluation of Microencapsulated Bitter Drugs using Smartseal 30D and ReadyMix for Paediatric Dosage Forms. AAPS PharmSciTech 2021, 22, 141. [Google Scholar] [CrossRef] [PubMed]
- Tabriz, A.G.; Scoutaris, N.; Gong, Y.; Hui, H.-W.; Kumar, S.; Douroumis, D. Investigation on Hot Melt Extrusion and Prediction on 3D Printability of Pharmaceutical Grade Polymers. Int. J. Pharm. 2021, 604, 120755. [Google Scholar] [CrossRef]
- Krause, J.; Müller, L.; Sarwinska, D.; Seidlitz, A.; Sznitowska, M.; Weitschies, W. 3D Printing of Mini Tablets for Pediatric Use. Pharmaceutics 2021, 14, 143. [Google Scholar] [CrossRef]
- Panigrahi, K.C.; Patra, C.N.; Jena, G.K.; Ghose, D.; Jena, J.; Panda, S.K.; Sahu, M. Gelucire: A Versatile Polymer for Modified Release Drug Delivery System. Futur. J. Pharm. Sci. 2018, 4, 102–108. [Google Scholar] [CrossRef]
- Chakraborty, S.; Shukla, D.; Mishra, B.; Singh, S. Lipid–An Emerging Platform for Oral Delivery of Drugs with Poor Bioavailability. Eur. J. Pharm. Biopharm. 2009, 73, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Madgulkar, A.R.; Bhalekar, M.R.; Padalkar, R.R. Formulation Design and Optimization of Novel Taste Masked Mouth-Dissolving Tablets of Tramadol Having Adequate Mechanical Strength. AAPS PharmSciTech 2009, 10, 574–581. [Google Scholar] [CrossRef] [Green Version]
- Jain, S.K.; Gupta, A. Development of Gelucire 43/01 Beads of Metformin Hydrochloride for Floating Delivery. AAPS PharmSciTech 2009, 10, 1128. [Google Scholar] [CrossRef] [Green Version]
- Nahon, D.F.; Roozen, J.P.; de Graaf, C. Sensory Evaluation of Mixtures of Maltitol or Aspartame, Sucrose and an Orange Aroma. Chem. Sens. 1998, 23, 59–66. [Google Scholar] [CrossRef] [Green Version]
- Schiffman, S.S.; Sattely-Miller, E.A.; Graham, B.G.; Booth, B.J.; Gibes, K.M. Synergism among Ternary Mixtures of Fourteen Sweeteners. Chem. Sens. 2000, 25, 131–140. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maniruzzaman, M.; Bonnefille, M.; Aranyos, A.; Snowden, M.J.; Douroumis, D. An In-Vivo and In-Vitro Taste Masking Evaluation of Bitter Melt-Extruded Drugs. J. Pharm. Pharmacol. 2014, 66, 323–337. [Google Scholar] [CrossRef] [PubMed]
- Maniruzzaman, M.; Boateng, J.S.; Bonnefille, M.; Aranyos, A.; Mitchell, J.C.; Douroumis, D. Taste Masking of Paracetamol by Hot-Melt Extrusion: An In Vitro and In Vivo Evaluation. Eur. J. Pharm. Biopharm. 2012, 80, 433–442. [Google Scholar] [CrossRef] [PubMed]
- Abdelki, A. Fused Deposition Modeling of API-Loaded Mesoporous Magnesium Carbonate, Nanotechnology and Functional Materials; Department of Materials Science and Engineering, Technology, Disciplinary Domain of Science and Technology, Uppsala University: Uppsala, Sweden, 2020. [Google Scholar]
- Nasereddin, J.M.; Wellner, N.; Alhijjaj, M.; Belton, P.; Qi, S. Development of a Simple Mechanical Screening Method for Predicting the Feedability of a Pharmaceutical FDM 3D Printing Filament. Pharm. Res. 2018, 35, 151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trevizam Moraes, P.C.B.; Bolini, H.M.A. Different Sweeteners in Beverages Prepared with Instant and Roasted Ground Coffee: Ideal and Equivalent Sweetness. J. Sens. Stud. 2010, 25, 215–225. [Google Scholar] [CrossRef]
- Cardoso, J.M.P.; Bolini, H.M.A. Different Sweeteners in Peach Nectar: Ideal and Equivalent Sweetness. Food Res. Int. 2007, 40, 1249–1253. [Google Scholar] [CrossRef]
- Cardoso, J.; Battochio, J.; Bolini, H. Equi-Sweetness and Sweetening Power of Different Sweetening Agents in Differents Temperatures of Consumption of Tea Drink in Soluble Power. Food Sci. Technol. 2004, 24, 448–452. [Google Scholar]
- Reis, R.C.; Minim, V.P.R.; Bolini, H.M.A.; Dias, B.R.P.; Minim, L.A.; Ceresino, E.B. Sweetness Equivalence of Different Sweeteners in Strawberry-Flavored Yogurt. J. Food Qual. 2011, 34, 163–170. [Google Scholar] [CrossRef] [Green Version]
- Goyanes, A.; Buanz, A.B.M.; Basit, A.W.; Gaisford, S. Fused-Filament 3D Printing (3DP) for Fabrication of Tablets. Int. J. Pharm. 2014, 476, 88–92. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design | Average Print Weight (mg) |
|---|---|
| Palm | 495 ± 23.5 |
| Cherry | 503 ± 18.6 |
| Smurf | 492 ± 29.1 |
| Banana | 505 ± 11.5 |
| Tablet | 501 ± 12.5 |
| Sweetness | |||||
| Materials | No Sweet | Moderate Sweet | Very Sweet | Extremely Sweet | Aftertaste |
| Sucralose | 1–2 | 8–10 | 8–10 | ||
| Fruit chew | 1–2 | 8–10 | 6–8 | ||
| Strawberry Aroma | |||||
| Materials | Sweet | Strawberry | Sour | Fruity | Aftertaste |
| STR | 6–8 | 9–10 | 8–10 | 5–7 | |
| Fruit chew | 8–10 | 9–10 | 8–10 | 8–10 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tabriz, A.G.; Fullbrook, D.H.G.; Vilain, L.; Derrar, Y.; Nandi, U.; Grau, C.; Morales, A.; Hooper, G.; Hiezl, Z.; Douroumis, D. Personalised Tasted Masked Chewable 3D Printed Fruit-Chews for Paediatric Patients. Pharmaceutics 2021, 13, 1301. https://doi.org/10.3390/pharmaceutics13081301
Tabriz AG, Fullbrook DHG, Vilain L, Derrar Y, Nandi U, Grau C, Morales A, Hooper G, Hiezl Z, Douroumis D. Personalised Tasted Masked Chewable 3D Printed Fruit-Chews for Paediatric Patients. Pharmaceutics. 2021; 13(8):1301. https://doi.org/10.3390/pharmaceutics13081301
Chicago/Turabian StyleTabriz, Atabak Ghanizadeh, Daniel Henri George Fullbrook, Lilian Vilain, Youri Derrar, Uttom Nandi, Clara Grau, Anaïs Morales, Gemma Hooper, Zoltan Hiezl, and Dennis Douroumis. 2021. "Personalised Tasted Masked Chewable 3D Printed Fruit-Chews for Paediatric Patients" Pharmaceutics 13, no. 8: 1301. https://doi.org/10.3390/pharmaceutics13081301