
Supercritical Fluid Technology for the Development of 3D Printed Controlled Drug Release Dosage Forms


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Development of 3D Printed Drug Carriers
2.3. 3D Printing of the Drug Carriers
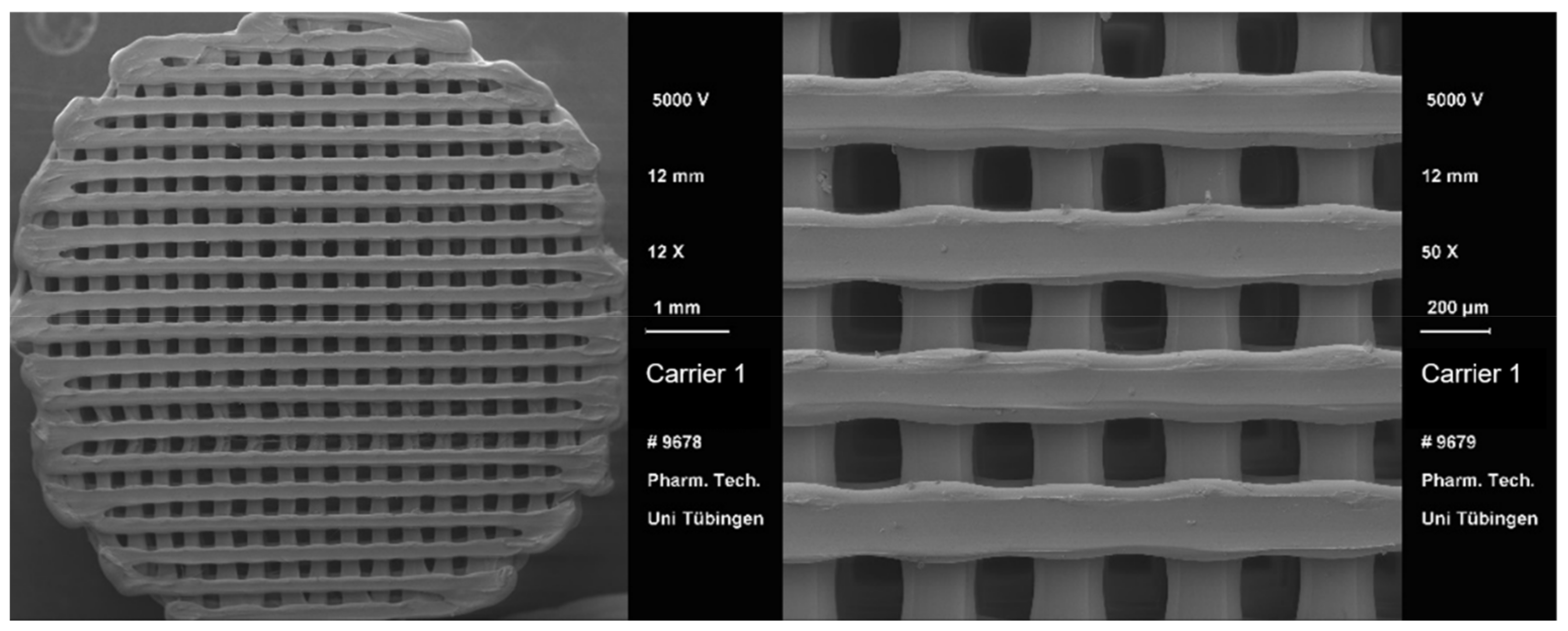
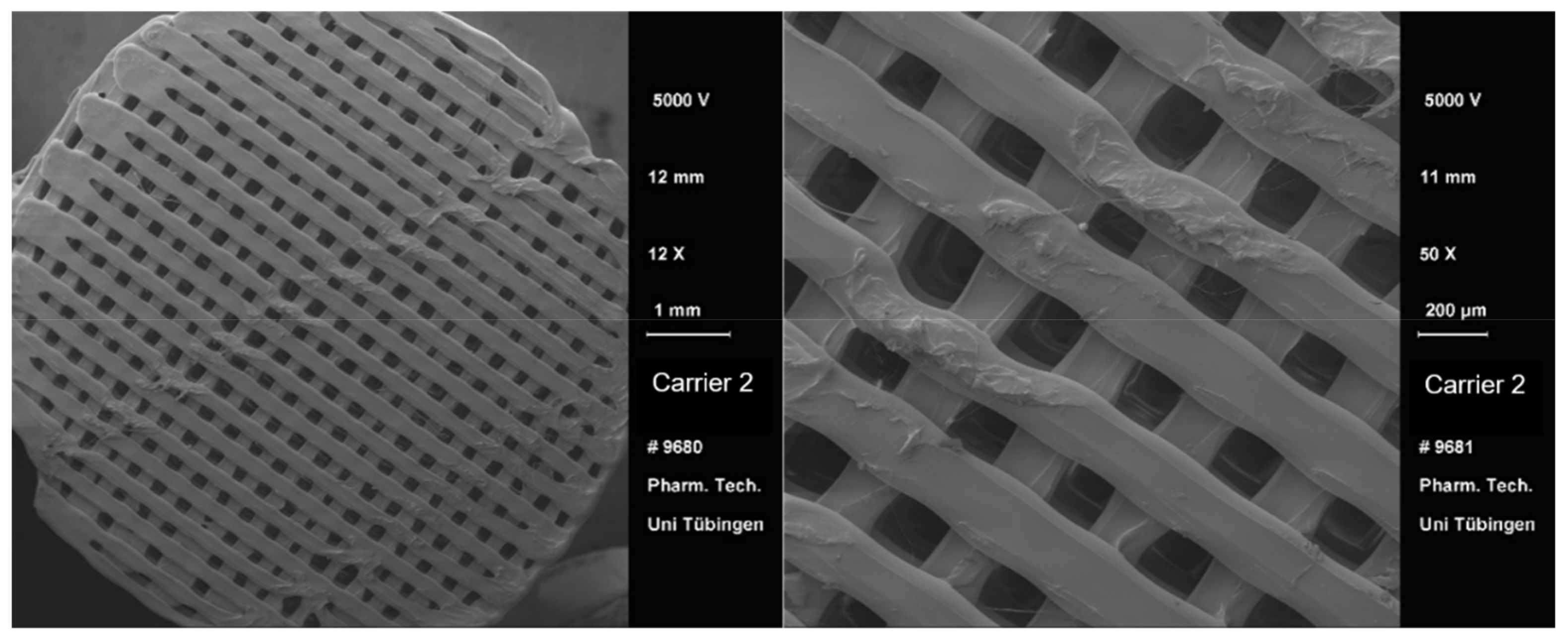
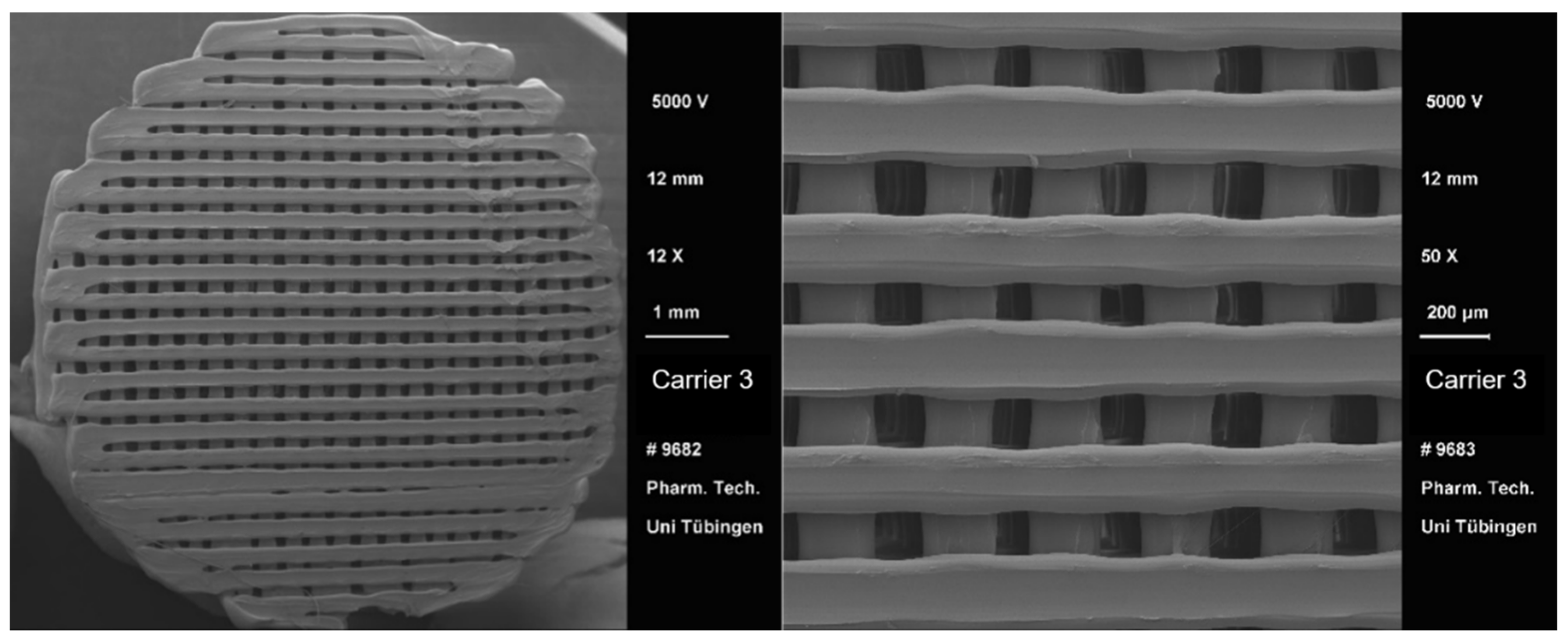
2.4. SEM Imaging of 3D Printed Drug Carriers
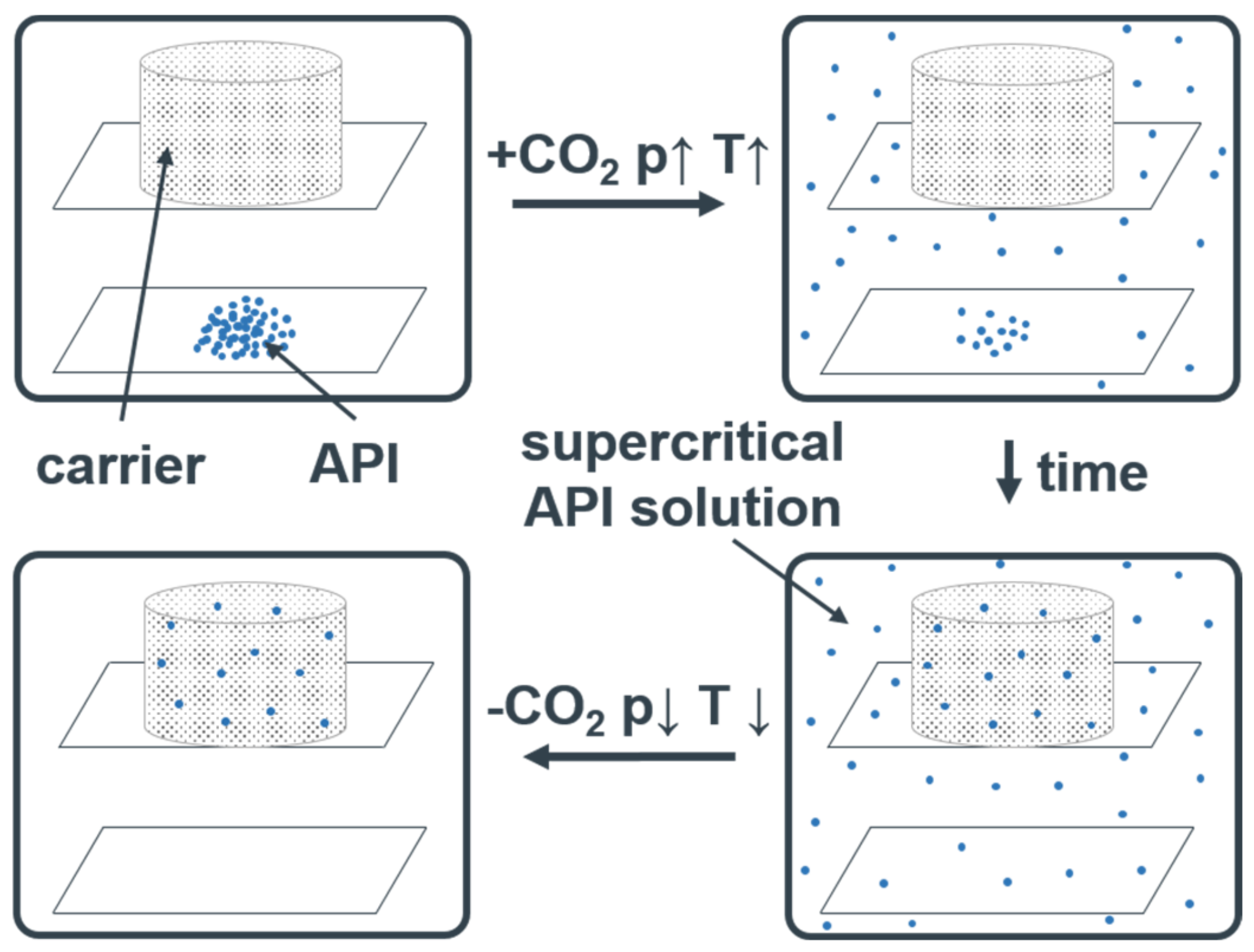
2.5. API Loading of the Drug Carriers
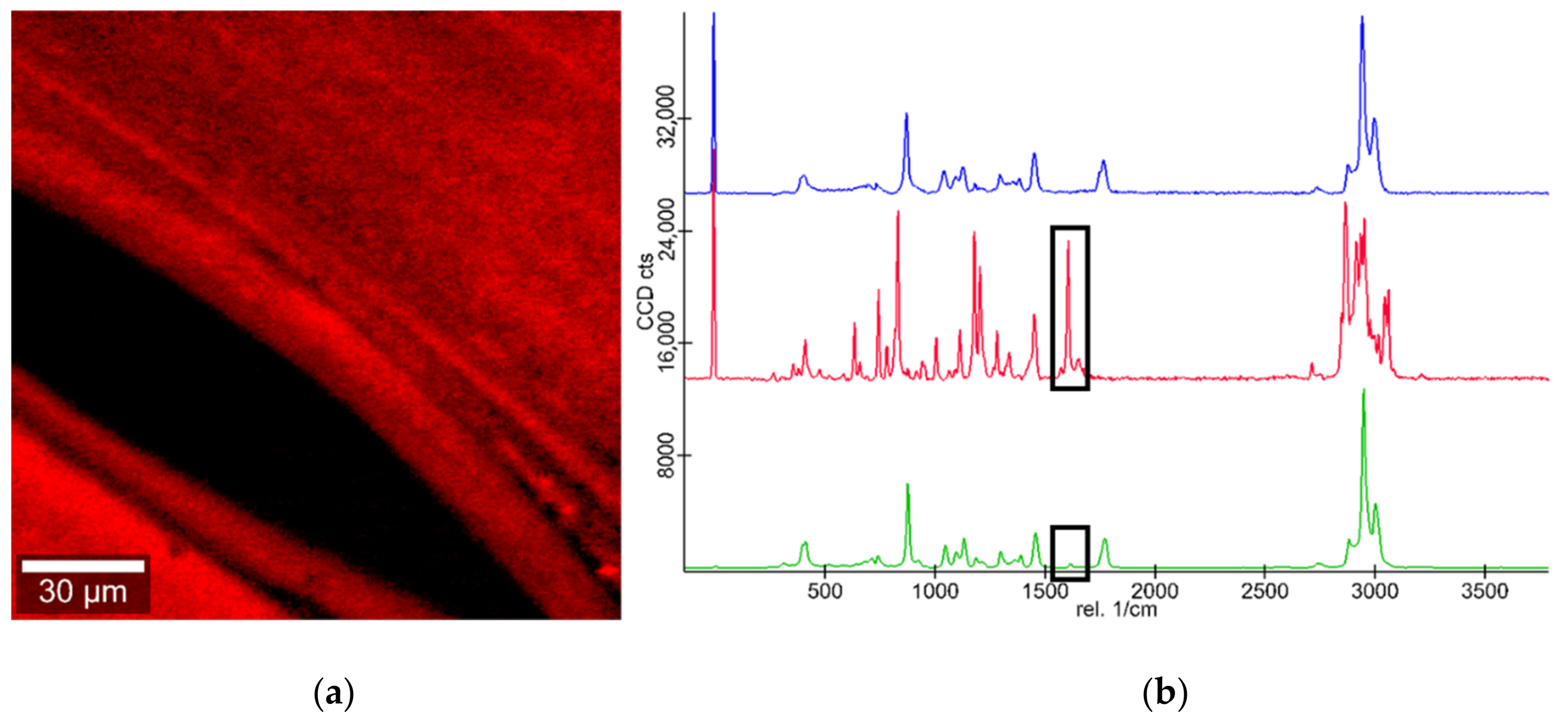
2.6. Confocal Raman Microscopic Analysis of Loaded Drug Carriers
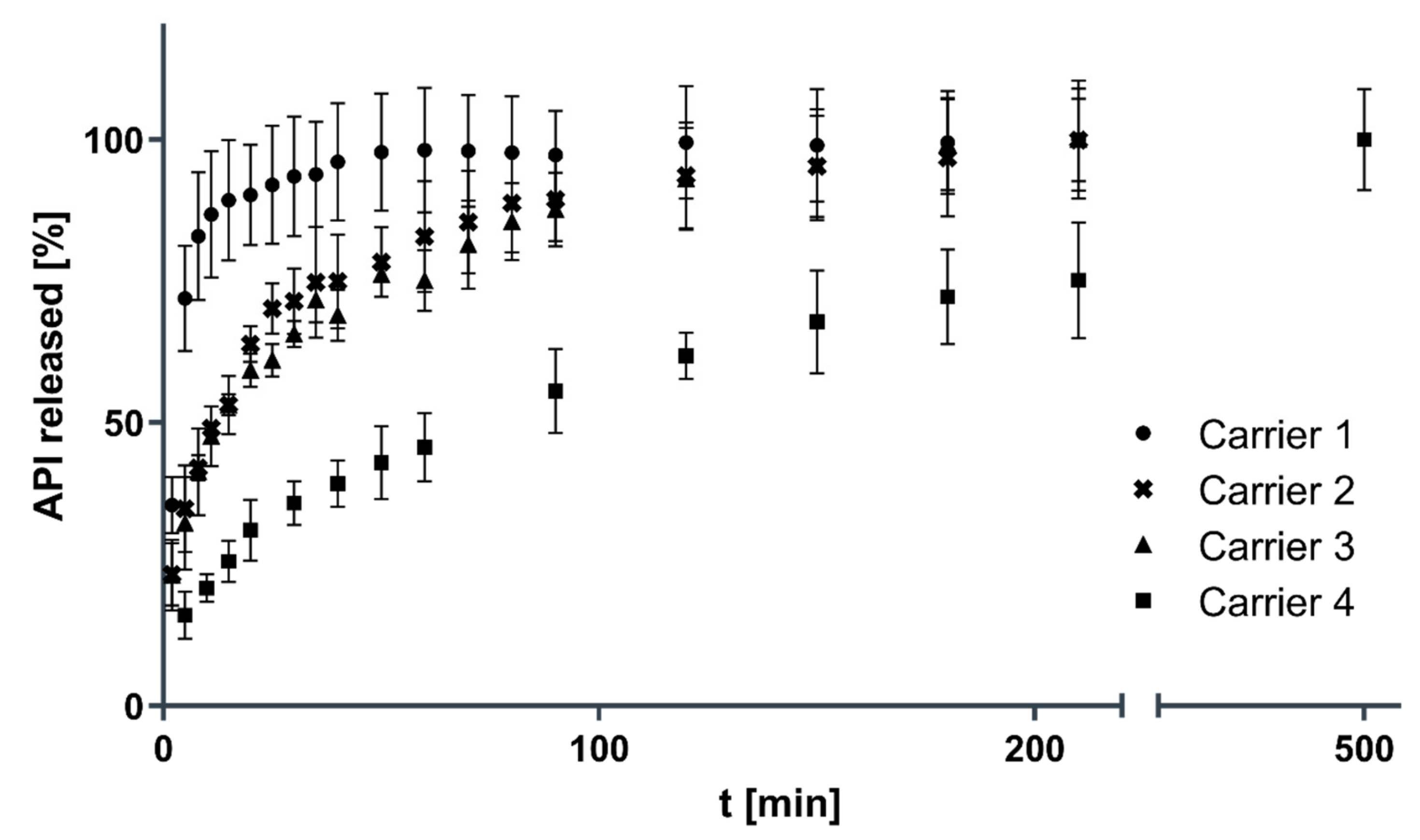
2.7. Dissolution Studies
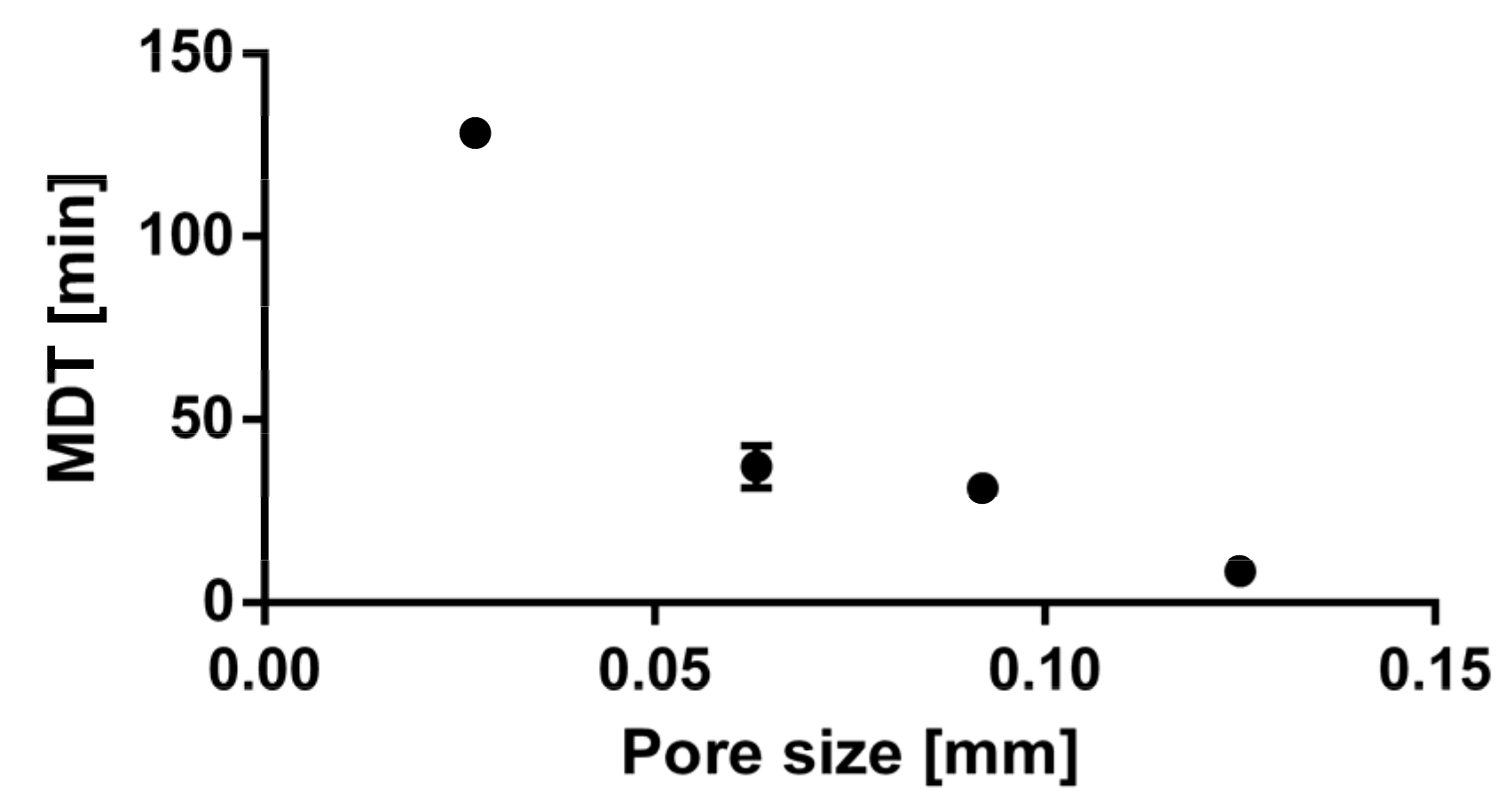
2.8. Evaluation of Dissolution Test
2.9. Ibuprofen Assay
3. Results
3.1. Visual Comparison of 3D Printed Drug Carriers
3.2. Confocal Raman Microscopic Analysis of Loaded Drug Carriers
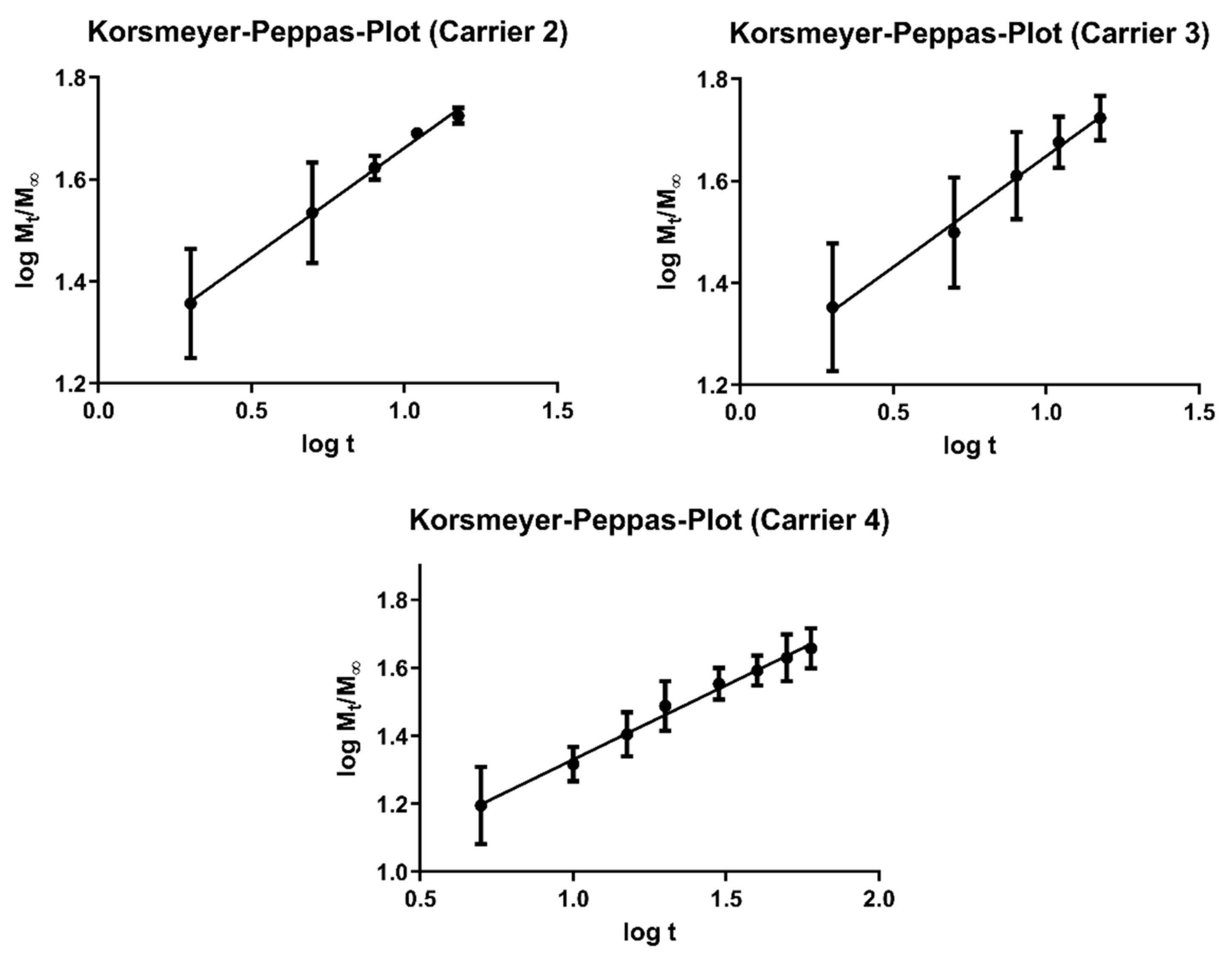
3.3. Dissolution Studies
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| API | Active pharmaceutical ingredient |
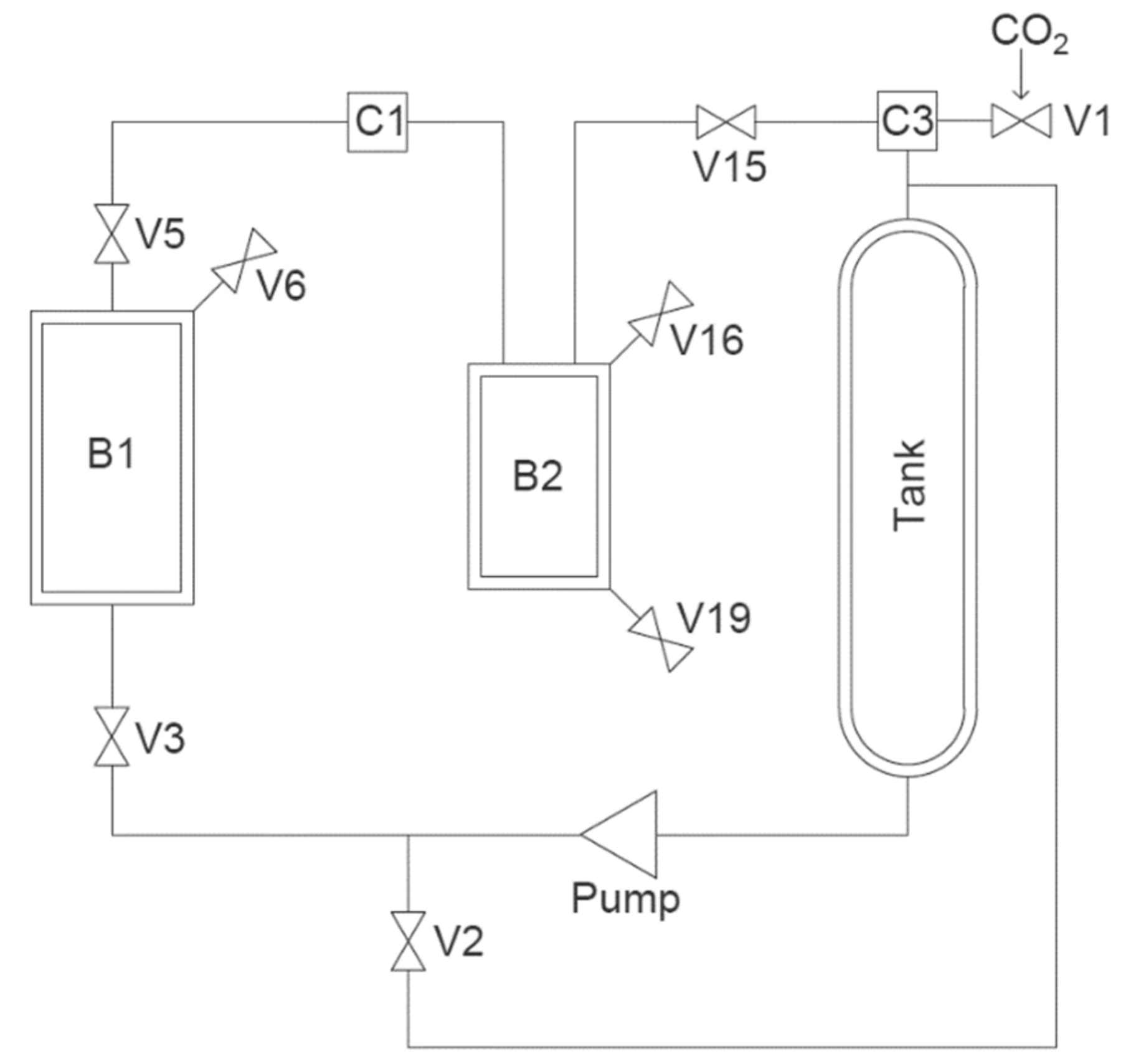
| B1 | Pressure chamber of the scCO2 pilot plant unit |
| CPD | Controlled particle deposition |
| FDM | Fused deposition modelling |
| HPLC | High performance liquid chromatography |
| MDT | Mean dissolution time |
| PAM | Pressure assisted micro syringe |
| RESS | Rapid expansion of supercritical solutions |
| scCO2 | Supercritical carbon dioxide |
| SEM | Scanning electron microscope |
| SLA | Stereolithography |
| SLS | Selective laser sintering |
References
- Lide, D.R. CRC Handbook of Chemistry and Physics, 89th ed.; CRC Press: Boca Raton, FL, USA, 2004; Volume 85. [Google Scholar]
- Reid, R.C.; Prausnitz, J.M.; Poling, B.E. The Properties of Gases and Liquids; McGraw-Hill: New York, NY, USA, 1987. [Google Scholar]
- Clifford, A.A.; Williams, J.R. Introduction to supercritical fluids and their applications. In Supercritical Fluid Methods and Protocols; Springer: Totowa, NJ, USA, 2000; pp. 1–16. [Google Scholar]
- Ghoreishi, S.M.; Heidari, E. Extraction of epigallocatechin gallate from green tea via modified supercritical CO2: Experimental, modeling and optimization. J. Supercrit. Fluids 2012, 72, 36–45. [Google Scholar] [CrossRef]
- Gupta, R.B.; Shim, J.-J. Solubility in Supercritical Carbon Dioxide; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Parhi, R.; Suresh, P. Supercritical fluid technology: A review. J. Adv. Pharm. Sci. Technol. 2013, 1, 13. [Google Scholar] [CrossRef] [Green Version]
- Priamo, W.L.; Dalmolin, I.; Boschetto, D.L.; Mezzomo, N.; Ferreira, S.R.S.; de Oliveira, J.V. Micronization processes by supercritical fluid technologies: A short review on process design (2008-2012). Acta Sci. Technol. 2013, 35, 695–709. [Google Scholar]
- Türk, M.; Hils, P.; Helfgen, B.; Schaber, K.; Martin, H.J.; Wahl, M.A. Micronization of pharmaceutical substances by the Rapid Expansion of Supercritical Solutions (RESS): A promising method to improve bioavailability of poorly soluble pharmaceutical agents. J. Supercrit. Fluids 2002, 22, 75–84. [Google Scholar] [CrossRef]
- Türk, M.; Upper, G.; Steurenthaler, M.; Hussein, K.; Wahl, M.A. Complex formation of Ibuprofen and β-Cyclodextrin by controlled particle deposition (CPD) using SC-CO2. J. Supercrit. Fluids 2007, 39, 435–443. [Google Scholar] [CrossRef]
- Wischumerski, R.S.; Turk, M.; Wahl, M.A. Direct drug loading into preformed porous solid dosage units by the controlled particle deposition (CPD), a new concept for improved dissolution using SCF-technology. J. Pharm. Sci. 2008, 97, 4416–4424. [Google Scholar] [CrossRef]
- Dima, M.; Farisato, G.; Bergomi, M.; Viotto, V.; Magrin, D.; Greggio, D.; Farinato, J.; Marafatto, L.; Ragazzoni, R.; Piazza, D. From 3D view to 3D print. In Proceedings of the SPIE Astronomical Telescopes + Instrumentation, Montréal, QC, Canada, 22–27 June 2014. [Google Scholar]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef]
- Suresh, G. Summarization of 3D-Printing Technology in Processing & Development of Medical Implants. J. Mech. Contin. Math. Sci. 2019, 14. [Google Scholar] [CrossRef]
- Prasad, L.K.; Smyth, H. 3D Printing technologies for drug delivery: A review. Drug Dev. Ind. Pharm. 2016, 42, 1019–1031. [Google Scholar] [CrossRef]
- Jose, P.A.; GV, P.C. 3D printing of pharmaceuticals–a potential technology in developing personalized medicine. Asian J. Pharm. Res. Dev. 2018, 6, 46–54. [Google Scholar] [CrossRef]
- Awad, A.; Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D printing: Principles and pharmaceutical applications of selective laser sintering. Int. J. Pharm. 2020, 586, 119594. [Google Scholar] [CrossRef]
- Lee Ventola, M.C. Medical Applications for 3D Printing: Current and Projected Uses. Pharm. Ther. 2014, 39, 704–711. [Google Scholar]
- Tack, P.; Victor, J.; Gemmel, P.; Annemans, L. 3D-printing techniques in a medical setting: A systematic literature review. Biomed. Eng. Online 2016, 15, 115. [Google Scholar] [CrossRef] [Green Version]
- Trenfield, S.J.; Awad, A.; Madla, C.M.; Hatton, G.B.; Firth, J.; Goyanes, A.; Gaisford, S.; Basit, A.W. Shaping the future: Recent advances of 3D printing in drug delivery and healthcare. Expert. Opin. Drug Deliv. 2019, 16, 1081–1094. [Google Scholar] [CrossRef]
- Marro, A.; Bandukwala, T.; Mak, W. Three-Dimensional Printing and Medical Imaging: A Review of the Methods and Applications. Curr. Probl. Diagn. Radiol. 2016, 45, 2–9. [Google Scholar] [CrossRef]
- Rengier, F.; Mehndiratta, A.; Von Tengg-Kobligk, H.; Zechmann, C.M.; Unterhinninghofen, R.; Kauczor, H.-U.; Giesel, F.L. 3D printing based on imaging data: Review of medical applications. Int. J. Comput. Assist. Radiol. Surg. 2010, 5, 335–341. [Google Scholar] [CrossRef]
- Wei, C.; Solanki, N.G.; Vasoya, J.M.; Shah, A.V.; Serajuddin, A.T. Development of 3D printed tablets by fused deposition modeling using polyvinyl alcohol as polymeric matrix for rapid drug release. J. Pharm. Sci. 2020, 109, 1558–1572. [Google Scholar] [CrossRef] [Green Version]
- Sadia, M.; Sośnicka, A.; Arafat, B.; Isreb, A.; Ahmed, W.; Kelarakis, A.; Alhnan, M.A. Adaptation of pharmaceutical excipients to FDM 3D printing for the fabrication of patient-tailored immediate release tablets. Int. J. Pharm. 2016, 513, 659–668. [Google Scholar] [CrossRef]
- Vo, A.Q.; Zhang, J.; Nyavanandi, D.; Bandari, S.; Repka, M.A. Hot melt extrusion paired fused deposition modeling 3D printing to develop hydroxypropyl cellulose based floating tablets of cinnarizine. Carbohydr. Polym. 2020, 246, 116519. [Google Scholar] [CrossRef]
- Gioumouxouzis, C.I.; Baklavaridis, A.; Katsamenis, O.L.; Markopoulou, C.K.; Bouropoulos, N.; Tzetzis, D.; Fatouros, D.G. A 3D printed bilayer oral solid dosage form combining metformin for prolonged and glimepiride for immediate drug delivery. Eur. J. Pharm. Sci. 2018, 120, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Gioumouxouzis, C.I.; Katsamenis, O.L.; Bouropoulos, N.; Fatouros, D.G. 3D printed oral solid dosage forms containing hydrochlorothiazide for controlled drug delivery. J. Drug Deliv. Sci. Technol. 2017, 40, 164–171. [Google Scholar] [CrossRef] [Green Version]
- Boetker, J.; Water, J.J.; Aho, J.; Arnfast, L.; Bohr, A.; Rantanen, J. Modifying release characteristics from 3D printed drug-eluting products. Eur. J. Pharm. Sci. 2016, 90, 47–52. [Google Scholar] [CrossRef]
- Goyanes, A.; Chang, H.; Sedough, D.; Hatton, G.B.; Wang, J.; Buanz, A.; Gaisford, S.; Basit, A.W. Fabrication of controlled-release budesonide tablets via desktop (FDM) 3D printing. Int. J. Pharm. 2015, 496, 414–420. [Google Scholar] [CrossRef]
- Oliveira, M.A.; Yoshida, M.I.; Belinelo, V.J.; Valotto, R.S. Degradation kinetics of atorvastatin under stress conditions and chemical analysis by HPLC. Molecules 2013, 18, 1447–1456. [Google Scholar] [CrossRef] [Green Version]
- Gul, W.; Basheer, S.; Karim, F.; Ayub, S. Effect of Acid, Base, Temperature and U.V Light on Amlodipine Besylate. Int. J. Adv. Res. Chem. Sci. 2015, 2, 21–24. [Google Scholar]
- Charoenchaitrakool, M.; Dehghani, F.; Foster, N.R.; Chan, H.K. Micronization by rapid expansion of supercritical solutions to enhance the dissolution rates of poorly water-soluble pharmaceuticals. Ind. Eng. Chem. Res. 2000, 39, 4794–4802. [Google Scholar] [CrossRef]
- Langguth, P.; Fricker, G.; Wunderli-Allenspach, H. Biopharmazie; Wiley-VCH: Weinheim, Germany, 2004. [Google Scholar]
- Ritger, P.L.; Peppas, N.A. A simple equation for description of solute release I. Fickian and non-fickian release from non-swellable devices in the form of slabs, spheres, cylinders or discs. J. Control. Release 1987, 5, 23–36. [Google Scholar] [CrossRef]
- Skowyra, J.; Pietrzak, K.; Alhnan, M.A. Fabrication of extended-release patient-tailored prednisolone tablets via fused deposition modelling (FDM) 3D printing. Eur. J. Pharm. Sci. 2015, 68, 11–17. [Google Scholar] [CrossRef]
- Maroni, A.; Melocchi, A.; Parietti, F.; Foppoli, A.; Zema, L.; Gazzaniga, A. 3D printed multi-compartment capsular devices for two-pulse oral drug delivery. J. Control. Release 2017, 268, 10–18. [Google Scholar] [CrossRef]
- Cerda, J.R.; Arifi, T.; Ayyoubi, S.; Knief, P.; Ballesteros, M.P.; Keeble, W.; Barbu, E.; Healy, A.M.; Lalatsa, A.; Serrano, D.R. Personalised 3D Printed Medicines: Optimising Material Properties for Successful Passive Diffusion Loading of Filaments for Fused Deposition Modelling of Solid Dosage Forms. Pharmaceutics 2020, 12, 345. [Google Scholar] [CrossRef] [Green Version]
- Ayyoubi, S.; Cerda, J.R.; Fernández-García, R.; Knief, P.; Lalatsa, A.; Healy, A.M.; Serrano, D.R. 3D printed spherical mini-tablets: Geometry versus composition effects in controlling dissolution from personalised solid dosage forms. Int. J. Pharm. 2021, 597, 120336. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model No. | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Layer thickness (mm) | 0.1 | 0.1 | 0.1 | 0.1 |
| Path width (mm) | 0.26 | 0.26 | 0.26 | 0.26 |
| Distance between paths (mm) | 0.125 | 0.092 | 0.063 | 0.027 |
| Printing Parameter | Setting |
|---|---|
| Printing temperature (°C) | 200 |
| Printing bed temperature (°C) | 58 |
| Nozzle diameter (mm) | 0.25 |
| Layer thickness (mm) | 0.10 |
| Extrusion width (mm) | 0.26 |
| Extrusion multiplier | 0.80 |
| Retraction distance (mm) | 1.00 |
| Retraction speed (mm s−1) | 100 |
| Printing speed (mm s−1) | 13.0 |
| x/y movement speed (mm s−1) | 13.0 |
| Sputter Parameter | Setting |
|---|---|
| Vacuum (mbar) | 0.04 |
| Current (mA) | 20 |
| Accelerating voltage (kV) | 2.1 |
| Sputter time (s) | 4 × 60 |
| Substance | Amount |
|---|---|
| 0.2 M Potassium dihydrogen phosphate R (mL) | 250.0 |
| 0.2 M Sodium hydroxide (mL) | 175.0 |
| Tween 80 (g) | 1.0 |
| Thin Film | Cylindrical Sample | Spherical Sample | Drug Release Mechanism |
|---|---|---|---|
| = 0.50 | = 0.45 | = 0.43 | Fickian diffusion |
| 0.50 < < 1.00 | 0.45 < < 1.00 | 0.43 < < 1.00 | Anomalous (non-Fickian) transport |
| = 1.0 | = 1.0 | = 1.0 | Zero order release |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmid, J.; Wahl, M.A.; Daniels, R. Supercritical Fluid Technology for the Development of 3D Printed Controlled Drug Release Dosage Forms. Pharmaceutics 2021, 13, 543. https://doi.org/10.3390/pharmaceutics13040543
Schmid J, Wahl MA, Daniels R. Supercritical Fluid Technology for the Development of 3D Printed Controlled Drug Release Dosage Forms. Pharmaceutics. 2021; 13(4):543. https://doi.org/10.3390/pharmaceutics13040543
Chicago/Turabian StyleSchmid, Johannes, Martin A. Wahl, and Rolf Daniels. 2021. "Supercritical Fluid Technology for the Development of 3D Printed Controlled Drug Release Dosage Forms" Pharmaceutics 13, no. 4: 543. https://doi.org/10.3390/pharmaceutics13040543