
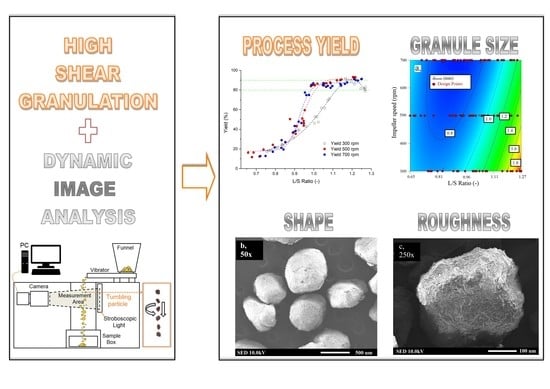
Systematic Study of the Effects of High Shear Granulation Parameters on Process Yield, Granule Size, and Shape by Dynamic Image Analysis

 , , ,
, , ,
Abstract
:
Highlights:
- Dynamic image analysis was used to analyze the morphology of high shear granules;
- The granules were investigated for size, shape, and surface roughness;
- A small change in liquid content caused changes in granule shape and process yield;
- The amount of granulation liquid had a significant effect on all parameters;
- A model for predicting the granule size was created from the experimental data.
1. Introduction
2. Material and Methods
2.1. Experimental Material
2.2. Particle Size Analysis
2.3. Water Sorption Analysis
2.4. High Shear Granulation
2.5. Classification of Franules
2.6. Measurement of Granule Size and Shape
2.7. Microscopic Analysis
2.8. Compressibility of Granules
2.9. Data Processing
3. Results and Discussion
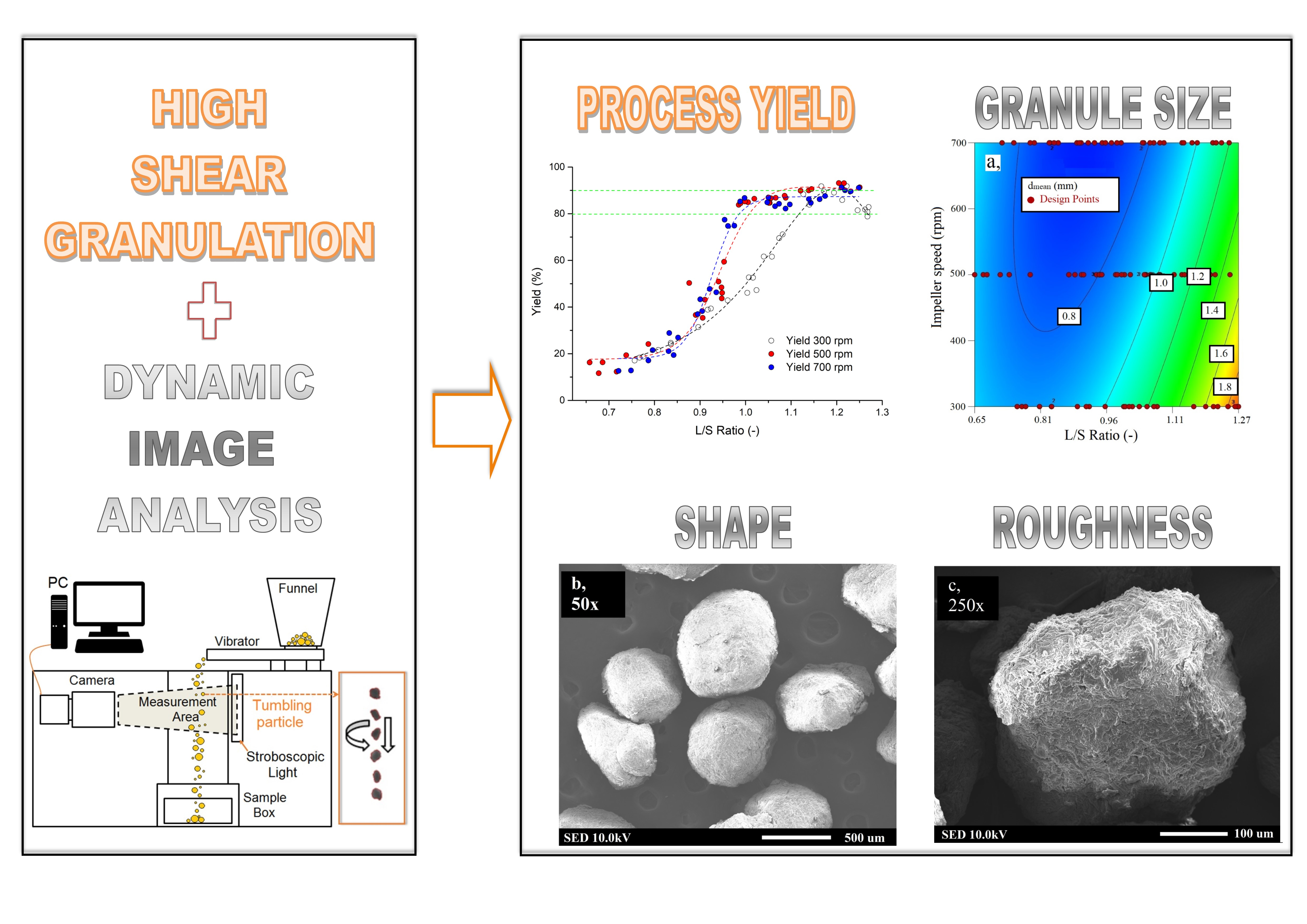
3.1. Evaluation of Particle Size of Avicel PH 101
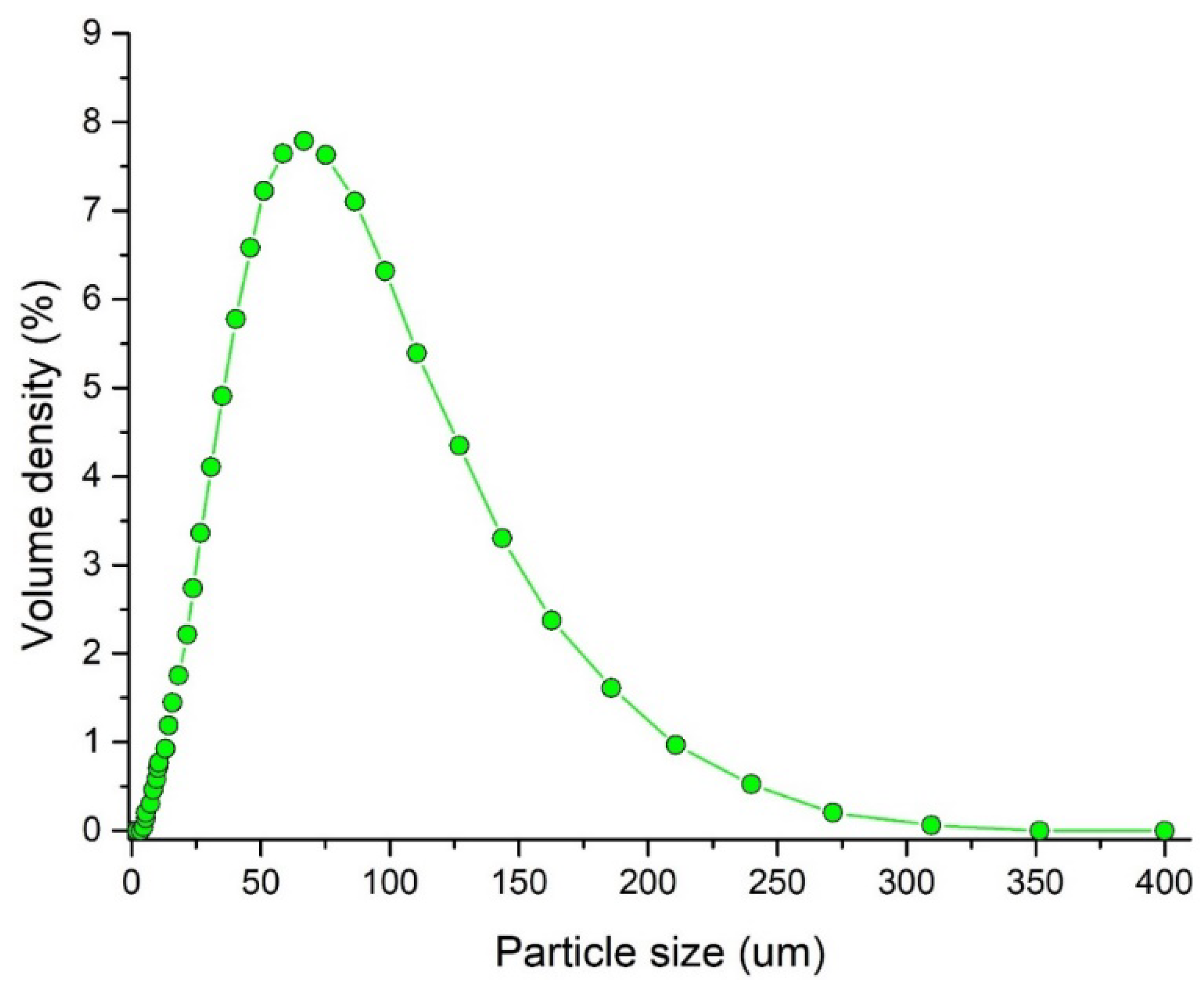
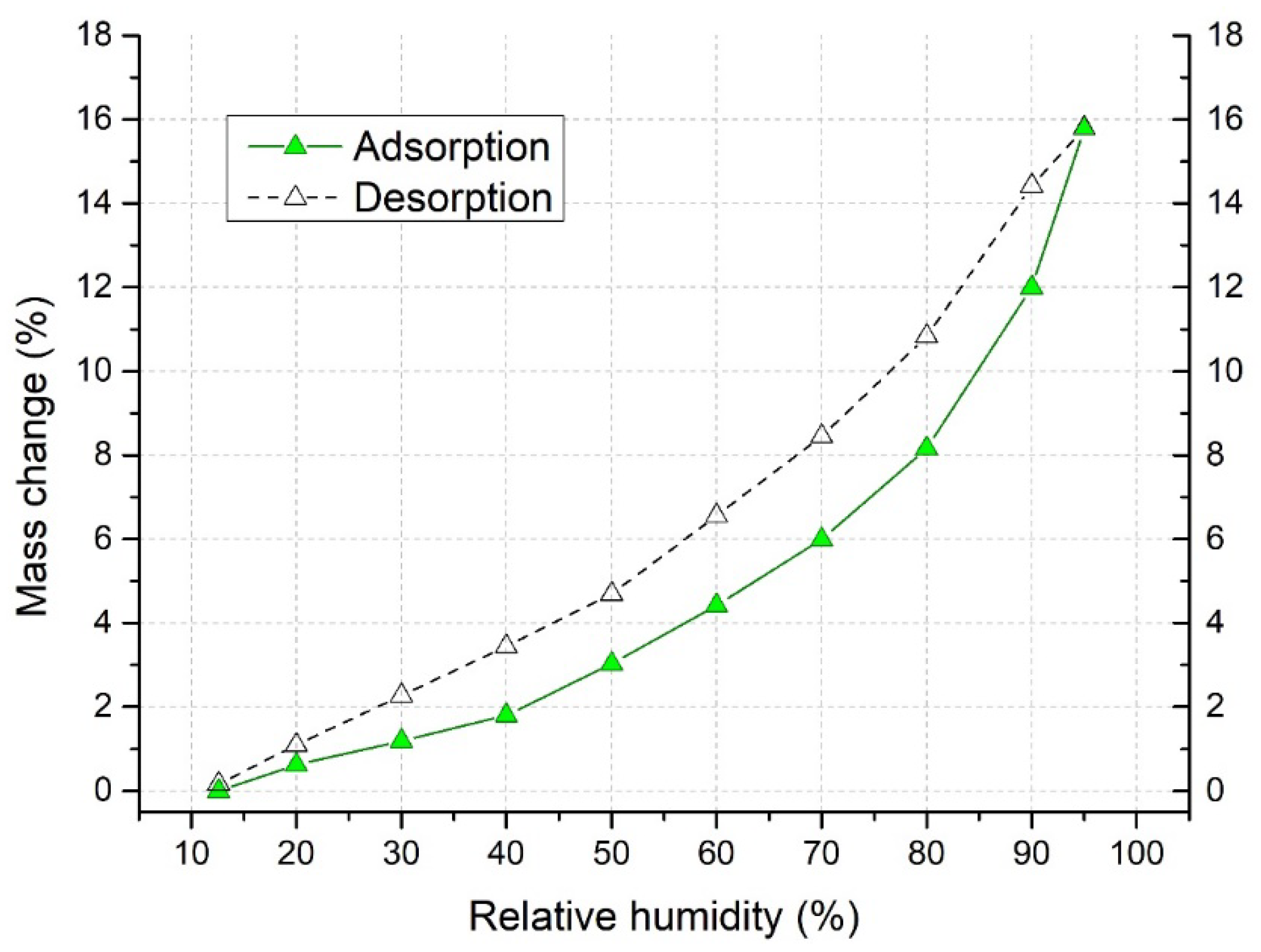
3.2. Evaluation of Water Sorption of Avicel PH 101
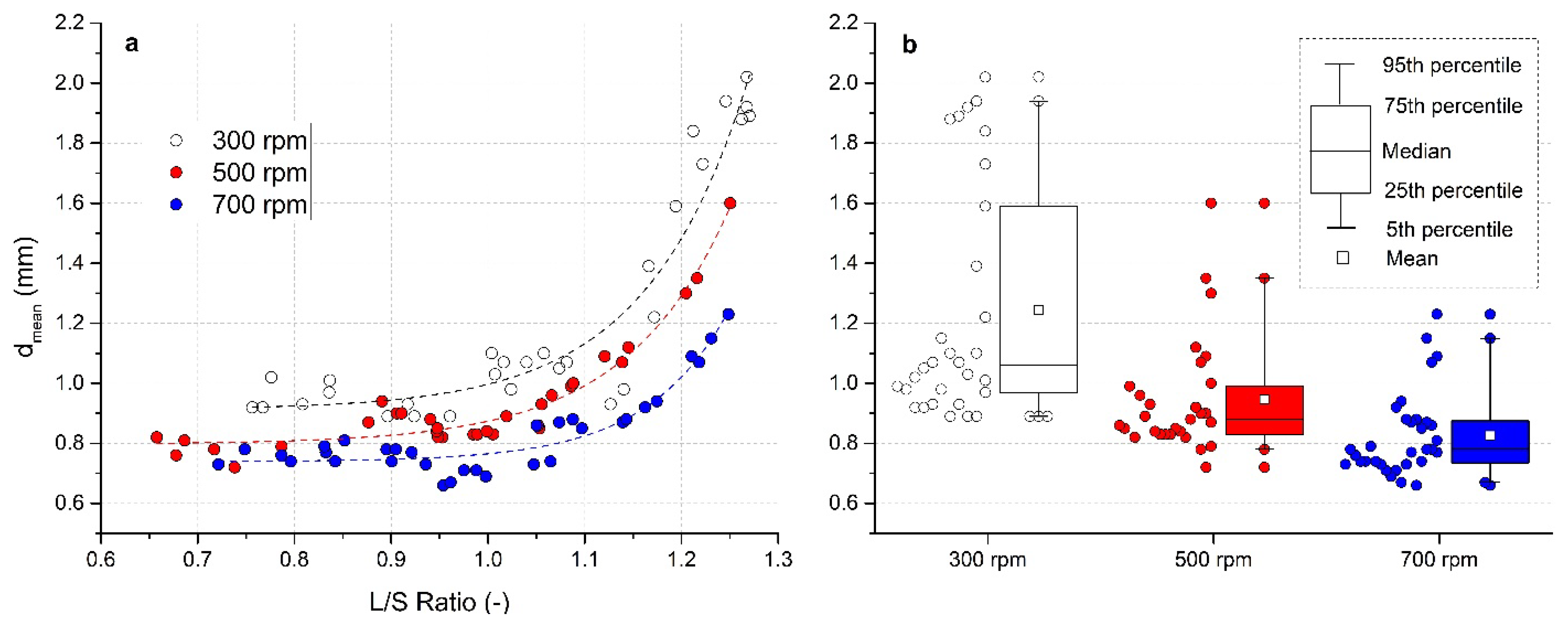
3.3. Evaluation of Granule Size
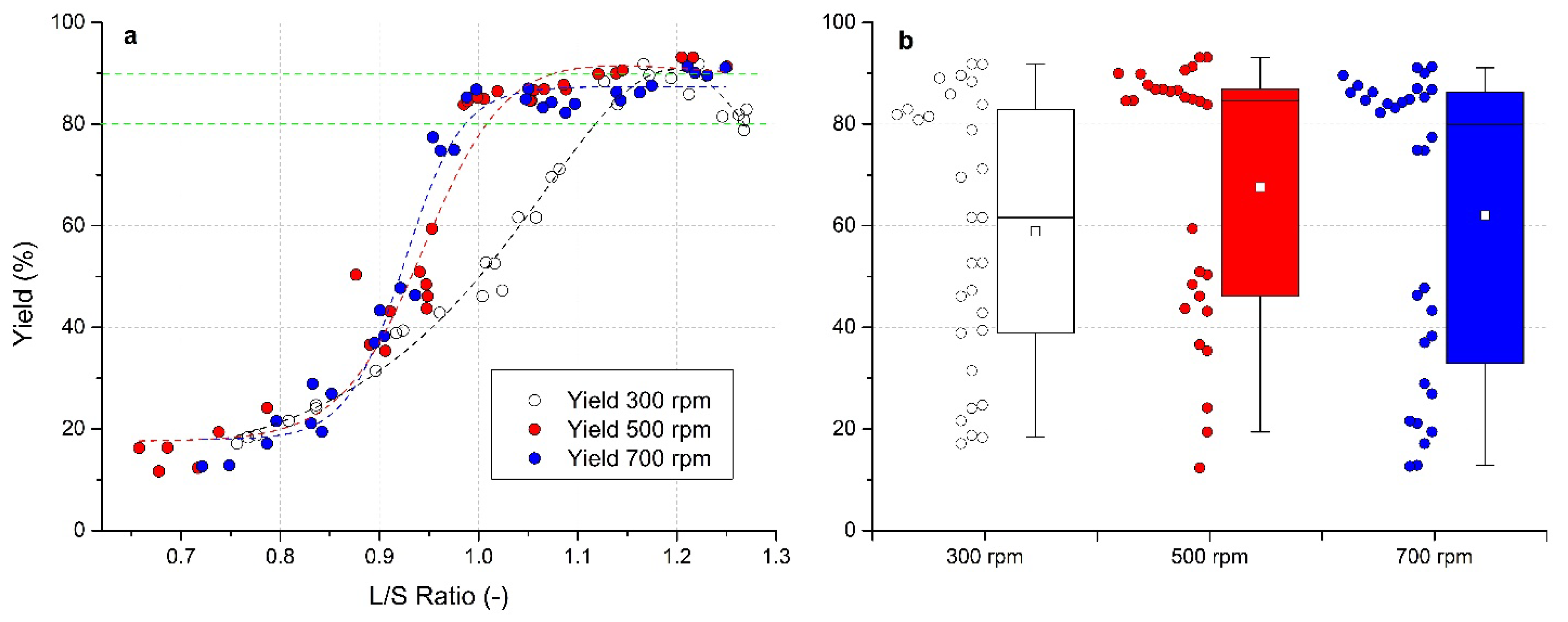
3.4. Evaluation of Process Yield
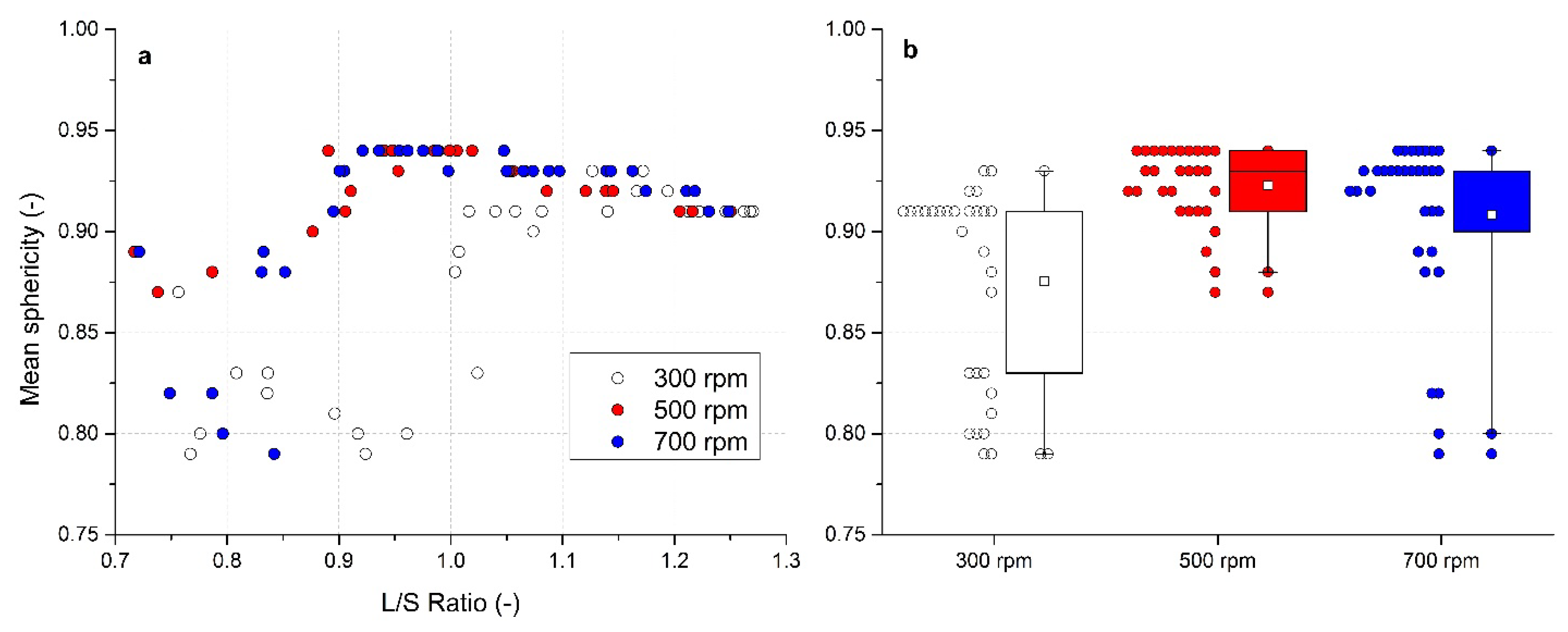
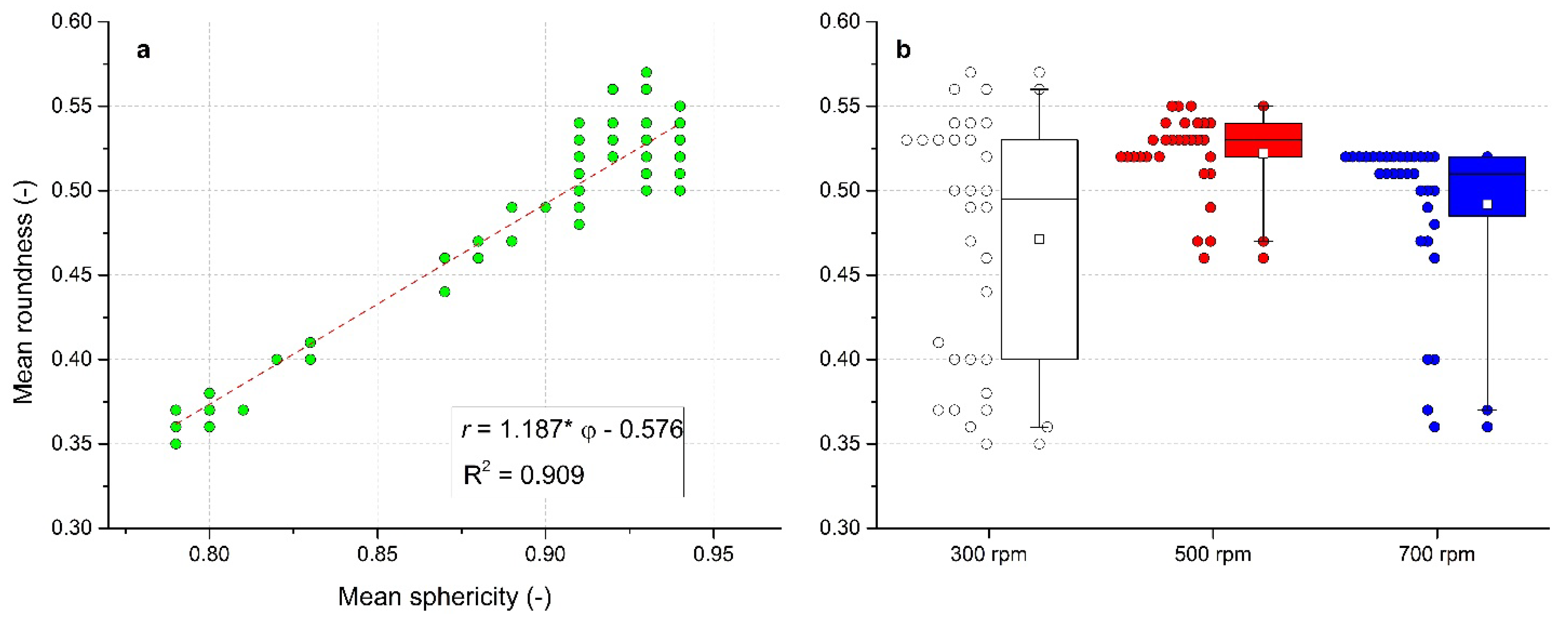
3.5. Evaluation of Sphericity
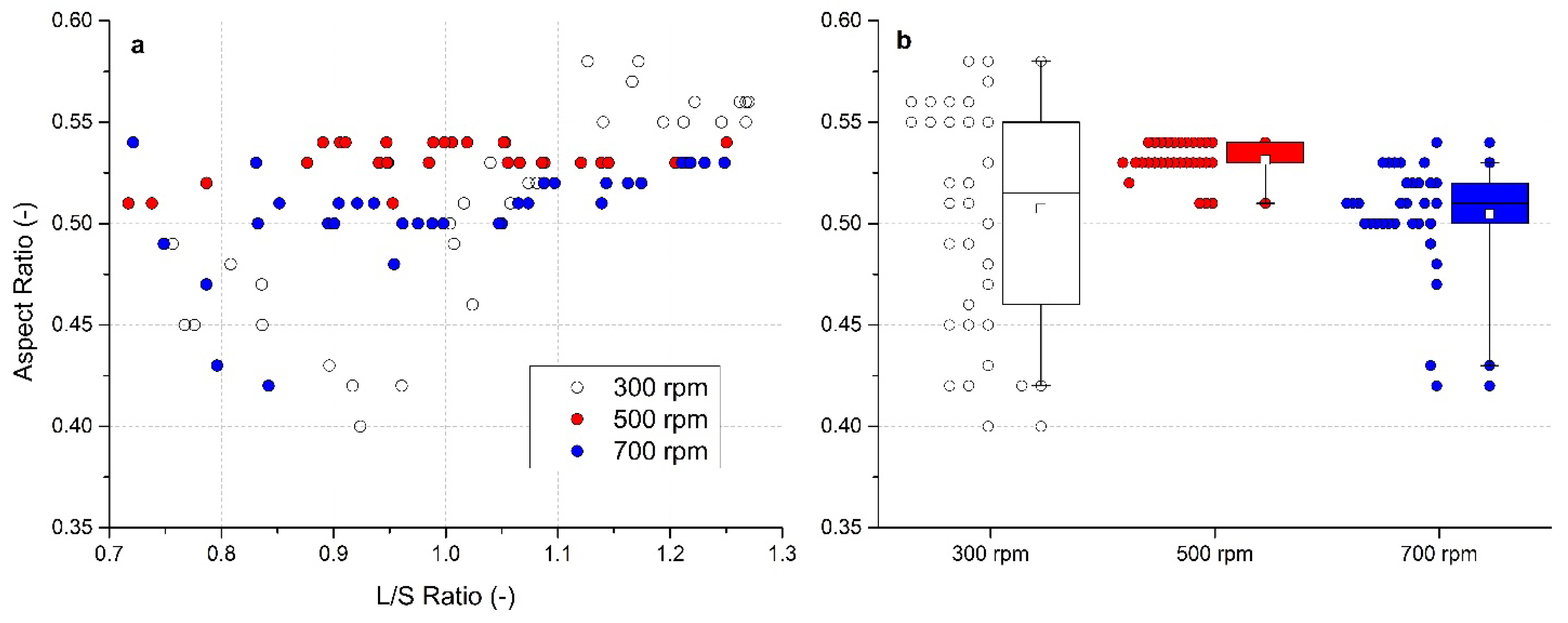
3.6. Evaluation of Aspect Ratio
3.7. Evaluation of Roundness
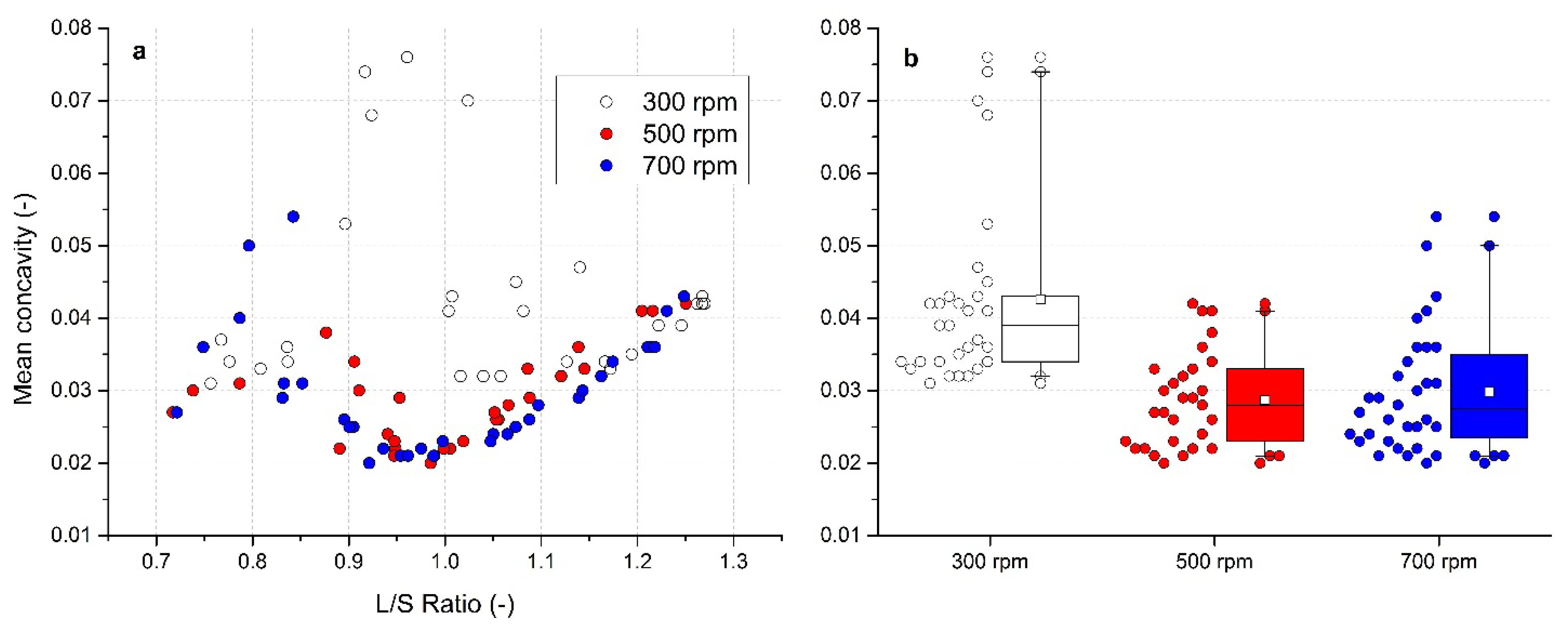
3.8. Evaluation of Roughness
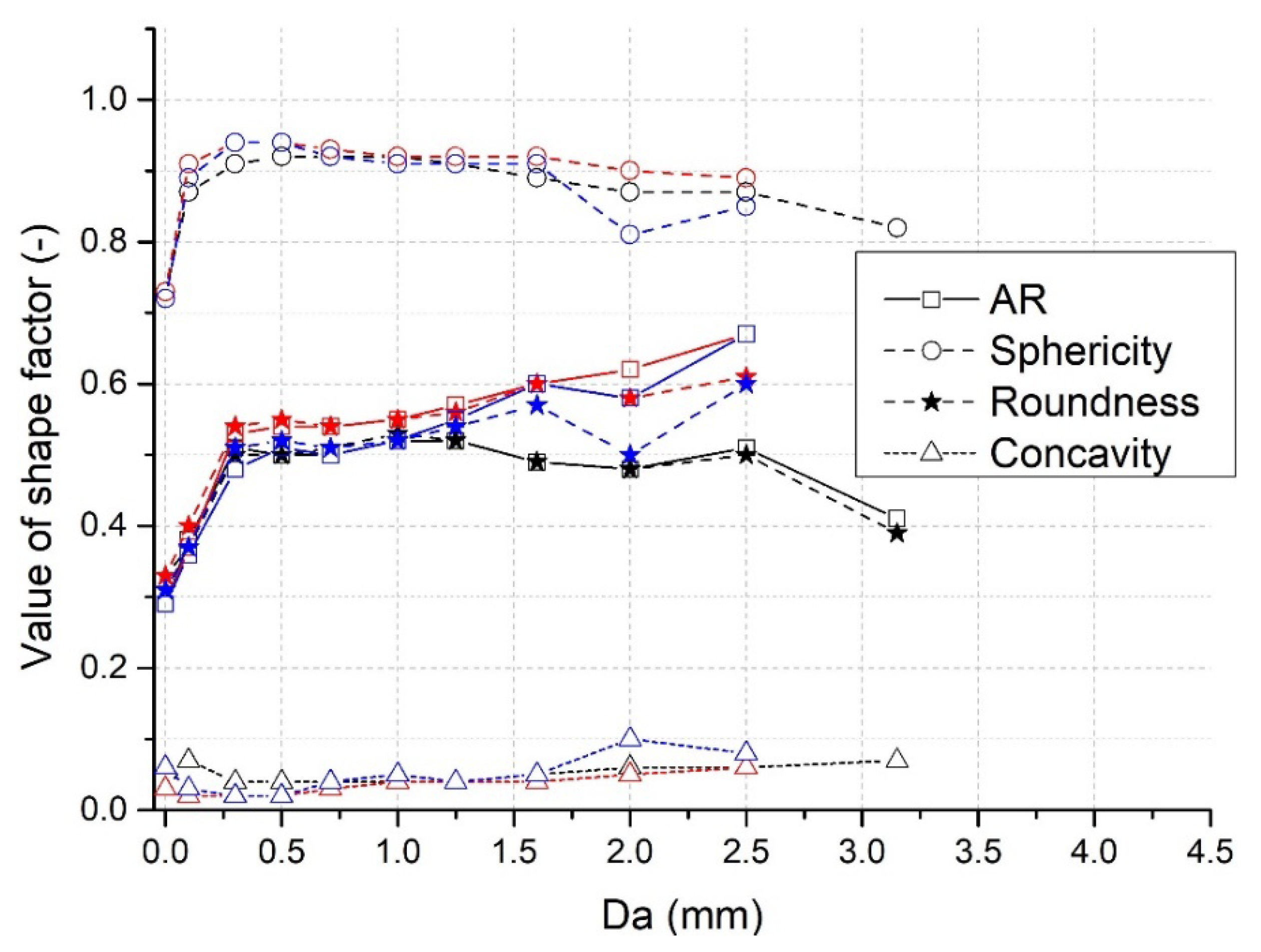
3.9. Effect of Granule Size on Shape Factors
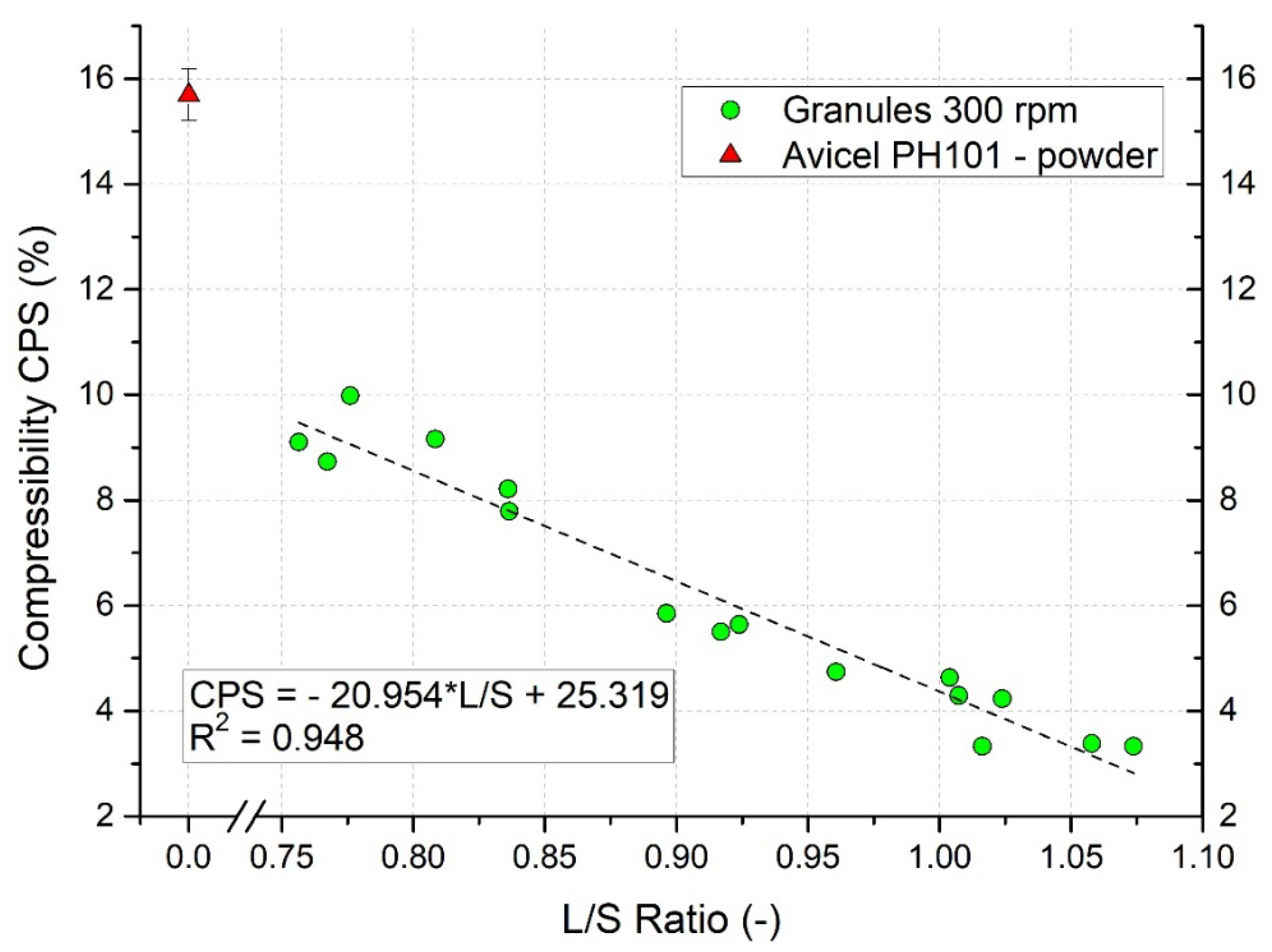
3.10. Evaluation of Granules Compressibility
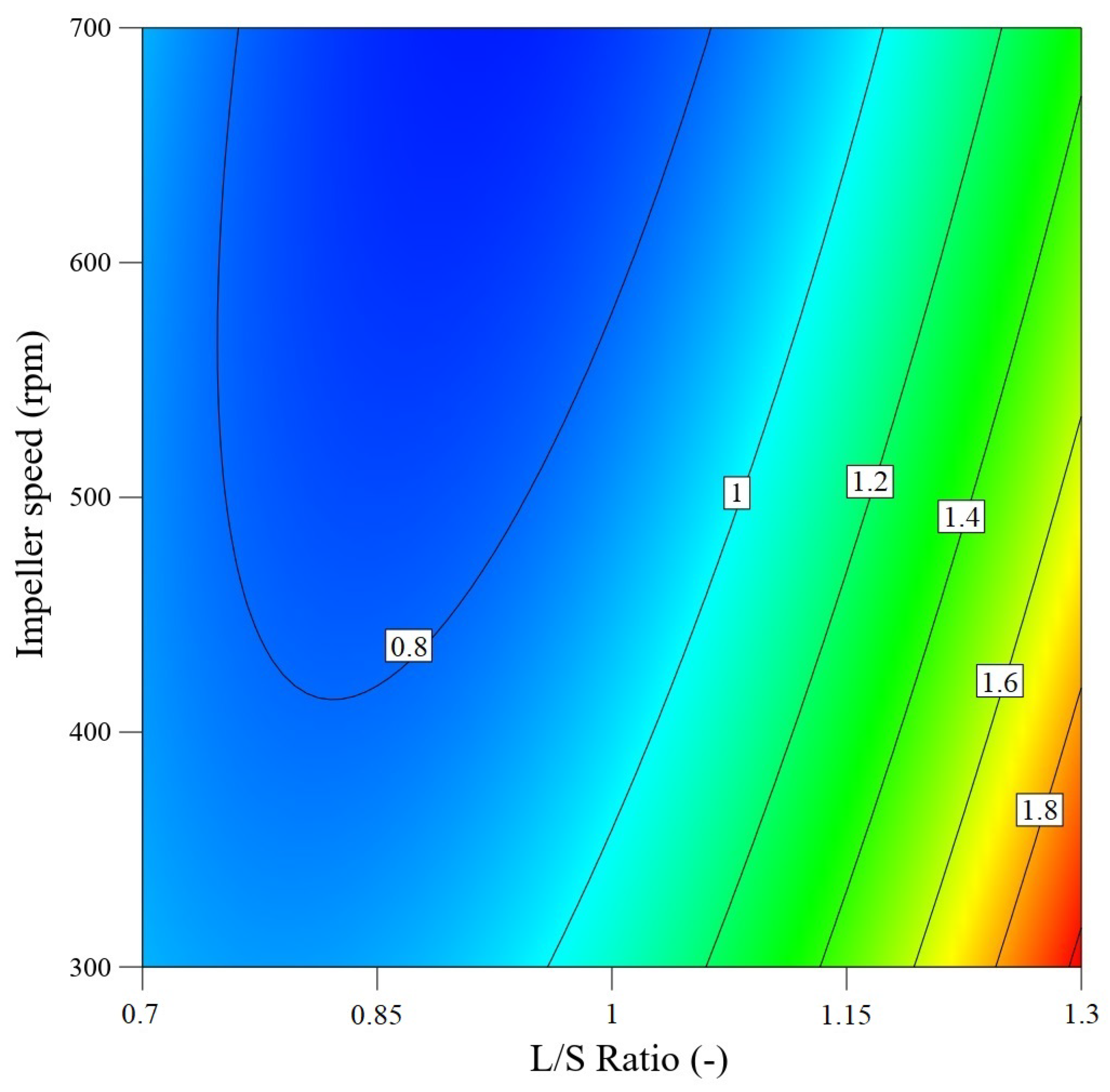
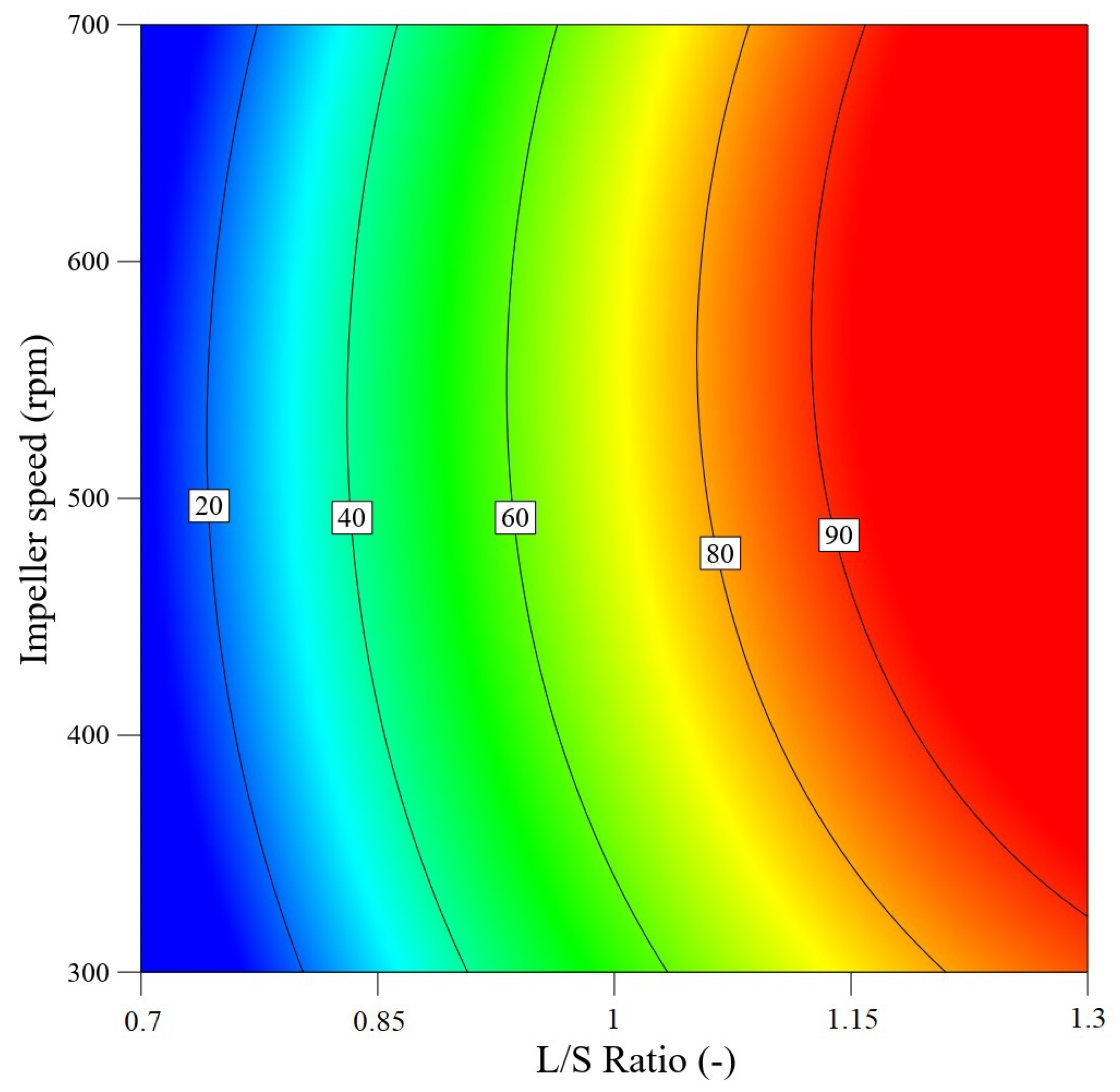
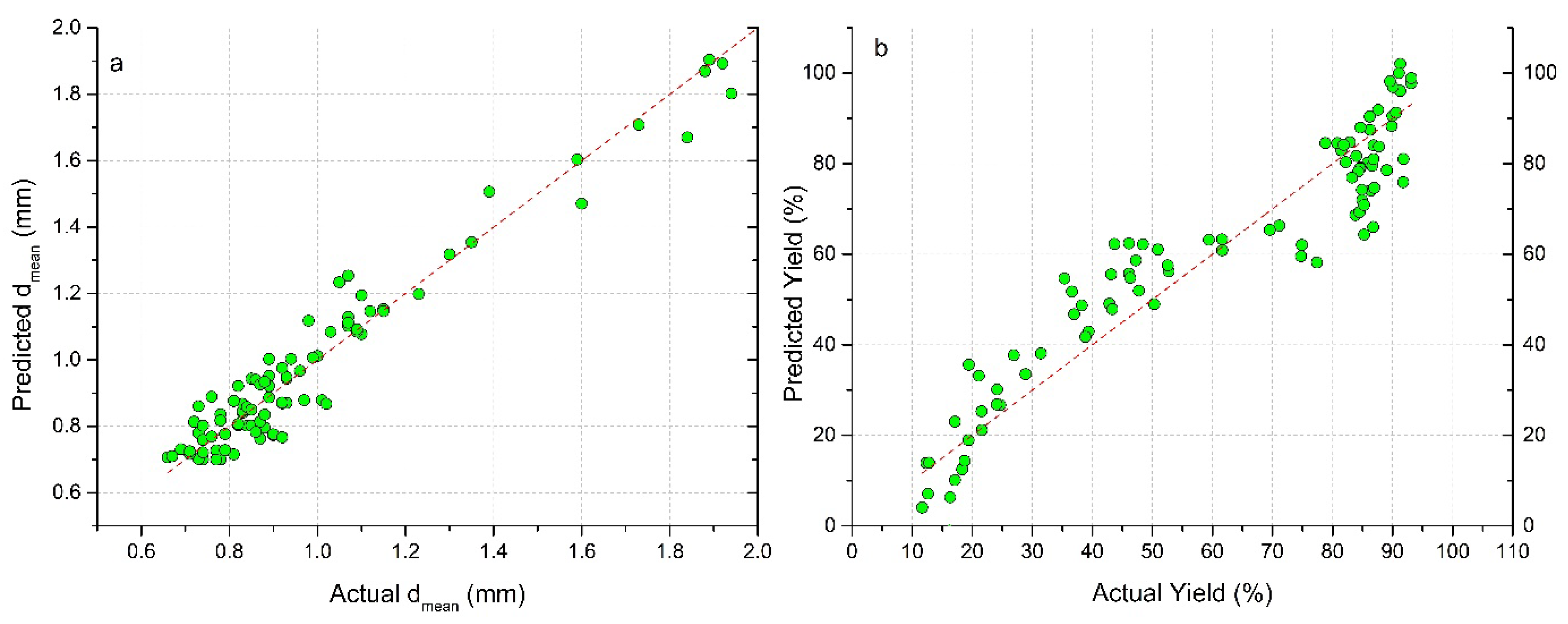
3.11. Application of Surface Response Methodology to Predict Granule Size and Process Yield
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rajniak, P.; Stepanek, F.; Dhanasekharan, K.; Fan, R.; Mancinelli, C.; Chern, R.T. A combined experimental and computational study of wet granulation in a Wurster fluid bed granulator. Powder Technol. 2009, 189, 190–210. [Google Scholar] [CrossRef]
- Thapa, P.; Tripathi, J.; Jeong, S.H. Recent trends and future perspective of pharmaceutical wet granulation for better process understanding and product development. Powder Technol. 2019, 344, 864–882. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, growth and breakage phenomena in agitated wet granulation processes: A review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Liu, B.; Wang, J.; Zeng, J.; Zhao, L.; Wang, Y.; Feng, Y.; Du, R. A review of high shear wet granulation for better process understanding, control and product development. Powder Technol. 2021, 381, 204–223. [Google Scholar] [CrossRef]
- Han, J.K.; Shin, B.S.; Choi, D.H. Comprehensive study of intermediate and critical quality attributes for process control of high-shear wet granulation using multivariate analysis and the quality by design approach. Pharmaceutics 2019, 11, 252. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oka, S.; Emady, H.; Kašpar, O.; Tokárová, V.; Muzzio, F.; Štěpánek, F.; Ramachandran, R. The effects of improper mixing and preferential wetting of active and excipient ingredients on content uniformity in high shear wet granulation. Powder Technol. 2015, 278, 266–277. [Google Scholar] [CrossRef]
- Suresh, P.; Sreedhar, I.; Vaidhiswaran, R.; Venugopal, A. A comprehensive review on process and engineering aspects of pharmaceutical wet granulation. Chem. Eng. J. 2017, 328, 785–815. [Google Scholar] [CrossRef]
- Hapgood, K.P.; Litster, J.D.; Smith, R. Nucleation regime map for liquid bound granules. AIChE J. 2003, 49, 350–361. [Google Scholar] [CrossRef]
- Cavinato, M.; Andreato, E.; Bresciani, M.; Pignatone, I.; Bellazzi, G.; Franceschinis, E.; Realdon, N.; Canu, P.; Santomaso, A.C. Combining formulation and process aspects for optimizing the high-shear wet granulation of common drugs. Int. J. Pharm. 2011, 416, 229–241. [Google Scholar] [CrossRef]
- Hansuld, E.M.; Briens, L. A review of monitoring methods for pharmaceutical wet granulation. Int. J. Pharm. 2014, 472, 192–201. [Google Scholar] [CrossRef]
- Lee, K.T.; Ingram, A.; Rowson, N.A. Comparison of granule properties produced using Twin Screw Extruder and High Shear Mixer: A step towards understanding the mechanism of twin screw wet granulation. Powder Technol. 2013, 238, 91–98. [Google Scholar] [CrossRef]
- Kyttä, K.M.; Lakio, S.; Wikström, H.; Sulemanji, A.; Fransson, M.; Ketolainen, J.; Tajarobi, P. Comparison between twin-screw and high-shear granulation—The effect of filler and active pharmaceutical ingredient on the granule and tablet properties. Powder Technol. 2020, 376, 178–198. [Google Scholar] [CrossRef]
- Trpělková, Ž.; Hurychová, H.; Kuentz, M.; Vraníková, B.; Šklubalová, Z. Introduction of the energy to break an avalanche as a promising parameter for powder flowability prediction. Powder Technol. 2020, 375, 33–41. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys. Prototyp. 2017, 12, 3–29. [Google Scholar] [CrossRef]
- Roostaei, M.; Hosseini, S.A.; Soroush, M.; Velayati, A.; Alkouh, A.; Mahmoudi, M.; Ghalambor, A.; Fattahpour, V. Comparison of various particle-size distribution-measurement methods. SPE Reserv. Eval. Eng. 2020, 23, 1159–1179. [Google Scholar] [CrossRef]
- Yu, W.; Muteki, K.; Zhang, L.; Kim, G. Prediction of bulk powder flow performance using comprehensive particle size and particle shape distributions. J. Pharm. Sci. 2011, 100, 284–293. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.; Hancock, B.C. Evaluation of dynamic image analysis for characterizing pharmaceutical excipient particles. Int. J. Pharm. 2008, 361, 150–157. [Google Scholar] [CrossRef]
- Lillotte, T.D.; Bebernik, P.; Wagner, K.G. A novel approach to determine the granule density of milled ribbons using multi-stage air classification combined with dynamic image analysis. Powder Technol. 2021, 381, 685–697. [Google Scholar] [CrossRef]
- Nalluri, V.R.; Schirg, P.; Gao, X.; Virdis, A.; Imanidis, G.; Kuentz, M. Different modes of dynamic image analysis in monitoring of pharmaceutical dry milling process. Int. J. Pharm. 2010, 391, 107–114. [Google Scholar] [CrossRef]
- Czajkowska, M.; Sznitowska, M.; Kleinebudde, P. Determination of coating thickness of minitablets and pellets by dynamic image analysis. Int. J. Pharm. 2015, 495, 347–353. [Google Scholar] [CrossRef]
- Yang, Y.; Wei, Z.; Fourie, A.; Chen, Y.; Zheng, B.; Wang, W.; Zhuang, S. Particle shape analysis of tailings using digital image processing. Environ. Sci. Pollut. Res. 2019, 26, 26397–26403. [Google Scholar] [CrossRef] [PubMed]
- Ulusoy, U. Dynamic image analysis of differently milled talc particles and comparison by various methods. Part. Sci. Technol. 2018, 36, 332–339. [Google Scholar] [CrossRef]
- Cepuritis, R.; Garboczi, E.J.; Jacobsen, S.; Snyder, K.A. Comparison of 2-D and 3-D shape analysis of concrete aggregate fines from VSI crushing. Powder Technol. 2017, 309, 110–125. [Google Scholar] [CrossRef]
- Shang, Y.; Kaakinen, A.; Beets, C.J.; Prins, M.A. Aeolian silt transport processes as fingerprinted by dynamic image analysis of the grain size and shape characteristics of Chinese loess and Red Clay deposits. Sediment. Geol. 2018, 375, 36–48. [Google Scholar] [CrossRef]
- Bandini, V.; Biondi, G.; Cascone, E.; Di Filippo, G. Dynamic image analysis of Etna Sand in one-dimensional compression. Meas. J. Int. Meas. Confed. 2017, 104, 336–346. [Google Scholar] [CrossRef]
- Ulusoy, U.; Yekeler, M. Dynamic image analysis of calcite particles created by different mills. Int. J. Miner. Process. 2014, 133, 83–90. [Google Scholar] [CrossRef]
- Ulusoy, U.; Igathinathane, C. Dynamic image based shape analysis of hard and lignite coal particles ground by laboratory ball and gyro mills. Fuel Process. Technol. 2014, 126, 350–358. [Google Scholar] [CrossRef]
- Ulusoy, U.; Igathinathane, C. Particle size distribution modeling of milled coals by dynamic image analysis and mechanical sieving. Fuel Process. Technol. 2016, 143, 100–109. [Google Scholar] [CrossRef]
- Sandler, N.; Wilson, D. Prediction of granule packing and flow behavior based on particle size and shape analysis. J. Pharm. Sci. 2010, 99, 958–968. [Google Scholar] [CrossRef]
- De Simone, V.; Caccavo, D.; Lamberti, G.; d’Amore, M.; Barba, A.A. Wet-granulation process: Phenomenological analysis and process parameters optimization. Powder Technol. 2018, 340, 411–419. [Google Scholar] [CrossRef]
- Kumar, A.; Vercruysse, J.; Bellandi, G.; Gernaey, K.V.; Vervaet, C.; Remon, J.P.; De Beer, T.; Nopens, I. Experimental investigation of granule size and shape dynamics in twin-screw granulation. Int. J. Pharm. 2014, 475, 485–495. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Madarász, L.; Nagy, Z.K.; Hoffer, I.; Szabó, B.; Csontos, I.; Pataki, H.; Démuth, B.; Szabó, B.; Csorba, K.; Marosi, G. Real-time feedback control of twin-screw wet granulation based on image analysis. Int. J. Pharm. 2018, 547, 360–367. [Google Scholar] [CrossRef] [PubMed]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Wet granulation in laboratory-scale high shear mixers: Effect of chopper presence, design and impeller speed. Powder Technol. 2011, 206, 34–43. [Google Scholar] [CrossRef]
- Shi, L.; Feng, Y.; Sun, C.C. Origin of profound changes in powder properties during wetting and nucleation stages of high-shear wet granulation of microcrystalline cellulose. Powder Technol. 2011, 208, 663–668. [Google Scholar] [CrossRef]
- Osei-Yeboah, F.; Zhang, M.; Feng, Y.; Sun, C.C. A formulation strategy for solving the overgranulation problem in high shear wet granulation. J. Pharm. Sci. 2014, 103, 2434–2440. [Google Scholar] [CrossRef]
- Morkhade, D.M. Comparative impact of different binder addition methods, binders and diluents on resulting granule and tablet attributes via high shear wet granulation. Powder Technol. 2017, 320, 114–124. [Google Scholar] [CrossRef]
- Cavinato, M.; Franceschinis, E.; Cavallari, S.; Realdon, N.; Santomaso, A. Relationship between particle shape and some process variables in high shear wet granulation using binders of different viscosity. Chem. Eng. J. 2010, 164, 292–298. [Google Scholar] [CrossRef]
- Veronica, N.; Goh, H.P.; Kang, C.Y.X.; Liew, C.V.; Heng, P.W.S. Influence of spray nozzle aperture during high shear wet granulation on granule properties and its compression attributes. Int. J. Pharm. 2018, 553, 474–482. [Google Scholar] [CrossRef]
- Nalesso, S.; Codemo, C.; Franceschinis, E.; Realdon, N.; Artoni, R.; Santomaso, A.C. Texture analysis as a tool to study the kinetics of wet agglomeration processes. Int. J. Pharm. 2015, 485, 61–69. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shi, L.; Feng, Y.; Sun, C.C. Initial moisture content in raw material can profoundly influence high shear wet granulation process. Int. J. Pharm. 2011, 416, 43–48. [Google Scholar] [CrossRef]
- Mangwandi, C.; Adams, M.J.; Hounslow, M.J.; Salman, A.D. Effect of impeller speed on mechanical and dissolution properties of high-shear granules. Chem. Eng. J. 2010, 164, 305–315. [Google Scholar] [CrossRef]
- Liu, E.J.; Cashman, K.V.; Rust, A.C. Optimising shape analysis to quantify volcanic ash morphology. GeoResJ 2015, 8, 14–30. [Google Scholar] [CrossRef] [Green Version]
- Altuhafi, F.; O’Sullivan, C.; Cavarretta, I. Analysis of an Image-Based Method to Quantify the Size and Shape of Sand Particles. J. Geotech. Geoenviron. Eng. 2013, 139, 1290–1307. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, J. 3D quantitative shape analysis on form, roundness, and compactness with μCT. Powder Technol. 2016, 291, 262–275. [Google Scholar] [CrossRef] [Green Version]
- Bullard, J.W.; Garboczi, E.J. Defining shape measures for 3D star-shaped particles: Sphericity, roundness, and dimensions. Powder Technol. 2013, 249, 241–252. [Google Scholar] [CrossRef]
- Chen, M.; Wu, S.; Xu, S.; Yu, B.; Shilbayeh, M.; Liu, Y.; Zhu, X.; Wang, J.; Gong, J. Caking of crystals: Characterization, mechanisms and prevention. Powder Technol. 2018, 337, 51–67. [Google Scholar] [CrossRef]
- Yang, J.; Luo, X.D. Exploring the relationship between critical state and particle shape for granular materials. J. Mech. Phys. Solids 2015, 84, 196–213. [Google Scholar] [CrossRef]
- Xiu, H.; Ma, F.; Li, J.; Zhao, X.; Liu, L.; Feng, P.; Yang, X.; Zhang, X.; Kozliak, E.; Ji, Y. Using fractal dimension and shape factors to characterize the microcrystalline cellulose (MCC) particle morphology and powder flowability. Powder Technol. 2020, 364, 241–250. [Google Scholar] [CrossRef]
- Almeida-Prieto, S.; Blanco-Méndez, J.; Otero-Espinar, F.J. Image Analysis of the Shape of Granulated Powder Grains. J. Pharm. Sci. 2004, 93, 621–634. [Google Scholar] [CrossRef]
- Macho, O.; Kabát, J.; Gabrišová, Ľ.; Peciar, P.; Juriga, M.; Fekete, R.; Galbavá, P.; Blaško, J.; Peciar, M. Dimensionless criteria as a tool for creation of a model for predicting the size of granules in high-shear granulation. Part. Sci. Technol. 2020, 38, 3. [Google Scholar] [CrossRef]
- Briens, L.; Logan, R. The effect of the chopper on granules from wet high-shear granulation using a PMA-1 granulator. AAPS PharmSciTech 2011, 12, 1358–1365. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Zhao, T.; Meng, Q.; Wang, X.; Zhang, B. Quantifying the Morphology of Calcareous Sands by Dynamic Image Analysis. Int. J. Geomech. 2020, 20, 04020020. [Google Scholar] [CrossRef]
- Shi, H.; Mohanty, R.; Chakravarty, S.; Cabiscol, R.; Morgeneyer, M.; Zetzener, H.; Ooi, J.Y.; Kwade, A.; Luding, S.; Magnanimo, V. Effect of particle size and cohesion on powder yielding and flow. KONA Powder Part. J. 2018, 2018, 226–250. [Google Scholar] [CrossRef] [Green Version]
- Dudhat, S.M.; Kettler, C.N.; Dave, R.H. To Study Capping or Lamination Tendency of Tablets Through Evaluation of Powder Rheological Properties and Tablet Mechanical Properties of Directly Compressible Blends. AAPS PharmSciTech 2017, 18, 1177–1189. [Google Scholar] [CrossRef]
- Tran, D.T.; Komínová, P.; Kulaviak, L.; Zámostný, P. Evaluation of multifunctional magnesium aluminosilicate materials as novel family of glidants in solid dosage products. Int. J. Pharm. 2021, 592, 120054. [Google Scholar] [CrossRef] [PubMed]
- Patil, S.; Pandit, A.; Godbole, A.; Dandekar, P.; Jain, R. Chitosan based co-processed excipient for improved tableting. Carbohydr. Polym. Technol. Appl. 2021, 2, 100071. [Google Scholar] [CrossRef]
- Sun, C.C. Mechanism of moisture induced variations in true density and compaction properties of microcrystalline cellulose. Int. J. Pharm. 2008, 346, 93–101. [Google Scholar] [CrossRef] [PubMed]
- Shi, L.; Feng, Y.; Sun, C.C. Roles of granule size in over-granulation during high shear wet granulation. J. Pharm. Sci. 2010, 99, 3322–3325. [Google Scholar] [CrossRef] [PubMed]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Rheology, granule growth and granule strength: Application to the wet granulation of lactose-MCC mixtures. Powder Technol. 2011, 208, 441–453. [Google Scholar] [CrossRef]
- Osei-Yeboah, F.; Feng, Y.; Sun, C.C. Evolution of structure and properties of granules containing microcrystalline cellulose and polyvinylpyrrolidone during high-shear wet granulation. J. Pharm. Sci. 2014, 103, 207–215. [Google Scholar] [CrossRef]
- Rahmanian, N.; Ghadiri, M.; Jia, X.; Stepanek, F. Characterisation of granule structure and strength made in a high shear granulator. Powder Technol. 2009, 192, 184–194. [Google Scholar] [CrossRef]
- Zegzulka, J.; Gelnar, D.; Jezerska, L.; Prokes, R.; Rozbroj, J. Characterization and flowability methods for metal powders. Sci. Rep. 2020, 10, 21004. [Google Scholar] [CrossRef]
- Bouwman, A.M.; Henstra, M.J.; Westerman, D.; Chung, J.T.; Zhang, Z.; Ingram, A.; Seville, J.P.K.; Frijlink, H.W. The effect of the amount of binder liquid on the granulation mechanisms and structure of microcrystalline cellulose granules prepared by high shear granulation. Int. J. Pharm. 2005, 290, 129–136. [Google Scholar] [CrossRef] [PubMed]
- Maroof, M.A.; Mahboubi, A.; Noorzad, A.; Safi, Y. A new approach to particle shape classification of granular materials. Transp. Geotech. 2020, 22, 100296. [Google Scholar] [CrossRef]
- Dai, B.B.; Yang, J.; Zhou, C.Y.; Zhang, W. Effect of particle shape on the formation of sandpile. In International Conference on Discrete Element Methods; Springer: Singapore, 2017; Volume 188, pp. 767–776. [Google Scholar] [CrossRef]
- Fonteyne, M.; Soares, S.; Vercruysse, J.; Peeters, E.; Burggraeve, A.; Vervaet, C.; Remon, J.P.; Sandler, N.; De Beer, T. Prediction of quality attributes of continuously produced granules using complementary pat tools. Eur. J. Pharm. Biopharm. 2012, 82, 429–436. [Google Scholar] [CrossRef] [Green Version]
- Mahdi, F.; Hassanpour, A.; Muller, F. An investigation on the evolution of granule formation by in-process sampling of a high shear granulator. Chem. Eng. Res. Des. 2018, 129, 403–411. [Google Scholar] [CrossRef]
- Shi, L.; Feng, Y.; Sun, C.C. Massing in high shear wet granulation can simultaneously improve powder flow and deteriorate powder compaction: A double-edged sword. Eur. J. Pharm. Sci. 2011, 43, 50–56. [Google Scholar] [CrossRef]
- Bacher, C.; Olsen, P.M.; Bertelsen, P.; Sonnergaard, J.M. Compressibility and compactibility of granules produced by wet and dry granulation. Int. J. Pharm. 2008, 358, 69–74. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Description | Scheme |
|---|---|---|---|
| Area | A | Area of projected particle. Calculated as an average area of the sequence of 3D images. |  |
| Perimeter | P | Perimeter of the projected image. Calculated as an average perimeter of the sequence of 3D images. |  |
| Convex Hull Area | CHA | The convex outline of a projected shape having concavities. |  |
| Area Equivalent diameter | Da | Spheres of equal area to the original particle. Average area in the sequence of 3D images. |  |
| Equivalent Perimeter diameter | Dp | Spheres of equal perimeter to the original particle. Average area in the sequence of 3D images. |  |
| Feret length | FL | Maximal distance between parallel tangents. |  |
| Feret thickness | FT | Minimum distance between parallel tangents. Measured as minimum particle width in the sequence of 3D images. |  |
| Impeller Speed (rpm) | Mean Value | STDEV | 5th Percentile | 25th Percentile | Median | 75th Percentile | 95th Percentile | |
|---|---|---|---|---|---|---|---|---|
| dmean (mm) | 300 | 1.244 | 0.392 | 0.89 | 0.97 | 1.06 | 1.59 | 1.94 |
| 500 | 0.946 | 0.192 | 0.78 | 0.83 | 0.88 | 0.99 | 1.35 | |
| 700 | 0.826 | 0.139 | 0.67 | 0.735 | 0.78 | 0.875 | 1.15 | |
| Yield (%) | 300 | 58.9 | 26.2 | 18.3 | 38.8 | 61.6 | 82.8 | 91.8 |
| 500 | 67.6 | 25.9 | 19.4 | 46.1 | 84.6 | 86.8 | 93.1 | |
| 700 | 62.0 | 29.2 | 12.8 | 32.9 | 79.8 | 86.2 | 91.0 | |
| φ (-) | 300 | 0.875 | 0.049 | 0.79 | 0.83 | 0.91 | 0.91 | 0.93 |
| 500 | 0.923 | 0.019 | 0.88 | 0.91 | 0.93 | 0.94 | 0.94 | |
| 700 | 0.908 | 0.043 | 0.8 | 0.9 | 0.93 | 0.93 | 0.94 | |
| AR (-) | 300 | 0.507 | 0.054 | 0.42 | 0.46 | 0.515 | 0.55 | 0.58 |
| 500 | 0.531 | 0.009 | 0.51 | 0.53 | 0.53 | 0.54 | 0.54 | |
| 700 | 0.505 | 0.026 | 0.43 | 0.5 | 0.51 | 0.52 | 0.53 | |
| r (-) | 300 | 0.471 | 0.072 | 0.36 | 0.4 | 0.495 | 0.53 | 0.56 |
| 500 | 0.522 | 0.023 | 0.47 | 0.52 | 0.53 | 0.54 | 0.55 | |
| 700 | 0.492 | 0.046 | 0.37 | 0.485 | 0.51 | 0.52 | 0.52 | |
| c (-) | 300 | 0.042 | 0.013 | 0.032 | 0.034 | 0.039 | 0.043 | 0.074 |
| 500 | 0.029 | 0.006 | 0.021 | 0.023 | 0.028 | 0.033 | 0.041 | |
| 700 | 0.029 | 0.008 | 0.021 | 0.024 | 0.028 | 0.035 | 0.05 |
| Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 8.49 | 5 | 1.70 | 284.41 | <0.0001 |
| L/S | 2.17 | 1 | 2.17 | 363.35 | <0.0001 |
| IS | 1.16 | 1 | 1.16 | 194.55 | <0.0001 |
| L/S × IS | 0.4514 | 1 | 0.4514 | 75.60 | <0.0001 |
| L/S2 | 1.31 | 1 | 1.31 | 218.61 | <0.0001 |
| IS2 | 0.0354 | 1 | 0.0354 | 5.93 | 0.0169 |
| Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 63,398.24 | 5 | 12,679.65 | 138.32 | <0.0001 |
| L/S | 61,713.25 | 1 | 61,713.25 | 673.21 | <0.0001 |
| IS | 1435.83 | 1 | 1435.83 | 15.66 | 0.0002 |
| L/S × IS | 184.50 | 1 | 184.50 | 2.01 | 0.1596 |
| L/S2 | 1443.32 | 1 | 1443.32 | 15.74 | 0.0002 |
| IS2 | 2144.73 | 1 | 2144.73 | 23.40 | 0.0169 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Macho, O.; Gabrišová, Ľ.; Peciar, P.; Juriga, M.; Kubinec, R.; Rajniak, P.; Svačinová, P.; Vařilová, T.; Šklubalová, Z. Systematic Study of the Effects of High Shear Granulation Parameters on Process Yield, Granule Size, and Shape by Dynamic Image Analysis. Pharmaceutics 2021, 13, 1894. https://doi.org/10.3390/pharmaceutics13111894
Macho O, Gabrišová Ľ, Peciar P, Juriga M, Kubinec R, Rajniak P, Svačinová P, Vařilová T, Šklubalová Z. Systematic Study of the Effects of High Shear Granulation Parameters on Process Yield, Granule Size, and Shape by Dynamic Image Analysis. Pharmaceutics. 2021; 13(11):1894. https://doi.org/10.3390/pharmaceutics13111894
Chicago/Turabian StyleMacho, Oliver, Ľudmila Gabrišová, Peter Peciar, Martin Juriga, Róbert Kubinec, Pavol Rajniak, Petra Svačinová, Tereza Vařilová, and Zdenka Šklubalová. 2021. "Systematic Study of the Effects of High Shear Granulation Parameters on Process Yield, Granule Size, and Shape by Dynamic Image Analysis" Pharmaceutics 13, no. 11: 1894. https://doi.org/10.3390/pharmaceutics13111894