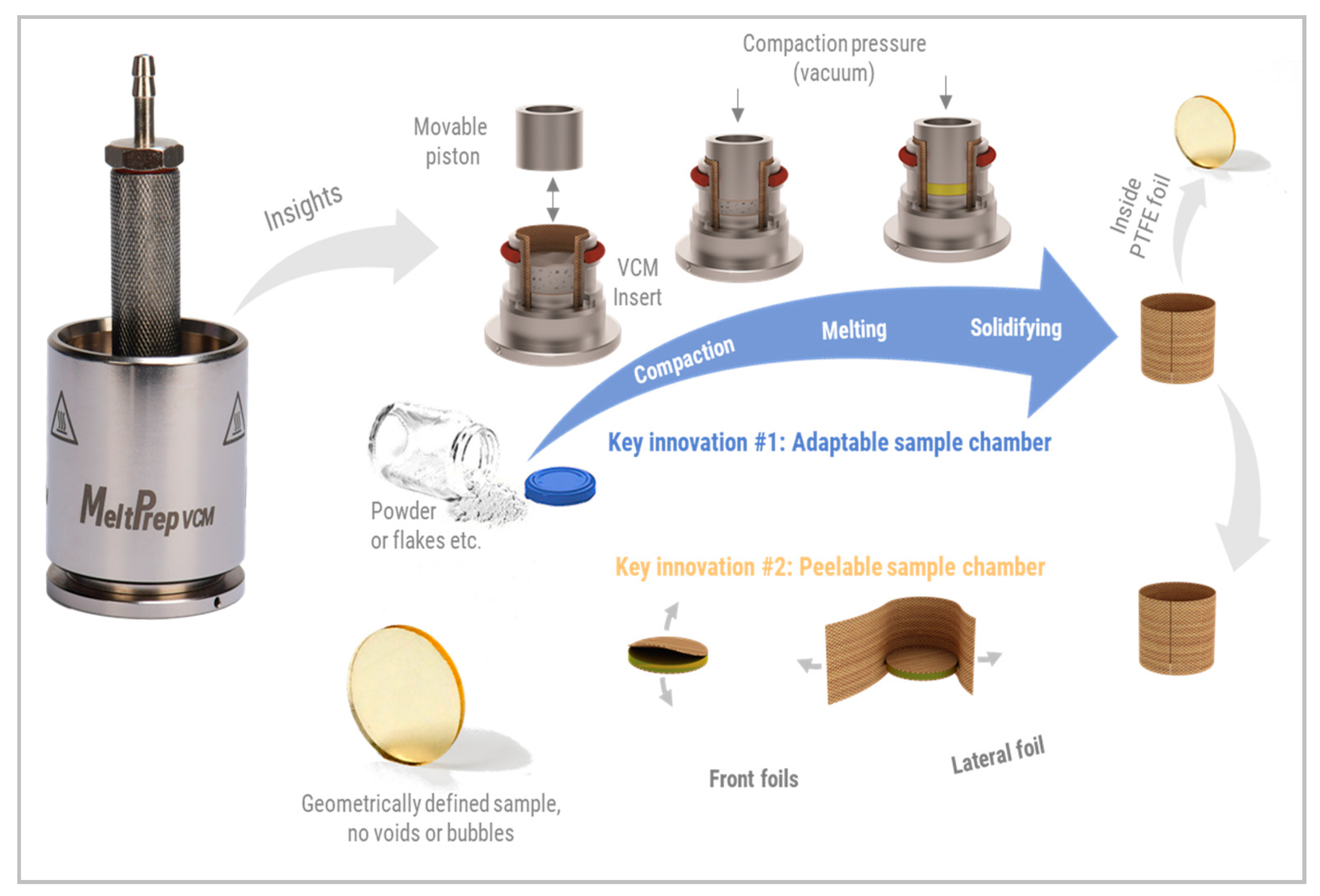
3.1. Vacuum Compression Molding
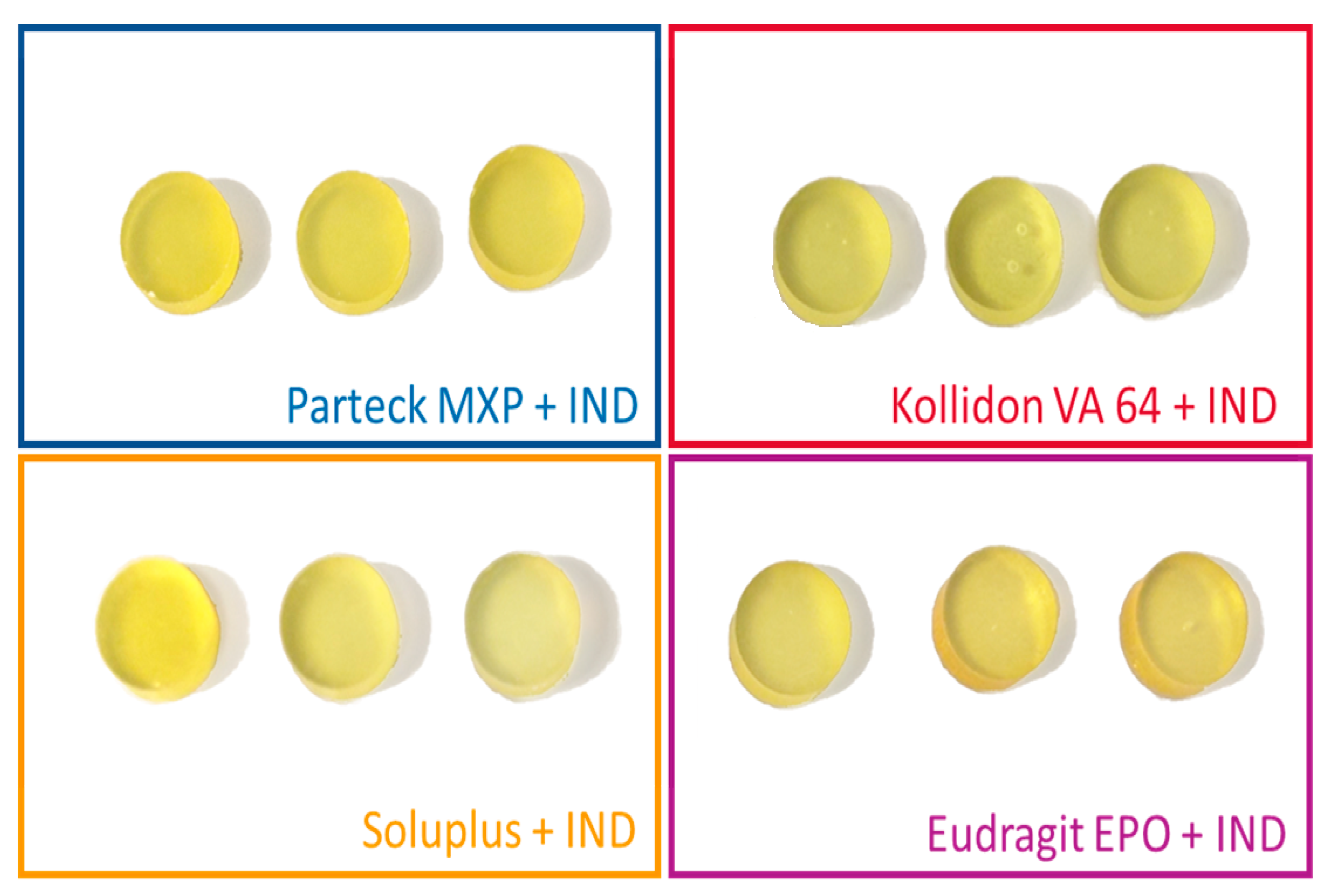
Images of the produced VCM discs are shown in
Figure 3. The VCM discs had a defined cylindrical geometry and a yellowish appearance with all polymers. All discs were transparent, no crystals were visible, indicating that indomethacin was dissolved in the carrier materials. The Kollidon
® VA 64 samples occasionally showed some bubbles, which might be related to residual moisture of the material. Compared to extrusion temperature readings, VCM requires slightly higher hot plate temperatures to compensate for non-existing shear heating. It does not mean that VCM requires higher processing temperatures compared to the macroscopic extruder temperature readings, as the readouts of the extruder do not capture local shear heating within the polymer melt. Temperature increases of 20 °C or even more are typical values obtained by simulations conducted to evaluate shear heating during twin-screw extrusion [
41].
Table 5 shows the lossless preparation of the VCM samples produced for a filling weight of 167 and 500 mg for 8 mm and 20 mm, respectively. The resulting VCM samples were showing that no material was lost during VCM processing. This was statistically analyzed by comparing before and after weights for each corresponding polymer mixtures with a two-tailed paired
t-test with a confidence interval of 95%. A
p-value of more than 0.05 was obtained for each of the comparisons indicating that the difference is non-significant. The visual inspection indicated amorphization, and the samples were further analyzed in the subsequent analysis sections. The VCM samples (
n = 3 for each dimension), as used to screen one formulation, required less than 2 g of starting material, which corresponds to 1/5 of the 3-min flushing time of the small-scale extruder chosen for this study. Further, potential downscaling using small-scale analysis tools will also allow using smaller VCM tools, e.g., with 2 mm diameter, making screenings in the mg-scale feasible.
3.4. PXRD Analysis
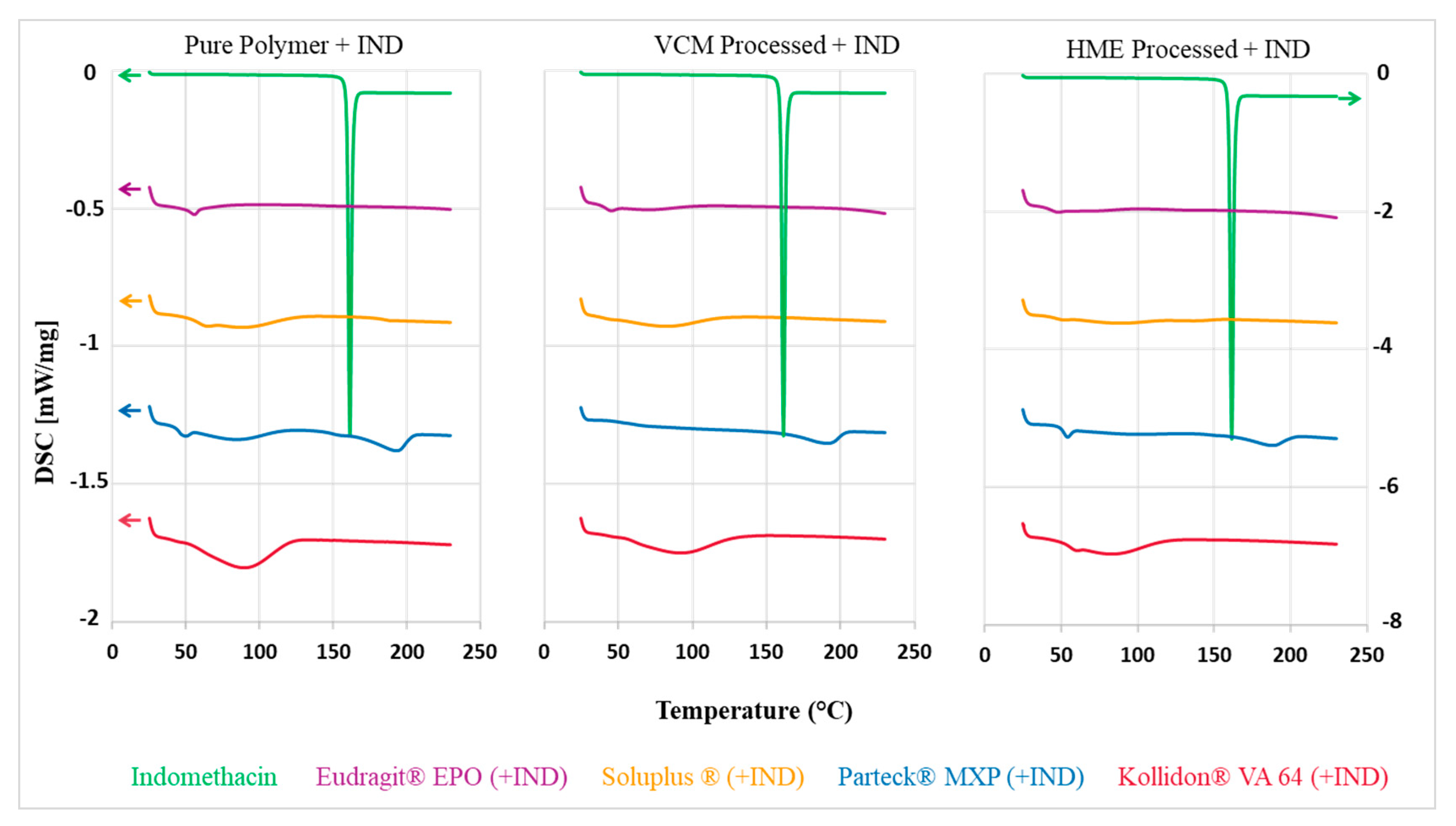
DSC studies indicated drug-polymer miscibility in the HME and VCM formulations. However, DSC measurements have limited sensitivity of measuring crystalline residuals within the material. Therefore, the solid-state of the formulations was further investigated by the PXRD analysis.
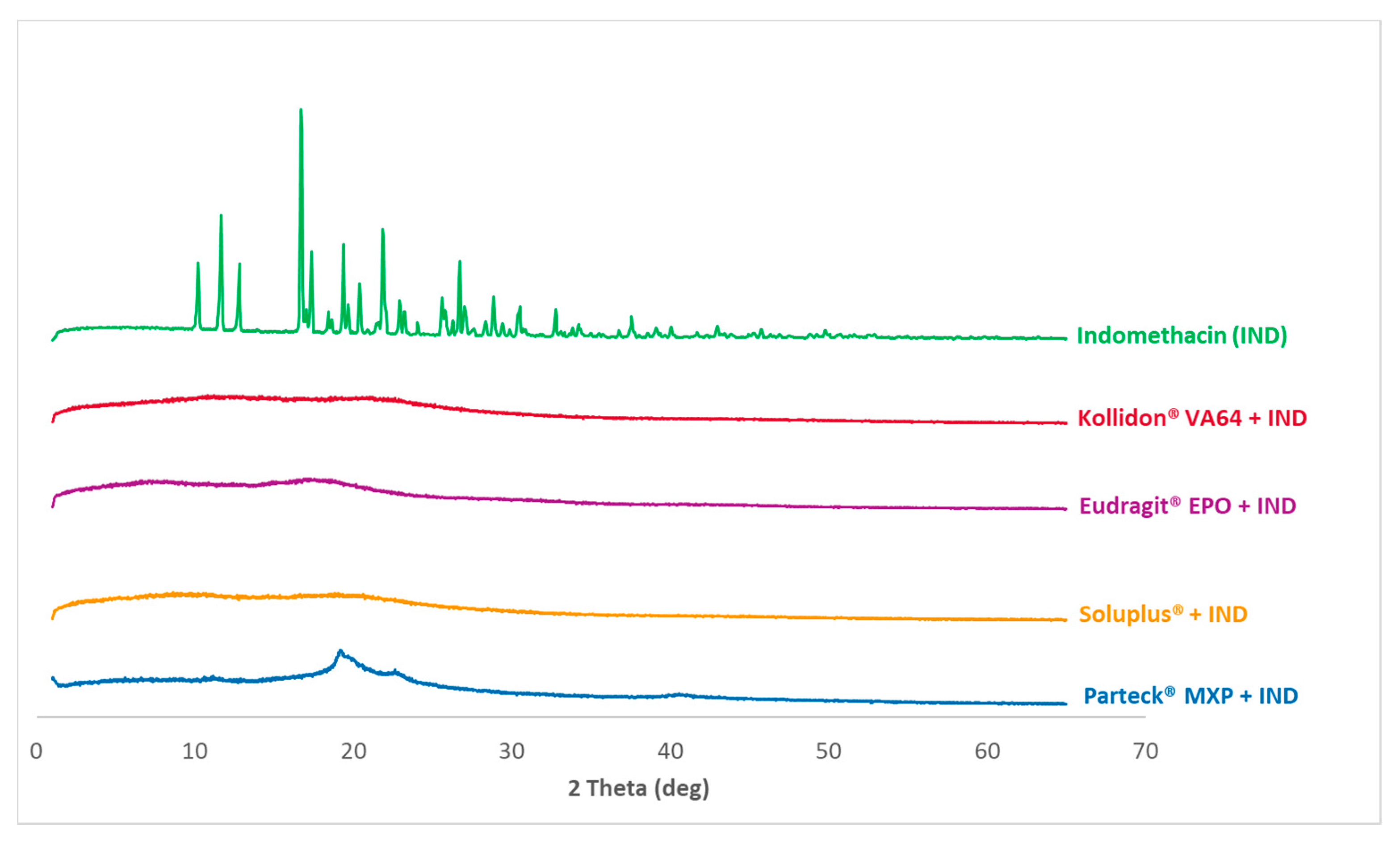
Figure 5 shows the diffractograms of the measured data of processed VCM samples as well as the cryo-milled physical mixtures of each polymer and indomethacin.
Figure 6 shows the diffractograms of processed HME samples. The reference data of pure indomethacin show a significant crystalline peak confirming the crystalline state of the starting material.
XRD pattern for the milled extrudate and milled VCM samples showed a complete absence of characteristic crystalline peaks of indomethacin. Both melt processing routes (HME and VCM) deliver comparable results. In contrast, Parteck® MXP shows a broad halo between 2θ of 19°–25° confirming the semi-crystalline nature of PVA polymer.
The solid-state of the cryo-milled mixtures, as seen in
Figure 5, is already influenced via the cryo-milling process. The effect of cryo-milling on polymorphic transformation has been reported earlier for indomethacin [
42]. The formation of an amorphous state upon cryo-milling is because of the continuous disordering process of the indomethacin lattice [
43]. This observed amorphization in indomethacin is a cryo-milling time-dependent process, and it has been extensively studied and reported [
43,
44]. In the case of Parteck
® MXP and Kollidon
® VA 64, this effect is seen to be more pronounced than in Eudragit
® EPO and Soluplus
®. As cryo-milling was not the objective of the study, the observed differences in the amorphization of the physical mixtures were not further explored.
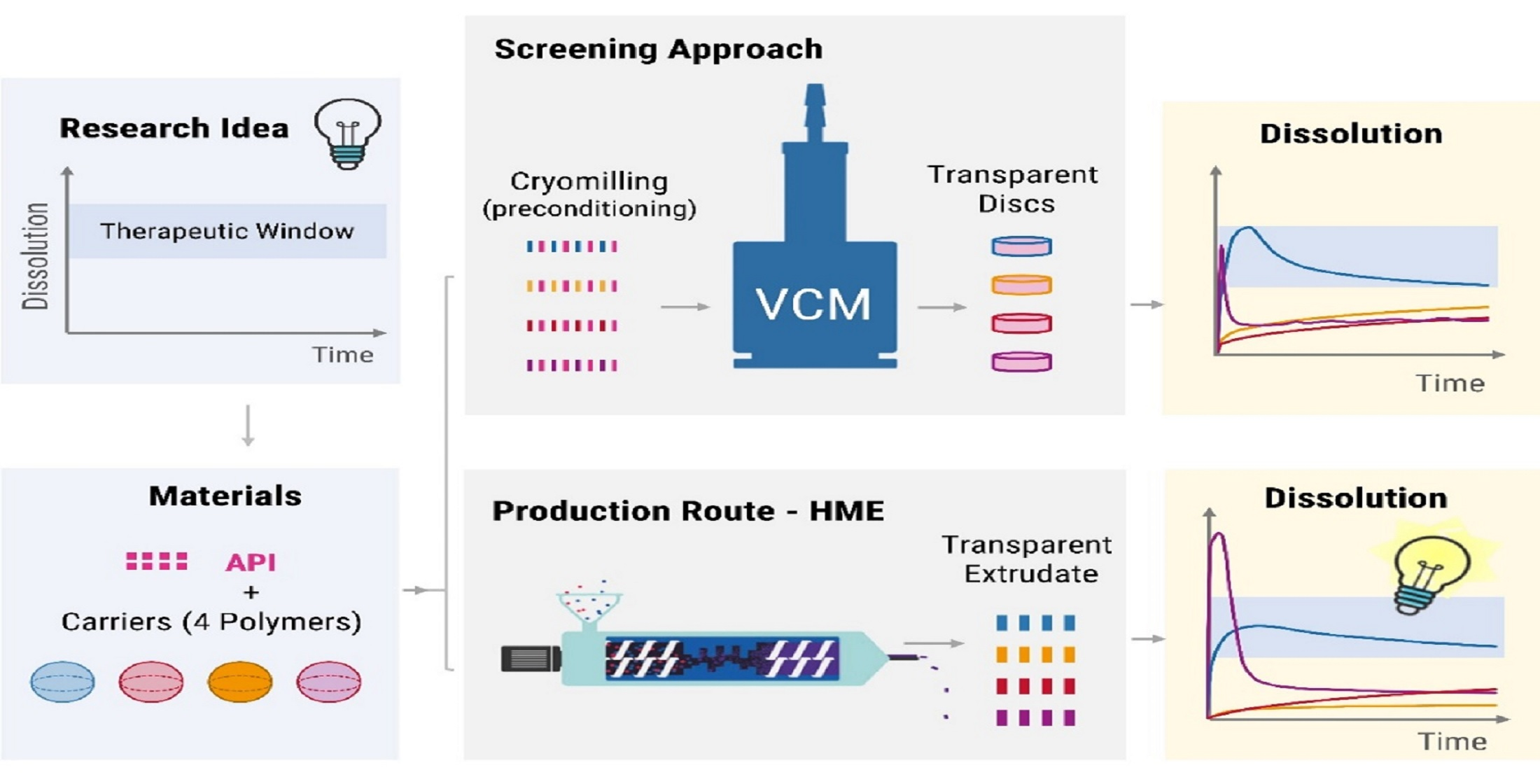
When VCM screening is applied, cryo-milling is beneficial since it provides uniform mixing and size reduction for the physical mixture. The short cryo-milling as preconditioning decreases the physical mixtures crystallinity by bringing the path length (particle dimensions) down to small length scales that can make diffusion as the main mixing mechanism. The VCM process can achieve the full amorphization of the subjected formulation without stressing the material.
3.5. Dissolution
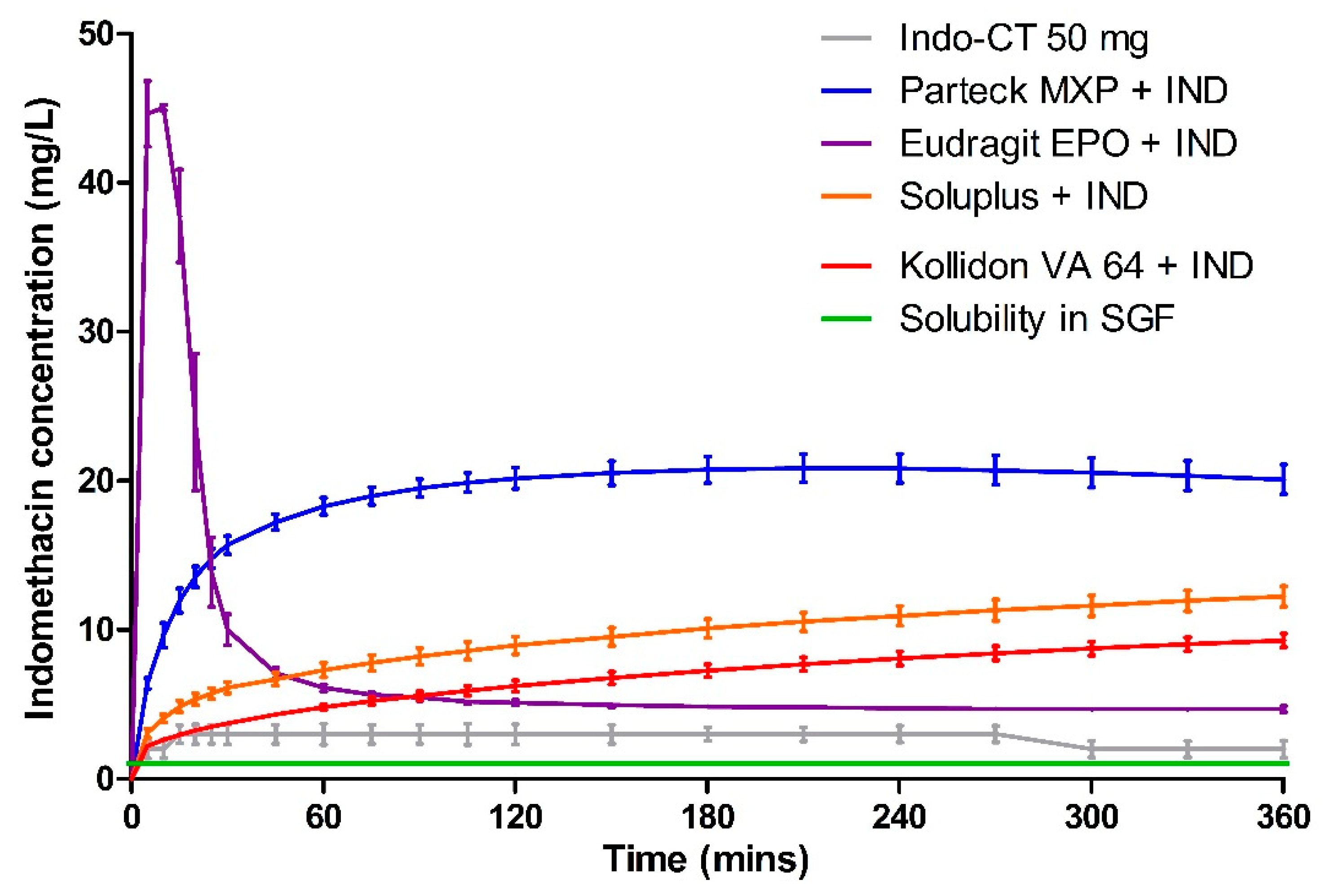
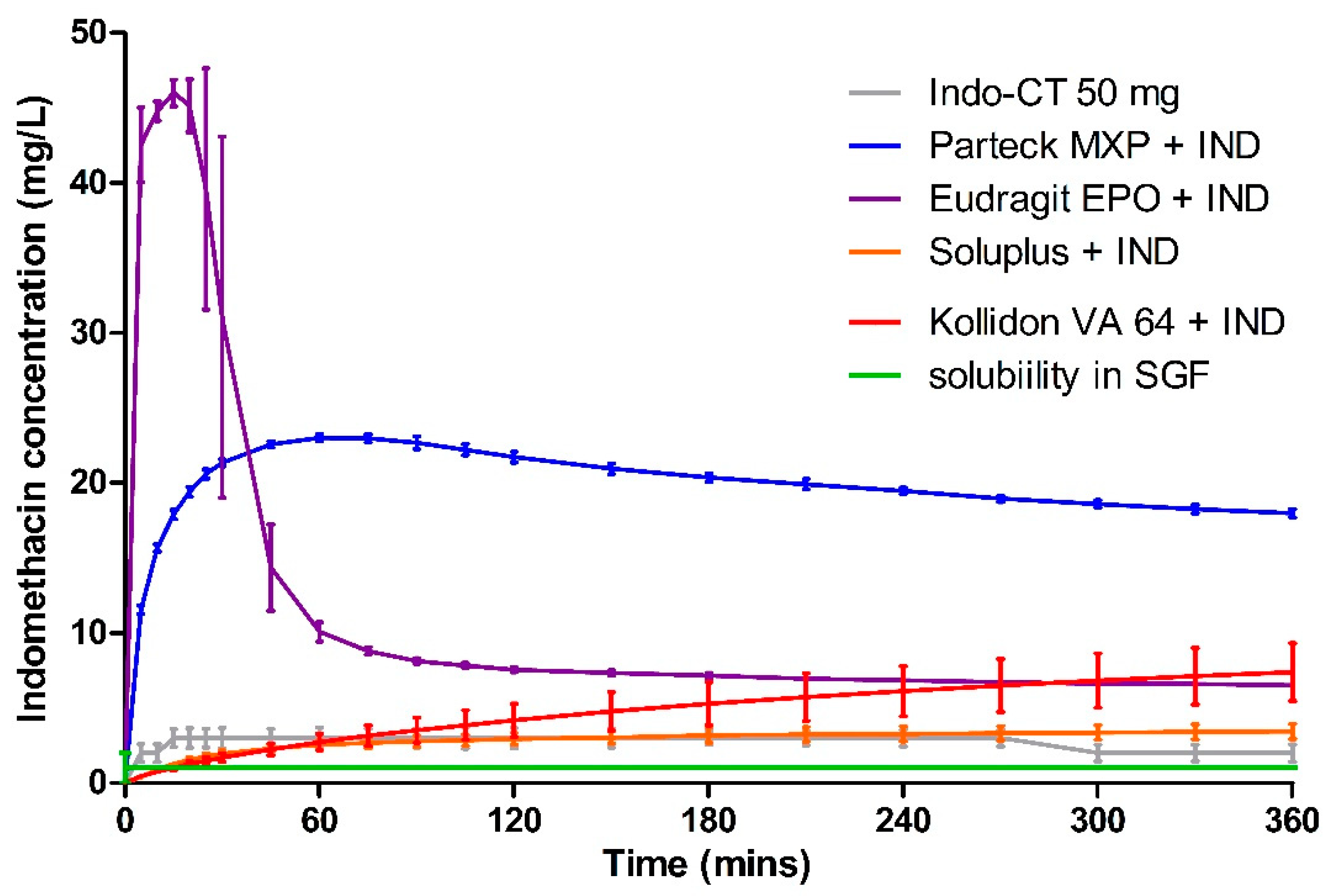
Dissolution data of milled VCM samples and milled HME samples are presented in
Figure 7 and
Figure 8, respectively.
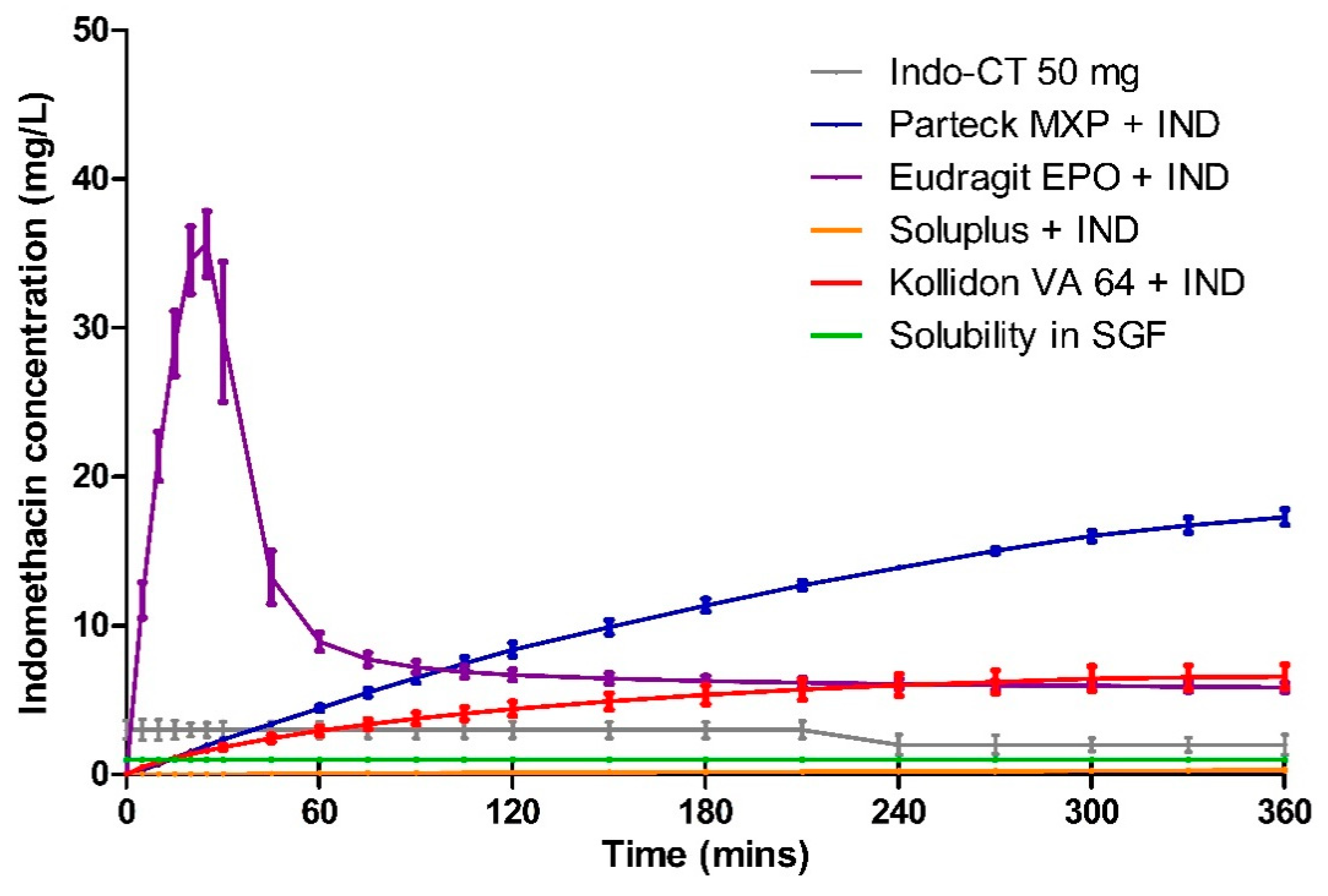
Figure 9 represents the dissolution data of the entire 8 mm VCM discs. Simulated gastric fluid (pH 1.2) was chosen to evaluate the supersaturation of indomethacin via the amorphous matrix. The 8 mm discs were directly used for the dissolution while the 20 mm samples were milled. The factors that played a vital role in the release behavior were the nature of the excipients and the surface area of the samples during the dissolution study. In the case of 8 mm discs, as they were placed intact in the dissolution medium, it had less surface area and hence very small surface was exposed to the dissolution medium to facilitate the drug release. While the 20 mm VCM and HME samples were milled, a large surface area was available for drug dissolution.
The similarity between the milled VCM and HME samples is shown using the
f2 similarity value. As per the FDA guidelines, the release profiles are considered similar when the
f2 value is greater than 50. If more than 85% of the drug is released, only a single value above that is considered [
45]. However, in the case of our results, the steady-state concentration for all the formulations was found to be less than 85%. Hence, for the
f2 value calculations, we considered all the timepoints from the study.
A very rapid onset can be observed for Eudragit
® EPO in the milled VCM and HME samples with a release of 45.04 ± 0.19 mg/L in 10 min and 46.00 ± 0.88 mg/L in 15 min, respectively. After an initial supersaturation for Eudragit
® EPO, precipitation occurs resulting in reduced concentrations. After 60 min, Eudragit
® EPO was able to maintain the drug concentration of at least 4.68 ± 0.20 mg/L for milled VCM samples and 6.53 ± 0.05 mg/L for milled HME samples until the end of the study. The observed release is due to the pH-sensitive solubility of Eudragit
® EPO in gastric juices up to a pH of 5.0 [
46]. From the similarity factor (
f2 value) the drug release profile for milled VCM and HME samples is similar with the
f2 value of 50.79 (
Table 6).
For the Eudragit
® EPO 8 mm VCM discs, the highest concentration of 35.63 ± 2.21 mg/L was reached in 25 min. Similar to the milled samples, after an initial supersaturation, a stable plateau was observed at 105 min with a drug concentration of 6.88 ± 0.38 mg/L. The 8 mm VCM disc was completely dissolved by 360 min (
Figure 10) as Eudragit
® EPO is highly soluble in pH 1.2, which correlates with an initial burst release.
Parteck
® MXP showed a peak drug concentration of 20.17 ± 0.70 mg/L at 120 min for milled VCM samples and then maintained a minimum drug concentration of more than 20.10 ± 0.98 mg/L until the end of 360 min. In the case of milled HME samples, the peak drug concentration of 23.02 ± 0.22 mg/L was observed at 60 min, and a drug concentration of more than 17.99 ± 0.29 mg/L was maintained. In contrast to Eudragit
® EPO, it can maintain the supersaturation for a longer timeframe. Due to its surface-active properties, polyvinyl alcohol of Parteck
® MXP can effectively stabilize the supersaturated state for a prolonged timeframe [
47].
For the Parteck® MXP 8 mm VCM discs, a sustained and incomplete release is observed with 17.28 ± 0.53 mg/L in 360 min owing to the diffusion behavior from the intact matrix of the disc. In the case of Parteck® MXP milled HME samples and milled VCM samples had an f2 value of 70.33, showing that the drug release profiles are similar.
In all the Kollidon
® VA 64 formulations, a supersaturation is observed but with limited drug release during the entire release period. With the highest drug release of 9.29 ± 0.47 mg/L for milled VCM samples, 7.40 ± 1.92 mg/L for milled HME samples, and 6.58 ± 0.79 mg/L for 8 mm VCM discs at 360 min. The observed results can be explained as Kollidon
® VA 64 at a pH of 1.2 and may preferentially dissolve from the matrix’s exterior by forming a drug-rich amorphous hydrophobic shell that inhibits the drug release [
34]. As seen from
Figure 10, the 8 mm VCM disc had retained its shape and did not show any disintegration for the drug release to occur. For the milled VCM and HME samples, an
f2 value of 84.59 was calculated, thus proving a similar release pattern.
Unlike the other excipients, extremely limited release from the Soluplus
® was observed. In the milled VCM samples, a release of 12.25 ± 0.69 mg/L, and for milled HME samples, a release of 3.44 ± 0.5 mg/L, was observed at 360 min. The
f2 value of 61.19 was obtained, proving a similar release behavior. For the 8 mm VCM discs, the negligible release was observed with a maximum release of 0.28 ± 0.05 mg/L. From
Figure 10, we can see that Soluplus
® shows water absorption and swelling while retaining the disc-like shape. The limited release from Soluplus
® can be attributed to the possible formation of hydrogen bonds between the carboxylic groups on indomethacin and oxygen atoms in the Soluplus
®. Due to the formation of hydrogen bonding at pH 1.2, there is a reduction in the solubility of the polymer leading to decreased release [
48]. Furthermore, in the case of an 8 mm VCM disc, the surface area available for drug release is limited, while in the case of milled samples, the surface area is increased multi-folds. This increase in the surface area can explain the observed higher drug release from milled samples despite low solubility.
Compared to other polymers, PVA shows at least a four times higher drug release than Soluplus®, Kollidon® VA 64, and the marketed formulation Indo-CT 50 mg. Furthermore, compared to the solubility of the pure indomethacin, Parteck® MXP enhanced the release by almost 20 times.
The area under the curve (AUC) was calculated using the trapezoidal rule for the release profiles of milled HME, milled VCM, 8mm VCM disc, and the marketed product Indo-CT 50 mg (
Table 7). Considering the obtained AUC results of milled VCM, milled HME, and 8mm discs, we can establish an overall ranking of the polymers for ASD. From all the polymers, Parteck
® MXP showed the highest maintained supersaturation levels for indomethacin in the case of milled as well as 8mm disc samples. It was followed by Eudragit
® EPO, Kollidon
® VA 64, and then Soluplus
®. The high variability of AUCs observed for Soluplus
® can be attributed to the factors mentioned above like available surface area and hydrogen bonding. Collectively, if we compare the results obtained via the VCM tool to the results of the hot-melt extruded formulations in
Figure 7 and
Figure 8, a remarkably similar pattern can be observed. This highlights the high predictability of the MeltPrep
® VCM technology. The performance of different polymers can be assessed at a low sample size and provide high reliability of prediction.


 and
and 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}