
Economic Efficiency of Pine Wood Processing in Furniture Production

Abstract
:1. Introduction
2. Materials and Methods
2.1. Input Materials and Production Technologies
- Initial heating: The lumber was placed in the kiln and exposed to heat to increase the temperature of the wood and begin evaporating the moisture (duration 12 h).
- Drying phase: The temperature and humidity in the kiln were adjusted to create the optimal conditions for removing moisture from the lumber, a drying temperature of 60 °C, and a duration of 6–7 days.
- Final conditioning: The lumber was cooled and exposed to higher humidity to prevent cracking and warping (7 days). The final moisture content was around 12%–14%.
- Classes “0”, “I”, and “II” for processing into semi-finished furniture elements (further analysis);
- Class “III” is intended for products of low quality and as firewood.
2.2. Prices for Material Efficiency Calculations
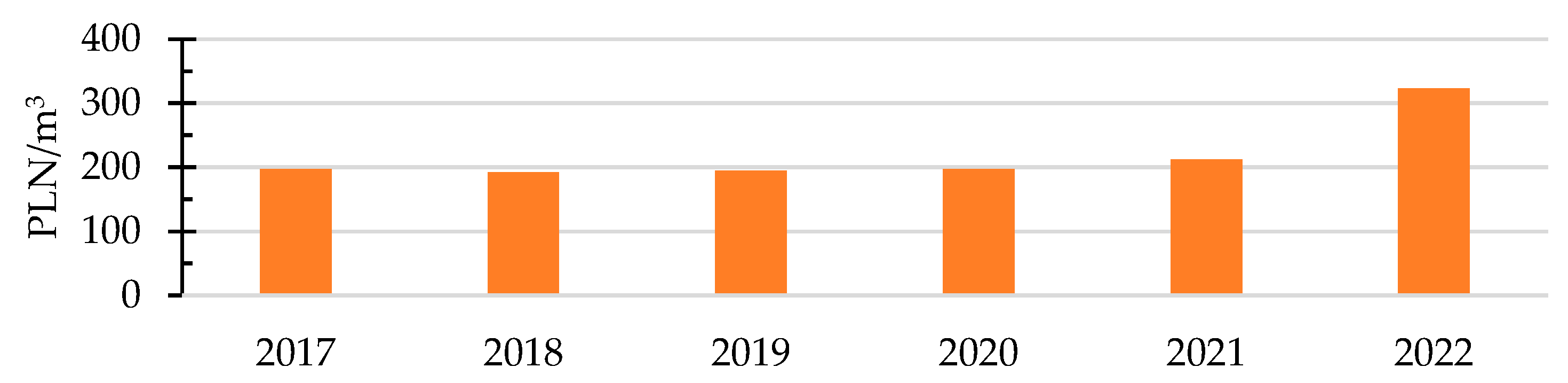
- Purchase of pine logs at market prices in Poland in 2020, 2021, and 2022;
- Processing these logs into lumber and selling byproducts;
- Processing lumber into semi-finished furniture elements and selling these elements and byproducts of this process.
2.3. Statistical Analysis
3. Results and Discussion
3.1. Material Efficiency of Lumber Production
3.2. Material Efficiency of Production of Semi-Finished Furniture Elements
3.3. Cost-Effectiveness of the Lumber Production
3.4. Cost-Effectiveness of the Production of Semi-Finished Furniture Products
4. Conclusions
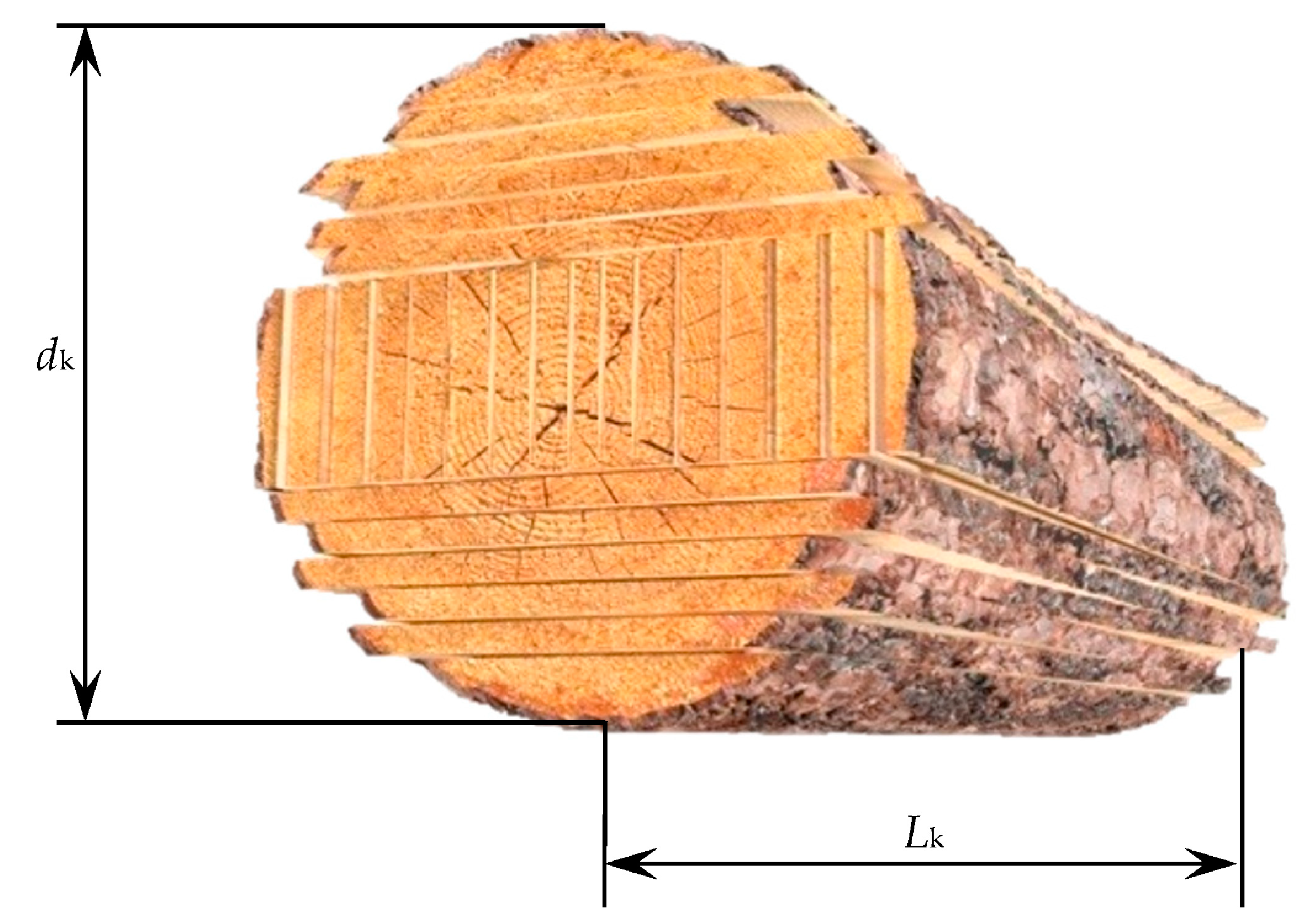
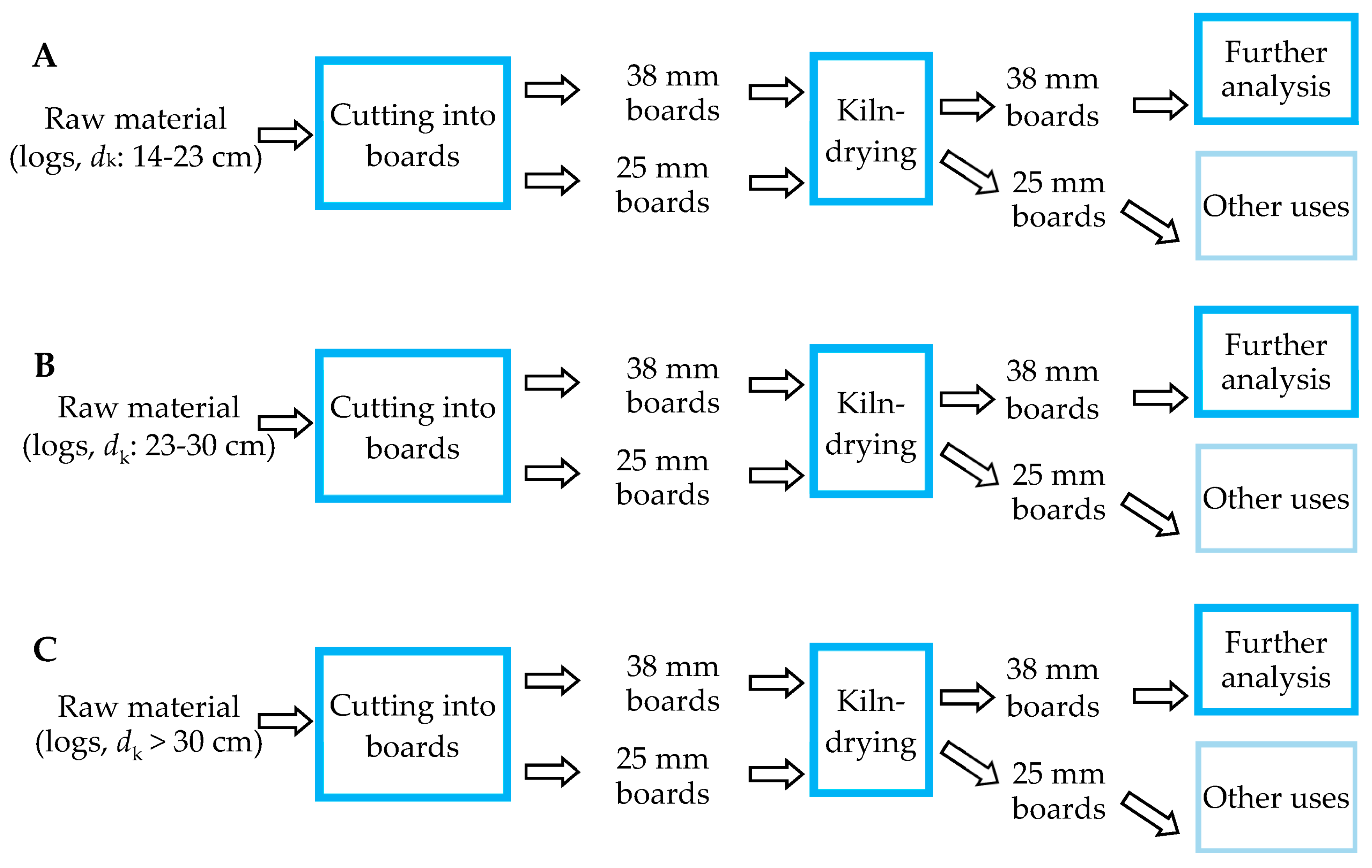
- The choice of dimensional kinds of logs influences the efficiency of sawing. The highest rates were obtained in producing lumber from logs with larger cross-sections since large dimensions allow more rational management of the cross-section of wood raw materials. In addition, logs with smaller cross-sections come from higher parts of the tree trunk, so they usually have many knots, which reduces the material efficiency of processing. When comparing sawn logs in all three analyzed diameter ranges (14–23, 23–30, and above 30 cm), it can be seen that the material efficiency of sawing is within 70%–85% and increases with the thickness of the log.
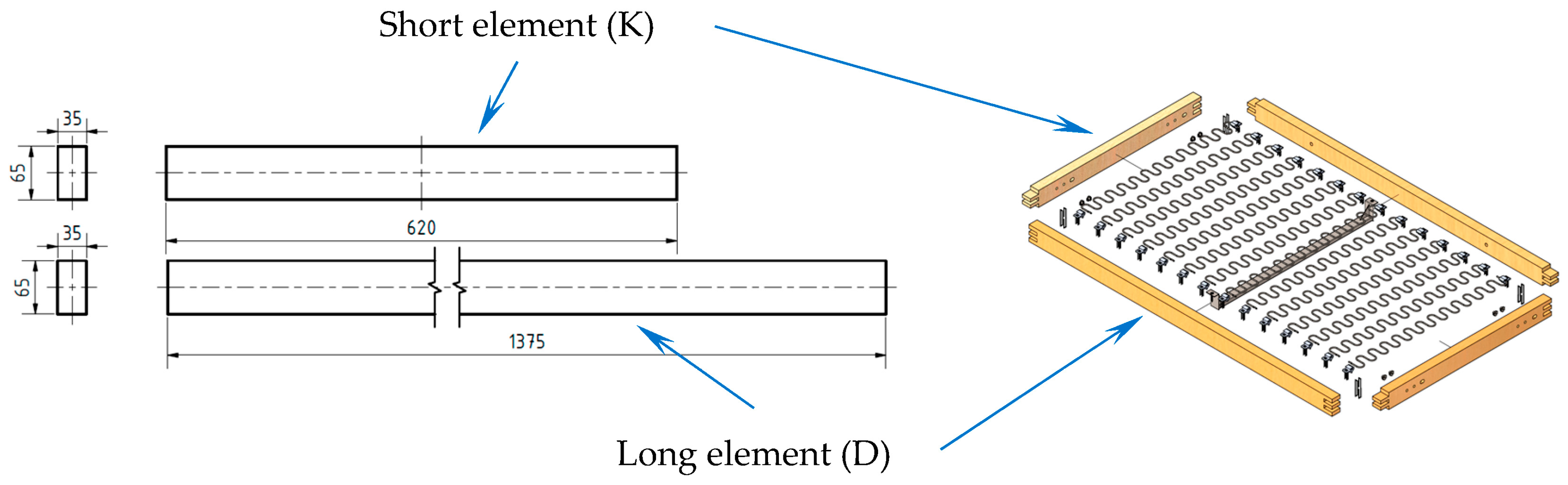
- Specialized lumber with a thickness of 38 mm was used to produce semi-finished furniture components of the finished furniture frame. The share of 38 mm lumber in the total amount of lumber is 41%–58% and increases with the log diameter. Prefabrication from domestic raw materials is essential to maintain the material flow chain.
- When sawing pine wood in 2019–2022 into specialized lumber, the economic efficiency of the technological process is 170%–290%. However, with the dependence of log dimensions and the technology used taken into account, the determining factor is the changes in the prices of raw materials and products. Improvements in processing technology cannot fully compensate for the increase in prices of raw wood materials in 2022.
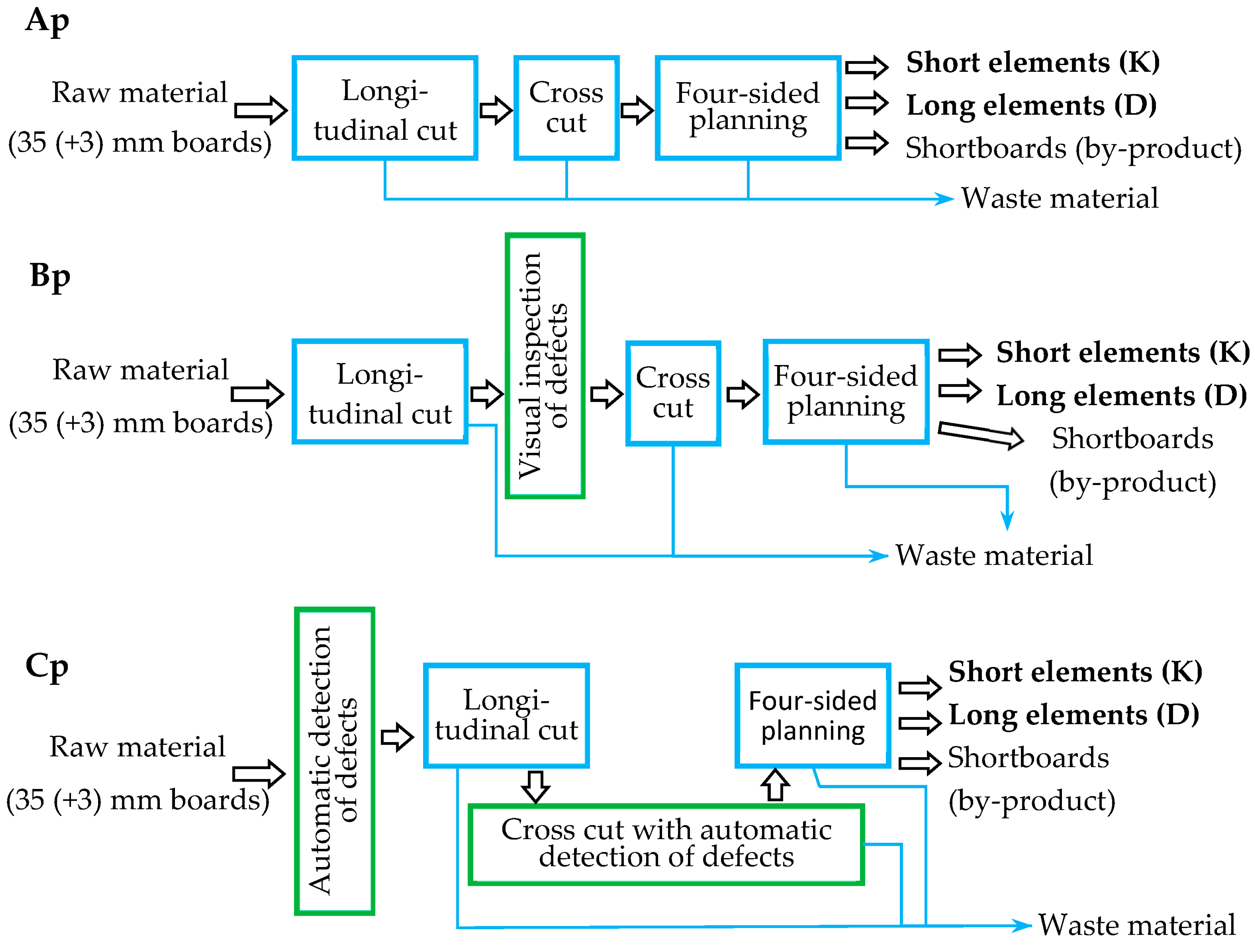
- The introduction of automatic systems to optimize the processing of pine wood into semi-finished furniture products increased the economic efficiency of the technological process from 110% to 117%. The adaptation of lumber processing to the needs of furniture production is limited by the dimensions used and the high quality of semi-finished products. The efficiency in producing long elements determines the ability to complete the sets of frame elements without excess elements. It is their share that significantly limits the economic efficiency index obtained.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pinkowski, G.; Krauss, A.; Sydor, M. The Effect of Spiral Grain on Energy Requirement of Plane Milling of Scots Pine (Pinus Sylvestris L.) Wood. BioRes 2016, 11, 9302–9310. [Google Scholar] [CrossRef] [Green Version]
- Sydor, M.; Majka, J.; Langová, N. Effective Diameters of Drilled Holes in Pinewood in Response to Changes in Relative Humidity. BioRes 2021, 16, 5407–5421. [Google Scholar] [CrossRef]
- Sydor, M.; Wieloch, G. Construction Properties of Wood Taken into Consideration in Engineering Practice | Właściwości Konstrukcyjne Drewna Uwzględniane w Praktyce Inżynierskiej. Drewno 2009, 52, 63–73. [Google Scholar]
- Hitka, M.; Joščák, P.; Langová, N.; Krišťák, L.; Blašková, S. Load-Carrying Capacity and the Size of Chair Joints Determined for Users with a Higher Body Weight. BioRes 2018, 13, 6428–6443. [Google Scholar] [CrossRef]
- Langová, N.; Réh, R.; Igaz, R.; Krišťák, Ľ.; Hitka, M.; Joščák, P. Construction of Wood-Based Lamella for Increased Load on Seating Furniture. Forests 2019, 10, 525. [Google Scholar] [CrossRef] [Green Version]
- Kraszkiewicz, A.; Przywara, A.; Anifantis, A.S. Impact of Ignition Technique on Pollutants Emission during the Combustion of Selected Solid Biofuels. Energies 2020, 13, 2664. [Google Scholar] [CrossRef]
- Munis, R.A.; Martins, J.C.; Camargo, D.A.; Simões, D. Dynamics of Pinus Wood Prices for Different Timber Assortments: Comparison of Stochastic Processes. Bois For. Trop. 2022, 351, 45–52. [Google Scholar] [CrossRef]
- Główny Urząd Statystyczny/Statistics Poland. Available online: https://stat.gov.pl/wyszukiwarka/?query=tag:cena+drewna (accessed on 24 December 2022).
- DREWNO|Notowania Surowców/WOOD|Raw Materials Quotation. Available online: https://notowania.pb.pl/instrument/PBSDREWNO/drewno (accessed on 18 January 2023).
- FSC Global Development GmbH. Facts & Figures. Available online: https://connect.fsc.org/impact/facts-figures (accessed on 31 December 2022).
- Wolff, S.; Schweinle, J. Effectiveness and Economic Viability of Forest Certification: A Systematic Review. Forests 2022, 13, 798. [Google Scholar] [CrossRef]
- Lorincová, S.; Stachová, K.; Stacho, Z.; Joniaková, Z.; Blštáková, J.; Lipoldová, M.; Hitka, M. Defining the Differences in Corporate Culture in Wood-Processing and Forest Enterprises. BioRes 2020, 15, 3320–3343. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Centobelli, P.; Cerchione, R.; Chiaroni, D.; Del Vecchio, P.; Urbinati, A. Designing Business Models in Circular Economy: A Systematic Literature Review and Research Agenda. Bus. Strat. Environ. 2020, 29, 1734–1749. [Google Scholar] [CrossRef]
- Ionescu, C.A.; Coman, M.D.; Mihaela, L.; Groza, D. Business Model in Circular Economy. Valahian J. Econ. Stud. 2017, 8, 101–108. [Google Scholar]
- McCormick, K.; Kautto, N. The Bioeconomy in Europe: An Overview. Sustainability 2013, 5, 2589–2608. [Google Scholar] [CrossRef] [Green Version]
- Sirkin, T.; Houten, M. The Cascade Chain. Resour. Conserv. Recycl. 1994, 10, 213–276. [Google Scholar] [CrossRef]
- Geldermann, J.; Kolbe, L.M.; Krause, A.; Mai, C.; Militz, H.; Osburg, V.-S.; Schöbel, A.; Schumann, M.; Toporowski, W.; Westphal, S. Improved Resource Efficiency and Cascading Utilisation of Renewable Materials. J. Clean. Prod. 2016, 110, 1–8. [Google Scholar] [CrossRef]
- Risse, M.; Weber-Blaschke, G.; Richter, K. Resource Efficiency of Multifunctional Wood Cascade Chains Using LCA and Exergy Analysis, Exemplified by a Case Study for Germany. Resour. Conserv. Recycl. 2017, 126, 141–152. [Google Scholar] [CrossRef]
- Mair, C.; Stern, T. Cascading Utilization of Wood: A Matter of Circular Economy? Curr. For. Rep. 2017, 3, 281–295. [Google Scholar] [CrossRef] [Green Version]
- Kupčák, V.; Pek, R. The Level of the Wood Raw Material Base Processing in the Czech Republic. Procedia Econ. Financ. 2015, 34, 557–564. [Google Scholar] [CrossRef] [Green Version]
- Daian, G.; Ozarska, B. Wood Waste Management Practices and Strategies to Increase Sustainability Standards in the Australian Wooden Furniture Manufacturing Sector. J. Clean. Prod. 2009, 17, 1594–1602. [Google Scholar] [CrossRef]
- Kharazipour, A.; Kües, U. Recycling of Wood Composites and Solid Wood Products. In Wood Production, Wood Technology, and Biotechnological Impacts; Kües, U., Ed.; Univ.-Verl. Göttingen: Göttingen, Germany, 2007; pp. 509–533. ISBN 978-3-940344-11-3. [Google Scholar]
- Babatunde, T.O.; Babatunde, O.O.; Babatunde, K.O. Economic Analysis of Sawn Wood Production and Determinants of Sawn Wood Supply in Selected Sawmill in Ijebu-Ode Local Government Area of Ogun State Nigeria. J. Bioresour. Manag. 2022, 9, 4. [Google Scholar]
- Rebitzer, G.; Ekvall, T.; Frischknecht, R.; Hunkeler, D.; Norris, G.; Rydberg, T.; Schmidt, W.-P.; Suh, S.; Weidema, B.P.; Pennington, D.W. Life Cycle Assessment. Environ. Int. 2004, 30, 701–720. [Google Scholar] [CrossRef] [PubMed]
- Medvedev, S.; Mokhirev, A.; Rjabova, T. Methodical Approach to Increase Efficiency of Use of Wood Resource Potential of the Region. IOP Conf. Ser. Earth Environ. Sci. 2019, 316, 012036. [Google Scholar] [CrossRef]
- Krišťáková, S.; Neykov, N.; Antov, P.; Sedliačiková, M.; Reh, R.; Halalisan, A.-F.; Hajdúchová, I. Efficiency of Wood-Processing Enterprises—Evaluation Based on DEA and MPI: A Comparison between Slovakia and Bulgaria for the Period 2014–2018. Forests 2021, 12, 1026. [Google Scholar] [CrossRef]
- Rajnoha, R.; Kánová, M. Impact of FDI in Economic Value Added: Empirical Study in Terms of Renewable Natural Resources Mining within Wood-Processing Industry. AMS 2022, 27, 537–552. [Google Scholar] [CrossRef]
- Farrell, M.J. The Measurement of Productive Efficiency. J. R. Stat. Society. Ser. A 1957, 120, 253. [Google Scholar] [CrossRef]
- Reichenbach, J.; Mantau, U.; Vis, M.; Essel, R.; Allen, B. CASCADES: Study on the Optimised Cascading Use of Wood; Mantau, U., Vis, M., Allen, B., Eds.; European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs: Brussel, Belgium, 2016. [Google Scholar]
- Michal, J.; Sujová, A.; Březina, D. The Importance of Products Made of Certified Wood Materials to Consumers in the Czech Republic. Forum Sci. Oeconomia 2018, 6, 119–131. [Google Scholar] [CrossRef]
- Hamner, P.; White, M.S.; Araman, P.A. The Effect of Curve Sawing Two-Sided Cants from Small Diameter Hardwood Sawlogs on Lumber and Pallet Part Yields. For. Prod. J. 2006, 56, 80–85. [Google Scholar]
- Bhandarkar, S.M.; Luo, X.; Daniels, R.F.; Tollner, E.W. Automated Planning and Optimization of Lumber Production Using Machine Vision and Computed Tomography. IEEE Trans. Automat. Sci. Eng. 2008, 5, 677–695. [Google Scholar] [CrossRef]
- Welling, J. Unterschiede Zwischen Laub- Und Nadelholz Und Deren Einfluss Auf Die Verarbeitung Und Verwendung/Differences between Hard—and Softwoods and Their Influence on Processing and Use. In Proceedings of the Gülzower Fachgespräche Stoffliche Nutzung von Laubholz, Fachagentur Nachwachsende Rohstoffe e. V. (FNR). Würzburg, Germany, 6–7 September 2012; pp. 79–89. [Google Scholar]
- Schlotzhauer, P.; Kovryga, A.; Emmerich, L.; Bollmus, S.; Van de Kuilen, J.W.; Militz, H. Militz Analysis of Economic Feasibility of Ash and Maple Lamella Production for Glued Laminated Timber. Forests 2019, 10, 529. [Google Scholar] [CrossRef] [Green Version]
- Wieruszewski, M.; Trociński, A.; Kawalerczyk, J. The Effect of Raw Material Selection on Material Efficiency Indicators in Large-Sized Roundwood Processing. Acta Sci. Pol. Silv. Colendar. Rat. Ind. Lignar 2020, 19, 105–112. [Google Scholar] [CrossRef]
- Kwidziński, Z.; Bednarz, J.; Pędzik, M.; Sankiewicz, Ł.; Szarowski, P.; Knitowski, B.; Rogoziński, T. Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials. Appl. Sci. 2021, 11, 4502. [Google Scholar] [CrossRef]
- Wieruszewski, M.; Malinowski, Z. The Modelling of Sawing Efficiency Indexes for Medium-Sized Sawmills. Intercathedra 2015, 31, 111–116. [Google Scholar]
- Gotych, W.; Hruzik, G.J.; Wieruszewski, M. Production Effectiveness of Article of Garden Architecture from Medium-Sized Pine Wood. Ann. WULS-SGGW For. Wood Technol. 2005, 56, 250–254. [Google Scholar]
- Kehinde, A.L.; Awoyemi, T.T. Analysis of Economic Efficiency in Sawnwood Production in Southwest Nigeria. J. Hum. Ecol. 2009, 26, 175–183. [Google Scholar] [CrossRef]
- Zarządzenie nr 51 Dyrektora Generalnego Lasów Państwowych z Dnia 30 września 2019 w Sprawie Wprowadzenia Warunków Technicznych w Obrocie Surowcem Drzewnym w Państwowym Gospodarstwie Leśnym Lasy Państwowe/Regulation No. 51 of the Director General of the State Forests on the Introduction of Technical Conditions for Trading in Wood Raw Material by the State Forests; 30 September 2019. Available online: https://drewno.zilp.lasy.gov.pl/drewno/Normy/zarzadzenie_nr_51_z_30_wrzesnia_2019_r._w_sprawie_warunkow_technicznych.pdf (accessed on 24 December 2022).
- EN 1611-1:1999/A1:2002-Sawn Timber-Appearance Grading of Softwoods-Part 1: European Spruces, Firs, Pines, Douglas Fir and Larches. Available online: https://standards.iteh.ai/catalog/standards/cen/69107e18-b016-4b91-b5d1-eeb833e6fe7c/en-1611-1-1999-a1-2002 (accessed on 24 December 2022).
- Okai, R.; Boateng, O. Analysis of Sawn Lumber Production from Logging Residues of Branchwood of Aningeria Robusta and Terminalia Ivorensis. Eur. J. Forest Res. 2007, 126, 385–390. [Google Scholar] [CrossRef]
- Qu, H.; Chen, M.; Hu, Y.; Lyu, J. Effect of Trees Knot Defects on Wood Quality: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 738, 012027. [Google Scholar] [CrossRef] [Green Version]
- Xia, K.; Weng, Z. Workpieces Sorting System Based on Industrial Robot of Machine Vision. In Proceedings of the 2016 3rd International Conference on Systems and Informatics (ICSAI), Shanghai, China, 18–21 November 2016; pp. 422–426. [Google Scholar]
- Kozlov, D.V.; Simonovich, O.S.; Snezhko, V.L. The Failure Rate of Low-Head Ground Dams of Dangerous and Unsatisfactory Safety Level. Power Technol. Eng. 2020, 54, 343–348. [Google Scholar] [CrossRef]
- Henin, J.-M.; Pollet, C.; Jourez, B.; Hébert, J. Impact of Tree Growth Rate on the Mechanical Properties of Douglas Fir Lumber in Belgium. Forests 2018, 9, 342. [Google Scholar] [CrossRef] [Green Version]
- Sunny, P.P.; Dutt, B.; Sharma, K.R.; Dhiman, B.; Sumthane, Y.Y. Wood Variation in Physico-Mechanical Properties of Dalbergia Sissoo Roxb. Ex DC. from Local Markets of Himachal Pradesh. J. Trop. Agric. 2019, 57, 17–26. [Google Scholar]
- Tong, Q.; Duchesne, I.; Belley, D.; Beaudoin, M.; Swift, E. Characterization of Knots in Plantation White Spruce. Wood Fiber Sci. 2013, 1, 84–97. [Google Scholar]
- Wieruszewski, M.; Trociński, A.; Kawalerczyk, J.; Derkowski, A.; Mirski, R. The Strength of Pine (Pinus Sylvestris L.) Sawn Timber in Correlation with Selected Wood Defects. Materials 2022, 15, 3974. [Google Scholar] [CrossRef] [PubMed]
- Górna, A.; Wieruszewski, M.; Szabelska-Beręsewicz, A.; Stanula, Z.; Adamowicz, K. Biomass Price Prediction Based on the Example of Poland. Forests 2022, 13, 2179. [Google Scholar] [CrossRef]
- Zastocki, D.; Oktaba, J.; Lachowicz, H. Changes in the Market of Precious Wood: A Case Study of Submission System in Poland. Forests 2021, 12, 421. [Google Scholar] [CrossRef]
- Larsson, M.; Stendahl, M.; Roos, A. Supply Chain Management in the Swedish Wood Products Industry–a Need Analysis. Scand. J. For. Res. 2016, 31, 777–787. [Google Scholar] [CrossRef]
- Gejdoš, M.; Potkány, M. The Impact of Global Crisis Accidents on the Prices Development of Selected Raw-Wood Assortments in the Middle Europe Region. In Proceedings of the Crisis management and safety foresight in forest-based sector and SMEs operating in the global environment, International Association for Economics, Management, Marketing, Quality and Human Resources in Forestry and Forest Based Industry–WoodEMA, i.a. Slovak Association for Quality, Trnava, Slovakia, 8–10 June 2022; pp. 93–98. [Google Scholar]
- Trigkas, M.; Papadopoulos, I.; Karagouni, G. Economic Efficiency of Wood and Furniture Innovation System. Eur. J. Innov. Manage. 2012, 15, 150–176. [Google Scholar] [CrossRef]
- Schweinle, J.; Geng, N.; Iost, S.; Weimar, H.; Jochem, D. Monitoring Sustainability Effects of the Bioeconomy: A Material Flow Based Approach Using the Example of Softwood Lumber and Its Core Product Epal 1 Pallet. Sustainability 2020, 12, 2444. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cost/Price Component | 2020 | 2021 | 2022 | |||
|---|---|---|---|---|---|---|
| Cost of logs (Cr in PLN/m3) | 257.35 | 292.08 | 697.61 | |||
| Cost of transport (Tr in PLN/25 m3) | 1036.0 | 1138.0 | 1374.0 | |||
| Price of dry lumber (in PLN/m3) | center, 38 mm | side, 25 mm | center, 38 mm | side, 25 mm | center, 38 mm | side, 25 mm |
| 780.0 | 480.0 | 1020.0 | 620.0 | 1680.0 | 1180.0 | |
| Price of wood chips (Cz in PLN/m3) | 140.0 | 145.80 | 309.40 | |||
| Cost/Price Component | 2020 | 2021 | 2022 |
|---|---|---|---|
| Cost of 38 mm boards (center lumber) Cs (PLN/m3) | 780.0 | 1020.0 | 1680.0 |
| Short element (K) price CwI (PLN/m3) | 1982.91 | 3546.23 | 3559.91 |
| Long element (D) price Cwk (PLN/m3) | 1012.68 | 1322.85 | 1375.0 |
| Price of wood chips Cww (PLN/m3) | 135.20 | 153.30 | 332.40 |
| Cost of internal transport of lumber (Tr) (PLN/ 40 m3) | 518.0 | 569.0 | 687.0 |
| Processed Material | Volume (m3) | Material Efficiency (%) | |
|---|---|---|---|
| Input raw material (logs) | 189.180 | 62.60 | |
| Center-sawn lumber (38 mm boards) | 77.836 | 118.431 | 41.14 |
| Side-sawn lumber (25 mm boards) | 40.595 | 21.46 | |
| Processed Material | Volume (m3) | Material Efficiency (%) | |
|---|---|---|---|
| Input raw material (logs) | 211.663 | 74.29 | |
| Center-sawn lumber (38 mm boards) | 105.810 | 157.227 | 49.99 |
| Side-sawn lumber (25 mm boards) | 51.417 | 24.30 | |
| Processed Material | Volume (m3) | Material Efficiency (%) | |
|---|---|---|---|
| Input raw material (logs) | 207.360 | 86.09 | |
| Center-sawn lumber (38) mm boards) | 121.058 | 178.252 | 58.38 |
| Side-sawn lumber (25 mm boards) | 57.467 | 27.71 | |
| Month | Raw Material (m3) | Long Element (D) (m3) | Short Element (K) (m3) | Shortboards (m3) | Material Efficiency (%) |
|---|---|---|---|---|---|
| 1 | 771.126 | 200.301 | 352.668 | 44.231 | 77.50 |
| 2 | 693.282 | 310.869 | 186.822 | 71.024 | 81.69 |
| Month | Raw Material (m3) | Long Element (D) (m3) | Short Element (K) (m3) | Shortboards (m3) | Material Efficiency (%) |
|---|---|---|---|---|---|
| 1 | 616.963 | 336.457 | 217.969 | 62.537 | 84.45 |
| 2 | 772.344 | 302.983 | 278.365 | 62.969 | 83.42 |
| 3 | 689.534 | 258.522 | 267.820 | 43.910 | 82.70 |
| Month | Raw Material (m3) | Long Element (D) (m3) | Short Element (K) (m3) | Shortboards (m3) | Material Efficiency (%) |
|---|---|---|---|---|---|
| 1 | 371.07 | 198.37 | 55.06 | 61.30 | 84.82 |
| 2 | 716.85 | 277.82 | 238.03 | 74.64 | 82.37 |
| 3 | 785.51 | 232.14 | 378.63 | 46.12 | 83.75 |
| Material Type | Volume (m3) | Cost-Effectiveness (%) | |||
|---|---|---|---|---|---|
| 2020 | 2021 | 2022 | |||
| Amount of sawn raw material | 189.18 | 184.13 | 204.93 | 170.09 | |
| Center-sawn lumber | 77.84 | 118.43 | 107.41 | 124.31 | 91.85 |
| Side-sawn lumber | 40.60 | 34.47 | 39.41 | 33.65 | |
| Byproducts (firewood) | 42.45 | 21.32 | 19.74 | 20.30 | |
| Byproducts (wood chips) | 28.30 | 20.92 | 21.47 | 24.30 | |
| Material Type | Volume (m3) | Cost-Effectiveness (%) | |||
|---|---|---|---|---|---|
| 2020 | 2021 | 2022 | |||
| Amount of sawn raw material | 211.66 | 270.93 | 294.66 | 254.91 | |
| Center-sawn lumber | 105.81 | 157.23 | 130.50 | 151.04 | 111.59 |
| Side-sawn lumber | 51.42 | 39.02 | 44.61 | 38.09 | |
| Byproducts (firewood) | 127.0 | 49.39 | 45.67 | 45.99 | |
| Byproducts (wood chips) | 84.67 | 52.02 | 53.33 | 59.25 | |
| Material Type | Volume (m3) | Cost-Effectiveness (%) | |||
|---|---|---|---|---|---|
| 2020 | 2021 | 2022 | |||
| Amount of sawn raw material | 207.36 | 209.81 | 239.86 | 186.93 | |
| Center-sawn lumber | 121.06 | 178.25 | 152.40 | 176.39 | 121.06 |
| Side-sawn lumber | 57.47 | 44.52 | 50.90 | 57.47 | |
| Byproducts (firewood) | 17.47 | 6.15 | 5.68 | 5.64 | |
| Byproducts (wood chips) | 11.64 | 6.73 | 6.90 | 7.52 | |
| Process Variant | 2020 | 2021 | 2022 |
|---|---|---|---|
| Cost-Effectiveness Ep (%) | |||
| Variant A | 184.13 | 204.93 | 170.09 |
| Variant B | 270.93 | 294.66 | 254.91 |
| Variant C | 209.81 | 239.86 | 186.93 |
| Summary of Data | ||||
|---|---|---|---|---|
| Process Variant | ||||
| A | B | C | Total | |
| ∑X | 673 | 1068 | 894 | 2635 |
| Mean | 112.2 | 178.0 | 149.0 | 146.4 |
| ∑X2 | 113,271 | 245,138 | 158,004 | 516,413 |
| Std. Dev. | 86.9285 | 104.9133 | 70.4244 | 87.6753 |
| Result Details | ||||
| Source | SS | df | MS | |
| Between variants | 13,063.4444 | 2 | 6531.7222 | F = 0.83302 |
| Within variants | 117,614.8333 | 15 | 7840.9889 | |
| Total | 130,678.2778 | 17 | ||
| Pair | HSD0.05 = 132.7939 | Q0.05 = 3.6734 | |
|---|---|---|---|
| A:B | MA = 112.17 | 65.83 | Q = 1.82 |
| MB = 178.00 | |||
| A:C | MA = 112.17 | 36.83 | Q = 1.02 |
| MC = 149.00 | |||
| B:C | MB = 178.00 | 29.00 | Q = 0.80 |
| MC = 149.00 | |||
| Month | Cost-Effectiveness Ep (%) | ||
|---|---|---|---|
| 2020 | 2021 | 2022 | |
| 1 | 132.35 | 156.60 | 96.99 |
| 2 | 161.08 | 202.86 | 124.82 |
| Average | 145.95 | 178.50 | 110.17 |
| Month | Cost-Effectiveness Ep (%) | ||
|---|---|---|---|
| 2020 | 2021 | 2022 | |
| 1 | 157.53 | 193.93 | 119.60 |
| 2 | 156.50 | 193.14 | 119.08 |
| 3 | 153.42 | 188.43 | 116.24 |
| Average | 155.78 | 191.81 | 118.30 |
| Month | Cost-Effectiveness Ep (%) | ||
|---|---|---|---|
| 2020 | 2021 | 2022 | |
| 1 | 175.94 | 225.86 | 138.70 |
| 2 | 154.56 | 190.75 | 117.61 |
| 3 | 145.07 | 172.75 | 106.92 |
| Average | 154.81 | 190.16 | 117.31 |
| Process Variant | 2020 | 2021 | 2022 |
|---|---|---|---|
| Cost-Effectiveness Ep (%) | |||
| Variant Ap | 145.95 | 178.50 | 110.17 |
| Variant Bp | 155.78 | 191.81 | 118.30 |
| Variant Cp | 154.81 | 190.16 | 117.31 |
| Summary of Data | ||||
|---|---|---|---|---|
| Process Variant | ||||
| Ap | Bp | Cp | Total | |
| ∑X | 595 | 653 | 589 | 1837 |
| Mean | 99.1667 | 108.8333 | 98.1667 | 102.056 |
| ∑X2 | 76,623 | 87,975 | 81,283 | 245,881 |
| Std. Dev. | 59.3613 | 58.1495 | 68.5023 | 58.6139 |
| Result Details | ||||
| Source | SS | df | MS | |
| Between variants | 416.44 | 2 | 208.22 | F = 0.05386 |
| Within variants | 57,988.5 | 15 | 3865.9 | |
| Total | 58,404.94 | 17 | ||
| Pair | HSD0.05 = 93.2434 | Q0.05 = 3.6734 | |
|---|---|---|---|
| Ap:Bp | MAp = 99.17 | 9.67 | Q = 0.38 |
| MBp = 108.83 | |||
| Ap:Cp | MAp = 99.17 | 1.00 | Q = 0.04 |
| MCp = 98.17 | |||
| Bp:Cp | MBp = 108.83 | 10.67 | Q = 0.42 |
| MCp = 98.17 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wieruszewski, M.; Turbański, W.; Mydlarz, K.; Sydor, M. Economic Efficiency of Pine Wood Processing in Furniture Production. Forests 2023, 14, 688. https://doi.org/10.3390/f14040688
Wieruszewski M, Turbański W, Mydlarz K, Sydor M. Economic Efficiency of Pine Wood Processing in Furniture Production. Forests. 2023; 14(4):688. https://doi.org/10.3390/f14040688
Chicago/Turabian StyleWieruszewski, Marek, Wojciech Turbański, Katarzyna Mydlarz, and Maciej Sydor. 2023. "Economic Efficiency of Pine Wood Processing in Furniture Production" Forests 14, no. 4: 688. https://doi.org/10.3390/f14040688