
Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Bonding Mixtures Curing Time
2.2.2. Plywood Preparation and Characterization
2.3. Statistical Analysis
3. Results and Discussion
3.1. Curing Time
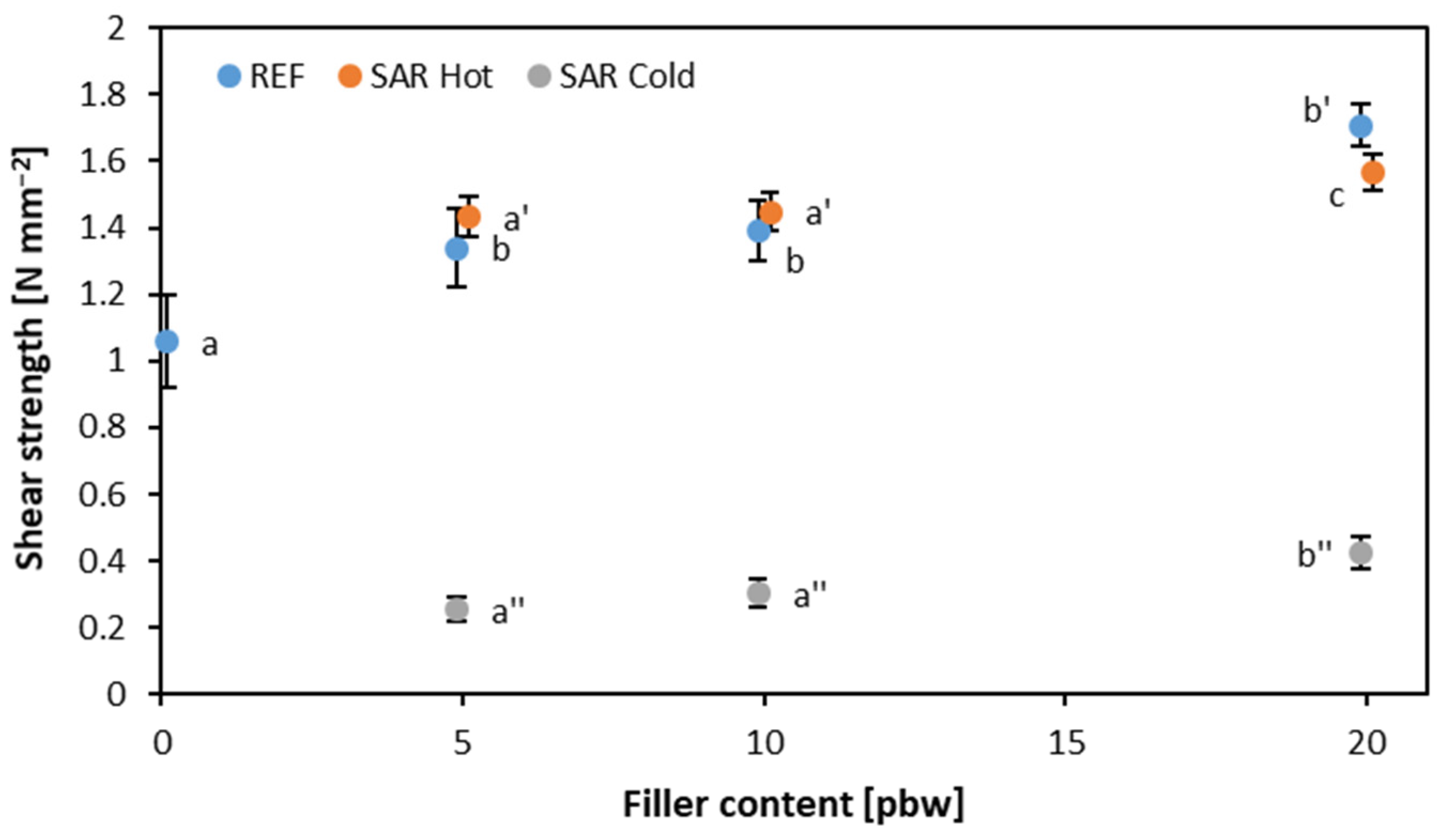
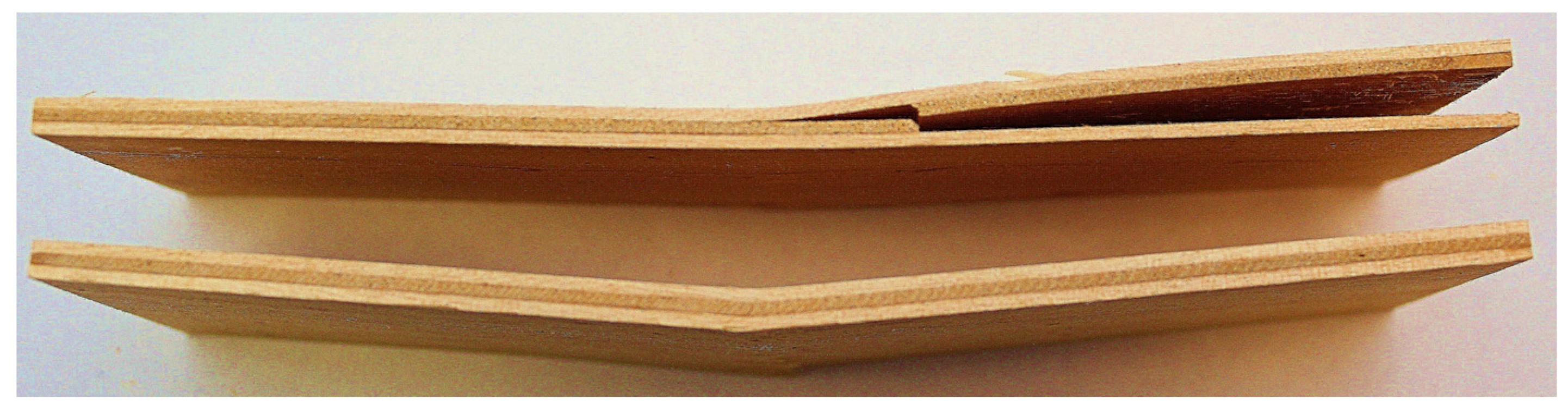
3.2. Bonding Quality
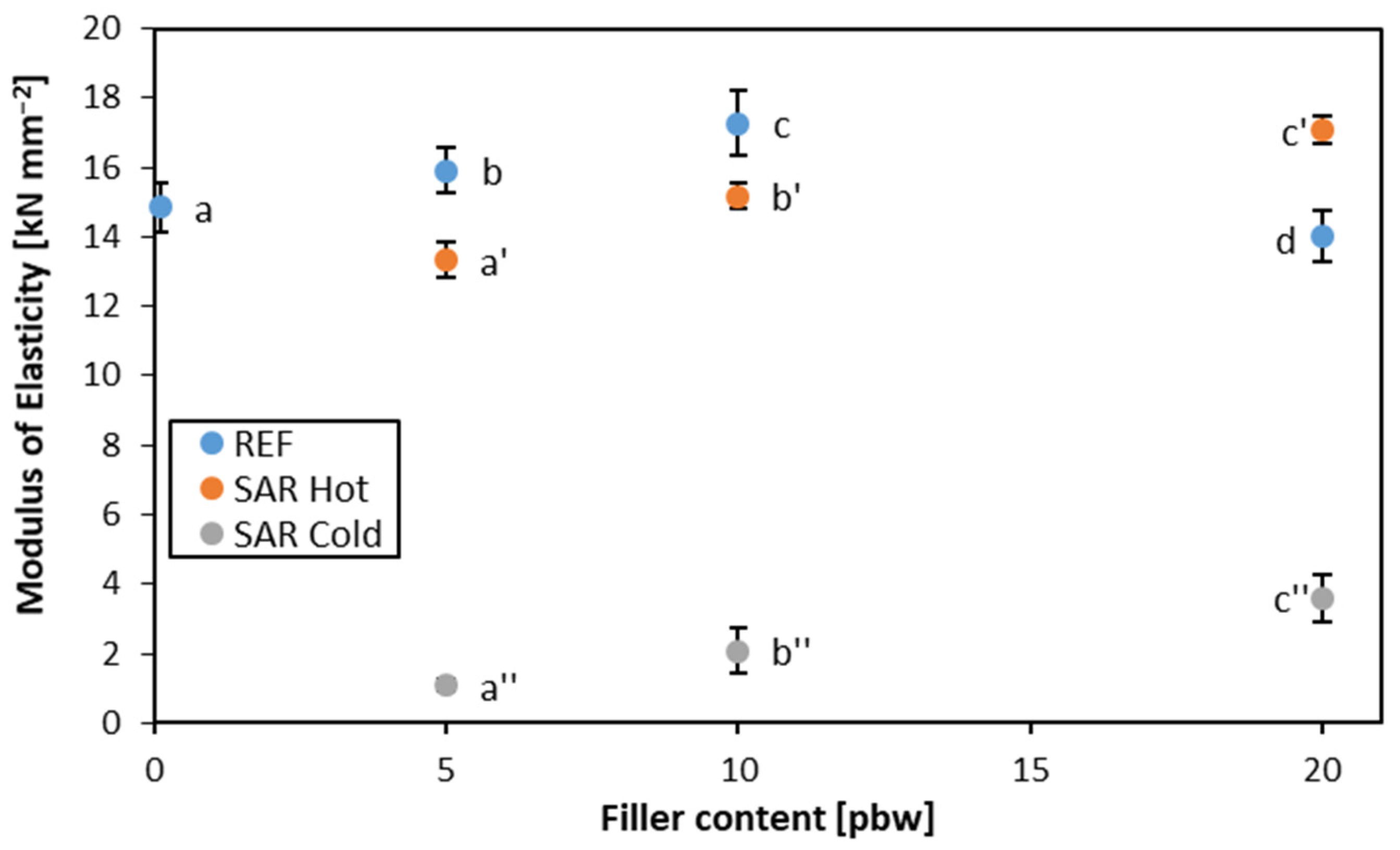
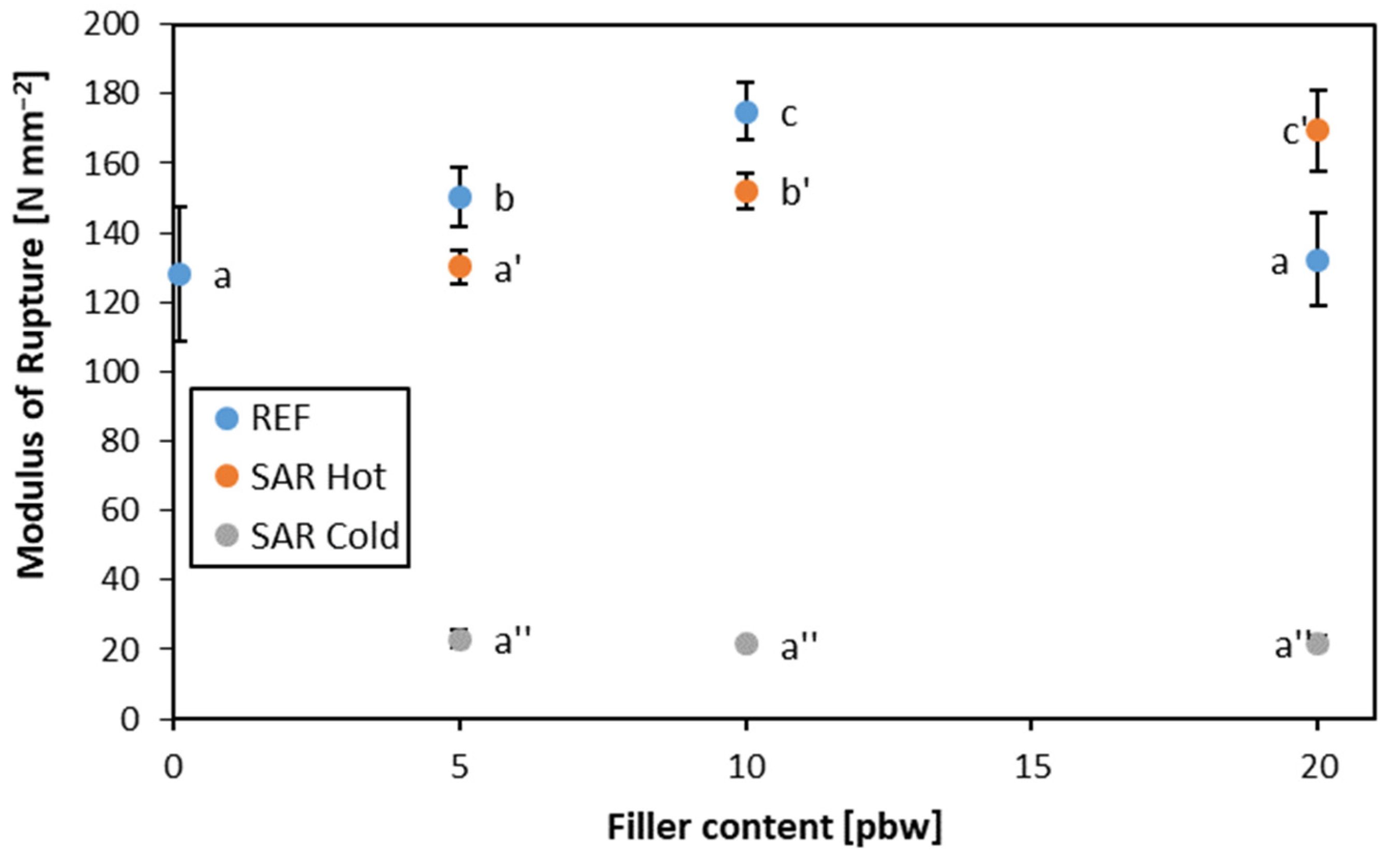
3.3. Modulus of Elasticity and Modulus of Rupture
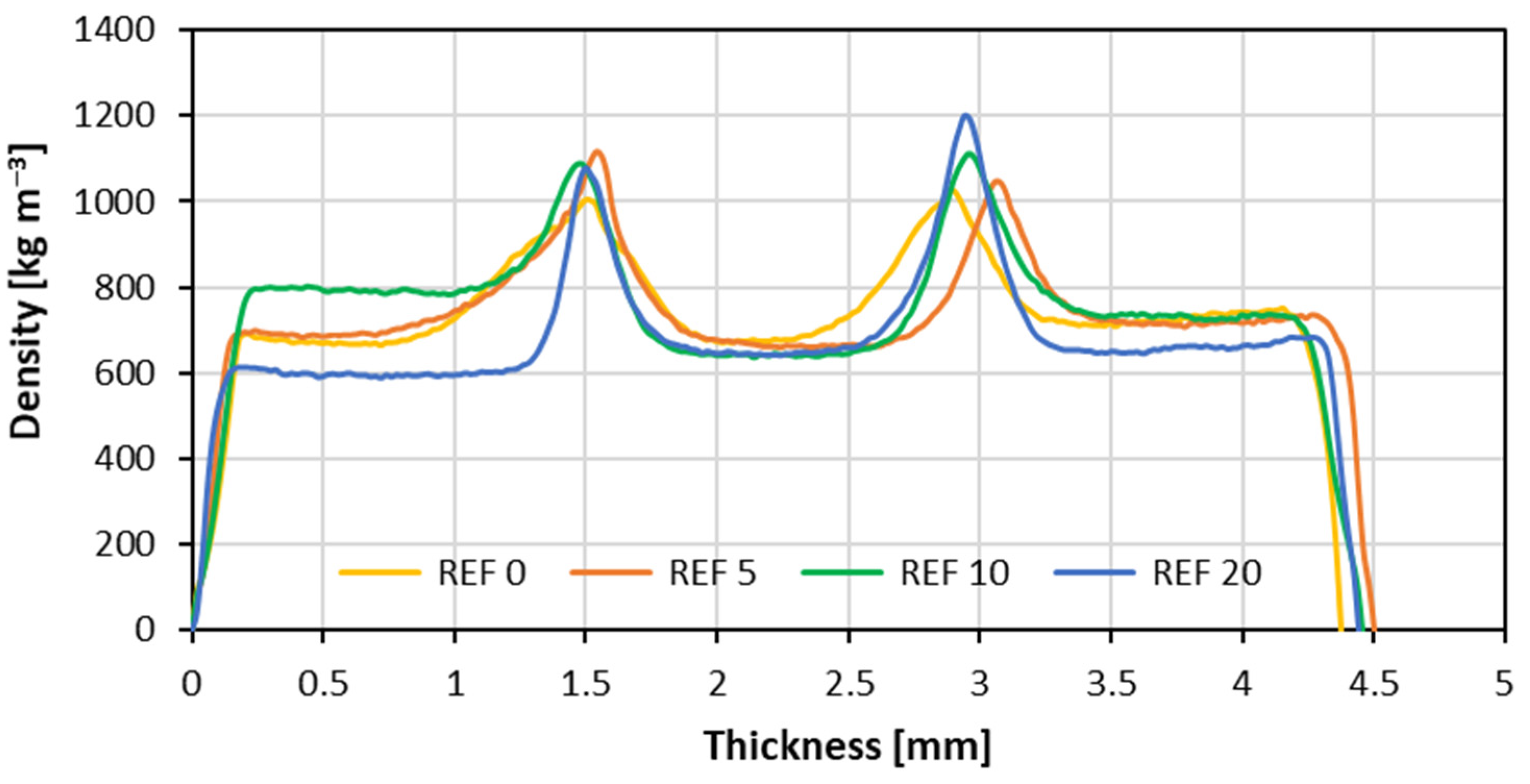
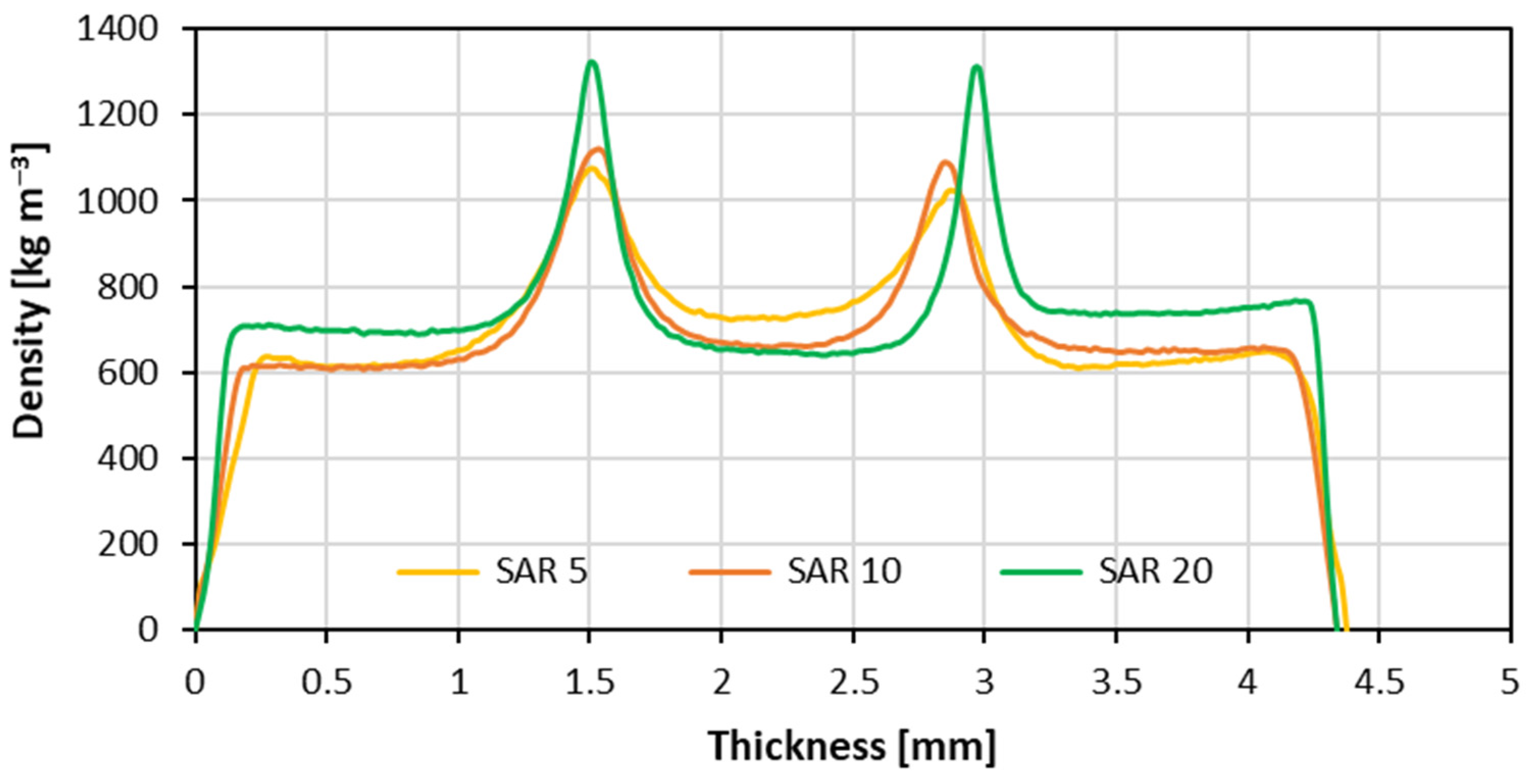
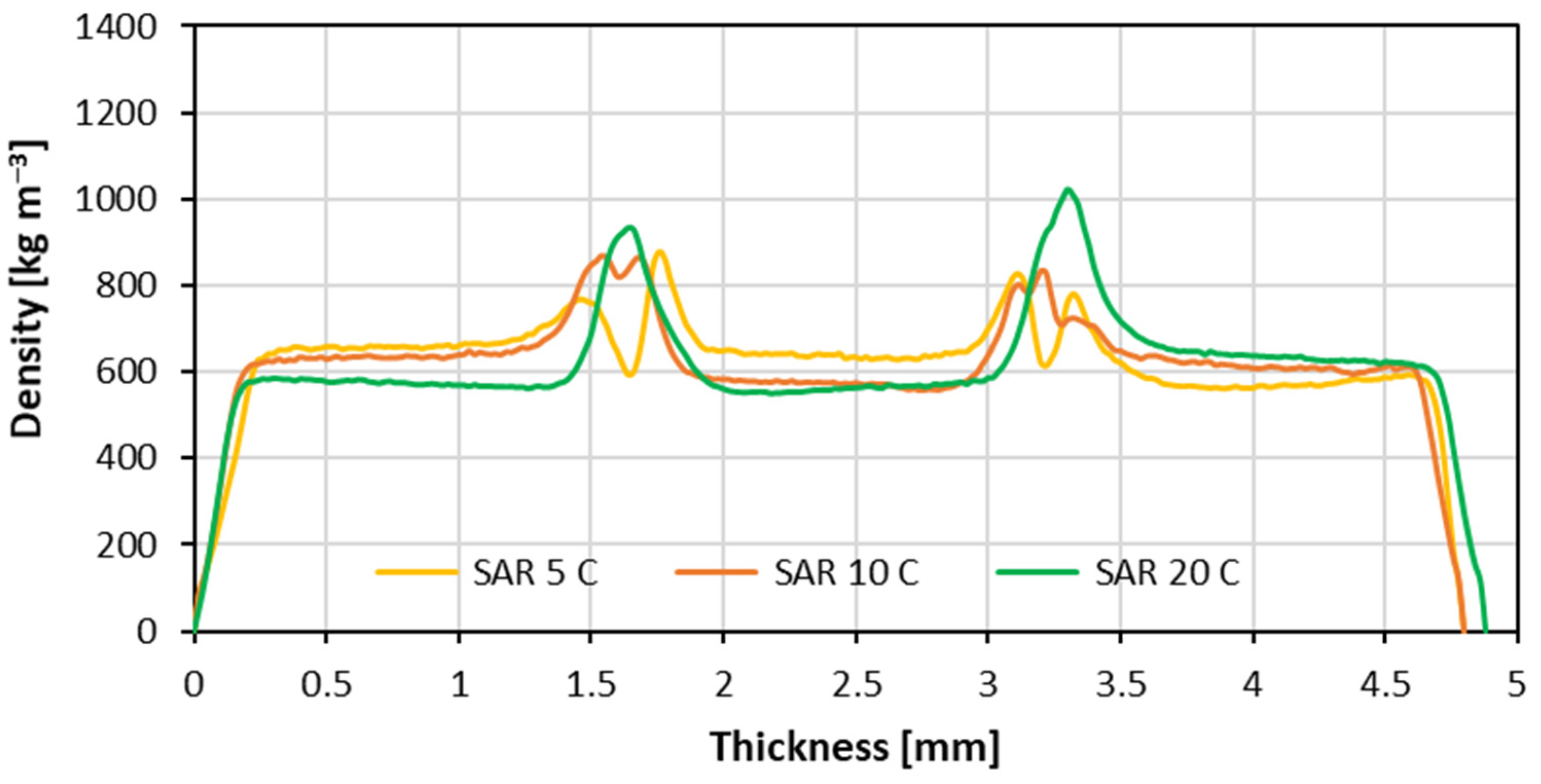
3.4. Density Profile
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wronka, A.; Kowaluk, G. Upcycling Different Particle Sizes and Contents of Pine Branches into Particleboard. Polymers 2022, 14, 4559. [Google Scholar] [CrossRef] [PubMed]
- Pinchevska, O.; Šmidriaková, M. Wood Particleboard Covered with Slices Made of Pine Tree Branches. Acta Fac. Xylologiae 2016, 58, 67–74. [Google Scholar] [CrossRef]
- Khan, A.U. Home Garden and Women Participation: A Mini Review. Curr. Res. Agric. Farming 2021, 2, 46–52. [Google Scholar] [CrossRef]
- Barbu, M.C.; Lohninger, Y.; Hofmann, S.; Kain, G.; Petutschnigg, A.; Tudor, E.M. Larch Bark as a Formaldehyde Scavenger in Thermal Insulation Panels. Polymers 2020, 12, 2632. [Google Scholar] [CrossRef] [PubMed]
- Tudor, E.M.; Kristak, L.; Barbu, M.C.; Gergel’, T.; Němec, M.; Kain, G.; Réh, R. Acoustic Properties of Larch Bark Panels. Forests 2021, 12, 887. [Google Scholar] [CrossRef]
- Medved, S.; Tudor, E.M.; Barbu, M.C.; Jambreković, V.; Španić, N. Effect of Pine (Pinus Sylvestris) Bark Dust on Particleboard Thickness Swelling and Internal Bond. Drv. Ind. 2019, 70, 141–147. [Google Scholar] [CrossRef]
- Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R.; Žigon, J.; Petrič, M.; Šernek, M.; Medved, S. Utilization of Partially Liquefied Bark for Production of Particleboards. Appl. Sci. 2020, 10, 5253. [Google Scholar] [CrossRef]
- Nemli, G.; Gezer, E.D.; Yildiz, S.; Temiz, A.; Aydin, A. Evaluation of the Mechanical, Physical Properties and Decay Resistance of Particleboard Made from Particles Impregnated with Pinus Brutia Bark Extractives. Bioresour. Technol. 2006, 97, 2059–2064. [Google Scholar] [CrossRef]
- Fedorov, V.S.; Ryazanova, T.V. Bark of Siberian Conifers: Composition, Use, and Processing to Extract Tannin. Forests 2021, 12, 1043. [Google Scholar] [CrossRef]
- Navarrete, P.; Mansouri, H.R.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rigolet, S. Wood Panel Adhesives from Low Molecular Mass Lignin and Tannin without Synthetic Resins. J. Adhes. Sci. Technol. 2010, 24, 1597–1610. [Google Scholar] [CrossRef]
- Paze, A.; Rizhikovs, J.; Brazdausks, P.; Puke, M.; Grinins, J.; Tupciauskas, R.; Plavniece, A. Processing Possibilities of Birch Outer Bark into Green Bio-Composites. Vide. Tehnol. Resur.-Environ. Technol. Resour. 2017, 3, 249–253. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Godina, D.; Paze, A.; Merijs-Meri, R. Utilization of Suberinic Acids Containing Residue as an Adhesive for Particle Boards. Polymers 2022, 14, 2304. [Google Scholar] [CrossRef] [PubMed]
- Jeżo, A.; Wronka, A. Post-Extraction Birch Bark Residues as a Potential Binder in Particleboards. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2022, 118, 35–47. [Google Scholar] [CrossRef]
- Janceva, S.; Andersone, A.; Spulle, U.; Tupciauskas, R.; Papadopoulou, E.; Bikovens, O.; Andzs, M.; Zaharova, N.; Rieksts, G.; Telysheva, G. Eco-Friendly Adhesives Based on the Oligomeric Condensed Tannins-Rich Extract from Alder Bark for Particleboard and Plywood Production. Materials 2022, 15, 3894. [Google Scholar] [CrossRef] [PubMed]
- Rizhikovs, J.; Brazdausks, P.; Paze, A.; Tupciauskas, R.; Grinins, J.; Puke, M.; Plavniece, A.; Andzs, M.; Godina, D.; Makars, R. Characterization of Suberinic Acids from Birch Outer Bark as Bio-Based Adhesive in Wood Composites. Int. J. Adhes. Adhes. 2022, 112, 102989. [Google Scholar] [CrossRef]
- Rižikovs, J.; Zandersons, J.; Paže, A.; Tardenaka, A.; Spince, B. Isolation of Suberinic Acids from Extracted Outer Birch Bark Depending on the Application Purposes. Balt. For. 2014, 20, 98–105. [Google Scholar]
- Kowaluk, G.; Wronka, A. Bonding of Sawmill Birch Wood with Selected Biopolymer-Based Glues. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2020, 109, 32–36. [Google Scholar] [CrossRef]
- Travieso-Rodriguez, J.A.; Zandi, M.D.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue Behavior of PLA-Wood Composite Manufactured by Fused Filament Fabrication. J. Mater. Res. Technol. 2020, 9, 8507–8516. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G. Bonding of Birch Solid Wood of Sawmill Surface Roughness with Use of Selected Thermoplastic Biopolymers. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2019, 106, 9–15. [Google Scholar] [CrossRef]
- Sepahvand, S.; Doosthosseini, K.; Pirayesh, H.; Maryan, B.K. Supplementation of Natural Tannins as an Alternative to Formaldehyde in Urea and Melamine Formaldehyde Resins Used in Mdf Production. Drv. Ind. 2018, 69, 215–221. [Google Scholar] [CrossRef]
- Risholm-Sundman, M.; Vestin, E. Emissions during Combustion of Particleboard and Glued Veneer. Eur. J. Wood Wood Prod. 2005, 63, 179–185. [Google Scholar] [CrossRef]
- Kajaks, J.; Reihmane, S.; Grinbergs, U.; Kalnins, K. Use of Innovative Environmentally Friendly Adhesives for Wood Veneer Bonding. Proc. Est. Acad. Sci. 2012, 61, 207–211. [Google Scholar] [CrossRef]
- Sanghvi, M.R.; Tambare, O.H.; More, A.P. Performance of Various Fillers in Adhesives Applications: A Review; Springer: Berlin/Heidelberg, Germany, 2022; Volume 79, ISBN 0028902104022. [Google Scholar]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Trociński, A. Flour Fillers with Urea-Formaldehyde Resin in Plywood. BioResources 2019, 14, 6727–6735. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Reduction of Formaldehyde Emission from Engineered Wood Panels by Formaldehyde Scavengers—A Review. In Proceedings of the 13th International Scientific Conference Wood EMA 2020 and 31st International Scientific Conference ICWST 2020, Sustainability of Forest-Based Industries in the Global Economy, Vinkovci, Croatia, 28–30 September 2020; pp. 289–294. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Noshchenko, G.; Kačík, F.; Bekhta, N. Characteristics of Beech Bark and Its Effect on Properties of UF Adhesive and on Bonding Strength and Formaldehyde Emission of Plywood Panels. Eur. J. Wood Wood Prod. 2021, 79, 423–433. [Google Scholar] [CrossRef]
- Hand, W.G.; Ashurst, W.R.; Via, B.; Banerjee, S. Curing behavior of soy flour with phenol-formaldehyde and isocyanate resins. Int. J. Adhes. Adhes. 2018, 87, 105–108. [Google Scholar] [CrossRef]
- Daniłowska, A.; Kowaluk, G. The Use of Coffee Bean Post-Extraction Residues as a Filler in Plywood Technology. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2020, 109, 24–31. [Google Scholar] [CrossRef]
- Ong, H.R.; Khan, M.M.R.; Prasad, D.M.R.; Yousuf, A.; Chowdhury, M.N.K. Palm kernel meal as a melamine urea formaldehyde adhesive filler for plywood applications. Int. J. Adhes. Adhes. 2018, 85, 8–14. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1249. [Google Scholar] [CrossRef]
- Mohamed Abdoul-Latif, F.; El Montassir, Z.; Ainane, A.; Gharby, S.; Sakar, E.H.; Merito, A.; Mohamed, J.; Ainane, T. Use of Thymus Plants as an Ecological Filler in Urea-Formaldehyde Adhesives Intended for Bonding Plywood. Processes 2022, 10, 2209. [Google Scholar] [CrossRef]
- Oh, Y.-S. Evaluation of Chestnut Shell and Coffee Waste with Phenol-Formaldehyde Resin for Plywood Filler X1—Avaliação de Cascas de Castanha e Resíduos de Café Como Material de Enchimento Do Adesivo Fenol-Formaldeído Para a Produção de Compensados. Ciência Florest. 2021, 31, 1991–2001. [Google Scholar] [CrossRef]
- Khanjanzadeh, H.; Pirayesh, H.; Sepahvand, S. Influence of Walnut Shell as Filler on Mechanical and Physical Properties of MDF Improved by Nano-SiO2. J. Indian Acad. Wood Sci. 2014, 11, 15–20. [Google Scholar] [CrossRef]
- Moradpour, P.; Behnia, M.; Pirayesh, H.; Shirmohammadli, Y. The Effect of Resin Type and Strand Thickness on Applied Properties of Poplar Parallel Strand Lumber Made from Underutilized Species. Eur. J. Wood Wood Prod. 2019, 77, 811–819. [Google Scholar] [CrossRef]
- Réh, R.; Igaz, R.; Krišťák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials 2019, 12, 1298. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Li, Y.; Mo, H.; Xie, E.; Fang, J.; Gan, W. Current Utilization of Waste Biomass as Filler for Wood Adhesives: A Review. J. Ind. Eng. Chem. 2022, 115, 48–61. [Google Scholar] [CrossRef]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Dziurka, D. The Application of Various Bark Species as a Fillers for UF Resin in Plywood Manufacturing. Materials 2022, 15, 7201. [Google Scholar] [CrossRef]
- Xu, J.Y.; Niu, Q.; Liao, R.; Zhong, Z. Study on the Bonding Characteristics and Mechanism of Plant-Based Powder. In Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, Changsha, China, 21–23 October 2012; pp. 28–31. [Google Scholar] [CrossRef]
- Yew, M.C.; Ramli Sulong, N.H.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Eggshells: A Novel Bio-Filler for Intumescent Flame-Retardant Coatings. Prog. Org. Coat. 2015, 81, 116–124. [Google Scholar] [CrossRef]
- Benthien, J.T.; Sommerhuber, P.F.; Heldner, S.; Ohlmeyer, M.; Seppke, B.; Krause, A. Influence of Material Origin on the Size Distribution of Wood Particles for Wood-Plastic Composite (WPC) Manufacture. Eur. J. Wood Wood Prod. 2017, 75, 477–480. [Google Scholar] [CrossRef]
- Kusumah, S.S.; Jayadi; Wibowo, D.T.; Pramasari, D.A.; Widyaningrum, B.A.; Darmawan, T.; Ismadi; Dwianto, W.; Umemura, K. Investigation of Eco-Friendly Plywood Bonded with Citric Acid—Starch Based Adhesive. IOP Conf. Ser. Earth Environ. Sci. 2020, 460, 012009. [Google Scholar] [CrossRef]
- Wronka, A.; Rdest, A.; Kowaluk, G. Influence of Starch Content on Selected Properties of Hardboard. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2020, 109, 48–52. [Google Scholar] [CrossRef]
- Suhasman, S. Agussalim Resinless Plywood Production by Using Oxidized Acacia Bark Powder as a Binder. IOP Conf. Ser. Mater. Sci. Eng. 2019, 593, 012010. [Google Scholar] [CrossRef]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef] [PubMed]
- EN 827; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 314-1; Plywood—Bonding Quality—Part 1: Test Methods. European Committee for Standardization: Brussels, Belgium, 2004.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- Fink, J. Gelling Agents. Pet. Eng. Guid. Oil F. Chem. Fluids 2021, 393–417. [Google Scholar] [CrossRef]
- Król, P.; Toczyłowska-Mamińska, R.; Mamiński, M. A Critical Role for the Presence of Lignocellulosic Material in the Determination of Wood Buffering Capacity. J. Wood Chem. Technol. 2017, 37, 478–484. [Google Scholar] [CrossRef]
- Bartoszuk, K.; Kowaluk, G. Moisture Influence on Solid Wood Bonded with Modified Starch. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2022, 118, 67–73. [Google Scholar] [CrossRef]
- Aydin, I.; Demirkir, C.; Colak, S.; Colakoglu, G. Utilization of Bark Flours as Additive in Plywood Manufacturing. Eur. J. Wood Wood Prod. 2017, 75, 63–69. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Wieruszewski, M.; Trociński, A. Effects of Using Bark Particles with Various Dimensions as a Filler for Urea-Formaldehyde Resin in Plywood. BioResources 2020, 15, 1692–1701. [Google Scholar] [CrossRef]
- Gumowska, A.; Wronka, A.; Borysiuk, P.; Robles, E.; Sala, C.M.; Kowaluk, G. Production of Layered Wood Composites with a Time- Saving Layer-by-Layer Addition. BioResources 2018, 13, 8089–8099. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G. The Quality of the Wood Bonding Depending on the Method of Applying the Selected Thermoplastic Biopolymers. Ann. WULS For. Wood Technol. 2021, 116, 78–85. [Google Scholar] [CrossRef]
- Réh, R.; Krišťák, L.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of Birch Bark as an Eco-Friendly Filler in Urea-Formaldehyde Adhesives for Plywood Manufacturing. Polymers 2021, 13, 511. [Google Scholar] [CrossRef]
- Antwi-Boasiako, C.; Appiah, J.K. Glue-Line Durability of Organo-Chemical/Urea Formaldehyde Resin Joints of Ceiba Pentandra (L.) Gaertn. Plywood. J. Indian Acad. Wood Sci. 2017, 14, 49–59. [Google Scholar] [CrossRef]
- Mamiński, M.Ł.; Sedliacik, J. Kleje i Procesy Klejenia; Wydawnictwo SGGW: Warsaw, Poland, 2016; ISBN 978-83-7583-702-5. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant Label | Filler | Filler Content | Industrial Hardener Content | Pressing Temp. [°C] | Pressing Time [Min] |
|---|---|---|---|---|---|
| [pbw 1 per 100 pbw of Solid Resin] | |||||
| REF 0 | Rye flour | 0 | 2 | 120 | 4 min |
| REF 5 | Rye flour | 5 | 2 | 120 | 4 min |
| REF 10 | Rye flour | 10 | 2 | 120 | 4 min |
| REF 20 | Rye flour | 20 | 2 | 120 | 4 min |
| SAR 5 | SAR | 5 | 0 | 120 | 12 min |
| SAR 10 | SAR | 10 | 0 | 120 | 8 min |
| SAR 20 | SAR | 20 | 0 | 120 | 4 min |
| SAR 5 C | SAR | 5 | 0 | Room | 24 h |
| SAR 10 C | SAR | 10 | 0 | Room | 24 h |
| SAR 20 C | SAR | 20 | 0 | Room | 24 h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeżo, A.; Wronka, A.; Dębiński, A.; Kristak, L.; Reh, R.; Rizhikovs, J.; Kowaluk, G. Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties. Forests 2023, 14, 110. https://doi.org/10.3390/f14010110
Jeżo A, Wronka A, Dębiński A, Kristak L, Reh R, Rizhikovs J, Kowaluk G. Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties. Forests. 2023; 14(1):110. https://doi.org/10.3390/f14010110
Chicago/Turabian StyleJeżo, Aleksandra, Anita Wronka, Aleksander Dębiński, Lubos Kristak, Roman Reh, Janis Rizhikovs, and Grzegorz Kowaluk. 2023. "Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties" Forests 14, no. 1: 110. https://doi.org/10.3390/f14010110