
Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Design
2.3. Procedure
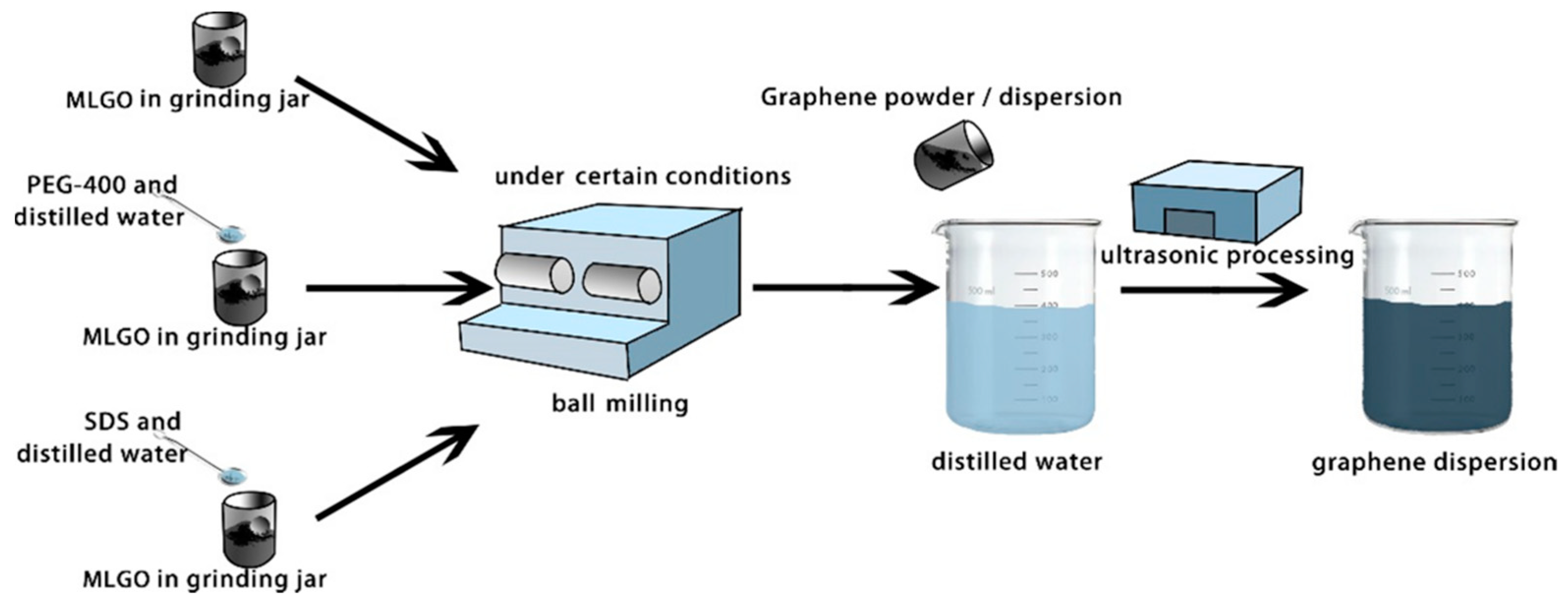
2.3.1. Graphene Oxide Ball Milling
2.3.2. Preparation of Modified Veneers
2.4. Measurement and Characterization
2.4.1. Particle Size Detection
2.4.2. Statistical Analysis
2.4.3. Spectral Analysis
2.4.4. X-ray Diffraction Characterization
2.4.5. Thermal Conductivity Determination
- m is the mass of the copper plate on the low-temperature side, kg;
- c is the specific heat capacity of the copper plate, taken as a constant 385 J·kg−1·K−1;
- T1 is the temperature of the copper plate on the high-temperature side when reaching the steady state, K;
- T2 is the temperature of the copper plate on the low-temperature side when reaching the steady state, K;
- is the heat dissipation rate of the copper heat sink at T2, mV·s−1;
- h is the thickness of the tested sample, m;
- πR2 is the heat dissipation area of the copper plate on the low-temperature side, m2.
3. Results and Discussions
3.1. Effects of the Ball Milling Process on Particle Size
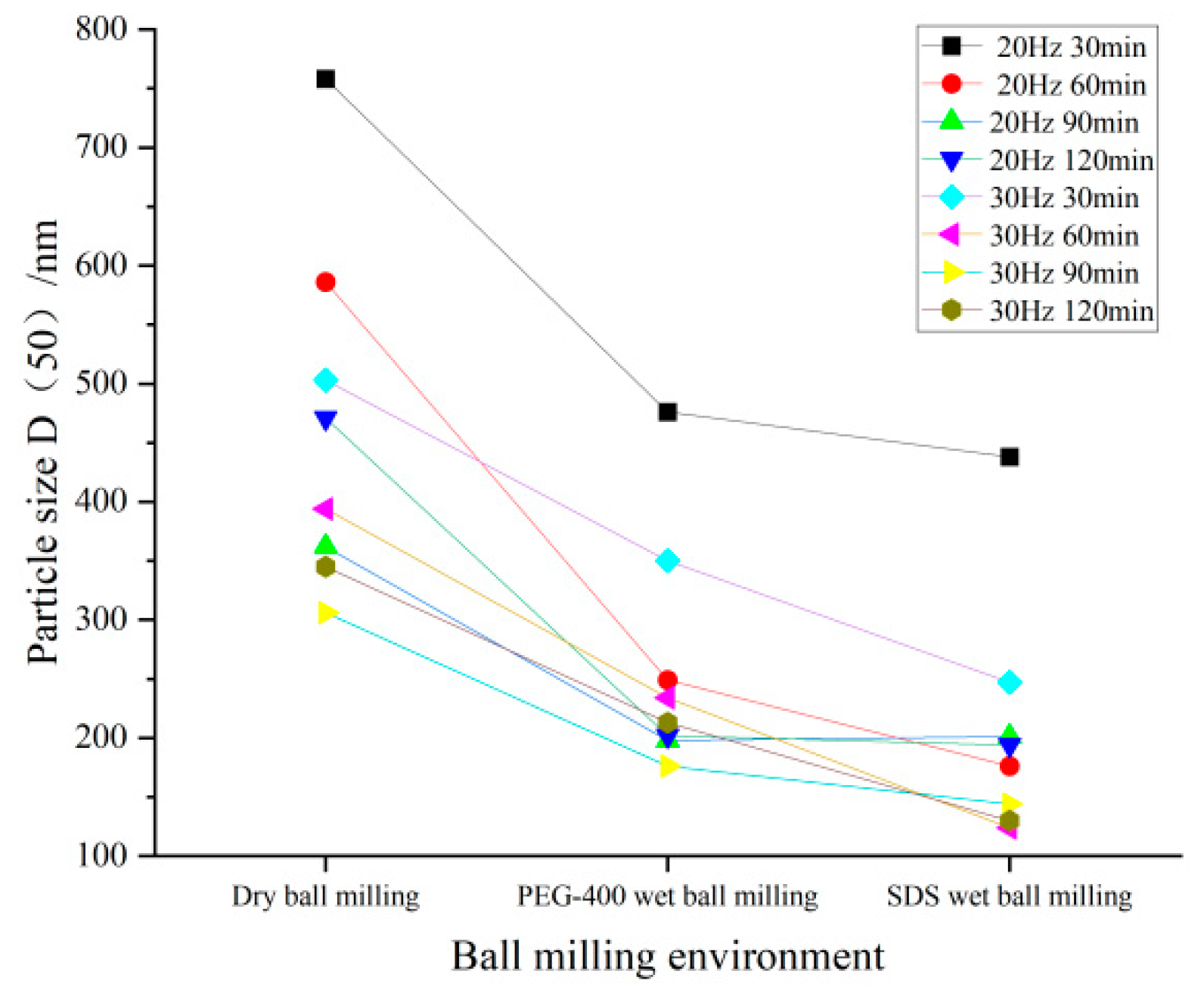
3.1.1. Influence of Ball Milling Environment on the Median Diameter of Multilayer Graphene Oxide
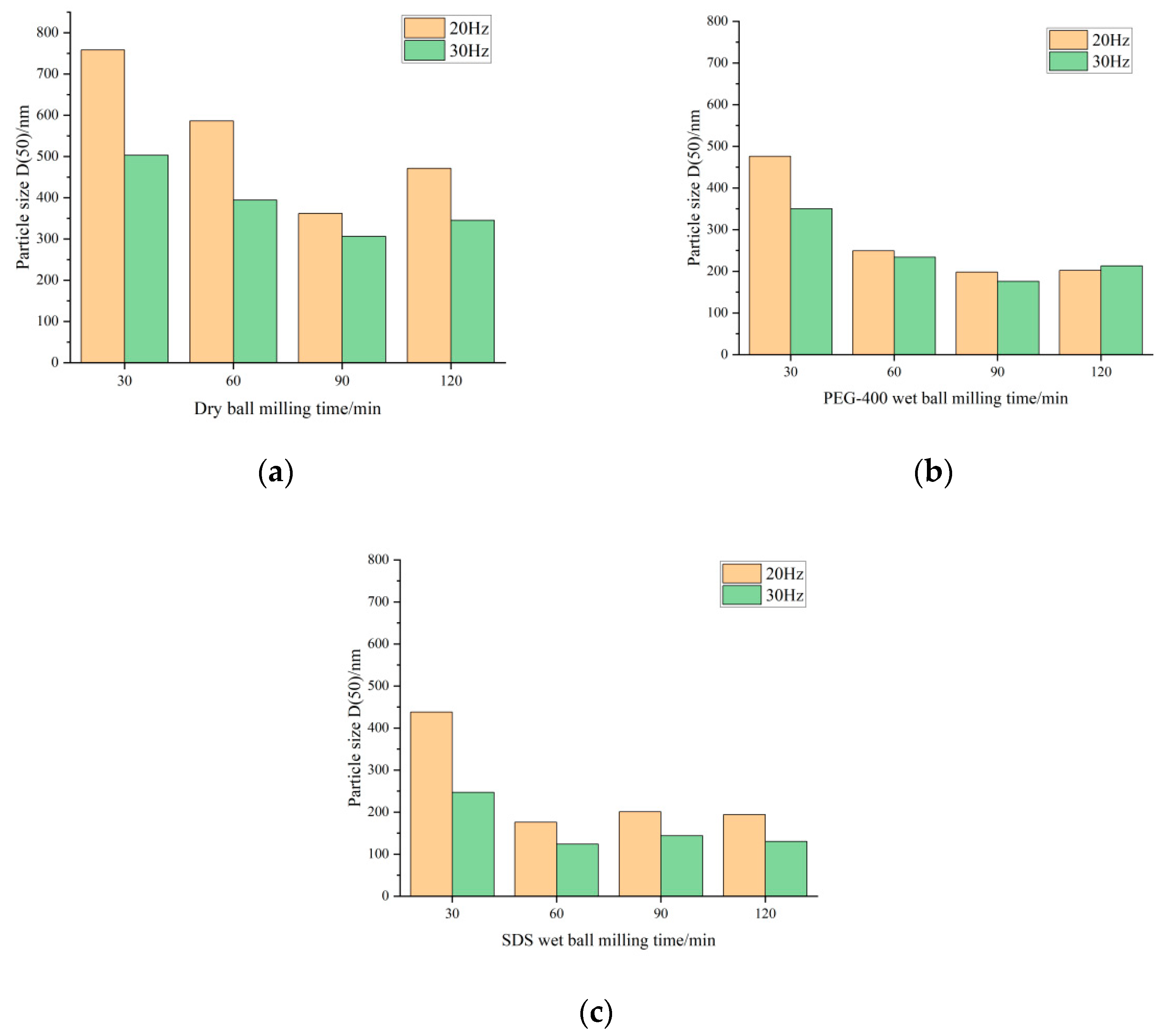
3.1.2. Effect of Ball Milling Vibration Frequency on the Median Diameter of Multilayer Graphene Oxide
3.1.3. Effect of Ball Milling Time on the Median Diameter of Multilayer Graphene Oxide
3.2. SMLG Characterization Analysis
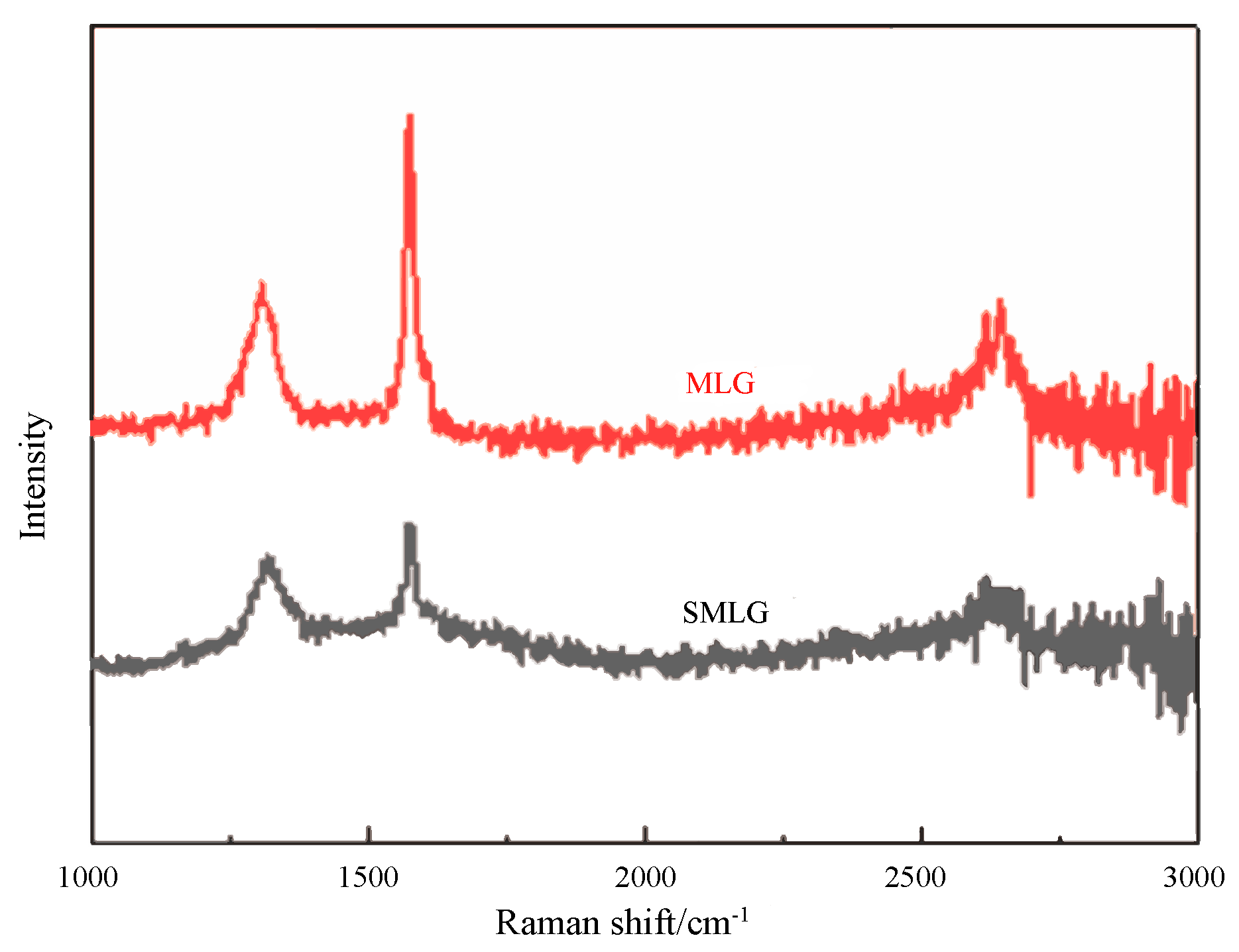
3.2.1. Raman Spectroscopy
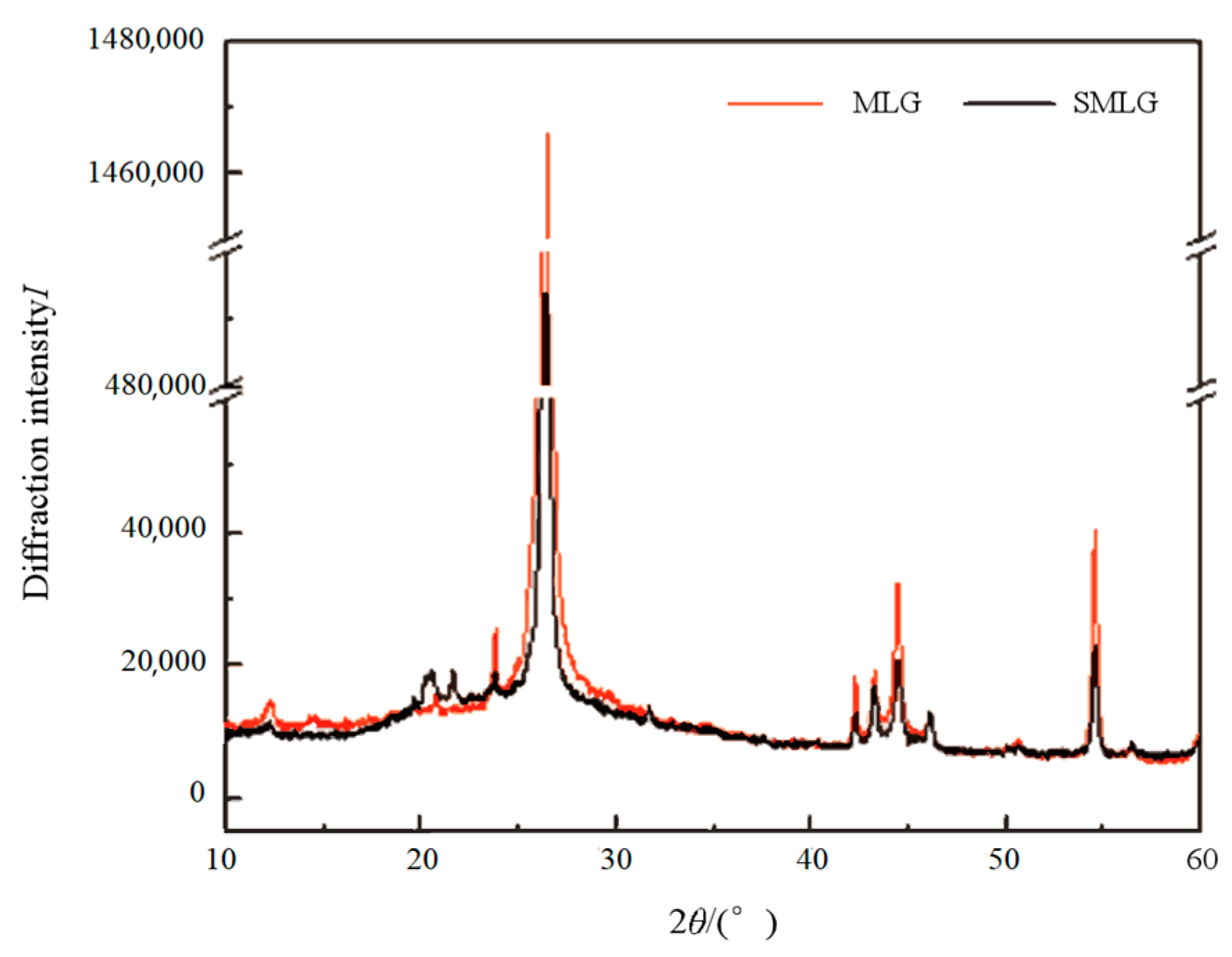
3.2.2. X-ray Diffraction (XRD) Analysis
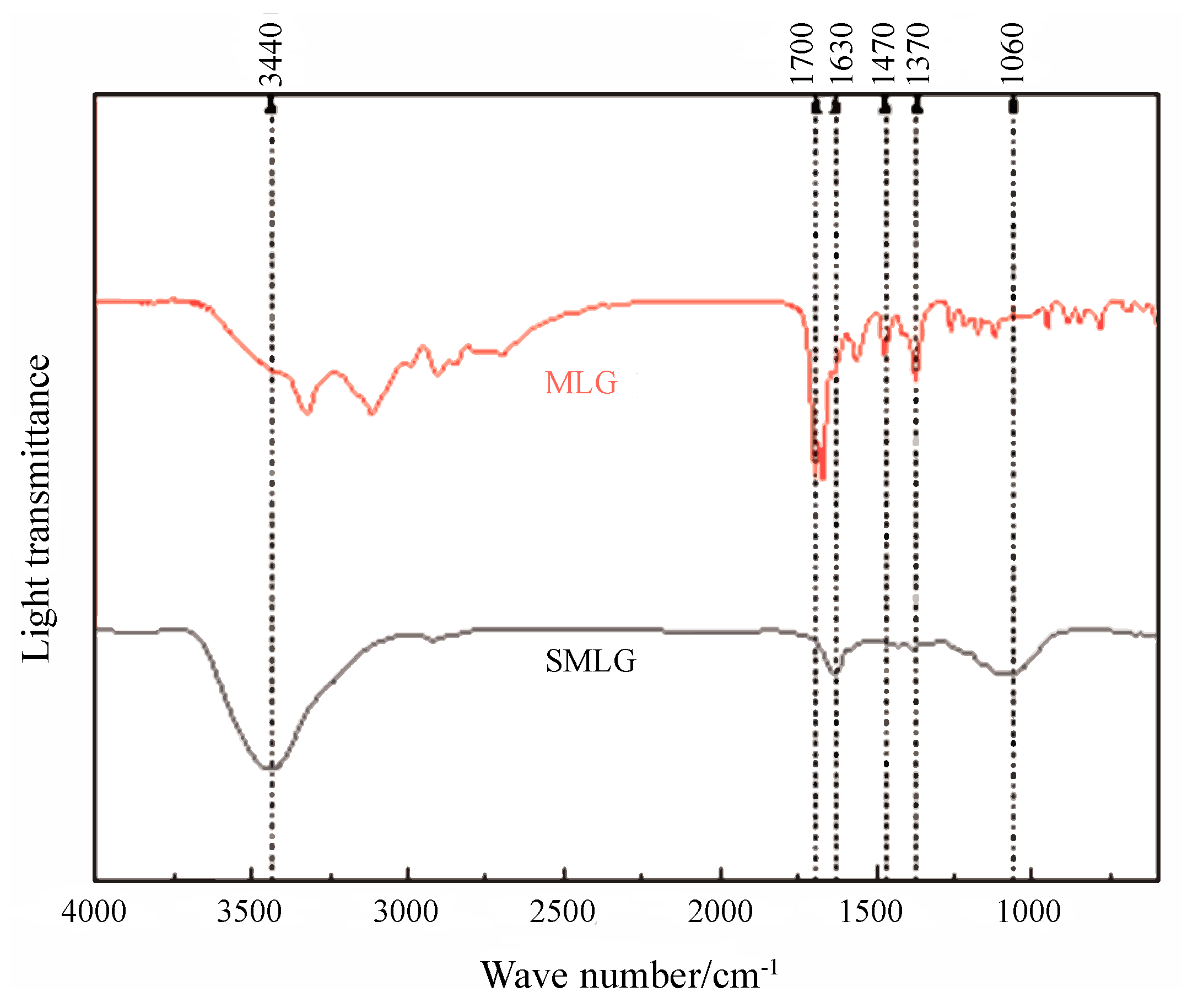
3.2.3. Fourier Transform Infrared Spectroscopy (FT-IR) Analysis
3.3. Comparative Analysis of the Thermal Conductivity of Veneer by Ball Milling
4. Conclusions
- (1)
- The median size reduction of the multilayer graphene oxide after ball milling was in the following order: SDS wet ball milling > PEG-400 wet ball milling > dry ball milling. The particle size reduction of multilayer graphene oxide was more evident at higher ball milling frequencies. With the extension of ball milling time, the median size of the multilayer graphene oxide first gradually decreased and then showed a fluctuating trend within a specific range.
- (2)
- The optimum ball milling process for reducing the particle size of multilayer graphene oxide was SDS wet ball milling with a ball milling vibration frequency of 30 Hz and a ball milling time of 60 min, and the median diameter of multilayer graphene oxide produced by this ball milling process could be reduced to 124 nm. However, the graphene oxide treated with SDS wet ball milling process had fewer ordered layers of carbon atoms and more defects.
- (3)
- The thermal conductivity of the veneer impregnated with SMLG reached 0.405, and it increased to 335% compared to untreated wood and 132% compared to non-ball-milled graphene-oxide-treated wood. The ball milling process enhanced the thermal conductivity of the wood, providing a theoretical basis for using modified wood in underfloor heating applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Asdrubali, F.; Ferracuti, B.; Lombardi, L.; Guattari, C.; Evangelisti, L.; Grazieschi, G. A review of structural, thermo-physical, acoustical, and environmental properties of wooden materials for building applications. Build. Environ. 2017, 114, 307–332. [Google Scholar] [CrossRef]
- Qi, H.B.; He, F.Y.; Wang, Q.S.; Li, D.; Lin, L. Simulation Analysis of Heat Transfer on Low Temperature Hot-Water Radiant Floor Heating and Electrical Radiant Floor Heating. Appl. Mech. Mater. 2012, 204–208, 4234–4238. [Google Scholar] [CrossRef]
- Geng, A.; Zhang, H.; Yang, H. Greenhouse gas reduction and cost efficiency of using wood flooring as an alternative to ceramic tile: A case study in China. J. Clean. Prod. 2017, 166, 438–448. [Google Scholar] [CrossRef]
- Grzegorz, P.; Andrzej, N. Thermal Conductivity of Wooden Floors in the Context of Underfloor Hrating System Applications. Drewno 2018, 61, 145–152. [Google Scholar]
- Seo, J.; Jeon, J.; Lee, J.H.; Kim, S. Thermal performance analysis according to wood flooring structure for energy conservation in radiant floor heating systems. Energy Build. 2011, 43, 2039–2042. [Google Scholar] [CrossRef]
- Zhang, X.; Xiao, X.J.; He, P.; Liu, K.N.; Han, J. Study on the effect of flat compression impregnation PF resin technology to weight gain rate of Poplar. Hunan For. Sci. Technol. 2019, 46, 24–28. [Google Scholar]
- Dorieh, A.; Pour, M.F.; Movahed, S.G.; Pizzi, A.; Selakjani, P.P.; Kiamahalleh, M.V. A review of recent progress in melamine-formaldehyde resin based nanocomposites as coating materials. Prog. Org. Coat. 2022, 165, 106768. [Google Scholar] [CrossRef]
- Ibrahim, A.; Klopocinska, A.; Horvat, K.; Abdel Hamid, Z. Graphene-Based Nanocomposites: Synthesis, Mechanical Properties, and Characterizations. Polymers 2021, 13, 2869. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Y.; Yang, L.; Liu, Y.; Yao, J. Hollow melamine resin-based carbon spheres/graphene composite with excellent performance for supercapacitors. Electrochim. Acta 2015, 166, 310–319. [Google Scholar] [CrossRef]
- Abdala, A.A.; Pretschuh, C.; Schwarzinger, C.; Lonkar, S.; Vukusic, S. Novel Electrically Conductive Melamine-formaldehyde Nanocomposite Based on Graphite Nanosheets. Macromol. Symp. 2014, 340, 73–80. [Google Scholar] [CrossRef]
- Wang, X.; Yang, H.; Song, L.; Hu, Y.; Xing, W.; Lu, H. Morphology, mechanical and thermal properties of graphene-reinforced poly(butylene succinate) nanocomposites. Compos. Sci. Technol. 2011, 72, 1–6. [Google Scholar] [CrossRef]
- Çelik, Y.; Çelik, A.; Flahaut, E.; Suvaci, E. Anisotropic mechanical and functional properties of graphene-based alumina matrix nanocomposites. J. Eur. Ceram. Soc. 2016, 36, 2075–2086. [Google Scholar] [CrossRef]
- Wu, S.S.; Tao, X.; Xu, W. Thermal Conductivity of Poplar Wood Veneer Impregnated with Graphene/Polyvinyl Alcohol. Forests 2021, 12, 777. [Google Scholar] [CrossRef]
- Dreyer, D.R.; Park, S.; Bielawski, C.W.; Ruoff, R.S. The chemistry of graphene oxide. Chem. Soc. Rev. 2010, 39, 228–240. [Google Scholar] [CrossRef]
- He, X.H.; Han, J.Y. Preparation and Properties of Graphene Oxide Modified Concrete. J. Funct. Mater. 2022, 53, 7169–7174. [Google Scholar]
- Alami, A.H.; Aokal, K.; Olabi, A.G.; Alasad, S.; Aljaghoub, H. Applications of graphene for energy harvesting applications: Focus on mechanical synthesis routes for graphene production. Energy Sources Part A Recovery Util. Environ. Eff. 2021, 43, 1–30. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.Y.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- Yue, H.; Yao, L.; Gao, X.; Zhang, S.; Guo, E.; Zhang, H. Effect of ball-milling and graphene contents on the mechanical properties and fracture mechanisms of graphene nanosheets reinforced copper matrix composites. J. Alloys Compd. 2017, 691, 755–762. [Google Scholar] [CrossRef]
- Wu, S.; Xu, W. Effects of Low-Energy-Density Microwave Treatment on Graphene/Polyvinyl Alcohol-Modified Poplar Veneer. Forests 2022, 13, 210. [Google Scholar] [CrossRef]
- Ling, Z.C.; Yan, C.X.; Shi, Q.N.; Feng, Z.X.; Qu, Y.D.; Li, T.; Yang, Y.X. The influence of milling time on the structure and properties of graphene/copper composites. Rare Met. Mater. Eng. 2017, 46, 207–212. [Google Scholar]
- Xu, W.; Liu, X.; Yan, X.X.; Huang, Q.T.; Wu, Z.H. The present status and its prospect of the microwave treatment and inorganic modification of fast growing wood for funitiure. Furniture 2016, 37, 7–11. [Google Scholar]
- Fang, F.; Xu, W.; Wu, Z.H.; Tang, X.L.; Chen, C.H.; Chen, S. Influence of nanosize SiO2 content on the quality of the water-borne wood coatings film. Furniture 2017, 38, 26–30. [Google Scholar]
- Ding, J.T.; Meng, F.T.; Sui, J.; Meng, Z.L. Research progress in graphene dispersion methods. Appl. Chem. Ind. 2018, 47, 1043–1047. [Google Scholar]
- Li, H.M.; Wu, Z.H.; Wu, Y.; Yan, X.X. Manufacture of UV Curable Inkjet Printing Ink Based on Urushiol Modified Epoxy Acrylate. Paint. Coat. Ind. 2016, 46, 26–32. [Google Scholar]
- Li, H.M.; Wu, Z.H.; Yan, X.X.; Wu, Y. Study on film performance of UV lacquer ink modified by epoxy resin. J. For. Eng. 2016, 1, 146–151. [Google Scholar]
- Tao, X.; Wu, Y.; Xu, W.; Zhan, X.X.; Zhang, J.L. Preparation and characterization of heating floor impregnated by graphene/phenol-formaldehyde resin. J. For. Eng. 2019, 4, 167–173. [Google Scholar]
- Yan, X.X.; Tao, Y.; Qian, X.Y. Preparation of microcapsules for core materials and their effects on properties of waterborne coatings on basswood. J. For. Eng. 2022, 7, 186–192. [Google Scholar]
- Xu, Y.Y.; Wu, Y.; Wu, Z.H. Effect of the amount of nano TiO2 on nano TiO2/stearic awcid composite superhydrophobic coating. Furniture 2020, 41, 84–87. [Google Scholar]
- Tao, X.; Han, Y.; Xu, W.; Wu, Y.; Zhan, X.X. Effect factors and improving methods of thermal conductivity on wooden heating floor. Furniture 2019, 40, 62–65. [Google Scholar]
- Wu, Z.H. Manufacturing model of furniture industry in industry 4.0. China For. Prod. Ind. 2016, 43, 6–10. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Materials | Source | Details |
|---|---|---|
| Multilayer graphene oxide (MLGO) | Tanfeng Graphene Technology Co., Ltd. (Suzhou, China) | black powder 6~10 layers, 5~50 μm each lamella oxygen content no less than 0.5 wt.% sulfur content lower than 3 wt.% |
| Polyethylene glycol-400 (PEG-400) | Asia Pacific United Chemical Co., Ltd. (Wuxi, China) | colorless transparent viscous liquid molecular weight 380 to 420 |
| Sodium Dodecyl Sulfonate (SDS) | Fuzhou Feijing Biotechnology Co., Ltd. (Fuzhou, China) | white powder |
| Fast-growing poplar wood | Dehua Bunny Decoration New Material Co., Ltd. (Deqing, China) | 150 mm × 150 mm × 2 mm clean and flat surface no knots and cracks simple sanding with 320-grit sandpaper |
| Water-soluble melamine-formaldehyde resin (MF) | Ningbo Zhongchen Import & Export Co., Ltd. (Ningbo, China) | colorless transparent viscous liquid 70% solids |
| Distilled water | Laboratory-made | |
| Submicron multilayer graphene oxide (SMLG) | Laboratory preparation | Ball milled with SDS wet ball milling, 30 Hz for 60 min from MLGO |
| Process Condition Number | Ball Milling Environment | Ball Milling Frequency/Hz | Ball Milling Time/min |
|---|---|---|---|
| G-20-30 | dry ball milling | 20 | 30 |
| G-20-60 | 60 | ||
| G-20-90 | 90 | ||
| G-20-120 | 120 | ||
| G-30-30 | 30 | 30 | |
| G-30-60 | 60 | ||
| G-30-90 | 90 | ||
| G-30-120 | 120 | ||
| P-20-30 | PEG-400 wet ball mill | 20 | 30 |
| P-20-60 | 60 | ||
| P-20-90 | 90 | ||
| P-20-120 | 120 | ||
| P-30-30 | 30 | 30 | |
| P-30-60 | 60 | ||
| P-30-90 | 90 | ||
| P-30-120 | 120 | ||
| S-20-30 | SDS wet ball mill | 20 | 30 |
| S-20-60 | 60 | ||
| S-20-90 | 90 | ||
| S-20-120 | 120 | ||
| S-30-30 | 30 | 30 | |
| S-30-60 | 60 | ||
| S-30-90 | 90 | ||
| S-30-120 | 120 |
| Process Condition Number | Average Diameter/nm | D50/nm | D [4, 3]/nm | D [3, 2]/nm | Dispersion |
|---|---|---|---|---|---|
| G-20-30 | 1584 | 758 | 720 | 705 | 0.200 |
| G-20-60 | 1552 | 586 | 521 | 519 | 0.324 |
| G-20-90 | 1664 | 362 | 332 | 329 | 0.034 |
| G-20-120 | 849 | 471 | 473 | 469 | 0.411 |
| G-30-30 | 1584 | 503 | 483 | 479 | 0.208 |
| G-30-60 | 1077 | 394 | 380 | 377 | 0.528 |
| G-30-90 | 1171 | 306 | 278 | 274 | 0.539 |
| G-30-120 | 895 | 345 | 332 | 329 | 0.490 |
| P-20-30 | 1426 | 476 | 448 | 443 | 0.315 |
| P-20-60 | 1167 | 249 | 232 | 231 | 0.425 |
| P-20-90 | 962 | 198 | 184 | 183 | 0.579 |
| P-20-120 | 913 | 202 | 187 | 186 | 0.540 |
| P-30-30 | 1552 | 350 | 307 | 303 | 0.385 |
| P-30-60 | 1102 | 234 | 213 | 211 | 0.414 |
| P-30-90 | 964 | 176 | 164 | 163 | 0.537 |
| P-30-120 | 910 | 213 | 195 | 193 | 0.542 |
| S-20-30 | 1099 | 438 | 428 | 425 | 0.460 |
| S-20-60 | 910 | 176 | 165 | 164 | 0.527 |
| S-20-90 | 1117 | 201 | 184 | 183 | 0.568 |
| S-20-120 | 1061 | 194 | 172 | 170 | 0.649 |
| S-30-30 | 1060 | 247 | 230 | 227 | 0.473 |
| S-30-60 | 819 | 124 | 116 | 115 | 0.571 |
| S-30-90 | 1073 | 144 | 130 | 129 | 0.454 |
| S-30-120 | 1053 | 130 | 116 | 115 | 0.596 |
| Numbering | MF Concentration | SMLG Concentration | Thermal Conductivity λ (W·m−1·K−1) | The Rate of Increase in λ (%) |
|---|---|---|---|---|
| Average | Compared to Untreated Wood | |||
| 1-non-ball-milled | 50% | 1% | 0.174 | 87 |
| 2-SMLG | 0.405 | 335 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, N.; Mao, Y.; Wu, S.; Xu, W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood. Forests 2022, 13, 1325. https://doi.org/10.3390/f13081325
Zhang N, Mao Y, Wu S, Xu W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood. Forests. 2022; 13(8):1325. https://doi.org/10.3390/f13081325
Chicago/Turabian StyleZhang, Na, Yiqun Mao, Shuangshuang Wu, and Wei Xu. 2022. "Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood" Forests 13, no. 8: 1325. https://doi.org/10.3390/f13081325