
Effect of Heat Input on Microstructure and Mechanical Properties of Deposited Metal of E120C-K4 High Strength Steel Flux-Cored Wire
 , ,
, ,
Abstract
:1. Introduction
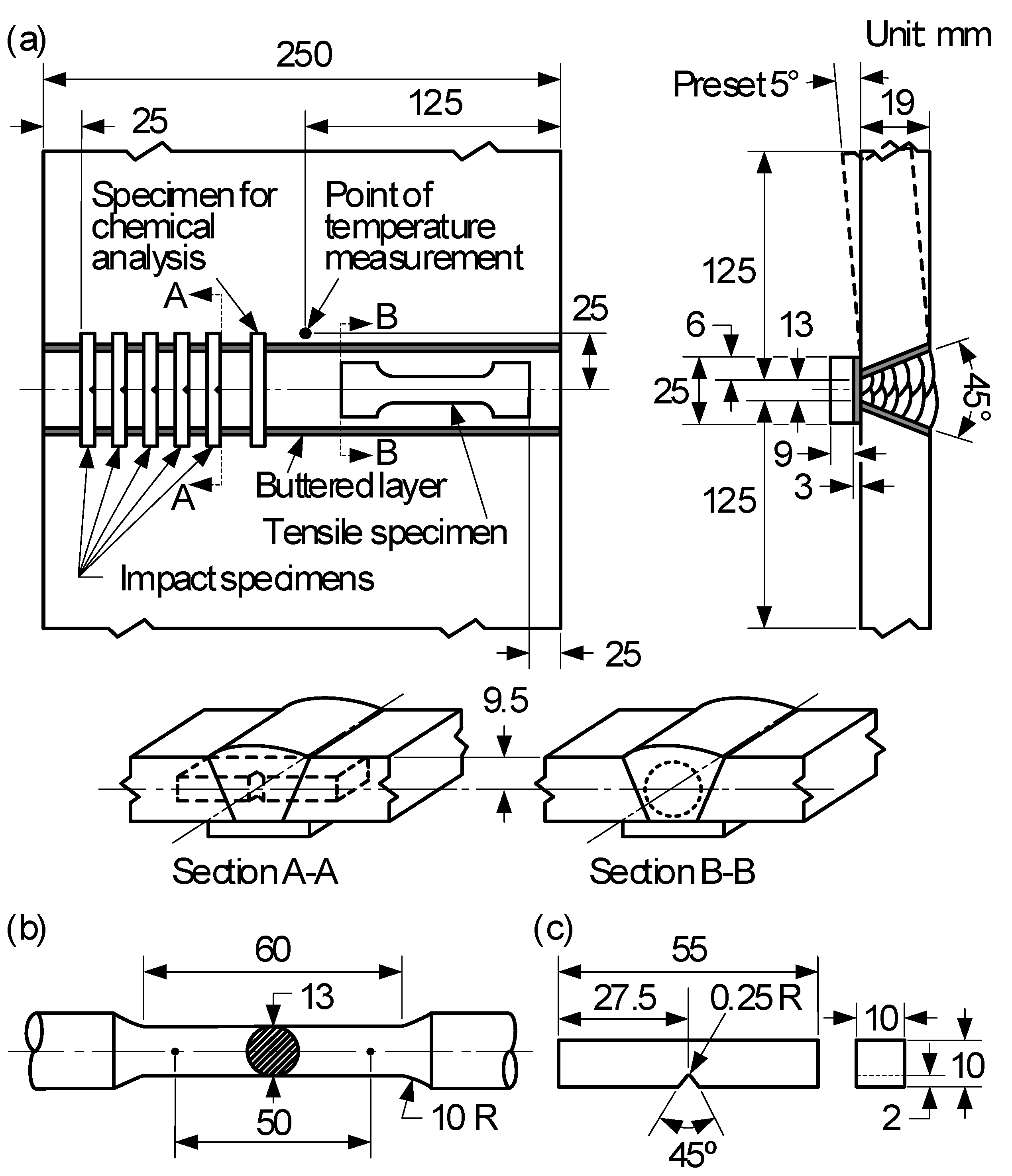
2. Materials and Methods
3. Results and Discussion
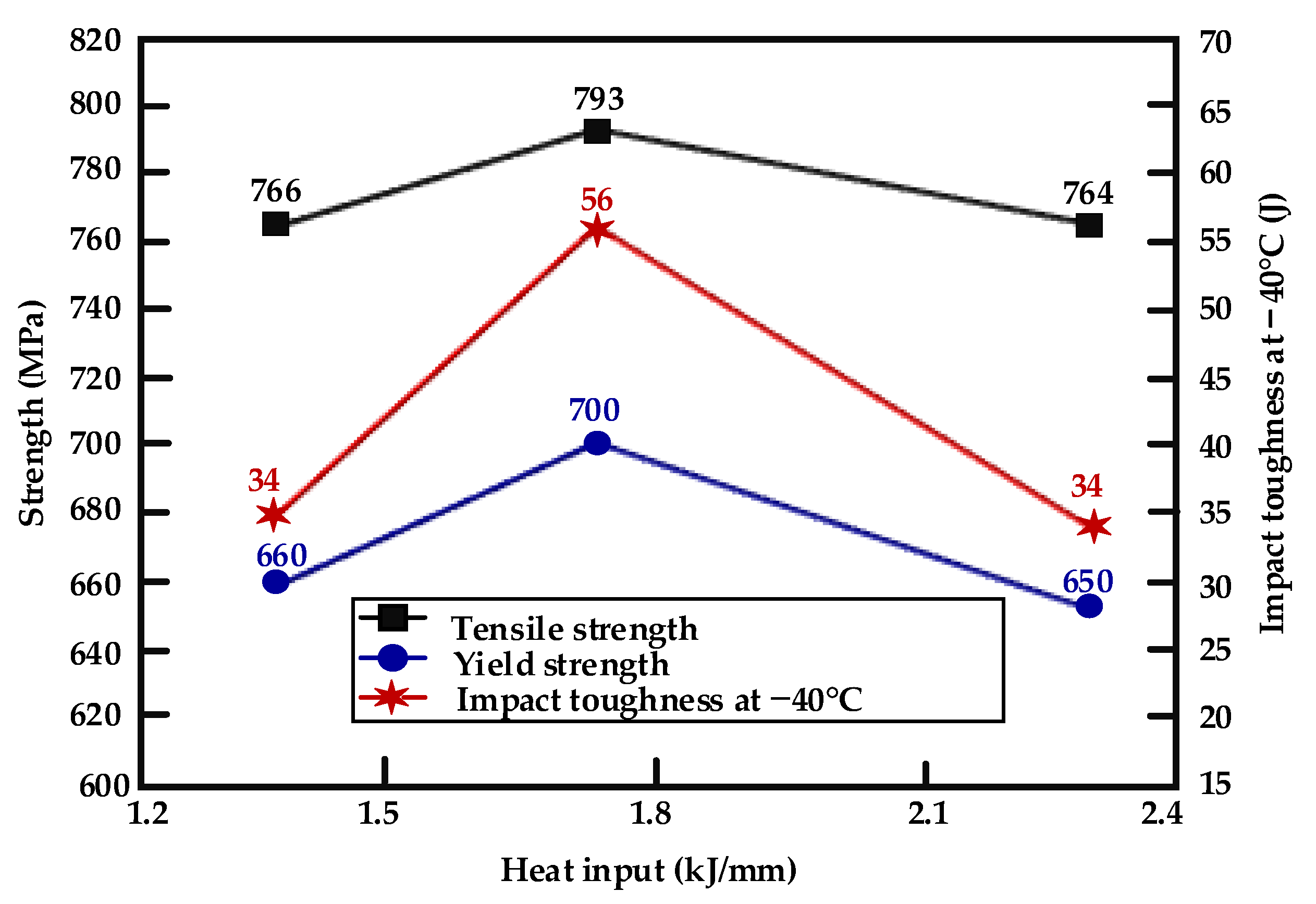
3.1. Mechanical Properties of Deposited Metal
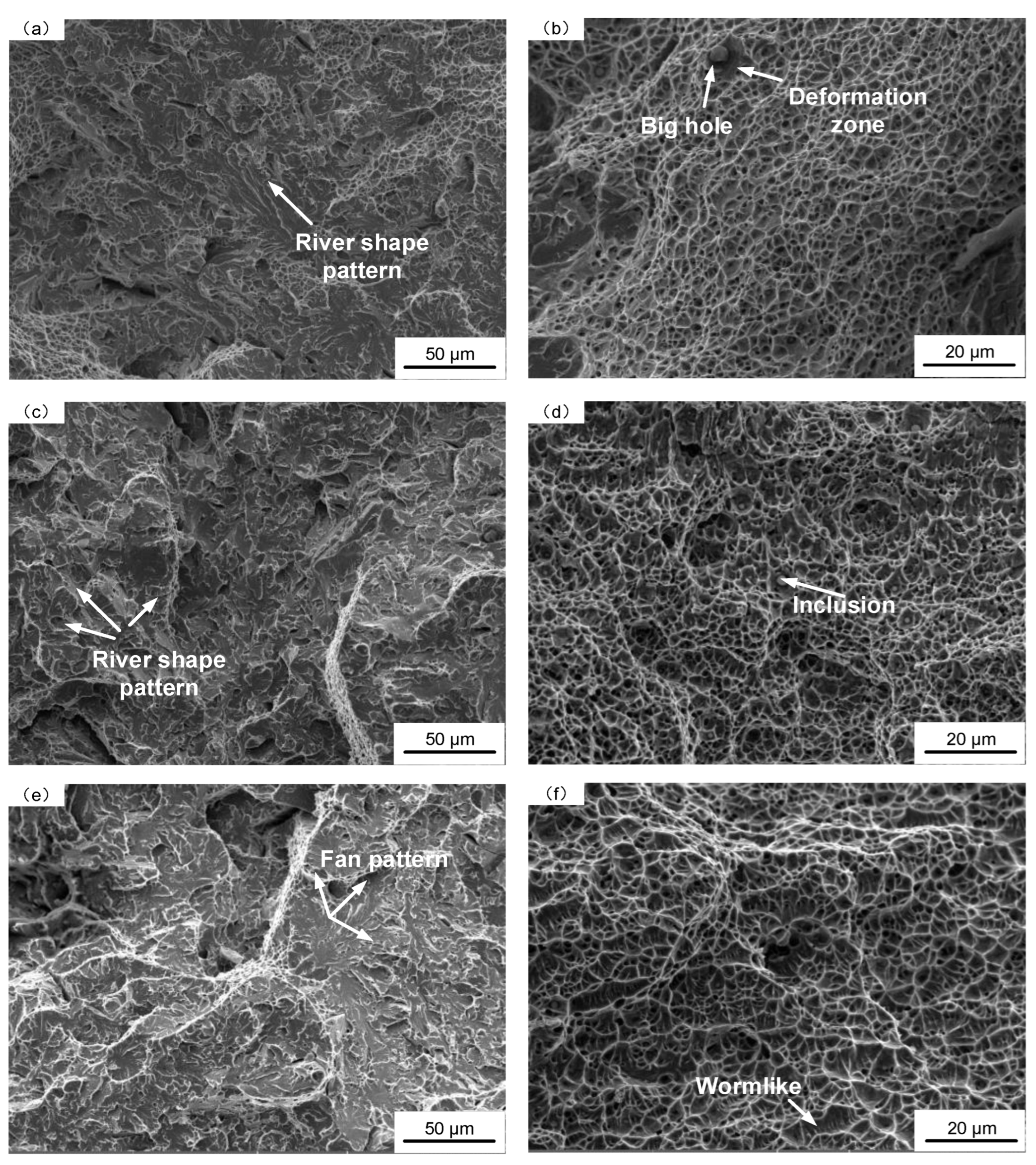
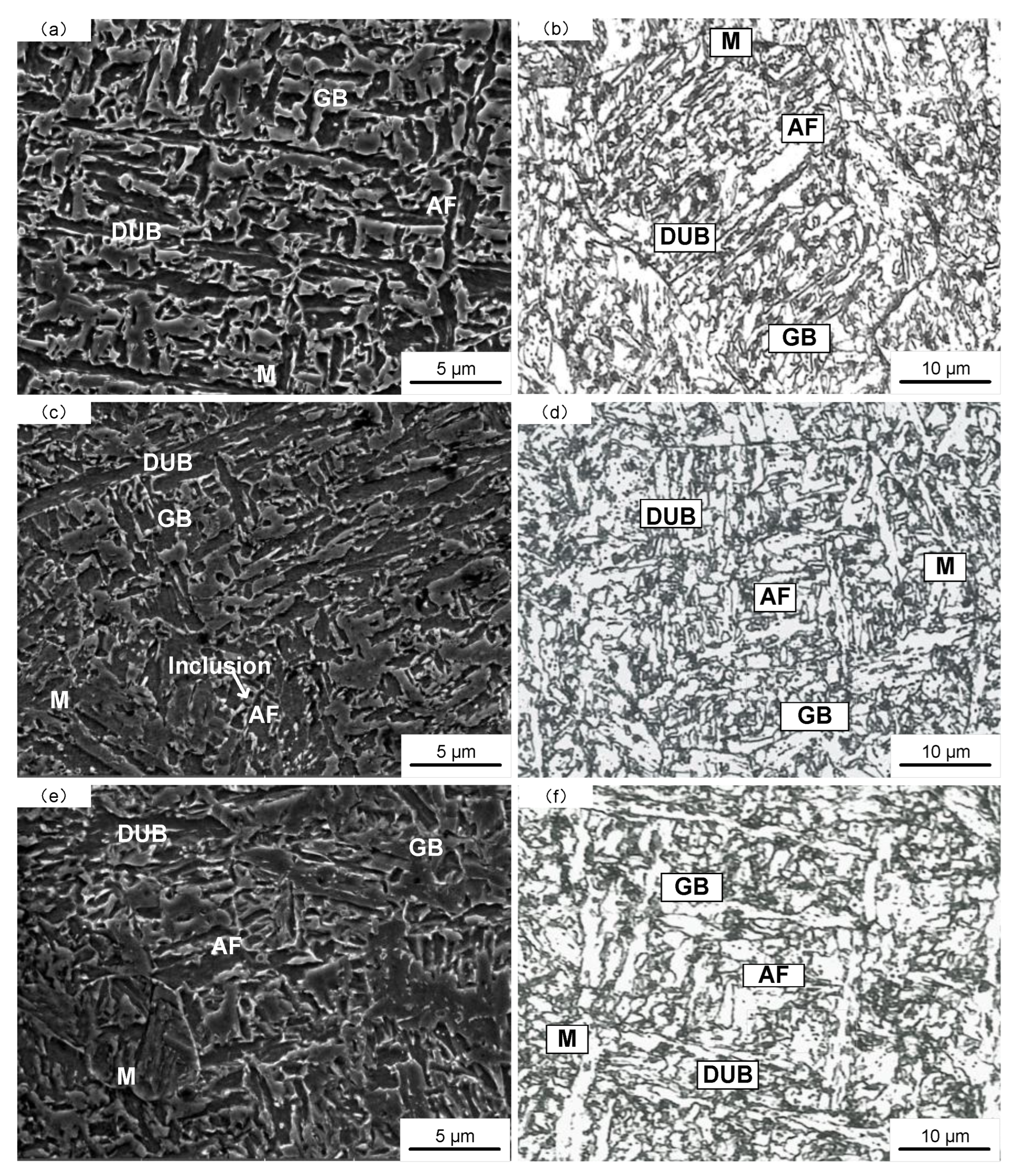
3.2. Microstructure of Deposited Metal under Different Heat Inputs
- t8/5: time for cooling the weld from 800 °C to 500 °C (s);
- E: heat input (kJ/mm);
- νi: cooling rate (°C/s);
- i: 1, 2, 3.
- BS: starting temperature for bainite phase transformation;
- MS: starting temperature for martensitic phase transformation;
- χi: mass percent of each alloying element;
- i: Mn, Si, Cr, Ni, Mo and C.
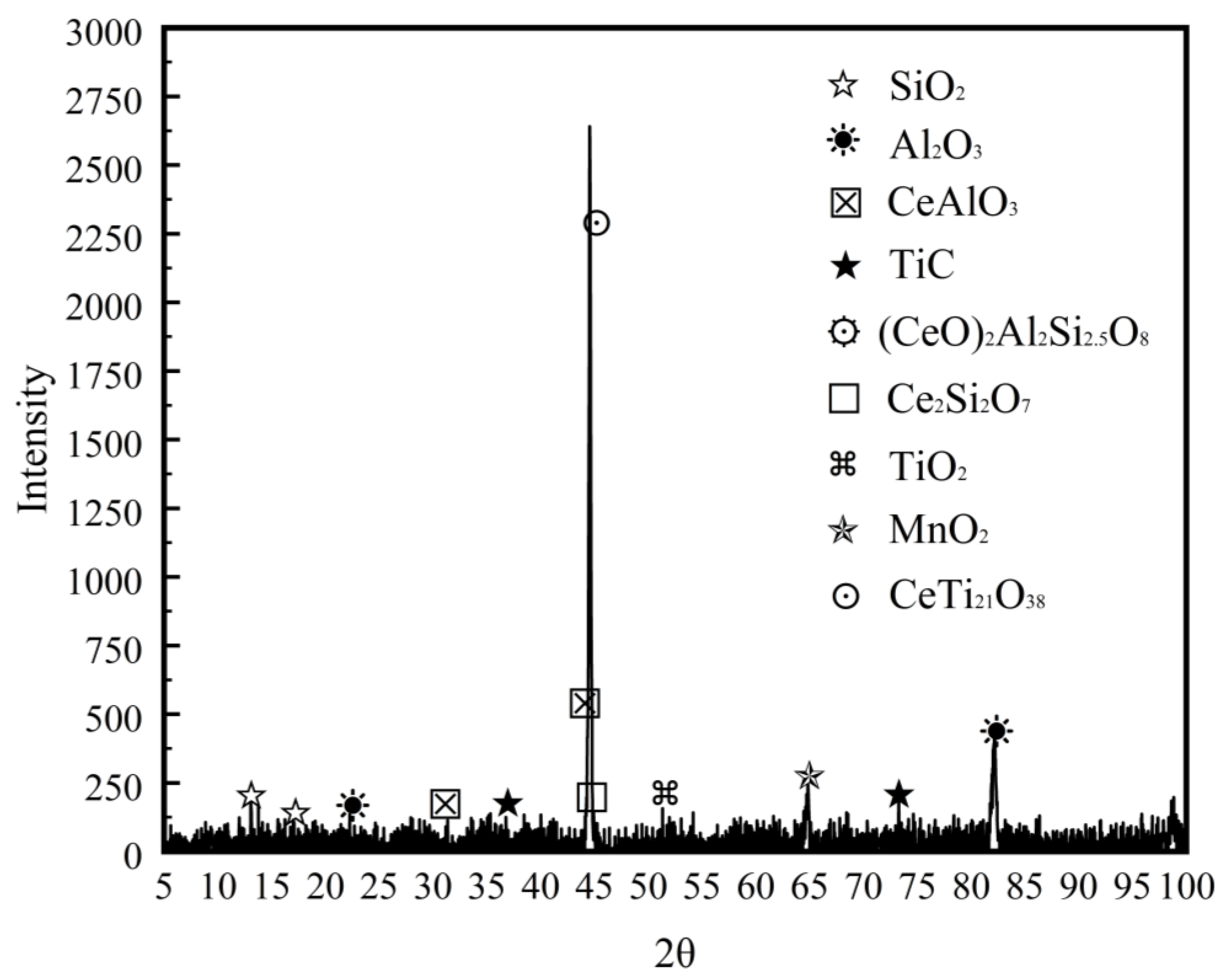
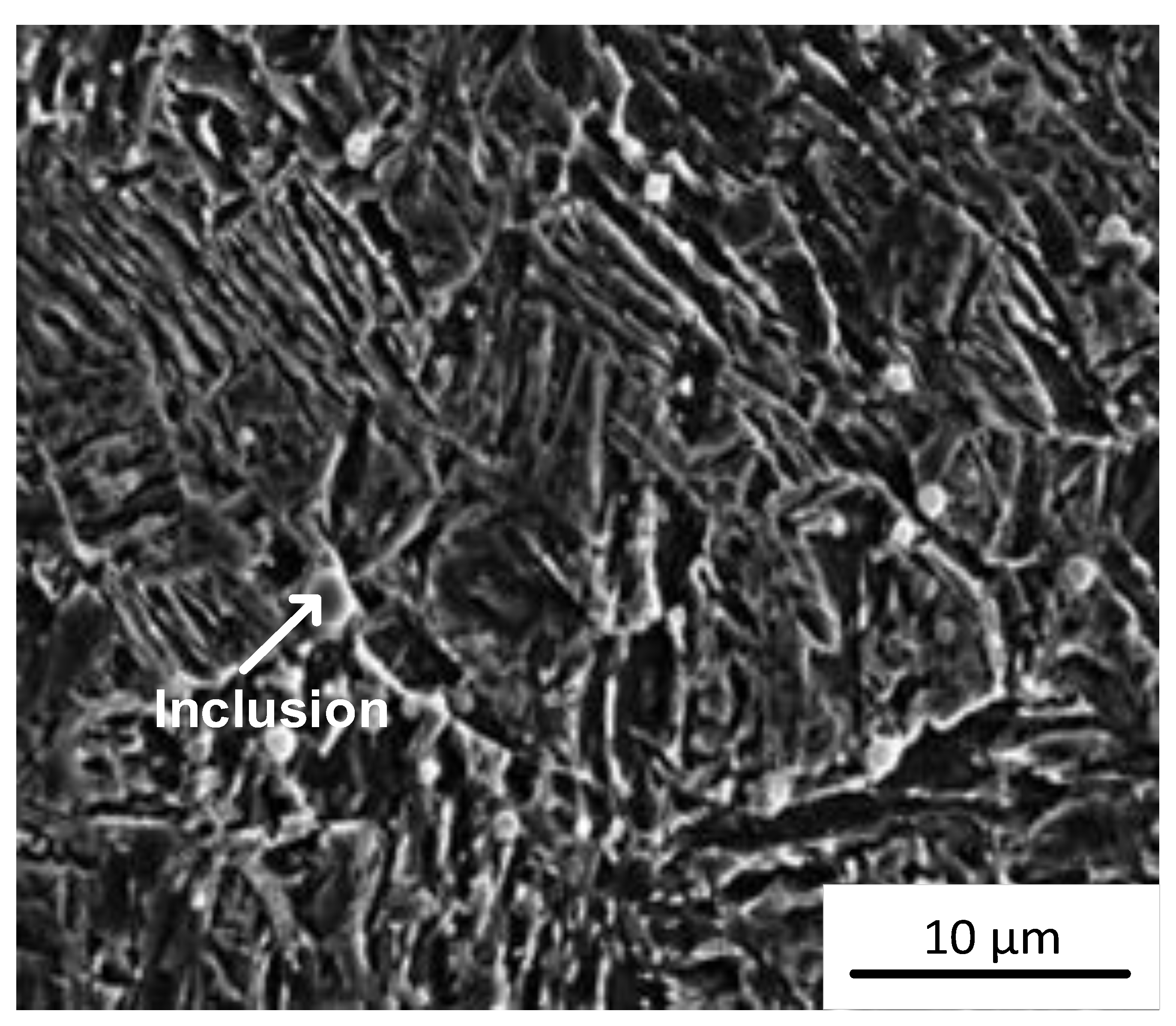
3.3. Inclusions in Deposited Metal at Different Heat Inputs
4. Conclusions
- (1)
- The heat input increased from 1.45 kJ/mm to 1.78 kJ/mm, the mechanical properties of deposited metal increased, with the tensile strength increasing from 767 MPa to 793 MPa, the yield strength from 660 MPa to 700 MPa, and the average impact toughness at −40 °C increasing from 34 J to 56 J (increased by 65%). When the heat input was further increased to 2.31 kJ/mm, the mechanical properties of deposited metal decreased, and its value was similar to the low heat input value of 1.45 kJ/mm (764 MPa, 650 MPa and 34 J, respectively). The best mechanical properties of deposited metal were obtained under the heat input of 1.78 kJ/mm.
- (2)
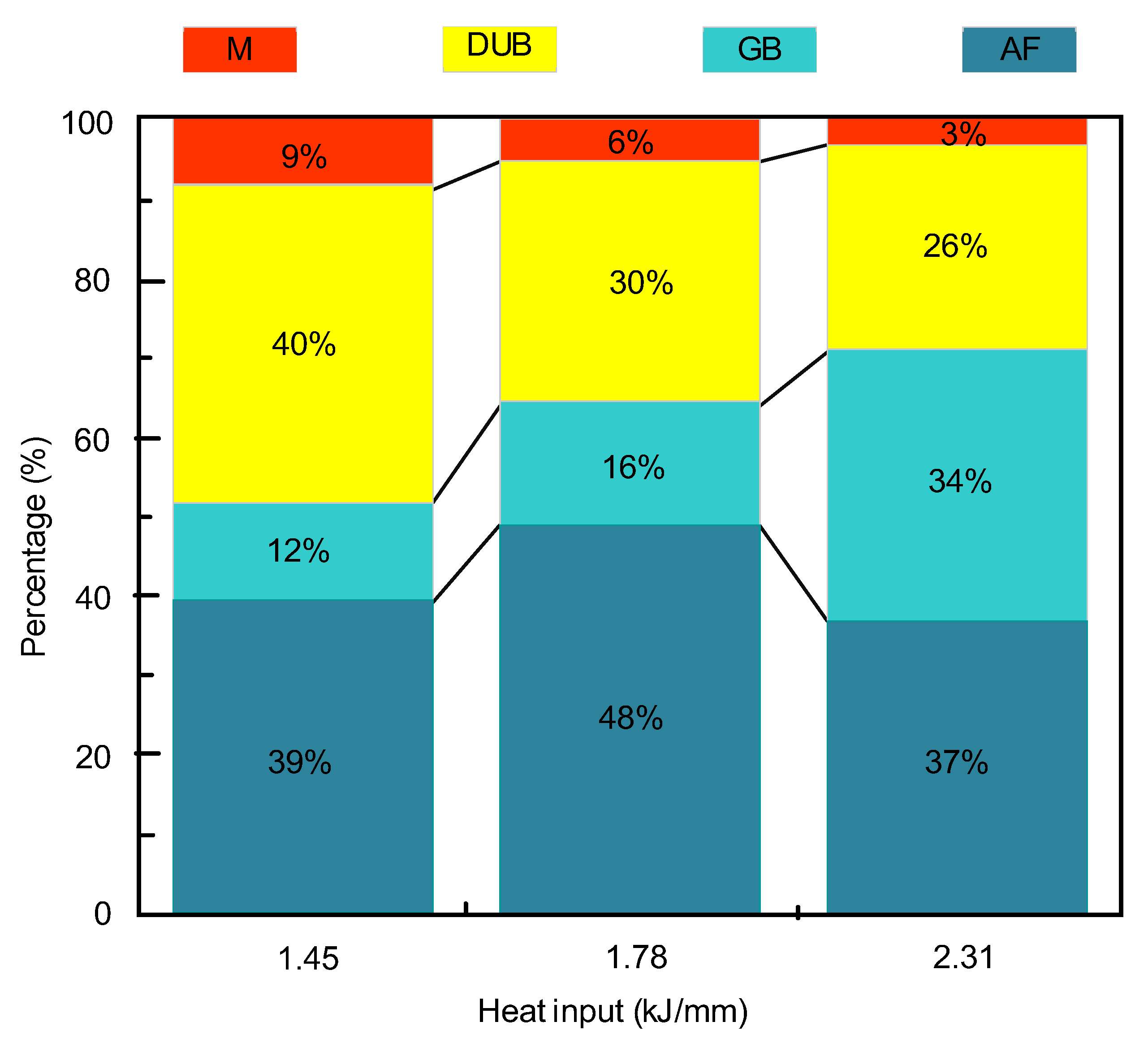
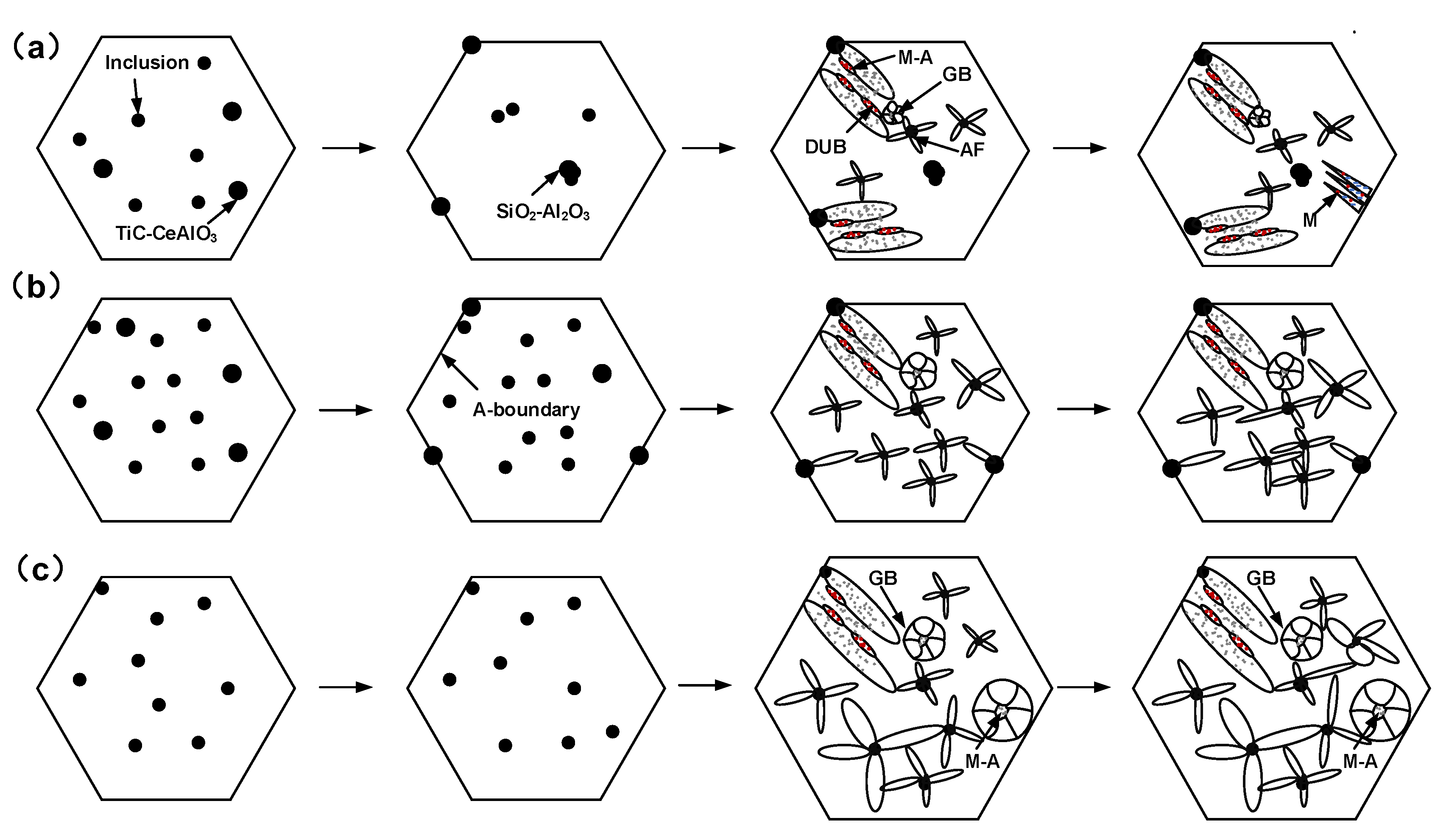
- When the heat input increased from 1.45 kJ/mm to 2.31 kJ/mm, the volume percentage of microstructure changed as follows: AF increased from 39% to 48%, and then gradually decreased to 37%; GB increased from 12% to 34%; DUB decreased from 40% to 26%; and M decreased from 9% to 3%. This is because that, the effect of heat input on the nucleation and growth process of AF has two sides; the increase in heat input promotes the metallurgical reaction and the dispersion distribution of rare earth composite inclusions, and the surface energy of AF nucleation decreases, which is beneficial to the formation of AF. On the other hand, the increase in heat input increases the size of AF, staggered aggregation and hinders the formation of new AF. The transformation temperature of GB is generally above the upper bainite transformation temperature. In this temperature range, with the increase in heat input, the growth rate of bainite is faster than that of C, and the surrounding ferrite is also nucleating and growing; thus, C is gathered in a narrow area to form carbon-rich austenite. With the advance of the solidification process, M-A constituents are formed in the middle, creating the morphology of GB, so in a certain range of heat input, GB increases with the increase in heat input. With the decrease in heat input, the cooling rate of DUB increases and the bainite transformation temperature decreases. When bainite transformation occurs, the shorter the diffusion distance of C atom is, so it is easy to gather on the interface of γ/α. However, because there is a higher content of Si in the deposited metal, it will inhibit the formation of cementite and lead to the formation of carbon-rich retained austenite at the boundary of B, so the final structure tends to form DUB. On the other hand, because of the high undercooling, non-diffusion martensitic transformation will occur directly in some areas with the decrease in the cooling rate.
- (3)
- With the increase in heat input, the spherical rare earth composite inclusions first increased and then decreased. Under the heat input of 1.45 kJ/mm, it was easy to gather and form large-size inclusions SiO2-TiC-CeAlO3, thus causing holes. Under the heat input of 1.78 kJ/mm, the inclusions mostly appeared in the form of TiC-CeAlO3. Under the heat input of 2.31 kJ/mm, SiO2 was easily attached to Al2O3 to form irregular composite inclusions. Heat input mainly controlled the inclusions through high temperature alloy reaction, and then regulated the microstructure volume ratio through the interaction of inclusions and the cooling rate, and finally indirectly affected the mechanical properties of deposited metal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holly, S.; Haslberger, P.; Zügner, D.; Schnitzer, R.; Kozeschnik, E. Development of high-strength welding consumables using calculations and microstructural characterisation. Weld. World 2018, 62, 451–458. [Google Scholar] [CrossRef]
- Zhang, T.L.; Li, Z.X.; Ma, S.; Kou, S.; Jing, H. High strength steel (600–900 MPa) deposited metal: Microstructure and mechanical properties. Sci. Technol. Weld. Join. 2016, 21, 186–193. [Google Scholar] [CrossRef]
- Cao, R.; Chan, Z.S.; Yuan, J.J.; Han, C.Y.; Xiao, Z.G.; Zhang, X.B.; Yan, Y.J.; Chen, J.H. The effects of silicon and copper on microstructures, tensile and charpy properties of weld metals by refined X120 wire. Mater. Sci. Eng. A 2018, 718, 350–362. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. On the local mechanical properties of isothermally transformed bainite in low carbon steel. Mater. Sci. Eng. A 2019, 742, 442–450. [Google Scholar] [CrossRef]
- Song, S.P.; Li, Z.X.; Li, G.D.; Zhang, T.L. Effect of heat input on toughness of deposited metal at −40 °C of self-shielded flux-cored wire. Adv. Mat. Res. 2011, 291, 979–983. [Google Scholar] [CrossRef]
- Dong, W.L.; Ma, C.W.; Li, W.; Cao, R. Effects of various heat inputs and reheating processes on the microstructure and properties of low-carbon bainite weld metals containing 4% Ni. J. Mater. Eng. Perform. 2022, 31, 10187–10204. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Duan, X.N.; Song, C.H. Investigation of microstructural evolution and bainite transformation kinetics of multi-phase steel. Mater. Sci. Eng. A 2020, 774, 138868. [Google Scholar] [CrossRef]
- Mao, G.; Cayron, C.; Cao, R.; Logé, R.; Chen, J. The relationship between low-temperature toughness and secondary crack in low-carbon bainitic weld metals. Mater. Charact. 2018, 145, 516–526. [Google Scholar] [CrossRef]
- Shim, D.H.; Lee, T.; Lee, J.; Lee, H.J.; Yoo, J.Y.; Lee, C.S. Increased resistance to hydrogen embrittlement in high-strength steels composed of granular bainite. Mater. Sci. Eng. A 2017, 700, 473–480. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Svensson, L.E.; Gretoft, B.A. Model for the development of microstructure in low-alloy steel (Fe–Mn–Si–C) weld deposits. Acta Met. 1985, 33, 1271–1283. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Effect of single pass welding heat input on microstructure and hardness of submerged arc welded high strength low carbon bainitic steel. Sci. Technol. Weld. Join. 2012, 17, 564–570. [Google Scholar] [CrossRef]
- Mainak, S.; Manidipto, M.; Santosh, K.S.; Tapan, K.P. Effect of double-pulsed gas metal arc welding (DP-GMAW) process variables on microstructural constituents and hardness of low carbon steel weld deposits. J. Manuf. Process. 2018, 31, 424–439. [Google Scholar]
- Yang, X.W.; Liu, F.G.; Shi, C.F. Influence of heat input on hot cracking sensitivity of the EA395-9 filler metal. Mater. Test. 2023, 65, 33–42. [Google Scholar] [CrossRef]
- Dong, H.G.; Hao, X.H.; Deng, D.W. Effect of welding heat input on microstructure and mechanical properties of HSLA Steel Joint. Met. Microstruct. Anal. 2014, 3, 138–146. [Google Scholar] [CrossRef]
- Shi, M.H.; Zhang, P.Y.; Wang, C.; Zhu, F.X. Effect of high heat input on toughness and microstructure of coarse grain heat affected zone in Zr bearing low carbon steel. ISIJ Int. 2014, 54, 932–937. [Google Scholar] [CrossRef]
- Köse, C. Heat treatment and heat input effects on the dissimilar laser beam welded AISI 904L super austenitic stainless steel to AISI 317L austenitic stainless steel: Surface, texture, microstructure and mechanical properties. Vacuum 2022, 205, 111440. [Google Scholar] [CrossRef]
- Chen, S.; He, T.; Zhao, L.; Tsang, D.K.L. Microstructure and mechanical response of gas tungsten arc welded joints comprising a UNS N10003 alloy with different heat inputs. Mater. Sci. Eng. A 2021, 803, 140494. [Google Scholar] [CrossRef]
- Cheng, Z.; Ye, Z.; Huang, J.; Yang, J.; Chen, S.; Zhao, X. Influence of heat input on the intermetallic compound characteristics and fracture mechanisms of titanium-stainless steel MIG-TIG double-sided arc welding joints. Intermetallics 2020, 127, 106973. [Google Scholar] [CrossRef]
- Ribeiro, H.V.; Baptista, C.A.R.P.; Lima, M.S.F.; Torres, M.A.S.; Marcomini, J.B. Effect of laser welding heat input on fatigue crack growth and CTOD fracture toughness of HSLA steel joints. J. Mater. Res. Technol. 2021, 11, 801–810. [Google Scholar] [CrossRef]
- Dong, Y.; Qi, X.Y.; Du, L.X.; Yan, L.; Misra, R.D.K. Effect of welding thermal cycle on microstructural characteristics and toughness in simulated heat affected zone of low-C medium-Mn high strength steel. J. Mater. Eng. Perform. 2022, 31, 2653–2663. [Google Scholar] [CrossRef]
- Funakoshi, T.; Tanaka, T.; Ueda, S.; Ishikawa, M.; Koshizuka, N.; Kunihiko, K. Improvement in microstructure and toughness of large heat-input weld bond due to addition of rare earth metals and Boron in high strength steel. Tetsu Hagane 2010, 63, 303–312. [Google Scholar] [CrossRef]
- Adabavazeh, Z.; Hwang, W.S.; Yu, H. Effect of adding cerium on microstructure and morphology of Ce-based inclusions formed in low-carbon steel. Sci. Rep. 2017, 7, 46503. [Google Scholar] [CrossRef] [PubMed]
- Seo, J.S.; Lee, C.; Kim, H.J. Influence of oxygen content on microstructure and inclusion characteristics of bainitic weld metals. ISIJ Int. 2013, 53, 279–285. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, T.L.; Chen, Y.; Wang, W.W.; Wu, W. Effect of CeO2 on microstructures and mechanical properties of welded high-strength steel weld metal. Mater. Res. Express. 2021, 8, 016515. [Google Scholar] [CrossRef]
- Cai, Y.C.; Liu, R.P.; Wei, Y.H.; Cheng, Z.G. Influence of Y on microstructures and mechanical properties of high strength steel weld metal. Mater. Des. 2014, 62, 83–90. [Google Scholar] [CrossRef]
- AWS A5.28/A5.28M; Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding. American National Standards Institute: Miami, FL, USA, 2005.
- AWS B4.0; Standard Methods for Mechanical Testing of Welds American Welding Society. American National Standards Institute: Miami, FL, USA, 2007.
- GB/T 2652-2022; Destructive Tests on Welds in Metallic Materials. Standardization Administration of the People’s Republic of China: Beijing, China, 2022.
- Polekhina, N.A.; Litovchenko, I.Y.; Almaeva, K.V.; Tyumentsev, A.N.; Pinzhin, Y.P.; Chernov, V.M.; Leontieva-Smirnova, M.V. Fracture mechanisms of low activation 12% chromium ferritic-martensitic steel EK-181 in the temperature range from −196 to 800 °C. Russ. Phys. J. 2022, 64, 1468–1473. [Google Scholar] [CrossRef]
- Zhao, M.C.; Li, J.L.; Zeng, T.Y.; Huang, X.F.; Zhao, Y.C.; Atrens, A. The ductile to brittle transition for C–Mn steel with an ultrafine grain ferrite/cementite microstructure. Mater. Sci. Eng. A 2011, 528, 7228–7237. [Google Scholar] [CrossRef]
- Ge, Z.X. Writing Fast MATLAB; Publishing House of Electronics Industry: Beijing, China, 2008. [Google Scholar]
- Keehan, E.; Zachrisson, J.; Karlsson, L. Influence of cooling rate on microstructure and properties of high strength steel weld metal. Sci. Technol. Weld. Join. 2013, 15, 233–238. [Google Scholar] [CrossRef]
- Fonda, R.W.; George, S. Effects of cooling rate on transformations in a Fe-9 Pct Ni steel. Met. Mater. Trans. A 2014, 45, 5982–5989. [Google Scholar] [CrossRef]
- Abson, D.J. Acicular ferrite and bainite in C–Mn and low-alloy steel arc weld metals. Sci. Technol. Weld. Join. 2018, 23, 635–648. [Google Scholar] [CrossRef]
- Zajac, S.; Schwinn, V.; Tacke, K.H. Characterisation and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels. Mater. Sci. Forum 2005, 500, 387–394. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Voltage (V) | Current (A) | Wire Stick-Out (mm) | Welding Speed (cm/min) | Heat Input (kJ/mm) | Preheat/Interpass Temperature (°C) |
|---|---|---|---|---|---|---|
| Weld 1 | 22 | 230 | 15 | 21 | 1.45 | 150 |
| Weld 2 | 25 | 250 | 15 | 21 | 1.78 | 150 |
| Weld 3 | 30 | 270 | 15 | 21 | 2.31 | 150 |
| Type | Chemical Composition (wt.%) | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Fe | |
| ASTM A36 | 0.2 | 0.18 | 0.33 | 0.007 | 0.008 | Bal. |
| No. | Chemical Composition (wt.%) | Mechanical Property | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | S | P | Cr | Ni | Mo | Tensile Strength | Akv (−40 °C) | ||
| Individual | Average | ||||||||||
| (MPa) | (J) | ||||||||||
| Weld 1 | 0.0255 | 0.49 | 1.94 | 0.007 | 0.01 | 0.391 | 2.13 | 0.60 | 766 | 33.6, 35.8, 33.2 | 34.2 |
| Weld 2 | 0.0227 | 0.47 | 1.91 | 0.007 | 0.01 | 0.387 | 2.19 | 0.56 | 793 | 54.4, 57.7, 55.3 | 55.8 |
| Weld 3 | 0.0396 | 0.33 | 1.97 | 0.007 | 0.01 | 0.388 | 2.07 | 0.60 | 764 | 38.3, 32.6, 31.1 | 34.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, W.; Zhang, T.; Chen, H.; Peng, J.; Yang, K.; Lin, S.; Wen, P.; Li, Z.; Yang, S.; Kou, S. Effect of Heat Input on Microstructure and Mechanical Properties of Deposited Metal of E120C-K4 High Strength Steel Flux-Cored Wire. Materials 2023, 16, 3239. https://doi.org/10.3390/ma16083239
Wu W, Zhang T, Chen H, Peng J, Yang K, Lin S, Wen P, Li Z, Yang S, Kou S. Effect of Heat Input on Microstructure and Mechanical Properties of Deposited Metal of E120C-K4 High Strength Steel Flux-Cored Wire. Materials. 2023; 16(8):3239. https://doi.org/10.3390/ma16083239
Chicago/Turabian StyleWu, Wen, Tianli Zhang, Haoxin Chen, Jingjing Peng, Kaiqin Yang, Sanbao Lin, Peiyin Wen, Zhuoxin Li, Shanglei Yang, and Sindo Kou. 2023. "Effect of Heat Input on Microstructure and Mechanical Properties of Deposited Metal of E120C-K4 High Strength Steel Flux-Cored Wire" Materials 16, no. 8: 3239. https://doi.org/10.3390/ma16083239