
A Novel Approach of Optimum Time Interval Estimation for Al-7.5Si/Al-18Si Liquid–Liquid Bimetal Casting in Sand and Metallic Moulds

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Martials
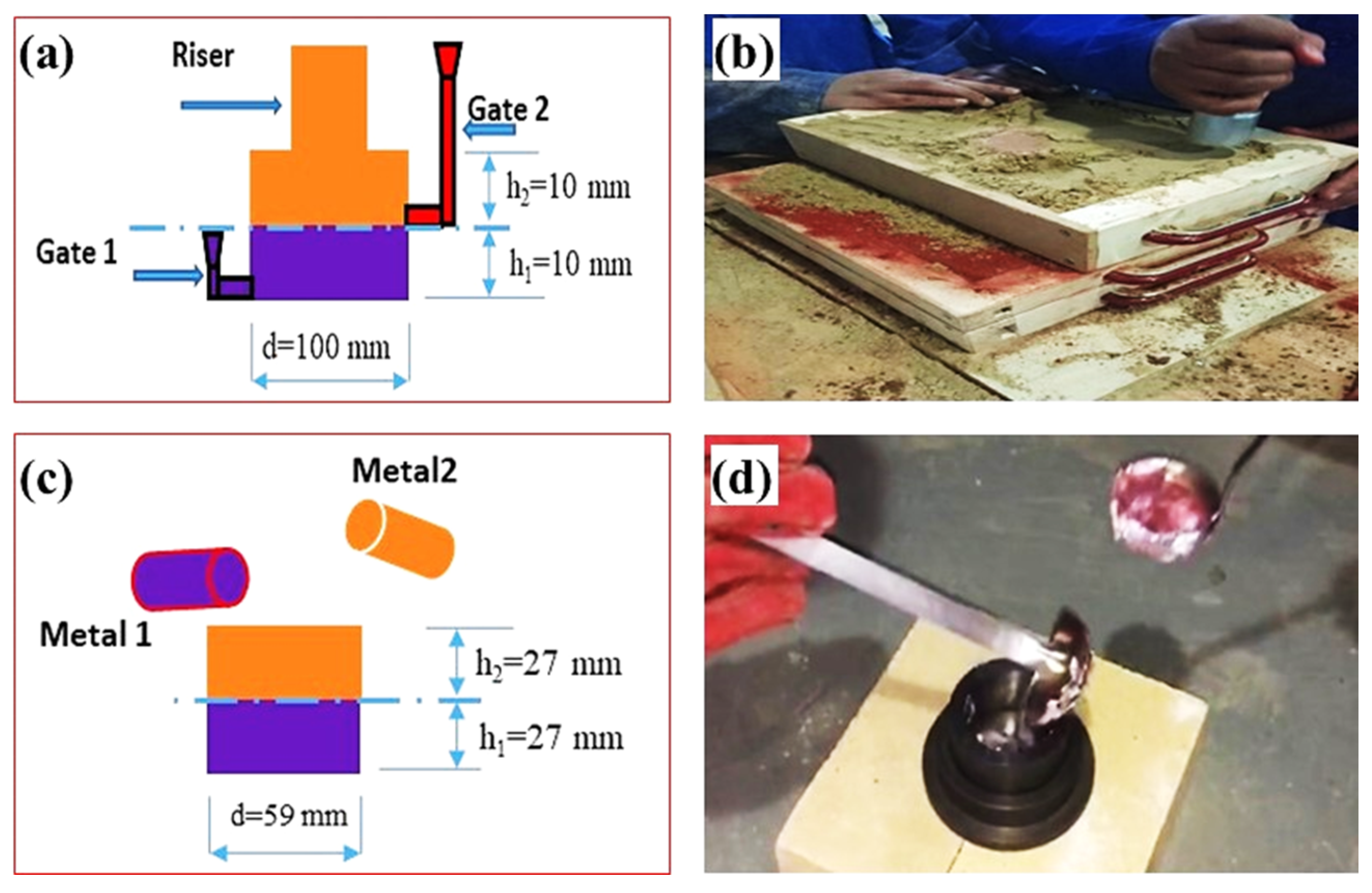
2.2. Bimetal Casting Process
2.3. Bimetal Casting Characterization
2.4. Total Solidification Time Estimation
3. Results and Discussion
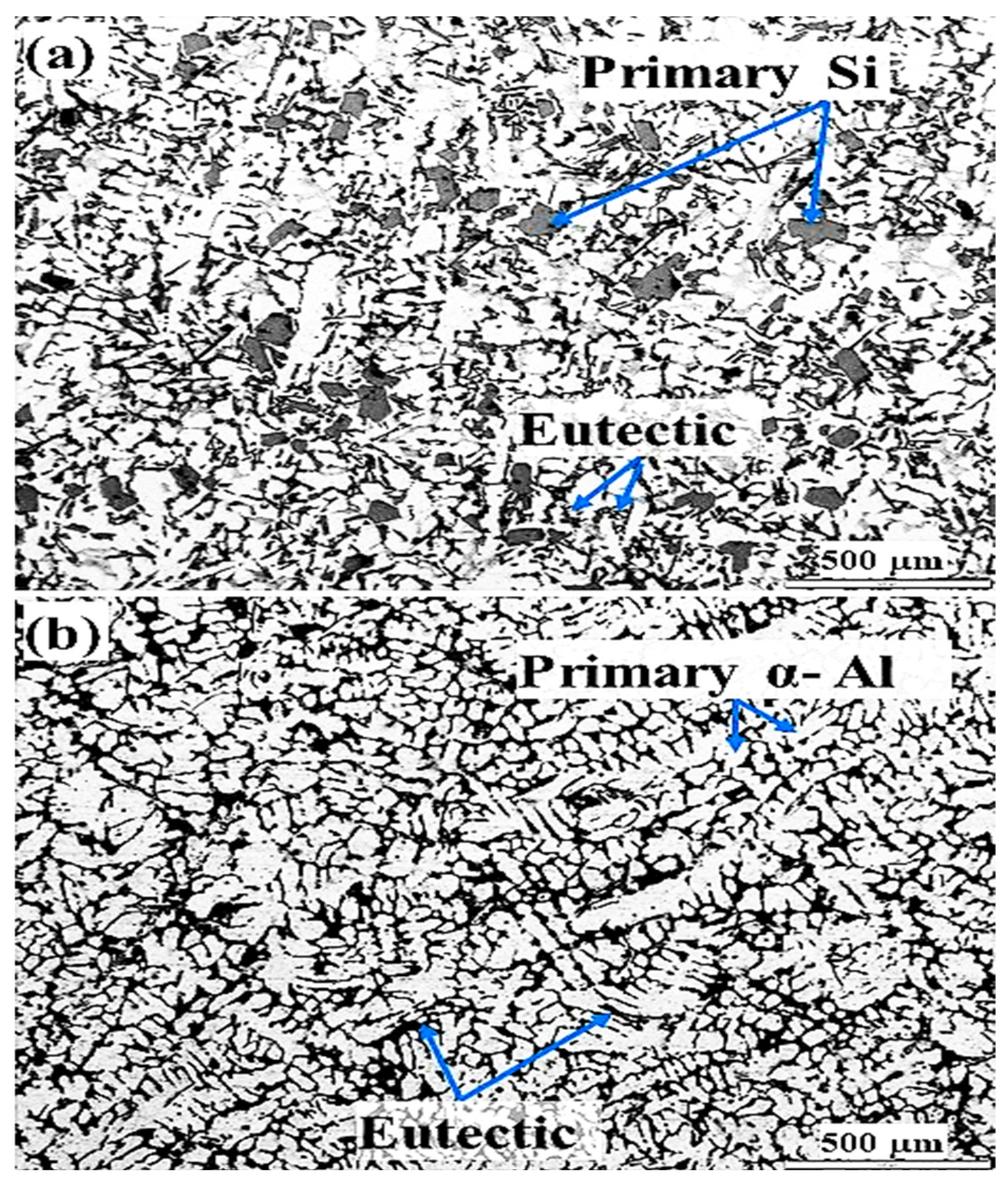
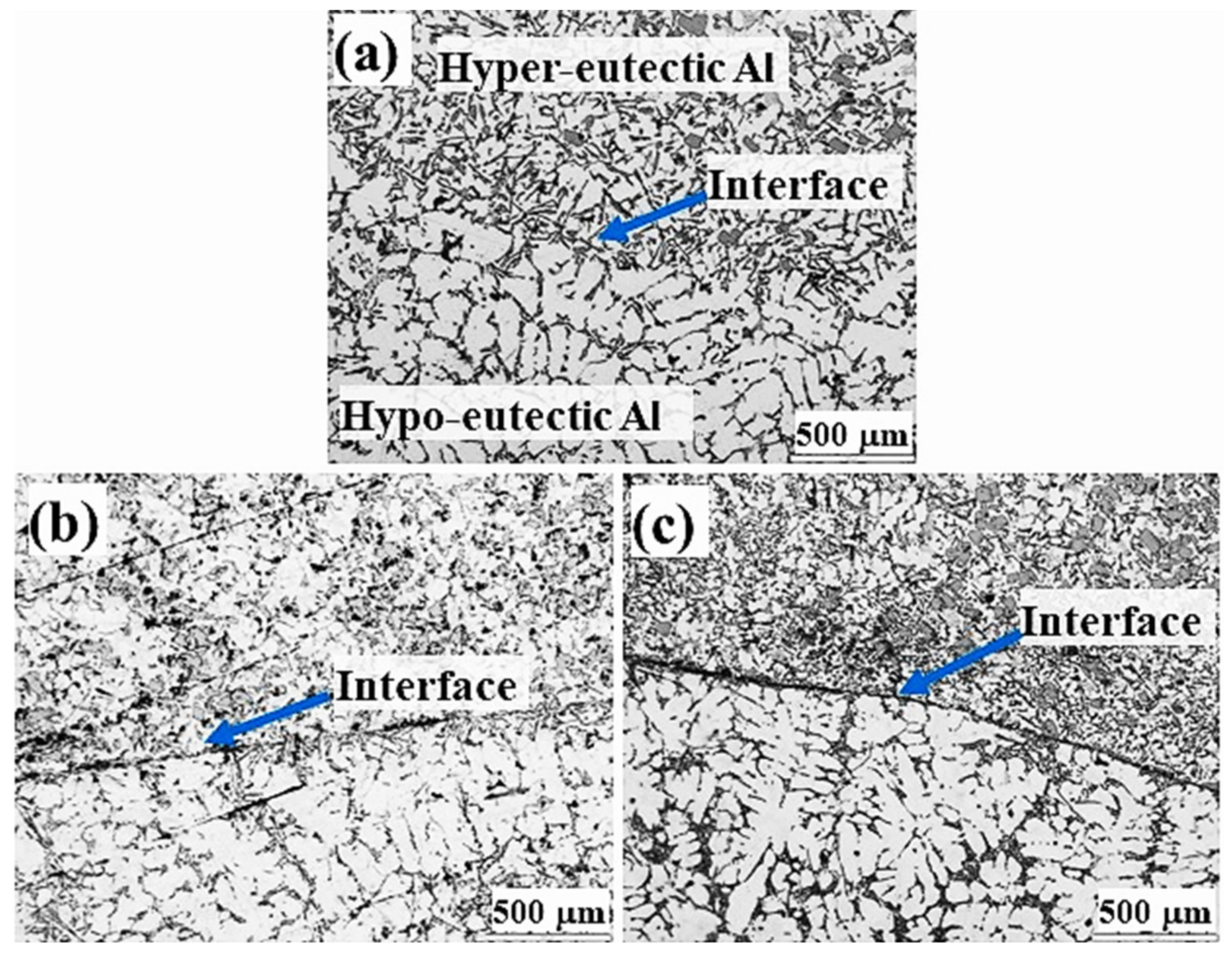
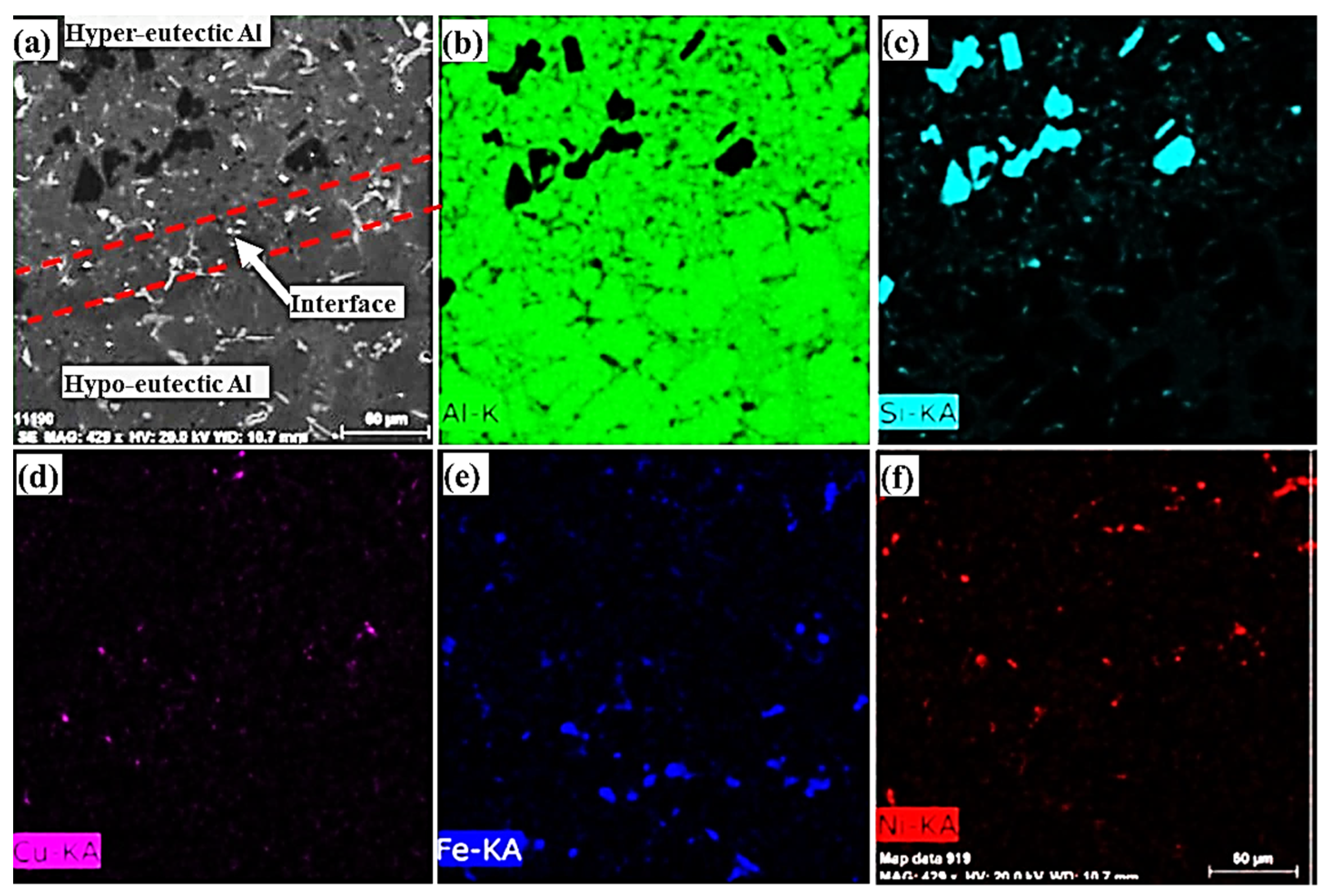
3.1. Interfacial Microstructure in Sand Mould Al/Al Bimetal Casting
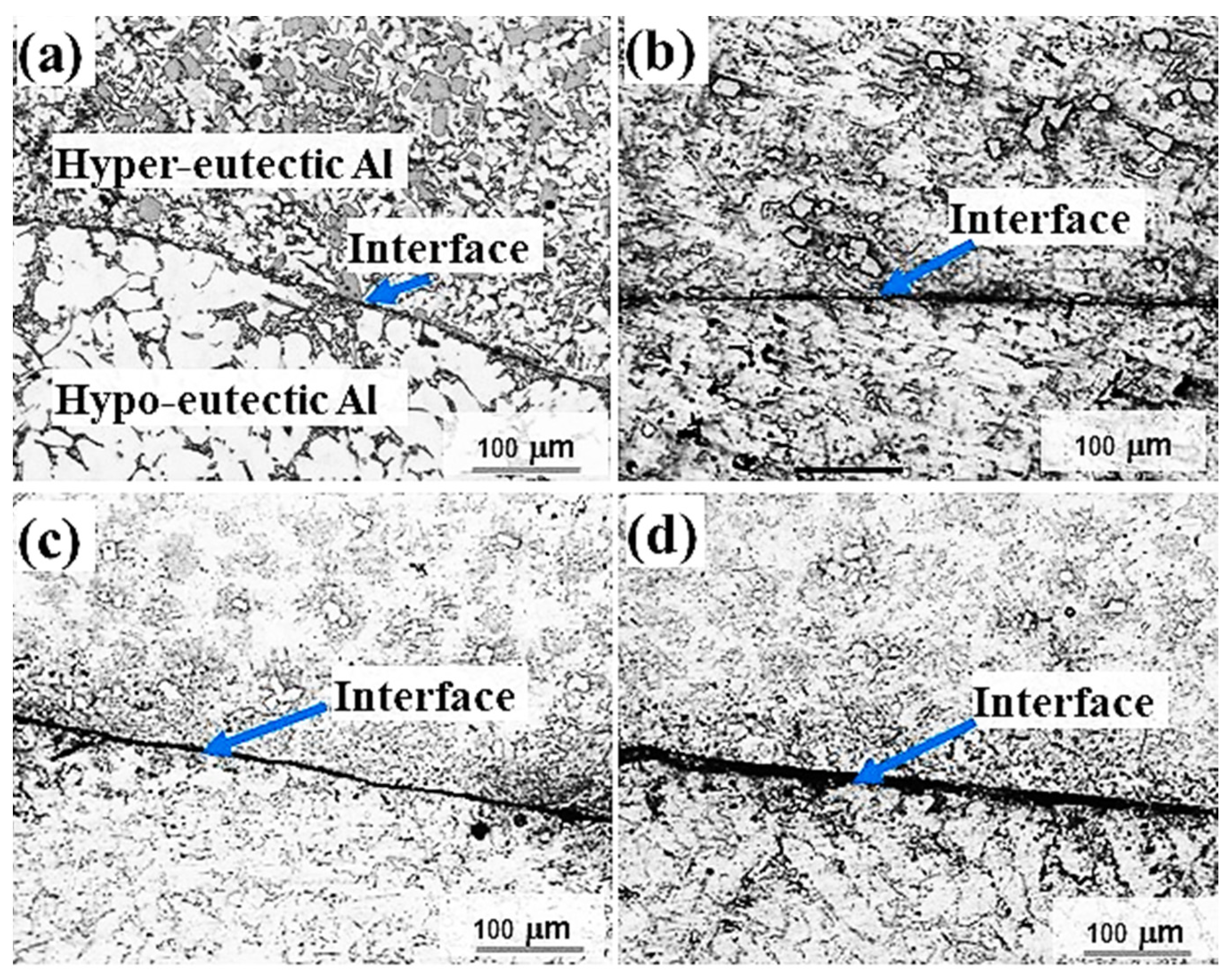
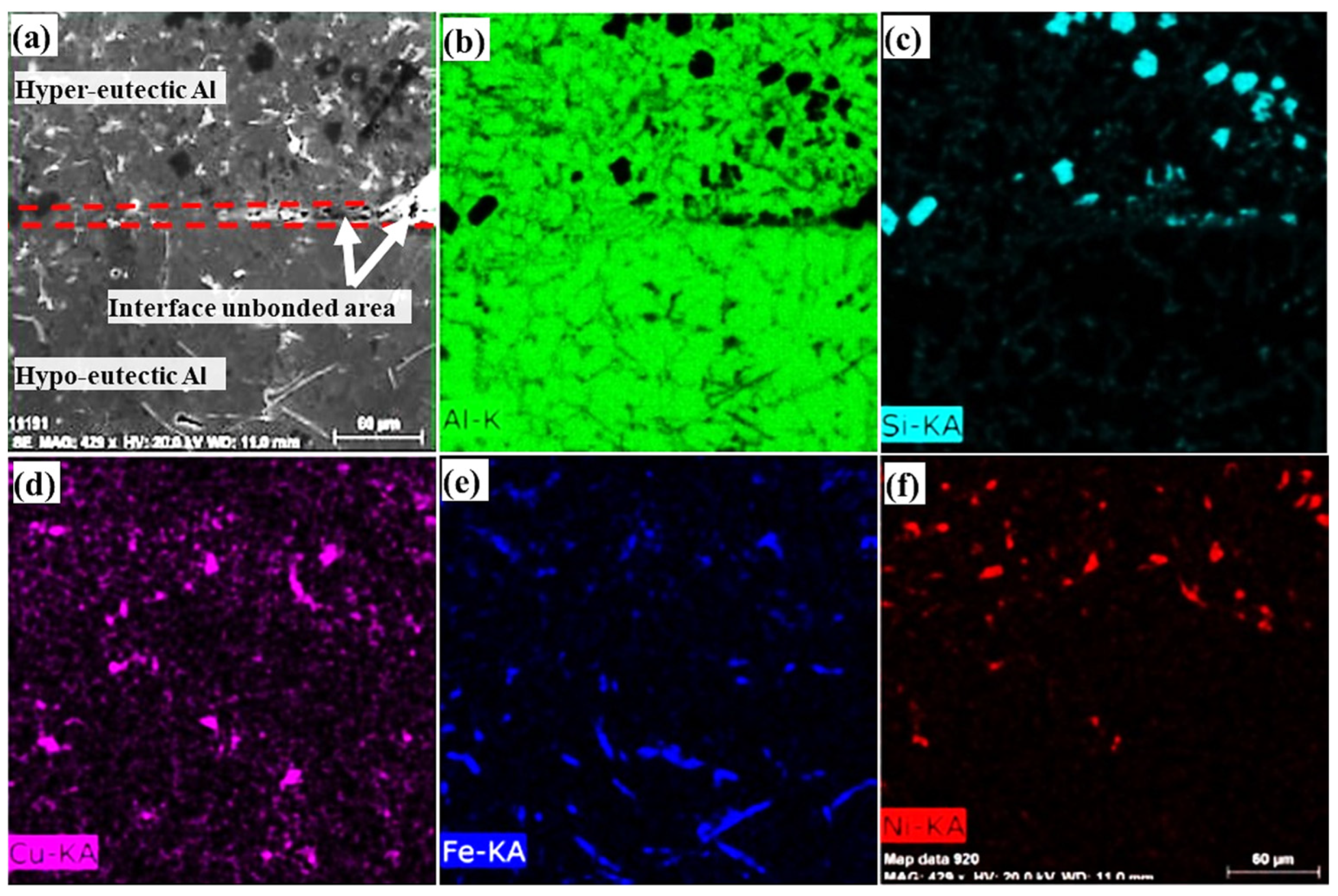
3.2. Interfacial Microstructure in Metallic Mould Al/Al Bimetal Casting
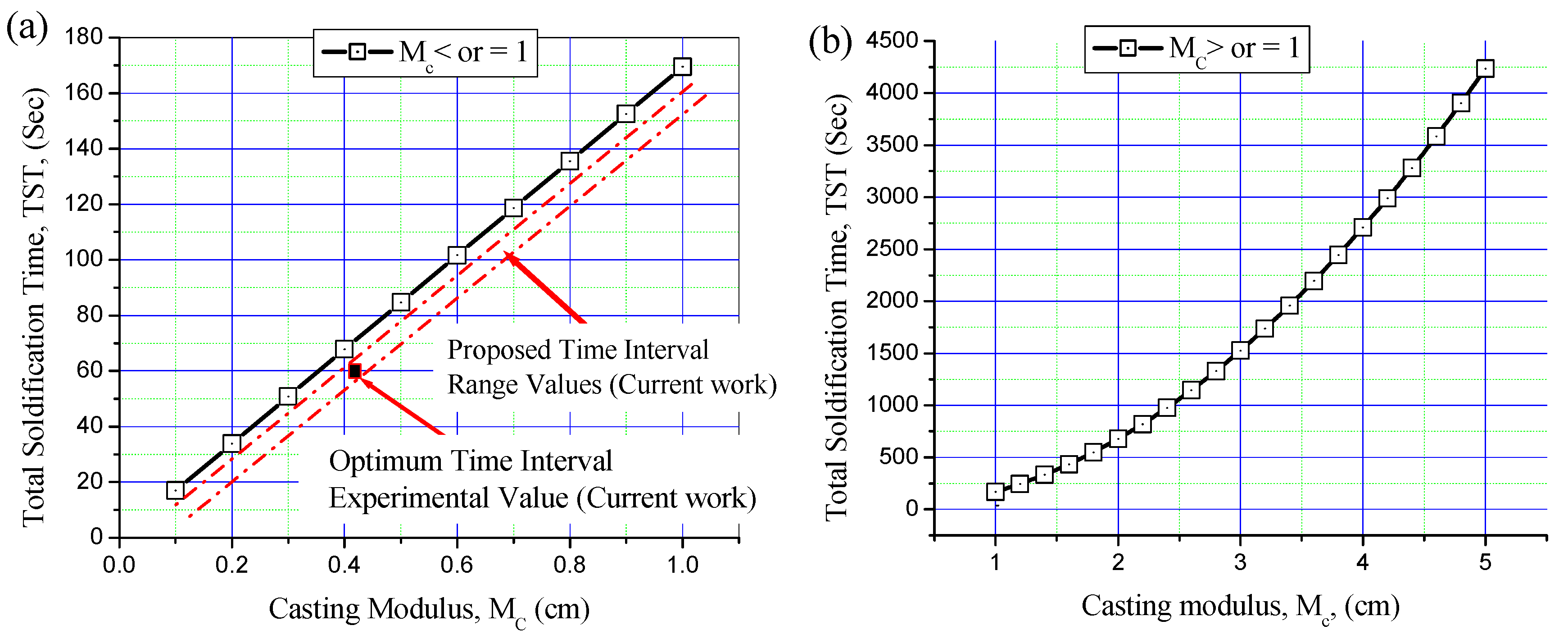
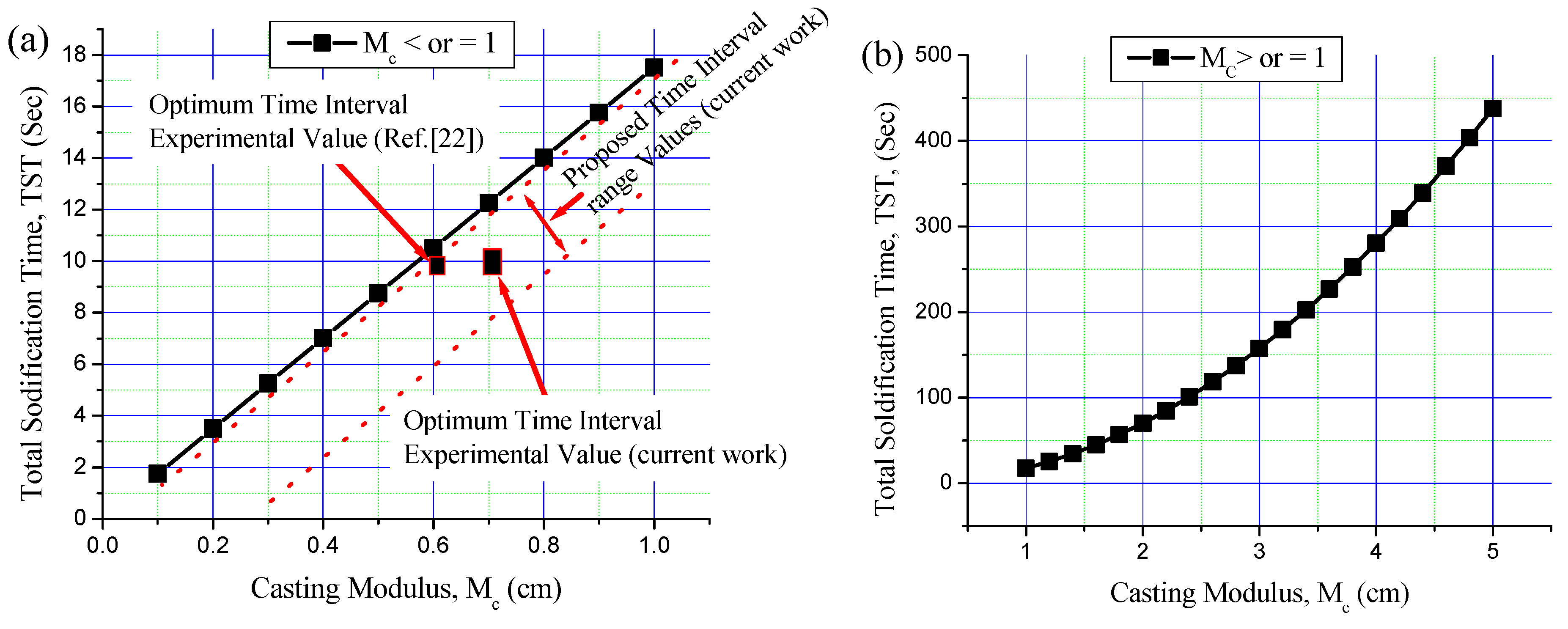
3.3. Time Interval Estimation for Al/Al Bimetal Casting in Sand and Metallic Moulds
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.C.; Hu, J.; Nie, X.Y.; Li, H.X.; Du, Q.; Zhang, J.S.; Zhuang, L.Z. The interface bonding mechanism and related mechanical properties of Mg/Al compound materials fabricated by insert molding. Mater. Sci. Eng. A 2015, 635, 70–76. [Google Scholar] [CrossRef]
- Wróbel, T. Bimetallic layered castings alloy steel–grey cast iron. Arch. Mater. Sci. Eng. 2011, 48, 118–125. [Google Scholar] [CrossRef]
- Mao, F.; Zhang, P.; Wei, S.; Chen, C.; Zhang, G.; Xiong, M.; Wang, T.; Guo, J.; Wang, C. Interface Microstructure and Mechanical Properties of Al/Steel Bimetallic Composites Fabricated by Liquid-Solid Casting with Rare Earth Eu Additions. Materials 2022, 15, 6507. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Zhao, W.; Qu, S.; Zhang, Y. Microstructures and mechanical properties of AZ91D/0Cr19Ni9 bimetal composite prepared by liquid-solid compound casting. Trans. Nonferrous Met. Soc. China 2019, 29, 51–58. [Google Scholar] [CrossRef]
- Shin, J.; Kim, T.; Lim, K.; Cho, H.; Yang, D.; Jeong, C.; Yi, S. Effects of steel type and sandblasting pretreatment on the solid-liquid compound casting characteristics of zinc-coated steel/aluminum bimetals. J. Alloys Compd. 2019, 778, 170–185. [Google Scholar] [CrossRef]
- Aleshin, N.P.; Kobernik, N.V.; Mikheev, R.S.; Vaganov, V.E.; Reshetnyak, V.V.; Aborkin, A.V. Plasma—Powder Application of Antifrictional Babbitt Coatings Modified by Carbon Nanotubes. Russ. Eng. Res. 2016, 36, 46–52. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Gershman, I.; Stolyarova, O.O.; Yakovleva, A.O. Effect of Si and Cu additions on the phase composition, microstructure and properties of Al-Sn alloys. J. Alloys Compd. 2017, 695, 2730–2739. [Google Scholar] [CrossRef]
- Fathy, N.; Ramadan, M. Influence of volume ratio of liquid to solid and low pouring temperature on interface structure of cast Babbitt-steel bimetal composite. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 1966; Volume 2018, pp. 020028-1–020028-6. [Google Scholar] [CrossRef]
- Çam, G.; Koçak, M.; Dobi, D.; Heikinheimo, L.; Siren, M. Fracture behaviour of diffusion bonded bimaterial Ti–Al joints. Sci. Technol. Weld. Join. 1997, 2, 95–101. [Google Scholar] [CrossRef]
- Çam, G.; Özdemir, U.; Ventzke, V.; Koçak, M. Microstructural and mechanical characterization of diffusion bonded hybrid joints. J. Mater. Sci. 2008, 43, 3491–3499. [Google Scholar] [CrossRef]
- Xing, Z.-G.; He, L.-X.; Liang, S.-X.; Chang, L.-B.; Xiao, Z.-X.; Xing, W.-L.; Shen, H.-B.; Cao, J.-J.; Liu, H.-J. Process Optimization of Dual-Liquid Casting and Interfacial Strength–Toughness of the Produced LAS/HCCI Bimetal. Materials 2023, 16, 2008. [Google Scholar] [CrossRef]
- Ramadan, M.; Alghamdi, A.S.; Subhani, T.; Halim, K.S.A. Fabrication and Characterization of Sn-Based Babbitt Alloy Nanocomposite Reinforced with Al2O3 Nanoparticles/Carbon Steel Bimetallic Material. Materials 2020, 13, 2759. [Google Scholar] [CrossRef] [PubMed]
- Guan, F.; Fan, S.; Wang, J.; Li, G.; Zhang, Z.; Jiang, W. Effect of Vibration Acceleration on Interface Microstructure and Bonding Strength of Mg–Al Bimetal Produced by Compound Casting. Metals 2022, 12, 766. [Google Scholar] [CrossRef]
- Cholewa, M.; Wróbel, T.; Tenerowicz, S. Bimetallic layer castings. J. Achiev. Mater. Manuf. Eng. 2010, 43, 385–391. [Google Scholar]
- Wrobel, T. Characterization of Bimetallic Castings with an Austenitic Working Surface Layer and an Unalloyed Cast Steel Base. J. Mater. Eng. Perform. 2014, 23, 1711–1717. [Google Scholar] [CrossRef]
- Jiang, W.; Fana, Z.; Li, C. Improved steel/aluminum bonding in bimetallic castings by a compound casting process. J. Mater. Process. Technol. 2015, 226, 25–31. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Li, G.; Liu, X.; Liu, F. Effects of hot dipping galvanizing and aluminizing on interfacial microstructures and mechanical properties of aluminum/iron bimetallic composites. J. Alloys Compd. 2016, 25, 742–751. [Google Scholar] [CrossRef]
- Li, G.; Yang, W.; Jiang, W.; Guan, F.; Jiang, H.; Wu, Y.; Fan, Z. The Role of Vacuum Degree in the Bonding of Al/Mg Bimetal Prepared by a Compound Casting Process. J. Mater. Process. Technol. 2019, 265, 112–121. [Google Scholar] [CrossRef]
- Ramadan, M.; Alghamdi, A.S.; Hafez, K.M.; Subhani, T.; Abdel Halim, K.S. Development and Optimization of Tin/Flux Mixture for Direct Tinning and Interfacial Bonding in Aluminum/Steel Bimetallic Compound Casting. Materials 2020, 13, 5642. [Google Scholar] [CrossRef]
- Cholewa, M.; Tenerowicz, S.; Wróbel, T. Quality of the joint between cast steel and cast iron in bimetallic castings. Arch. Foundry Eng. 2008, 3, 37–40. [Google Scholar]
- Ramadan, M. Interface Structure and Elements Diffusion of As-Cast and Annealed Ductile Iron/Stainless Steel Bimetal Castings. Eng. Technol. Appl. Sci. Res. 2018, 8, 2709–2714. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Li, G.; Yang, L.; Liu, X. Effects of Melt-to-Solid Insert Volume Ratio on the Microstructures and Mechanical Properties of Al/Mg Bimetallic Castings Produced by Lost Foam Casting. Metall. Mater. Trans. A 2016, 47, 6487–6497. [Google Scholar] [CrossRef]
- Jiang, W.; Jiang, Z.; Li, G.; Wu, Y.; Fan, Z. Microstructure of Al/Al bimetallic composites by lost foam casting with Zn interlayer. Mater. Sci. Technol. 2017, 34, 487–492. [Google Scholar] [CrossRef]
- Ramadan, M.; Alghamdi, A.S. Interfacial microstructures and properties of hyper-eutectic Al–21Si/hypo-eutectic Al–7.5Si bimetallic material fabricated by liquid–liquid casting route. Mech. Sci. 2020, 11, 371–379. [Google Scholar] [CrossRef]
- Parihar, R.S.; Setti, S.G.; Sahu, R.K. Recent advances in the manufacturing processes of functionally graded materials: A review. Sci. Eng. Compos. Mater. 2018, 25, 309–336. [Google Scholar] [CrossRef]
- Greß, T.; Mittler, T.; Volk, W. Casting methods for the production of rotationally symmetric copper bimetals. Mater. Sci. Technol. 2020, 36, 906–916. [Google Scholar] [CrossRef]
- Zhu, Y.C.; Wei, Z.J.; Rong, S.F.; Wang, H.W.; Zou, C.M. Formation mechanism of bimetal composite layer between LCS and HCCI. China Foundry 2016, 13, 396–401. [Google Scholar] [CrossRef]
- Hu, Q.; Jiang, Z.L.; Jiang, W.M.; Li, G.Y.; Guan, F.; Jiang, H.X.; Fan, Z.T. Interface characteristics of Mg/Al bimetal produced by a novel liquid-liquid compound casting process with an Al interlayer. Int. J. Adv. Manuf. Technol. 2019, 101, 1125–1132. [Google Scholar] [CrossRef]
- Tiryakioglu, M.; Tiryakioglu, E.; Askeland, D.R. Statistical Investigation of the Effects of Shape, Size and Superheat on Solidification Times of Castings. AFS Trans. 1997, 95, 907–913. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes and Systems; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; 223p. [Google Scholar]
- Wang, H.; Hamed, M.S.; Shankar, S. Interaction between primary dendrite arm spacing and velocity of fluid flow during solidification of Al–Si binary alloys. J. Mater. Sci. 2018, 53, 9771–9789. [Google Scholar] [CrossRef]
- Luo, A.; William, V.Y.; Wang, W. Measurement of Thermal Properties for Sand Molds—A Heat Balance Approach. Can. Metall. Q. 1992, 31, 73–77. [Google Scholar] [CrossRef]
- Miettinen, J. Calculation of solidification-related thermophysical properties for steels. Metall. Mater. Trans. B 1997, 28, 281–297. [Google Scholar] [CrossRef]
- Copur, M.; Turan, A.; Eruslu, M.N. Effects of Chills on the Solidification Pattern of an Axial Steel Cast Impeller. Metalurgija 2015, 54, 515–518. [Google Scholar]
- Wang, G.; Huang, H.; Yang, Z.; Shi, X.; He, X. Numerical Simulation on the Die Filling Process of the Thixo-Forging of Al-7 wt pct Si/Al-22 wt pct Si Bimetal Composite. Metall. Mater. Trans. B 2015, 46, 2121–2128. [Google Scholar] [CrossRef]
- Wei, G.; Huang, P.; Xu, C.; Liu, D.; Ju, X.; Du, X.; Xing, L.; Yang, Y. Thermophysical property measurements and thermal energy storage capacity analysis of aluminum alloys. Solar Energy 2016, 137, 66–72. [Google Scholar] [CrossRef]
- Hafeez, F.; Ahmed, N.; Ali, M.A.; Farooq, M.U.; AlFaify, A.Y.; Rehman, A.U. A comprehensive efficiency evaluation of conventional and ablation sand casting on the example of the AlSi7Mg alloy impeller. Int. J. Adv. Manuf. Technol. 2022, 121, 3653–3672. [Google Scholar] [CrossRef]
- Dudareva, N.Y.; Ivashin, P.V.; Gallyamova, R.F.; Tverdokhlebov, A.Y.; Krishtal, M.M. Structure And Thermophysical Properties Of Oxide Layer Formed By Micro arc Oxidation on Ak12D Al–Si Alloy. Met. Sci. Heat Treat. 2021, 62, 11–12. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Compositions (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Cu | Mg | Ni | Fe | Zn | Ti | Mn | Al | |
| Al-7.5Si (M1) | 7.45 | 0.86 | 0.21 | 0.10 | 0.71 | 0.10 | 0.05 | - | Bal. |
| Al-18Si (M2) | 18.80 | 0.63 | 0.66 | 1.80 | 0.63 | 0.07 | 0.08 | 0.10 | Bal. |
| Sand Mould | Metallic Mould | |
|---|---|---|
| Melting temperature of the liquid (K), Tm | 913 | |
| Superheat (K), ΔTs | 80 | |
| Temperature of the mould (in K), To | 288 | 543 |
| Latent heat of fusion (J kg−1), L | 4.45 × 105 [31] | |
| Thermal conductivity of the mould (Wm−1 K−1), k | 1.4 [32] | 19.54 [33,34] |
| Density of the mould (kg m−3), ρ | 1570 [32] | 7800 [33,34] |
| Specific heat of the mould (J kg−1 K−1), C | 1153 [32] | 522 [33,34] |
| Density of the metal (kg m−3), ρm | 2.76 × 103 [35] | |
| Specific heat of the metal (J kg−1 K−1), Cm | 1058 [36] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fathy, N.; Ramadan, M.; Hafez, K.M.; Abdulaziz, F.; Ayadi, B.; Alghamdi, A.S. A Novel Approach of Optimum Time Interval Estimation for Al-7.5Si/Al-18Si Liquid–Liquid Bimetal Casting in Sand and Metallic Moulds. Materials 2023, 16, 3004. https://doi.org/10.3390/ma16083004
Fathy N, Ramadan M, Hafez KM, Abdulaziz F, Ayadi B, Alghamdi AS. A Novel Approach of Optimum Time Interval Estimation for Al-7.5Si/Al-18Si Liquid–Liquid Bimetal Casting in Sand and Metallic Moulds. Materials. 2023; 16(8):3004. https://doi.org/10.3390/ma16083004
Chicago/Turabian StyleFathy, Naglaa, Mohamed Ramadan, Khalid M. Hafez, Fahad Abdulaziz, Badreddine Ayadi, and Abdulaziz S. Alghamdi. 2023. "A Novel Approach of Optimum Time Interval Estimation for Al-7.5Si/Al-18Si Liquid–Liquid Bimetal Casting in Sand and Metallic Moulds" Materials 16, no. 8: 3004. https://doi.org/10.3390/ma16083004