
Investigation of the Mechanical Properties and Microstructure of the Co40NiCrMo Alloy Used for STACERs and Prepared by the CSPB Process and the Winding and Stabilization Method
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
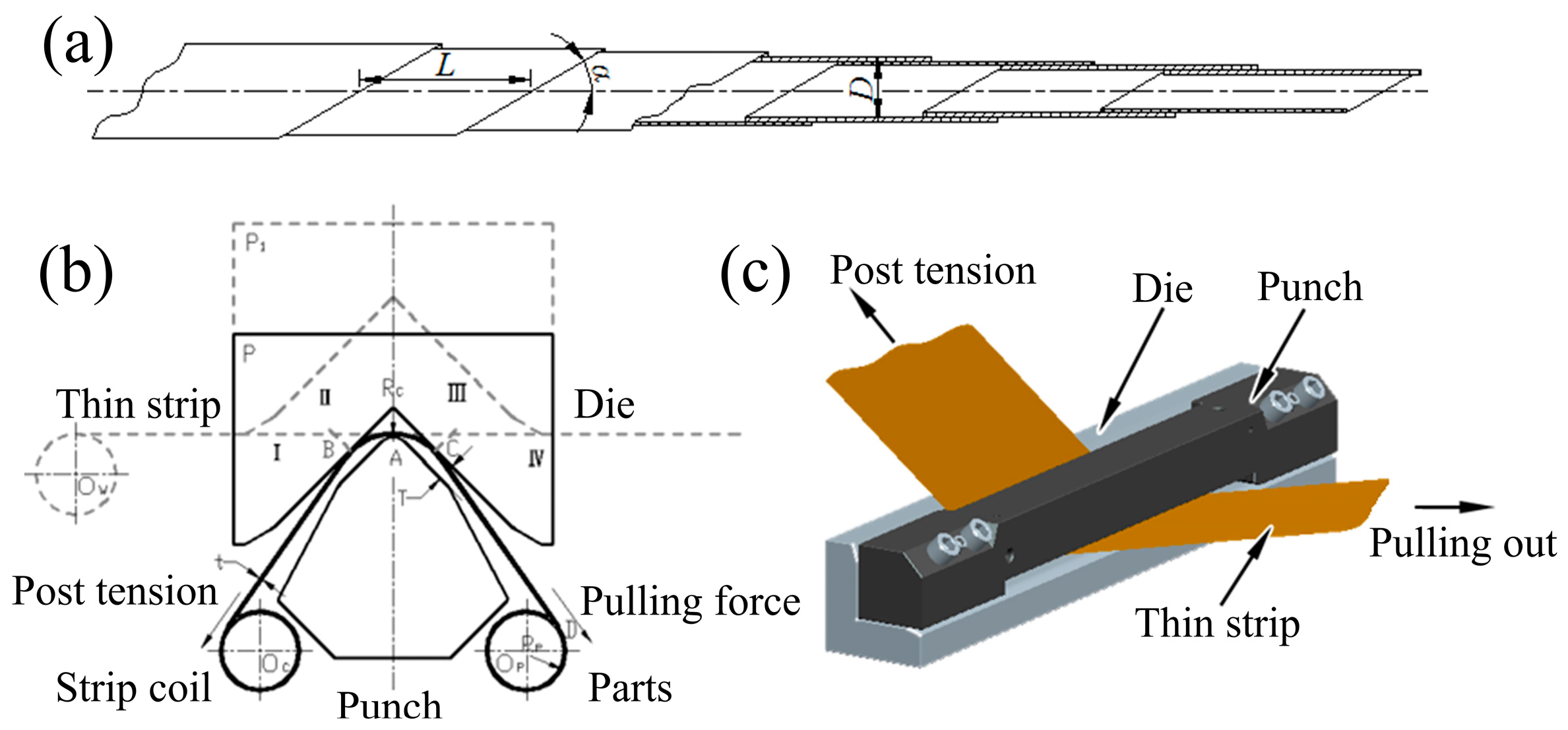
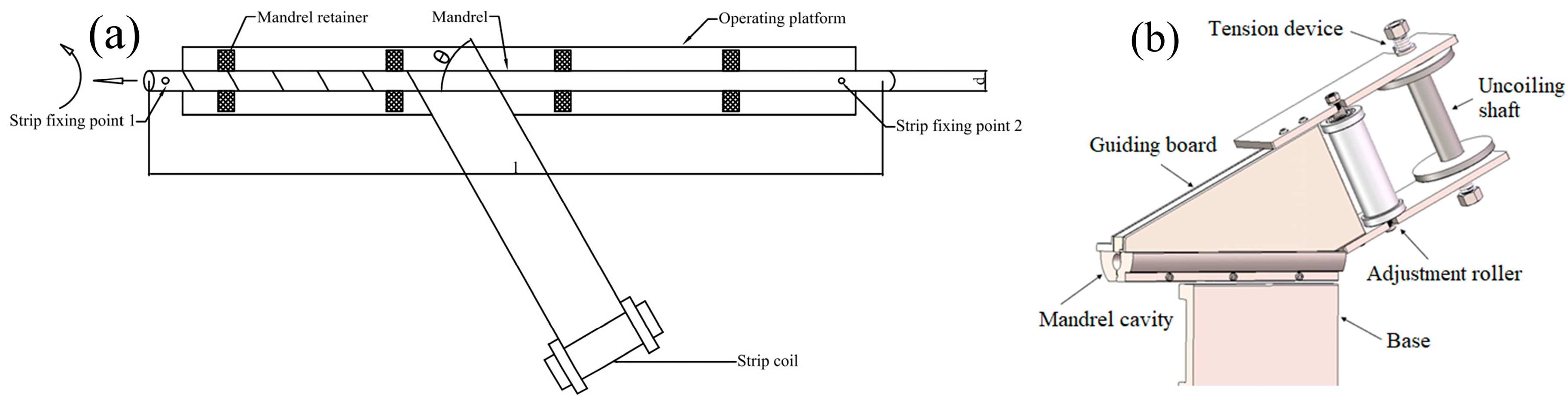
2.2. Forming Process
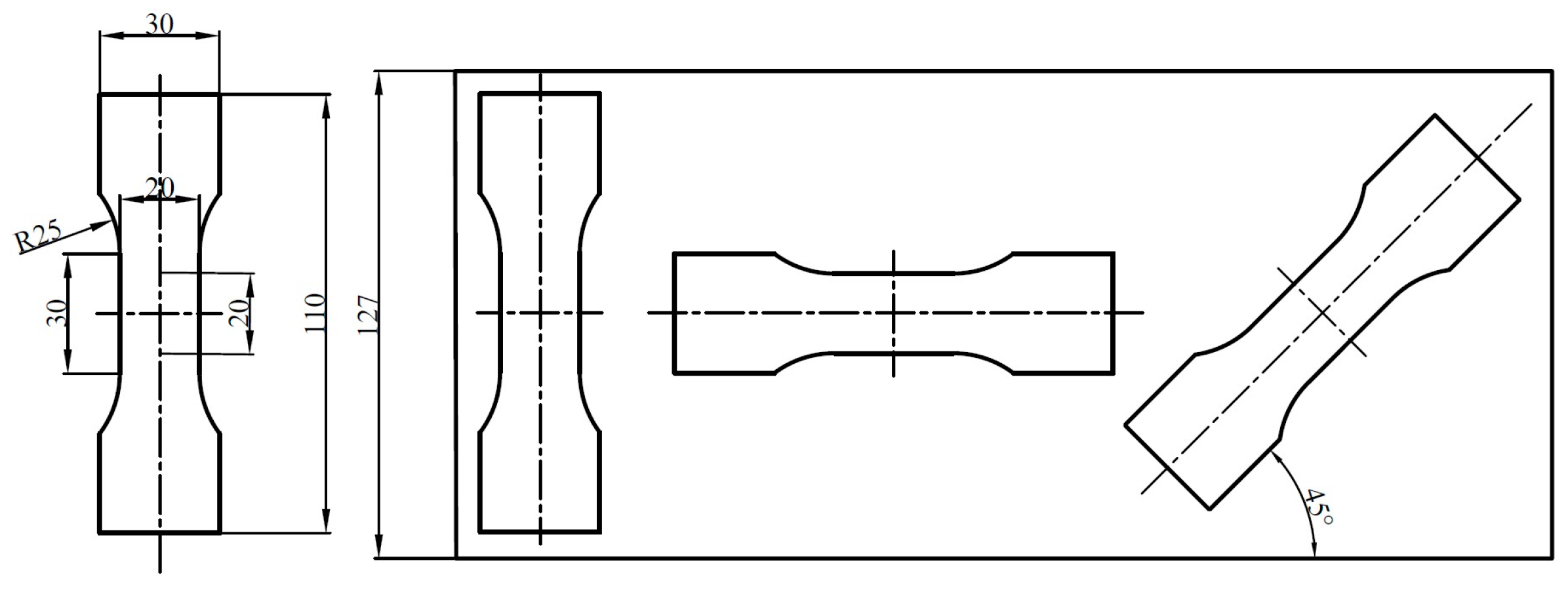
2.3. Tensile Experiment and Fracture Morphology Observation
2.4. Residual Stress Measurement
2.5. EBSD and TEM Experiments
3. Results and Discussion
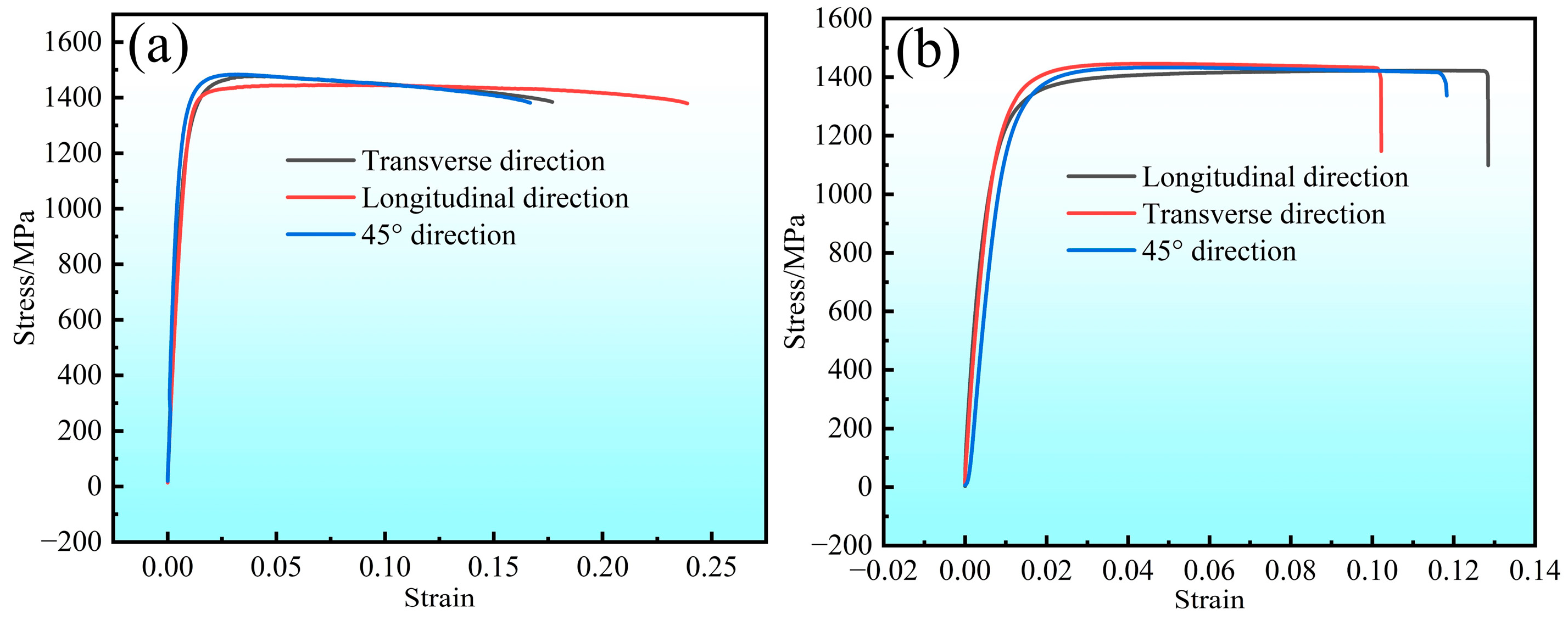
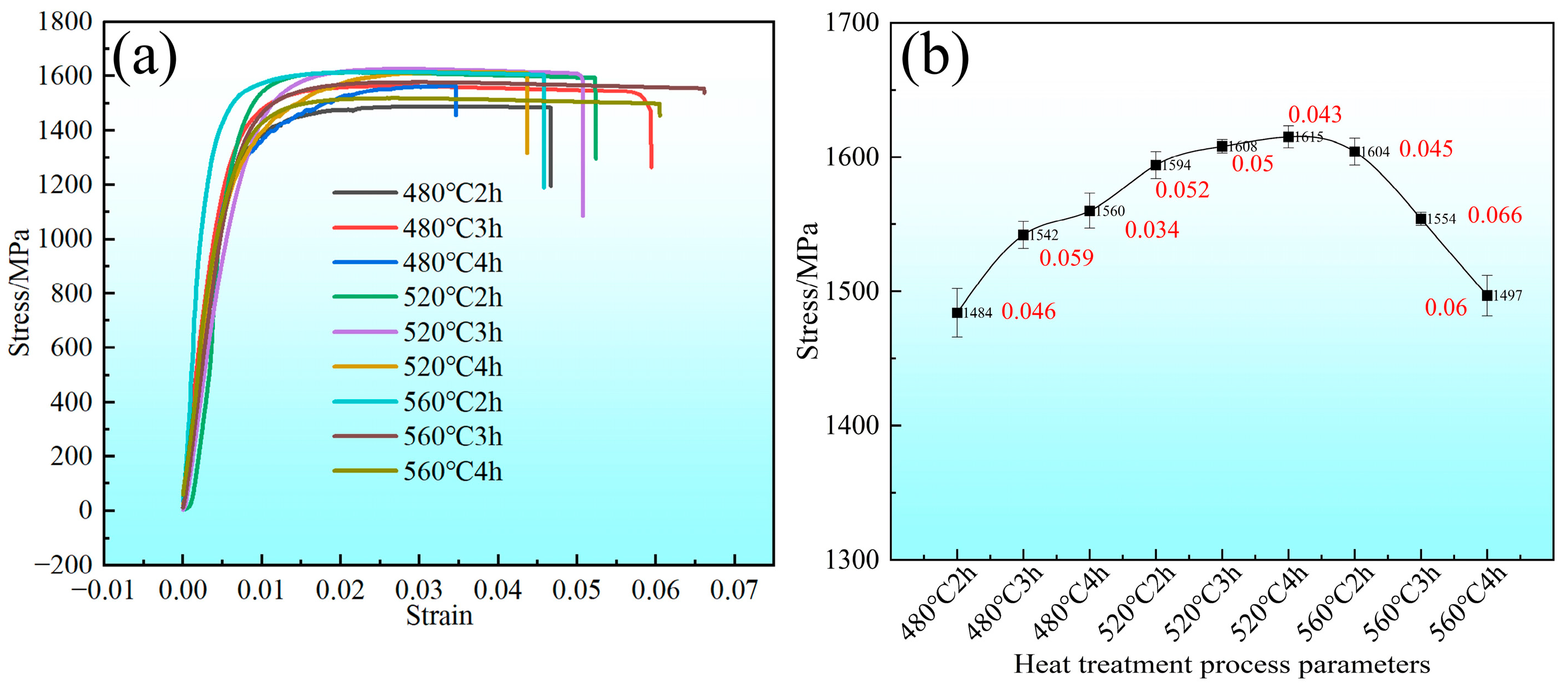
3.1. Tensile Experiment Results and Fracture Morphology Analysis
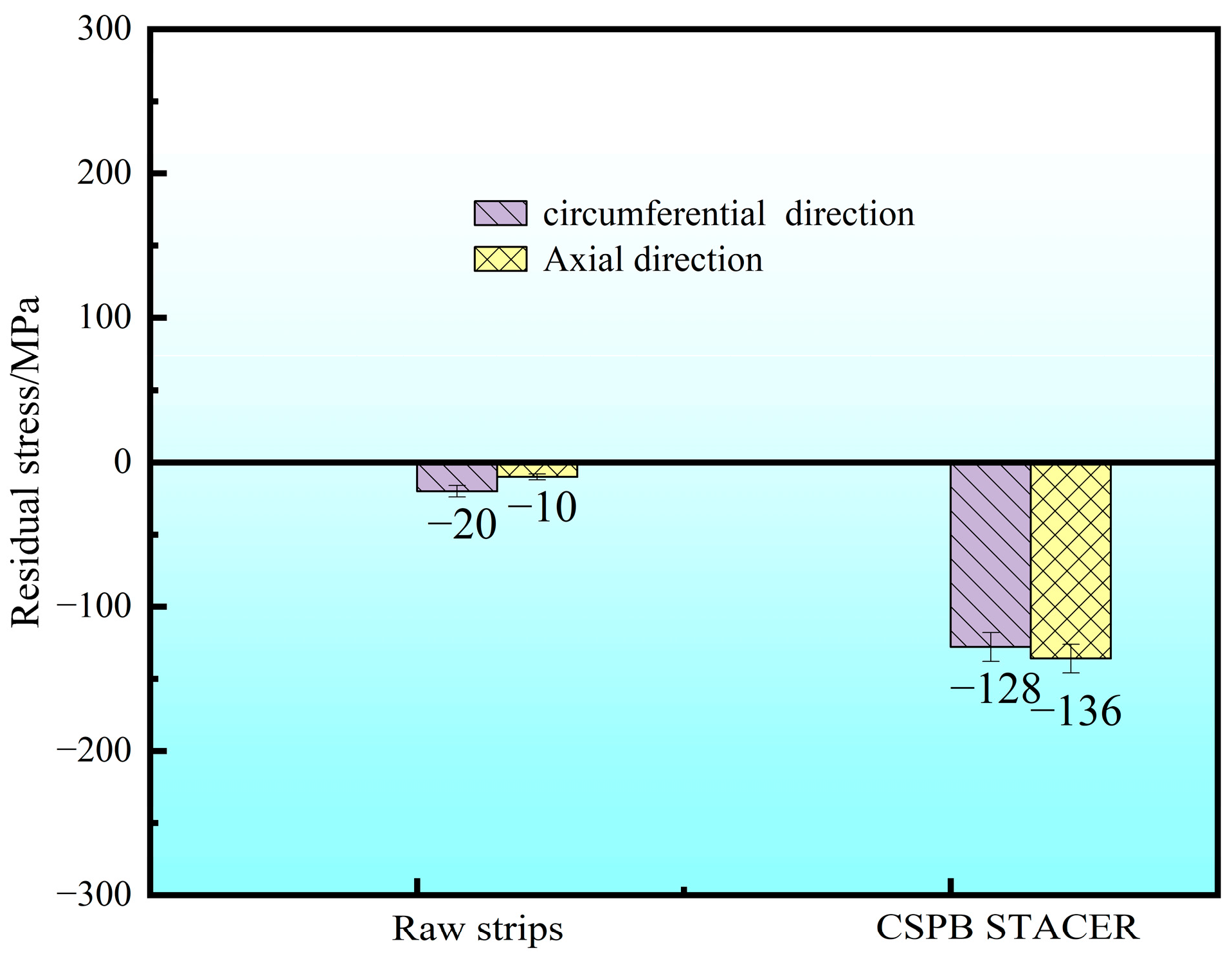
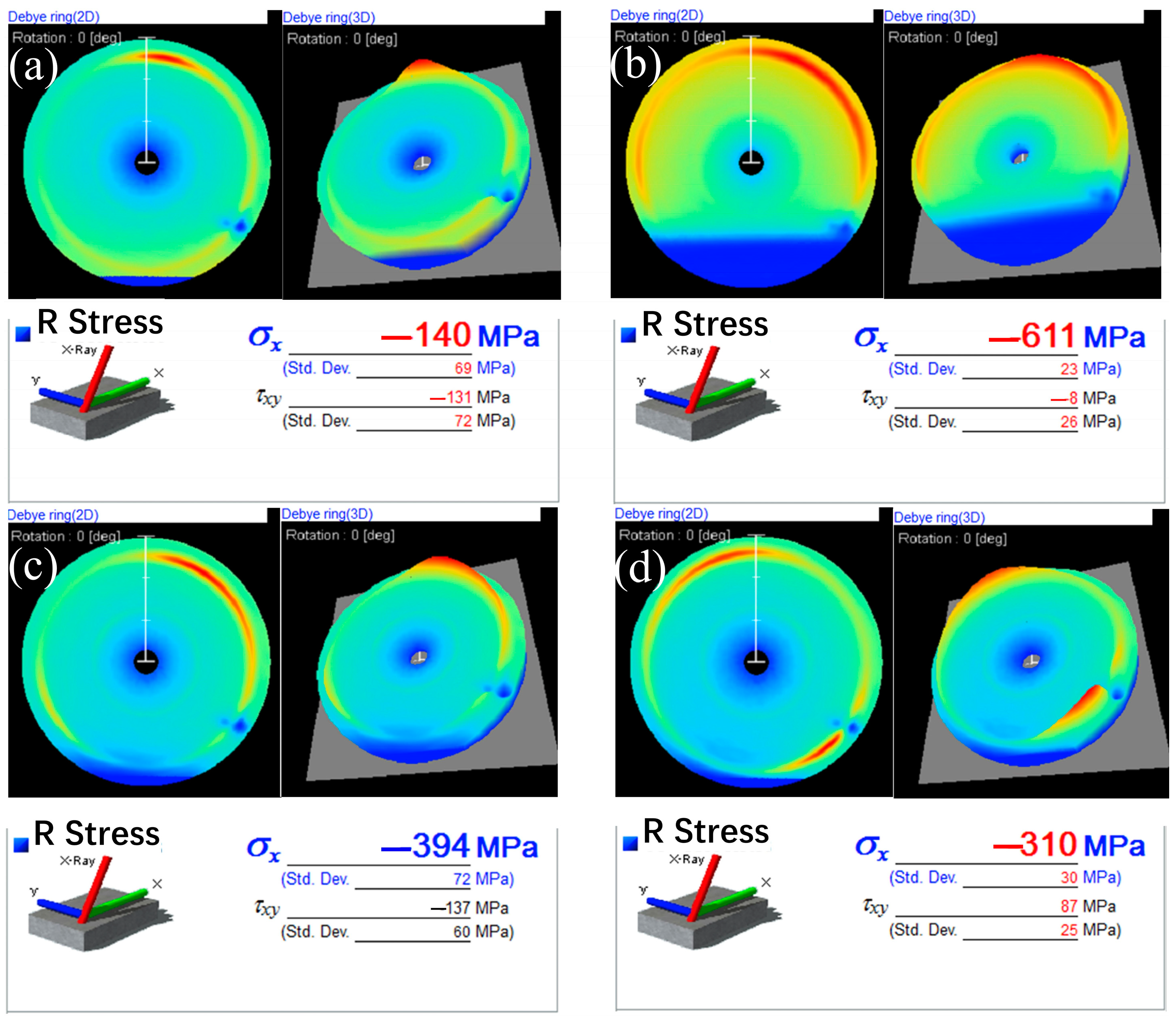
3.2. Residual Stress Analysis
3.3. Electron Backscatter Diffraction Analysis
3.4. Transmission Electron Microscopy Analysis
4. Conclusions
- (1)
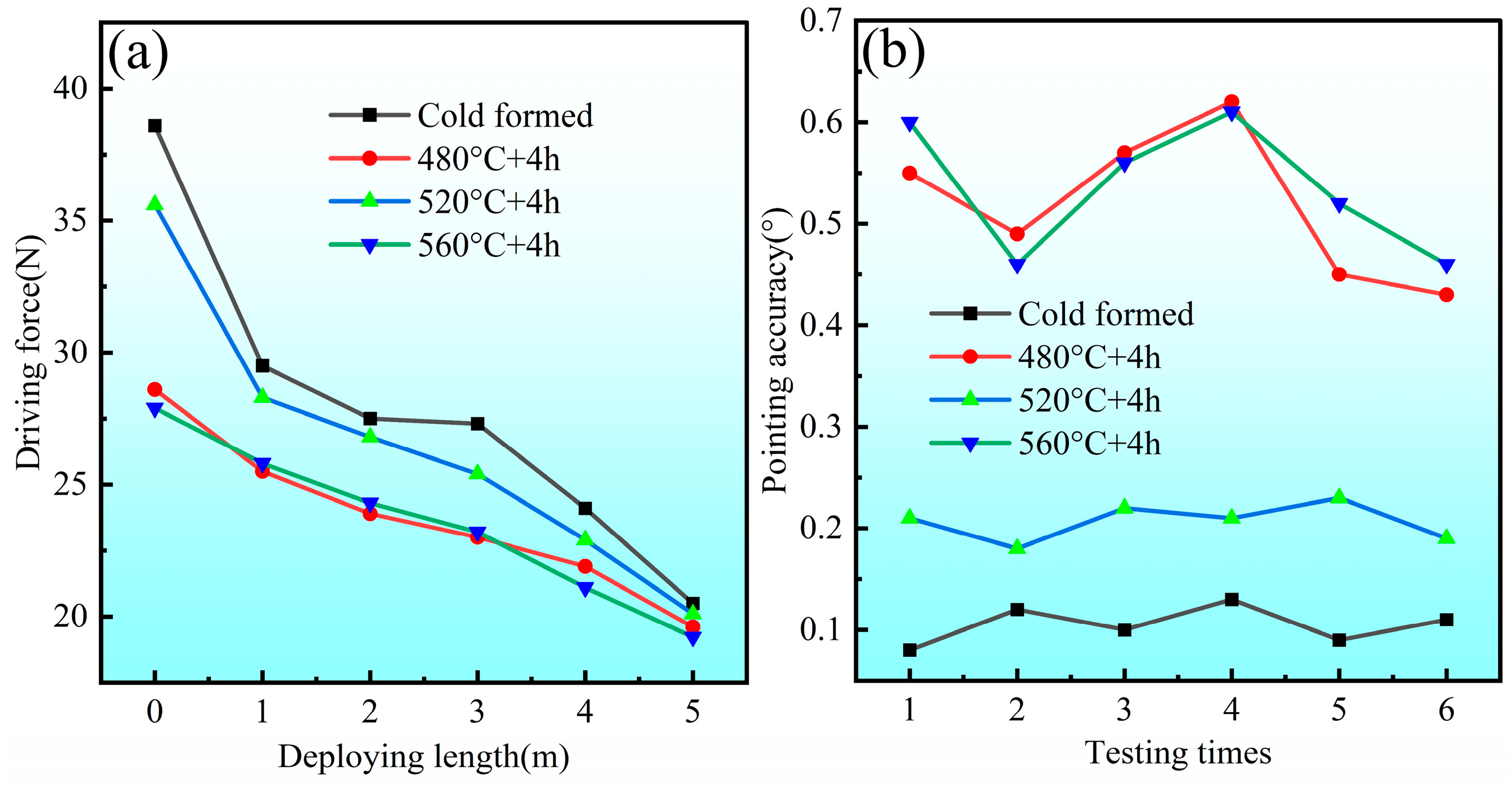
- The tensile strength/elongation rates were around 1469.04 MPa/20.4%, 1421 MPa/11.5%, and 1562 MPa/5% for the raw strips, CSPB STACER and winding and stabilization STACER, respectively. From SEM fractography of the tensile specimens, the fracture mechanism was determined to be ductile, and the winding and stabilization STACER showed lower ductility combined with the pointing accuracy and driving force service performance; the optimum parameter for the stabilizing heat treatment was determined as 520 °C + 4 h.
- (2)
- The values of residual stress for the raw Co40NiCrMo strips were below 20 MPa; for the cold-formed STACER, the residual stress component τxy was −128 MPa by the sin2 Ψ method (τxy = −131 MPa by cosα method), which showed consistency with the residual stress component (τxy = −137 MPa) of the STACER prepared by the winding and stabilization method.
- (3)
- The EBSD and TEM results indicated that the strengthening mechanism of the Co40NiCrMo alloy for the as-received Co40NiCrMo strips and the STACER prepared by the CSPB method was the combined action of deformation twins and h.c.p platelet networks, while for the STACER obtained by the winding and stabilization method, the annealing twins played a dominant role.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Auslander, D.; Cermenska, J.; Dalton, G.; de la Pena, M.; Dharan, C.K.H.; Donokowski, W.; Duck, R.; Kim, J.; Pankow, D.; Plauche, A.; et al. Instrument Boom Mechanisms on the Themis Satellites; Magnetometer, Radial Wire, and Axial Booms. Space Sci. Rev. 2008, 141, 185–211. [Google Scholar] [CrossRef]
- Berthelier, J.J.; Godefroy, M.; Leblanc, F.; Malingre, M.; Menvielle, M.; Lagoutte, D.; Brochot, J.Y.; Colin, F.; Elie, F.; Legendre, C.; et al. Ice, the Electric Field Experiment on Demeter. Planet Space Sci. 2006, 54, 456–471. [Google Scholar] [CrossRef]
- García Marirrodriga, C.; Pacros, A.; Strandmoe, S.; Arcioni, M.; Arts, A.; Ashcroft, C.; Ayache, L.; Bonnefous, Y.; Brahimi, N.; Cipriani, F.; et al. Solar Orbiter: Mission and Spacecraft Design. Astron. Astrophys. 2021, 646, A121. [Google Scholar] [CrossRef]
- Ullrich, R.; McCauley, J.; Turin, P.; McKee, K.; Donokowski, B. The Stereo Impact Boom. Space Sci Rev. 2008, 136, 185–201. [Google Scholar] [CrossRef]
- Bale, S.D.; Ullrich, R.; Goetz, K.; Alster, N.; Cecconi, B.; Dekkali, M.; Lingner, N.R.; Macher, W.; Manning, R.E.; McCauley, J.; et al. The Electric Antennas for the Stereo/Waves Experiment. Space Sci. Rev. 2008, 136, 529–547. [Google Scholar] [CrossRef]
- Li, Z.H. Research on Stacer Technique for Deployable Boom Device Applied in the Electromagnetic Monitoring Satellite. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2017. [Google Scholar]
- Li, Z.H.; Han, J.T.; Cheng, J.; Ji, S. Simulation of Residual Stress in Cold Working of Flat Spiral Springs. Adv. Mater. Res. 2014, 941, 1977–1980. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, Z.H.; Ren, G.X. Multibody Analysis of the Force in Deploying Booms. J. Guid. Control Dynam. 2013, 36, 1881–1886. [Google Scholar] [CrossRef]
- Li, Z.H.; Han, J.T.; Zhang, Y.F.; Lu, R.L.; Yang, Y. Research on Forming and Mechanical Properties for One Dimensional Linear Deployable Boom Stacer of Spacecraft. Mater. Today Commun. 2023, 34, 105444. [Google Scholar] [CrossRef]
- Li, Z.H.; Han, J.T.; Yu, C.Y.; Zhang, C.F. Numerical and Experimental Investigation on Forming Stacer Using Compositing Stretch and Press Bending Process. Int. J. Adv. Des. Manuf. Technol. 2017, 92, 2525–2533. [Google Scholar] [CrossRef]
- Yu, C.Y.; Zhang, C.F.; Zhang, P.; Wang, S.M. A Method for Simulating Stacer’s Deployment Deformation. Chin. J. Theor. Appl. Mech. 2016, 48, 1398–1405. [Google Scholar] [CrossRef]
- Li, B.; Liu, Z.Q.; Zhang, C.F.; Yuan, D.; Yu, C.Y.; Li, X. Analysis and Verification of Deployed Stiffness of Spiral Tube and Actuator for Controlled Extension and Retraction. J. Astronaut. 2020, 41, 1259–1266. [Google Scholar] [CrossRef]
- Kong, N.; Li, J.Y.; Zhang, C.F.; Zhang, J.; Li, H.B.; Wang, H.W.; Li, B.; Wang, Y. A Study on the Mechanical Characteristics and Self-Preservation Performance of a Deployment Mechanism with a Large Exhibition Ratio During its Gathering Process. Materials 2020, 13, 1650. [Google Scholar] [CrossRef] [Green Version]
- Han, G.W.; Jones, I.P.; Smallman, R.E. Direct Evidence for Suzuki Segregation and Cottrell Pinning in Mp159 Superalloy Obtained by Feg(S)Tem/Edx. Acta Mater. 2003, 51, 2731–2742. [Google Scholar] [CrossRef]
- Theerthagiri, J.; Karuppasamy, K.; Lee, S.J.; Shwetharani, R.; Kim, H.S.; Pasha, S.; Ashokkumar, M.; Choi, M.Y. Fundamentals and Comprehensive Insights on Pulsed Laser Synthesis of Advanced Materials for Diverse Photo- And Electrocatalytic Applications. Light: Sci. Appl. 2022, 11, 250. [Google Scholar] [CrossRef]
- Lee, S.J.; Theerthagiri, J.; Nithyadharseni, P.; Arunachalam, P.; Balaji, D.; Madan Kumar, A.; Madhavan, J.; Mittal, V.; Choi, M.Y. Heteroatom-Doped Graphene-Based Materials for Sustainable Energy Applications: A Review. Renew. Sustain. Energy Rev. 2021, 143, 110849. [Google Scholar] [CrossRef]
- Delbergue, D.; Texier, D.; Lévesque, M.; Bocher, P. Diffracting-Grain Identification from Electron Backscatter Diffraction Maps During Residual Stress Measurements: A Comparison Between the Sin 2 Ψ and Cosα Methods. J. Appl. Crystallogr. 2019, 52, 828–843. [Google Scholar] [CrossRef] [Green Version]
- Prasad, M.J.N.V.; Reiterer, M.W.; Kumar, K.S. Microstructure and Mechanical Behavior of Annealed Mp35N Alloy Wire. Mater. Sci. Eng. A 2015, 636, 340–351. [Google Scholar] [CrossRef]
- Lam, A.C.L.; Shi, Z.S.; Lin, J.G.; Huang, X. Influences of Residual Stresses and Initial Distortion on Springback Prediction of 7B04-T651 Aluminium Plates in Creep-Age Forming. Int. J. Mech. Sci. 2015, 103, 115–126. [Google Scholar] [CrossRef] [Green Version]
- Gupta, A. Determination of Residual Stresses for Helical Compression Spring through Debye-Scherrer Ring Method. Mater. Today Proc. 2020, 25, 654–658. [Google Scholar] [CrossRef]
- Strodick, S.; Vogel, F.; Tilger, M.; Denstorf, M.; Kipp, M.; Baak, N.; Kukui, D.; Biermann, D.; Barrientos, M.M.; Walther, F. Innovative X-ray Diffraction and Micromagnetic Approaches for Reliable Residual Stress Assessment in Deep Rolled and Microfinished Aisi 4140 Components. J. Mater. Res. Technol. 2022, 20, 2942–2959. [Google Scholar] [CrossRef]
- Shaji, E.M.; Kalidindi, S.R.; Doherty, R.D. Influence of Cold-Work and Aging Heat Treatment on Strength and Ductility of Mp35N. Mater. Sci. Eng. A 1999, 272, 371–379. [Google Scholar] [CrossRef]
- Cai, Y.Q.; Tan, Y.B.; Wang, L.X.; Shi, W.; Ji, X.M.; Xiang, S. Multiple Strengthening Mechanisms Induced by Nanotwins and Stacking Faults in Conicr-Superalloy Mp159. Mater. Sci. Eng. A 2022, 853, 143793. [Google Scholar] [CrossRef]
- Fan, M.; Lyu, P.; Su, Y.; Du, K.; Zhang, Q.; Zhang, Z.; Dai, S.; Hong, T. The Mars Orbiter Subsurface Investigation Radar (Mosir) On China’S Tianwen-1 Mission. Space Sci. Rev. 2021, 217, 8. [Google Scholar] [CrossRef]
- Otomo, T.; Matsumoto, H.; Nomura, N.; Chiba, A. Influence of Cold-Working and Subsequent Heat-Treatment on Young’s Modulus and Strength of Co-Ni-Cr-Mo Alloy. J. Jpn. Inst. Met. 2009, 73, 74–80. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.Z.; Tong, T.T.; Liang, J.H.; Yin, H.X.; Zhao, A.M.; Tang, D. Microstructure, Mechanical Properties and Fracture Behavior of Ultra-High Strength Dual-Phase Steel. Mater. Sci. Eng, A 2014, 618, 182–188. [Google Scholar] [CrossRef]
- Saeidi, N.; Ashrafizadeh, F.; Niroumand, B. Development of a New Ultrafine Grained Dual Phase Steel and Examination of the Effect of Grain Size on Tensile Deformation Behavior. Mater. Sci. Eng. A 2014, 599, 145–149. [Google Scholar] [CrossRef]
- Wang, W.R.; Li, M.; Zhao, Y.Z.; Wei, X.C. Study on Stretch Bendability and Shear Fracture of 800 Mpa Dual Phase Steel Sheet. Mater. Des. 2014, 56, 907–913. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Adachi, Y.; Ponge, D.; Raabe, D. Deformation and Fracture Mechanisms in Fine- And Ultrafine-Grained Ferrite/Martensite Dual-Phase Steels and the Effect of Aging. Acta Mater. 2011, 59, 658–670. [Google Scholar] [CrossRef]
- Zhong, Z.; Gu, Y.; Yuan, Y. Microstructural Stability and Mechanical Properties of a Newly Developed Ni–Fe-Base Superalloy. Mater. Sci. Eng. A 2015, 622, 101–107. [Google Scholar] [CrossRef]
- Ritchie, R.O. The Conflicts between Strength and Toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Zolotorevsky, N.Y.; Rybin, V.V.; Matvienko, A.N.; Ushanova, E.A.; Philippov, S.A. Misorientation Angle Distribution of Deformation-Induced Boundaries Provided by their Ebsd-Based Separation from Original Grain Boundaries: Case Study of Copper Deformed by Compression. Mater. Charact. 2019, 147, 184–192. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Kittikundecha, N.; Nakamoto, T.; Kimura, T.; Nomura, N.; Kawasaki, A.; Hanawa, T.; Takahashi, H.; Wakabayashi, N. Effect of Heat-Treatment Temperature on Microstructures and Mechanical Properties of Co–Cr–Mo Alloys Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2018, 726, 21–31. [Google Scholar] [CrossRef]
- ISHMAKU, A.; HAN, K. Deformation Induced Nanostructure and Texture in Mp35N Alloys. J. Mater. Sci. 2004, 39, 5417–5420. [Google Scholar] [CrossRef]
- Rajan, K.; Vander Sande, J.B. Room Temperature Strengthening Mechanisms in a Co-Cr-Mo-C Alloy. J. Mater. Sci. 1982, 17, 769–778. [Google Scholar] [CrossRef]
- Assefpour-Dezfuly, M.; Bonfield, W. Strengthening Mechanisms in Elgiloy. J. Mater. Sci. 1984, 19, 2815–2836. [Google Scholar] [CrossRef]
- Qureshi, I.N.; Rani, S.; Yasmin, F.; Farooque, M. Tem Study for Strengthening Mechanisms in Elgiloy. Key Eng. Mater. 2010, 442, 268–274. [Google Scholar] [CrossRef]
- Ueki, K.; Ueda, K.; Narushima, T. Microstructure and Mechanical Properties of Heat-Treated Co-20Cr-15W-10Ni Alloy for Biomedical Application. Metall. Mater. Trans. A 2016, 47, 2773–2782. [Google Scholar] [CrossRef]
- Ishmaku, A.; Han, K. Characterization of Cold-Rolled and Aged Mp35N Alloys. Mater. Charact. 2001, 47, 139–148. [Google Scholar] [CrossRef]
- Bajpai, S.; MacDonald, B.E.; Rupert, T.J.; Hahn, H.; Lavernia, E.J.; Apelian, D. Recent Progress in the Cocrni Alloy System. Materialia 2022, 24, 101476. [Google Scholar] [CrossRef]
- Gu, J.; Guo, L.; Gan, B.; Bi, Z.N.; Song, M. Microstructure and Mechanical Properties of an Mp159 Alloy Processed by Torsional Deformation and Subsequent Annealing. Mater. Sci. Eng. A 2021, 802, 140676. [Google Scholar] [CrossRef]
- Sorensen, D.; Li, B.Q.; Gerberich, W.W.; Mkhoyan, K.A. Investigation of Secondary Hardening in Co–35Ni–20Cr–10Mo Alloy Using Analytical Scanning Transmission Electron Microscopy. Acta Mater. 2014, 63, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Achmad, T.L.; Fu, W.; Chen, H.; Zhang, C.; Yang, Z. Effect of Solute Segregation on the Intrinsic Stacking Fault Energy of Co-Based Binary Alloys: A First-Principles Study. J. Alloys Compd. 2018, 748, 328–337. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Co | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.086 | 0.24 | 2.02 | <0.01 | 0.0016 | 20.14 | 14.92 | 40.33 | 6.90 | Bal. |
| Specimen | Tensile Strength (MPa) | Elongation (%) | ||||
|---|---|---|---|---|---|---|
| 45° | Longitudinal | Transverse | 45° | Longitudinal | Transverse | |
| Raw strips | 1478.09 | 1445.83 | 1483.22 | 17.92 | 24.96 | 18.48 |
| CSPB STACER | 1418 | 1415 | 1429 | 12.8 | 11.6 | 10.1 |
| Specimen | Driving Force (N) | Pointing Accuracy (°) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 m | 1 m | 2 m | 3 m | 4 m | 5 m | 1 | 2 | 3 | 4 | 5 | 6 | |
| Cold formed | 38.6 | 29.5 | 27.5 | 27.3 | 24.1 | 20.5 | 0.08 | 0.12 | 0.1 | 0.13 | 0.09 | 0.11 |
| 480 °C + 4 h | 28.6 | 25.5 | 23.9 | 23 | 21.9 | 19.6 | 0.55 | 0.49 | 0.57 | 0.62 | 0.45 | 0.43 |
| 520 °C + 4 h | 35.6 | 28.3 | 26.8 | 25.4 | 22.9 | 20.1 | 0.21 | 0.18 | 0.22 | 0.21 | 0.23 | 0.19 |
| 560 °C + 4 h | 27.9 | 25.8 | 24.3 | 23.2 | 21.1 | 19.2 | 0.6 | 0.46 | 0.56 | 0.61 | 0.52 | 0.46 |
| Specimen | LABs (%) | HABs (%) | ∑3 (<111>60°) (%) | Average Grains Size (μm) |
|---|---|---|---|---|
| Raw strips | 66 | 34 | 20 | 2.1 |
| Cold formed | 65.4 | 34.6 | 19.2 | 2.2 |
| 520 °C + 4 h | 1.67 | 98.3 | 69.1 | 3.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, R.; Han, J.; Liu, J.; Li, Z.; Zhang, C.; Liu, C.; Ma, X. Investigation of the Mechanical Properties and Microstructure of the Co40NiCrMo Alloy Used for STACERs and Prepared by the CSPB Process and the Winding and Stabilization Method. Materials 2023, 16, 2970. https://doi.org/10.3390/ma16082970
Lu R, Han J, Liu J, Li Z, Zhang C, Liu C, Ma X. Investigation of the Mechanical Properties and Microstructure of the Co40NiCrMo Alloy Used for STACERs and Prepared by the CSPB Process and the Winding and Stabilization Method. Materials. 2023; 16(8):2970. https://doi.org/10.3390/ma16082970
Chicago/Turabian StyleLu, Ruilong, Jingtao Han, Jiawei Liu, Zhanhua Li, Congfa Zhang, Cheng Liu, and Xiaoyan Ma. 2023. "Investigation of the Mechanical Properties and Microstructure of the Co40NiCrMo Alloy Used for STACERs and Prepared by the CSPB Process and the Winding and Stabilization Method" Materials 16, no. 8: 2970. https://doi.org/10.3390/ma16082970