
Study on Tungsten Metallization and Interfacial Bonding of Silicon Nitride High-Temperature Co-Fired Ceramic Substrates
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Experiment Procedure
2.2. Characterization
3. Results and Discussion
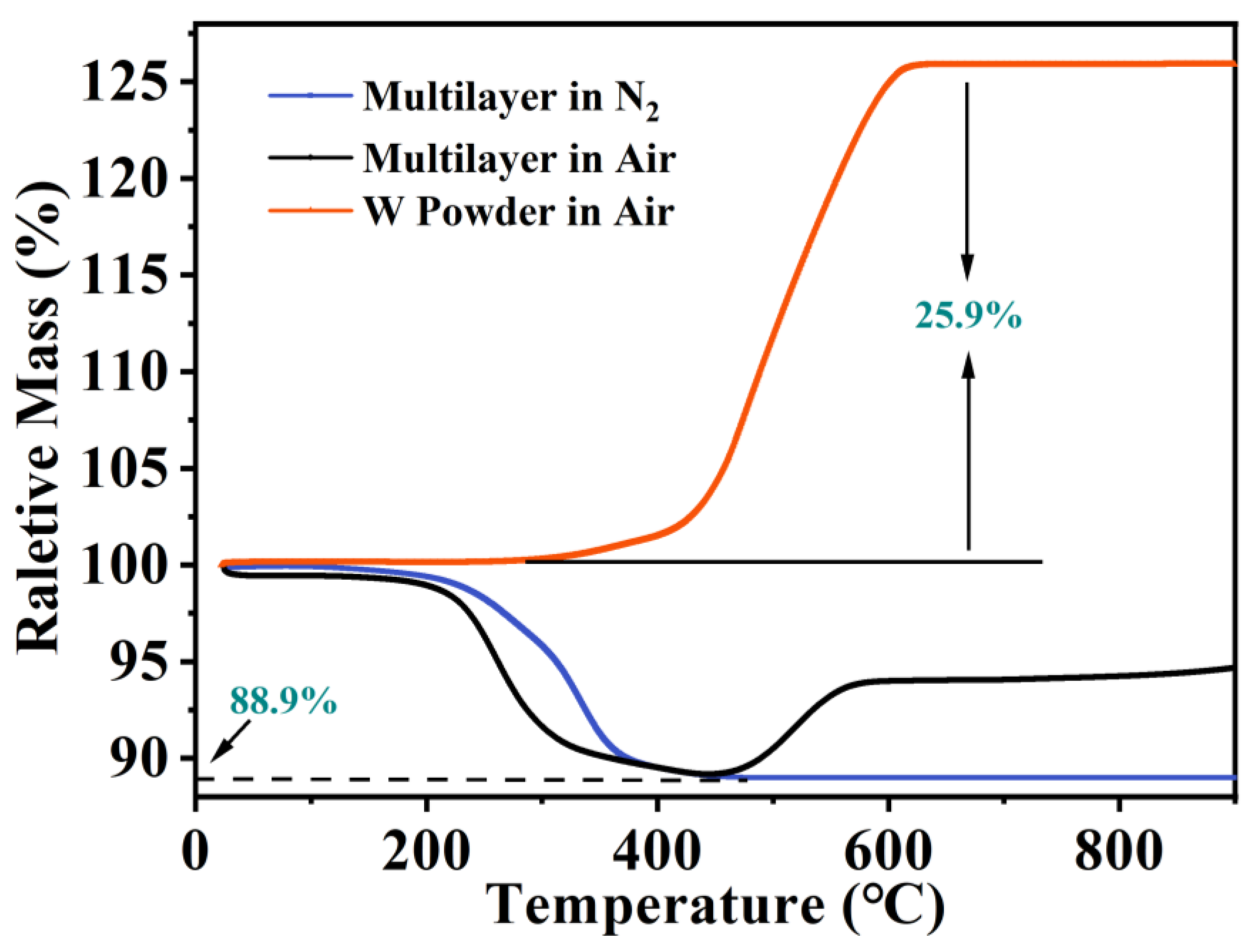
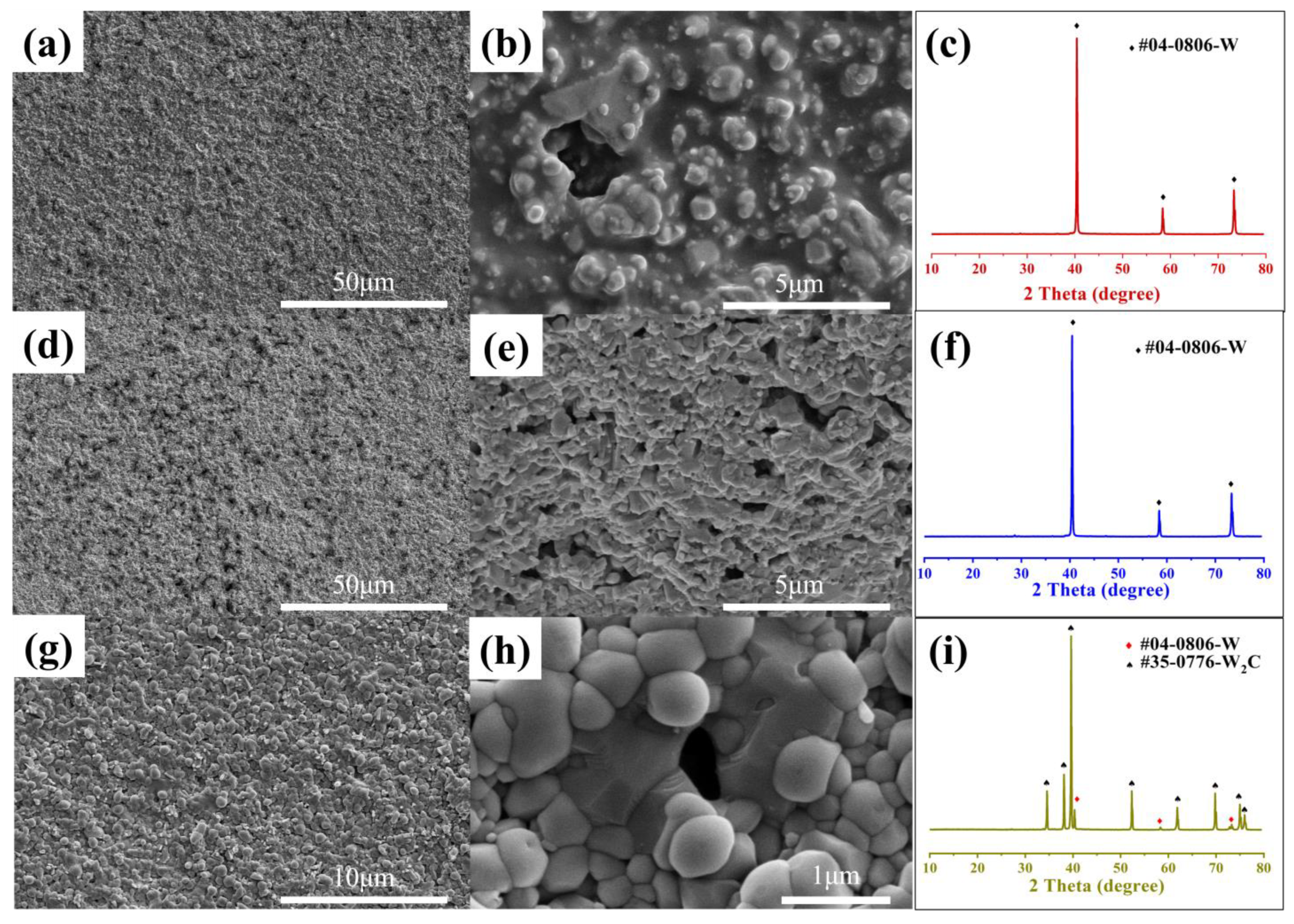
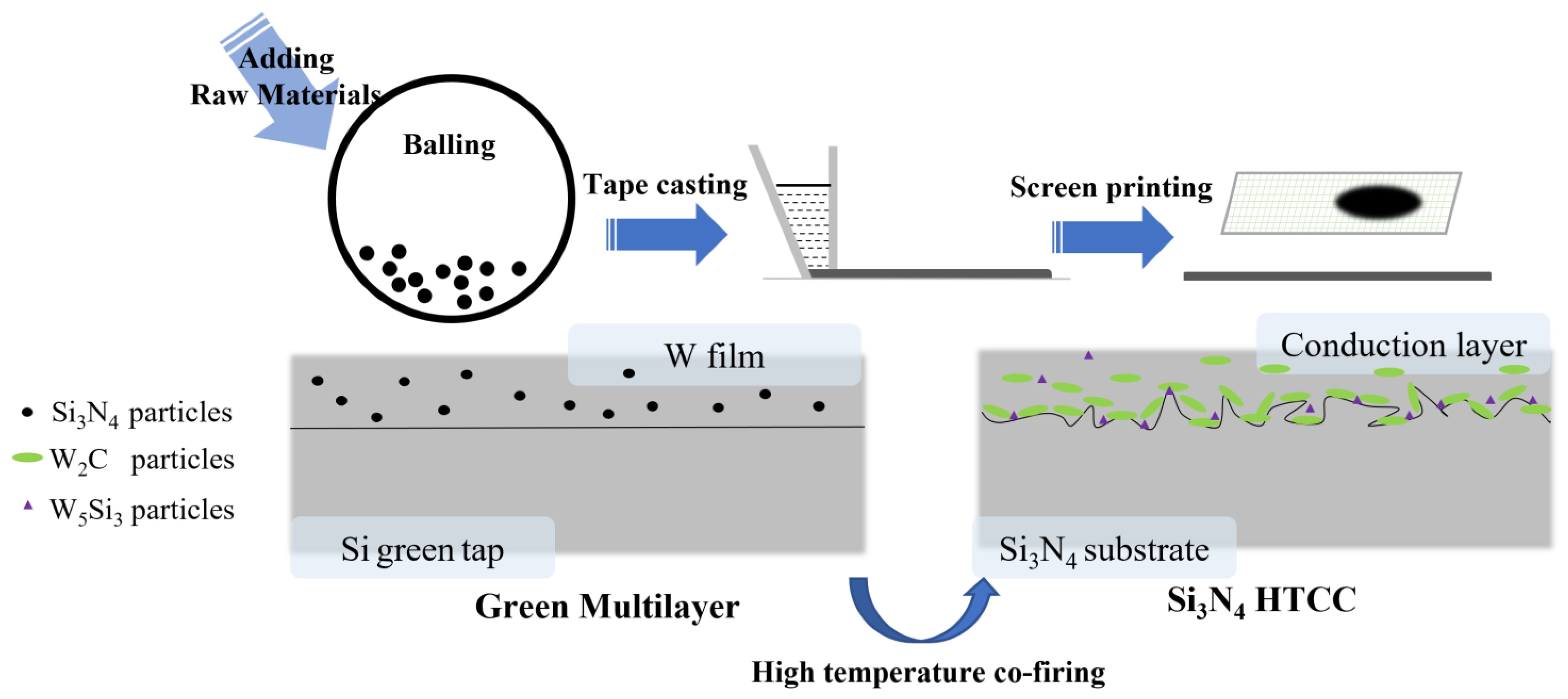
3.1. Sintering Process of Multilayer Green Bodies
3.2. Effect of Si3N4 Additive and Microstructure of Si3N4 HTCC
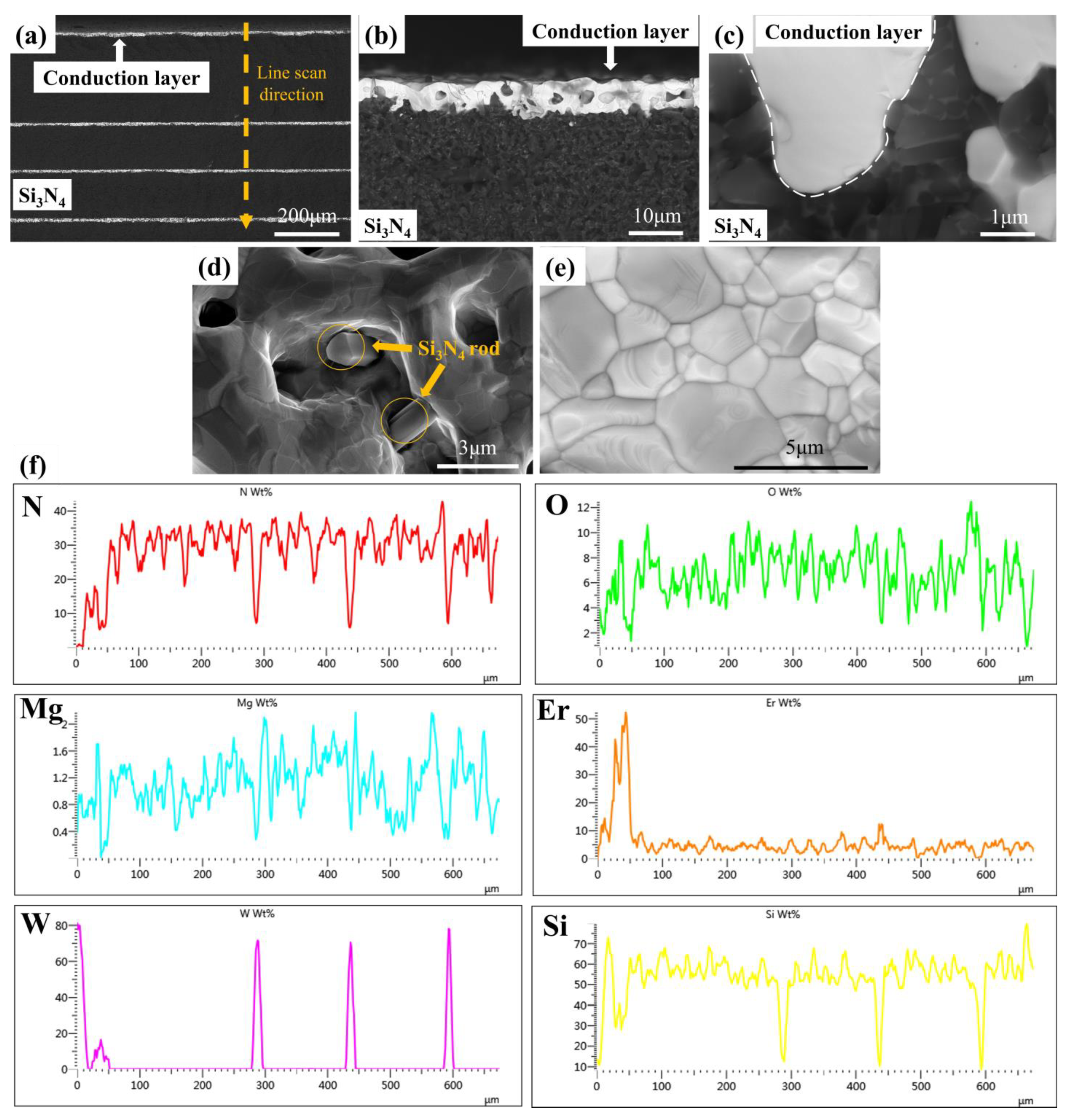
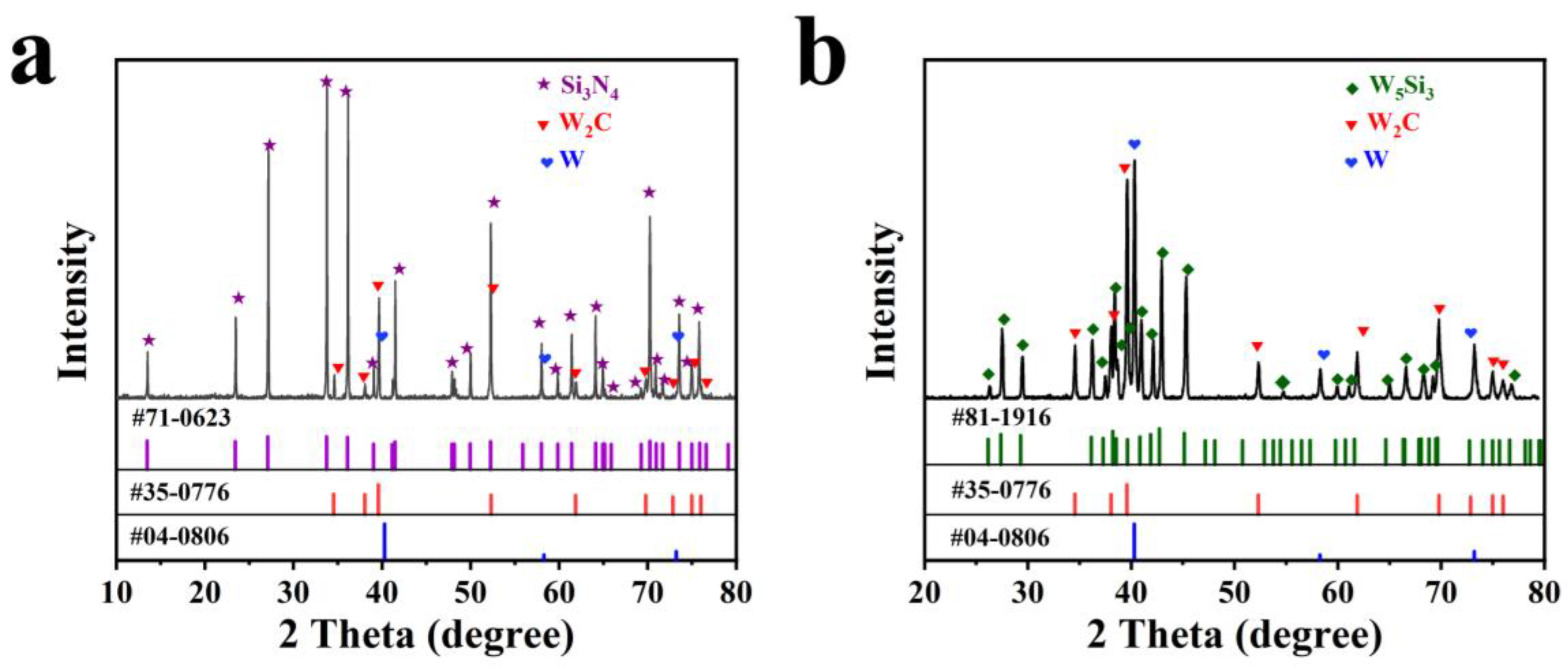
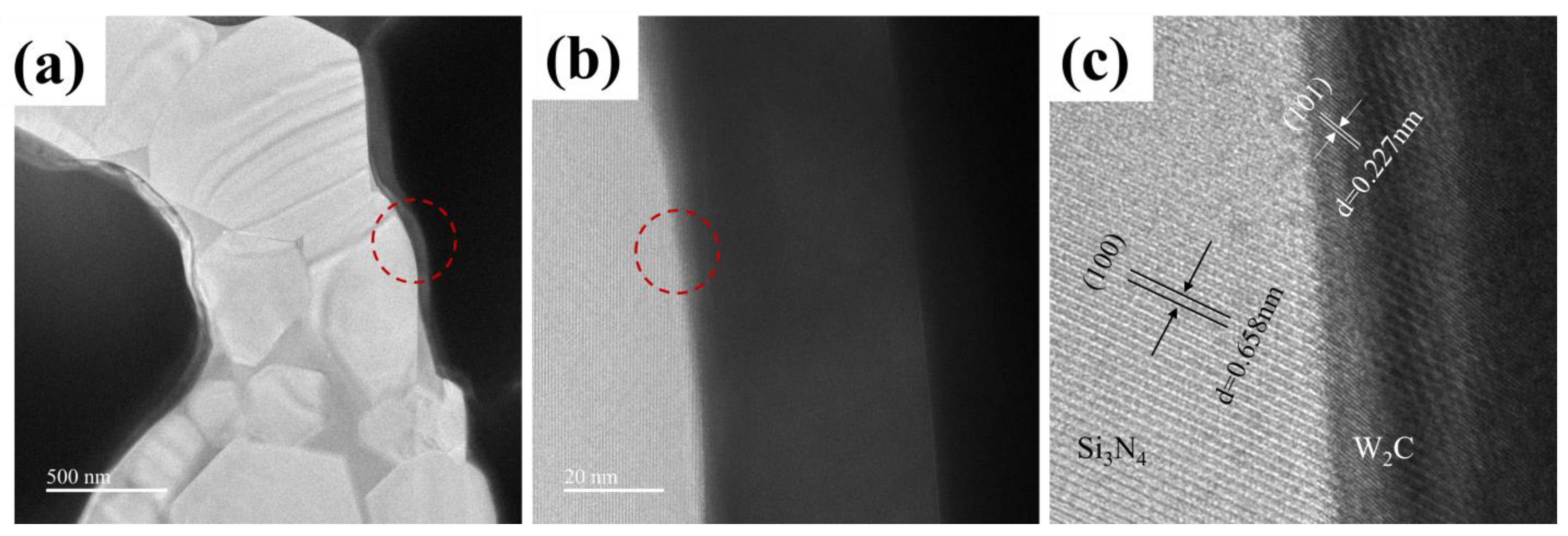
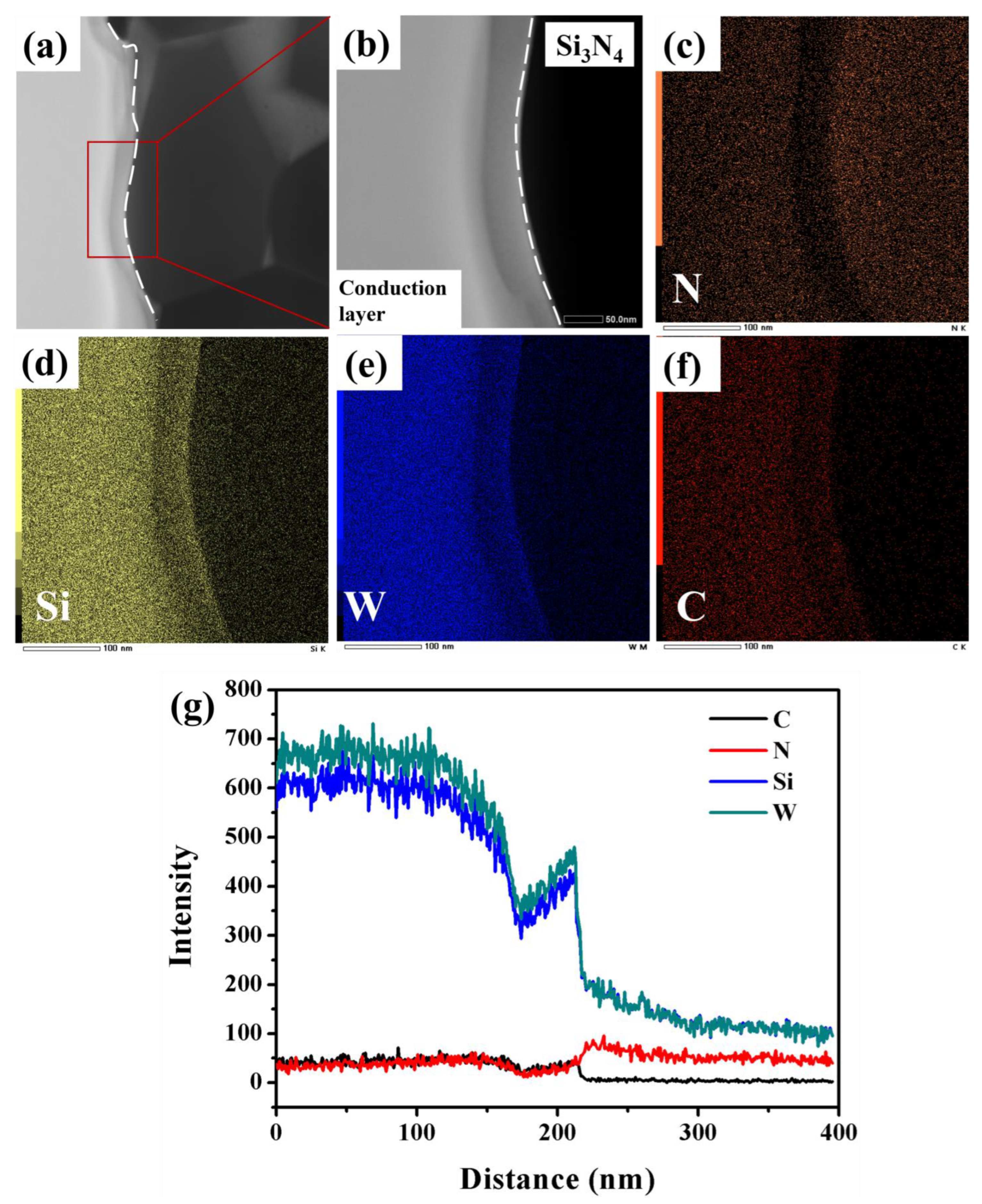
3.3. Discussion of Interfacial Bonding between Si3N4 Substrate and Conduction Layer
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sešek, A.; Makarovič, K. Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules. Materials 2022, 15, 1036. [Google Scholar] [CrossRef] [PubMed]
- Scognamillo, C.; Catalano, A.; Riccio, M.; D’Alessandro, V.; Codecasa, L.; Borghese, A.; Tripathi, R.; Castellazzi, A.; Breglio, G.; Irace, A. Compact Modeling of a 3.3 kV SiC MOSFET Power Module for Detailed Circuit-Level Electrothermal Simulations Including Parasitics. Energies 2021, 14, 4683. [Google Scholar] [CrossRef]
- Wu, B.; Chen, R.; Fu, R.; Agathopoulos, S.; Su, X.; Liu, H. Low thermal expansion coefficient and high thermal conductivity epoxy/Al2O3/T-ZnOw composites with dual-scale interpenetrating network structure. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105993. [Google Scholar] [CrossRef]
- Garman, P.D.; Johnson, J.M.; Talesara, V.; Yang, H.; Zhang, D.; Castro, J.; Lu, W.; Hwang, J.; Lee, L.J. Silicon Oxycarbide Accelerated Chemical Vapor Deposition of Graphitic Networks on Ceramic Substrates for Thermal Management Enhancement. ACS Appl. Nano Mater. 2019, 2, 452–458. [Google Scholar] [CrossRef]
- Feng, X.; Lv, Y.; Zhang, L.; Ge, D.; Li, X.; Sun, J.; Ding, J.; Chen, L.; Zheng, K.; Zhang, X.; et al. Effect of AlN addition on phase formation in the LTCC with Al2O3/AlN biphasic ceramics based on BBSZ glass. Ceram. Int. 2020, 46, 16895–16900. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.-H.; Cao, Z.-Y.; Yan, C.; Wang, K.; Chen, J.-J.; Cheng, S.-Y.; Feng, Z.-S. A facile process to manufacture high performance copper layer on ceramic material via biomimetic modification and electroless plating. Compos. Part B Eng. 2018, 157, 123–130. [Google Scholar] [CrossRef]
- Kaneko, T.; Watanabe, H. AlN HTCC super miniaturized millimeterwave transceiver MCMs, the novel structure for the high reliability, the high performance and the mass productivity. In Proceedings of the 1999 IEEE MTT-S International Microwave Symposium Digest (Cat. No. 99CH36282), Anaheim, CA, USA, 13–19 June 1999; Volume 442, pp. 449–452. [Google Scholar]
- Menzel, W.; Kassner, J. Millimeter-Wave 3D Integration Techniques using LTCC and Related Multilayer Circuits. In Proceedings of the 2000 30th European Microwave Conference, Paris, France, 2–5 October 2000; pp. 1–4. [Google Scholar]
- Mizoe, J.; Amano, S. Miniature 60 GHz transmitter/receiver modules on AlN multi-layer high temperature co-fired ceramic. In Proceedings of the 1999 IEEE MTT-S International Microwave Symposium Digest (Cat. No. 99CH36282), Anaheim, CA, USA, 13–19 June 1999; Volume 472, pp. 475–478. [Google Scholar]
- Chen, Y.; Hou, X.; Fang, Z.; Wang, E.; Chen, J.; Bei, G. Adsorption and Reaction of Water on the AlN(0001) Surface from First Principles. J. Phys. Chem. C 2019, 123, 5460–5468. [Google Scholar] [CrossRef]
- Park, H.; Kim, H.-E.; Niihara, K. Microstructural Evolution and Mechanical Properties of Si3N4 with Yb2 O3 as a Sintering Additive. J. Am. Ceram. Soc. 1997, 80, 750–756. [Google Scholar] [CrossRef]
- Kleebe, H.-J.; Pezzotti, G.; Ziegler, G. Microstructure and Fracture Toughness of Si3N4 Ceramics: Combined Roles of Grain Morphology and Secondary Phase Chemistry. J. Am. Ceram. Soc. 1999, 82, 1857–1867. [Google Scholar] [CrossRef]
- Yoon, K.J.; Wiederhorn, S.M.; Luecke, W.E. Comparison of Tensile and Compressive Creep Behavior in Silicon Nitride. J. Am. Ceram. Soc. 2000, 83, 2017–2022. [Google Scholar] [CrossRef]
- Li, J.-Q.; Luo, F.; Zhu, D.-M.; Zhou, W.-C. Influence of Phase Formation on Dielectric Properties of Si3N4 Ceramics. J. Am. Ceram. Soc. 2007, 90, 1950–1952. [Google Scholar] [CrossRef]
- Xiang, H.; Feng, Z.; Li, Z.; Zhou, Y. Theoretical predicted high-thermal-conductivity cubic Si3N4 and Ge3N4: Promising substrate materials for high-power electronic devices. Sci. Rep. 2018, 8, 14374. [Google Scholar] [CrossRef] [Green Version]
- Hu, F.; Xie, Z.-P.; Zhang, J.; Hu, Z.-L.; An, D. Promising high-thermal-conductivity substrate material for high-power electronic device: Silicon nitride ceramics. Rare Met. 2020, 39, 463–478. [Google Scholar] [CrossRef]
- Yin, X.; Kong, L.; Zhang, L.; Cheng, L.; Travitzky, N.; Greil, P. Electromagnetic properties of Si–C–N based ceramics and composites. Int. Mater. Rev. 2014, 59, 326–355. [Google Scholar] [CrossRef]
- Hirao, K.; Zhou, Y.; Hyuga, H.; Ohji, T.; Kusano, D. High Thermal Conductivity Silicon Nitride Ceramics. J. Korean Ceram. Soc. 2012, 49, 380–384. [Google Scholar] [CrossRef]
- Zhou, Y.; Hyuga, H.; Kusano, D.; Yoshizawa, Y.-I.; Hirao, K. A Tough Silicon Nitride Ceramic with High Thermal Conductivity. Adv. Mater. 2011, 23, 4563–4567. [Google Scholar] [CrossRef]
- Trehan, V.; Trickey, S.; Indacochea, J.; Lugscheider, E.; Buschke, I.; Tillmann, W. Brazing of Silicon Nitride with Reactive Filler Metals. Sci. Eng. Compos. Mater. 1999, 8, 107–112. [Google Scholar] [CrossRef]
- He, J.-G.; Dai, S.-J.; Zhao, Y.; Huang, M.; Liu, Y.; Yu, J.-Q.; Tan, Y.; Fan, L.-W.; Ge, W.-Q.; Ma, Y.-F. Improvements in Brazed-Joint Properties of Silicon Nitride and Titanium Alloys Using Laser-Induced Microscale Rice Leaf Structures. Materials 2022, 15, 6750. [Google Scholar] [CrossRef]
- Reed, L.; Huggins, R.A. Electron Probe Microanalysis of Ceramic-to-Metal Seals. J. Am. Ceram. Soc. 1965, 48, 421–426. [Google Scholar] [CrossRef]
- Fulrath, R.; Hollar, E. Manganese Glass-Molybdenum Metallizing Ceramics. Am. Ceram. Soc. Bull. 1968, 47, 493. [Google Scholar]
- Twentyman, M.E.; Popper, P. High-temperature metallizing. J. Mater. Sci. 1975, 10, 777–790. [Google Scholar] [CrossRef]
- Cui, S.; Huang, A. Study on Cofired Multiplayer AlN Substrates for MCMs. Electron. Compon. Mater. 2003, 22, 25–28. [Google Scholar] [CrossRef]
- Hu, Y.; Jiang, M. The Influence of SiO2 Concentration in the Tungsten Paste for AlN Cofire Multi-layer Ceramic Substrate. Mater. Rep. 2004, 18, 88–90. [Google Scholar]
- de Faoite, D.; Browne, D.J.; Chang-Díaz, F.R.; Stanton, K.T. A review of the processing, composition, and temperature-dependent mechanical and thermal properties of dielectric technical ceramics. J. Mater. Sci. 2012, 47, 4211–4235. [Google Scholar] [CrossRef] [Green Version]
- Knibbs, R.H. The measurement of thermal expansion coefficient of tungsten at elevated temperatures. J. Phys. E Sci. Instrum. 1969, 2, 515–517. [Google Scholar] [CrossRef]
- Nagy, D.; Humphry-Baker, S.A. An oxidation mechanism map for tungsten. Scr. Mater. 2022, 209, 114373. [Google Scholar] [CrossRef]
- Son, S.; Park, K.; Katoh, Y.; Kohyama, A. Interfacial reactions and mechanical properties of W–SiC in-situ joints for plasma facing components. J. Nucl. Mater. 2004, 329–333, 1549–1552. [Google Scholar] [CrossRef]
- Choe, J.; Calat, J.N.; Lu, G.-Q. Constrained-film sintering of a gold circuit paste. J. Mater. Res. 1995, 10, 986–994. [Google Scholar] [CrossRef]
- Jansson, S.; Leckie, F. Reduction of Thermal Stresses in Continuous Fiber Reinforced Metal Matrix Composites with Interface Layers. J. Compos. Mater. 1992, 26, 1474–1486. [Google Scholar] [CrossRef]
- Singler, T.J.; Su, S.; Yin, L.; Murray, B.T. Modeling and experiments in dissolutive wetting: A review. J. Mater. Sci. 2012, 47, 8261–8274. [Google Scholar] [CrossRef]
- Wang, L.; Qi, Q.; Zhang, H.; Yang, X.; Liu, Z.; Wu, H.; Liu, X.; Huang, Z. The fabrication of tungsten reinforced silicon nitride ceramics by altering nitrogen pressure. Ceram. Int. 2019, 45, 5927–5931. [Google Scholar] [CrossRef]
- Mustain, H.A.; Brown, W.D.; Ang, S.S. Tungsten Carbide as a Diffusion Barrier on Silicon Nitride Active- Metal-Brazed Substrates for Silicon Carbide Power Devices. J. Electron. Packag. 2009, 131, 034502. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ω(Si3N4)/(vol%) | W Film Resistance/(mΩ/sq) | Adhesion Strength/(kgf/mm2) | Thermal Expansion Coefficient/(10−6/K) | |
|---|---|---|---|---|
| 1# | 0 | 110.7 | 2.83 | 4.5 |
| 2# | 8.71 | 92.08 | 3.10 | 4.20 |
| 3# | 17.42 | 98.75 | 5.25 | 3.91 |
| 4# | 27.23 | 146.4 | 7.04 | 3.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.-F.; Li, Z.; Zhou, B.-A.; Duan, Y.-S.; Liu, N.; Zhang, J.-X. Study on Tungsten Metallization and Interfacial Bonding of Silicon Nitride High-Temperature Co-Fired Ceramic Substrates. Materials 2023, 16, 2937. https://doi.org/10.3390/ma16072937
Wang L-F, Li Z, Zhou B-A, Duan Y-S, Liu N, Zhang J-X. Study on Tungsten Metallization and Interfacial Bonding of Silicon Nitride High-Temperature Co-Fired Ceramic Substrates. Materials. 2023; 16(7):2937. https://doi.org/10.3390/ma16072937
Chicago/Turabian StyleWang, Ling-Feng, Zhe Li, Bo-An Zhou, Yu-Sen Duan, Ning Liu, and Jing-Xian Zhang. 2023. "Study on Tungsten Metallization and Interfacial Bonding of Silicon Nitride High-Temperature Co-Fired Ceramic Substrates" Materials 16, no. 7: 2937. https://doi.org/10.3390/ma16072937