1. Introduction
The Direct Metal Laser Sintering (DLMS), known also as Selective Laser Melting (SLM), was developed by the EOS company and it has been commercially available since 1995 as the EOSINT M250 laser sintering machine. It is one of the additive manufacturing (AM) technologies. Unlike the traditional machining methods that rely on removing material, this one is based on building up the material onto the element that is being produced; a comprehensive review of AM is given by Bourell et al. in [
1]. Briefly, the material is added as subsequent layers form a spatial element through such ‘quasi 2D’ layers. The shape of every layer corresponds to successive cross-section of the element to be produced and is generated by the CAM software, based on the CAD design. Defining the shape of each layer is referred to as the ‘slicing’ process. The layer thickness directly influences the precision of the shape produced; therefore, more advanced slicing algorithms adapt the layer thickness according to local value of curvature required to reduce the stepping effect in regions of high curvature. Such a process is explained by Yasa et al. in [
2]. Nowadays, DLMS is a widely available technology implemented with metal powders. It employs a laser that directly illuminates the metal powder melting it and then a sintering process takes place in the liquid phase, thus forming a new layer. The laser scans the layer of raw material; after cooling down it forms a predefined layer of the designed shape. Each layer that is bond to the preceding one becomes solid by the time of sintering of the concurrent one.
As this technology enables producing three-dimensional parts directly from computer-aided design (CAD) software, it is very widely spread in many fields of science and industry. Depending on the requirements and applications, various types of metal powders or their alloys can be used in the DLMS printer: steel, nickel, cobalt, chrome, cooper, titanium, aluminium or tungsten, with the details given by the EOS company [
3]. Some types of the powder require the sintering process to take place in a protective atmosphere of inert gas. The need for securing of the product from admixtures and by-products of oxidation process, especially in medical applications, is described by Raos et al. in [
4].
The choice of the printing powder is dictated in the vast majority of cases by the required mechanical properties of the part to be printed. It was found that, as expected, the material used for printing impacts its mechanical properties, yet this is a complex influence. The properties of the stock, continuous material are different to the ones of the corresponding DLMS-produced element from the same material powder that was sintered. This phenomenon was examined by Gratton in [
5]. Additionally, the ‘freshness’ of the powder is of significance. Opatová et al. analysed the properties of both new and re-used powder in [
6]. They concluded that particles of much larger diameter are formed during the additive manufacturing process when reusing the powder. They also noticed a significant difference in the surface morphology of the new and re-used powder, favouring more homogenous layers obtained from the non-recycled material.
Becker et al. in [
7] have proven that the tensile strength of the DLMS-processed element is influenced by residual stresses and microstructure cracks that are inevitable in the process, which involves rapid heating and cooling of the material. The authors of [
8] analysed the influence of process parameters on the hardness of the DLMS-produced element. They came to a conclusion that hardness is influenced by scan spacing, followed by sintering speed and infiltration. Simchi [
9] presented an attempt to describe the process analytically, looking into the densification and microstructural evolution during direct laser sintering of various metal powders. In conclusion, the author of the paper relates the empirical sintering rate to the energy input of the laser beam. He also proposes a model that includes operating parameters such as laser power, scan rate, layer thickness and scan line spacing.
Aside from the works on explaining the exact influence of the parameters governing the process on the final product, a lot of effort was also invested in optimizing of the values of the parameters. An interesting approach is given by Mierzejeska in [
10]. Her paper describes an attempt to override the lack of full knowledge of the process parameters, mutual interactions and impact on the product by means of optimization using neural networks and genetic algorithms for this task.
Due to the possible low quality of the outcome and tensile strength requirements, the printed element often requires undergoing further processing. Tan et al. [
11] report significant improvement of strength after solution and aging treatment. Moreover, they succeeded in post-processing the grade 300 maraging steel produced by SLM additive manufacturing to the quality comparable to the standard wrought one.
Another parameter of interest for assessing the DLMS technology is the achievable geometrical precision of the printed element. Vranić et al. [
12] gave some generally accepted guidelines for designing of parts. They suggest the minimal wall thickness of 0.5 mm or 1 mm, depending on the feature size. The authors assessed dimensional accuracy to be of 0.2% but not better than 200 µm of absolute size. They also recommended holes to be of diameter not smaller than 1 mm with space for re-drilling the hole to exact dimensions and suggests the achievable Ra of about 8 µm for a part ‘as fabricated’. The topic of possible diameter of holes in ‘as fabricated’ EOS printer maraging steel powder parts is described also by Dana et al. in [
13,
14]. The authors concluded their work by stating that holes of diameter between 0.5 mm and 10 mm can be successfully printed without supporting structures. Yet, for the small diameters, the quality of the hole is very limited. They notice that the maximum deviation of the circular shape is 0.3 mm, which is 60% for the 0.5 mm hole diameter. Additionally, the cross-sectional shape is far from circular for small diameters, being a result of the layers-like technology The holes of diameter below 0.5 mm are not investigated by the authors due to expected problems with removing the unprocessed powder after printing.
The SLS technology is still undergoing extensive improvement, which is summarized by Nagarajan et al. in [
15]. The successing method, a micro-scale selective laser sintering (μ-SLS), is already available. Roy et al. in [
16] describe the fabrication of three-dimensional parts with feature resolutions higher than 5 μm and a high throughput allowing it to be employed in a production environment.
The field of application of the DLMS technology is very wide, but the scope of this paper is its application to the production of turbine blades for wind tunnel experiments. The expectations for this method are very high. It is a result of the requirement to manufacture blades of complex geometry with internal cooling channels of very sophisticated shapes. Such objects are extremely difficult to machine. The technology of casting that is used for real-size blades is very expensive. The internal features (holes, channels) cause the moulds to be single-use. In this field of experiments, it has always been difficult to produce the correct geometry of the blade. The actual geometry of the blade is complex and originates from computational fluid dynamics. Since it is given as a set of coordinates over a rectangular mesh, it cannot be easily imported to a manual machining process. This problem is even greater as the size of wind tunnels is limited and it is often the case that the blade model for experiments needs to be reduced in size, making it even more challenging. The problem is significant, but the model blades can be produced by using a significant amount of work and a highly skilled craftsmen supported by an extensive machine park, as for it is described by Szwaba et al. in [
17]. Such state-of-the-art technology does have a significant impact on the cost and time of preparing the experiment. Therefore, we have decided to investigate the possibility of using the SLM-produced blade without any post-machining or post-processing in the wind tunnel experiments.
2. Materials and Methods
The blade was designed to be a part of the experimental setup prepared at the IMP PAN, which is a supersonic wind tunnel facility. The wind tunnel is an intermittent, vacuum type wind tunnel. A detailed description is to be found in the work of Fomin et al. [
18]; nonetheless, the crucial information is that the measurement chamber is 100 mm wide ‘spanwise’, which determines the maximum size of the blade that can be used for experiments.
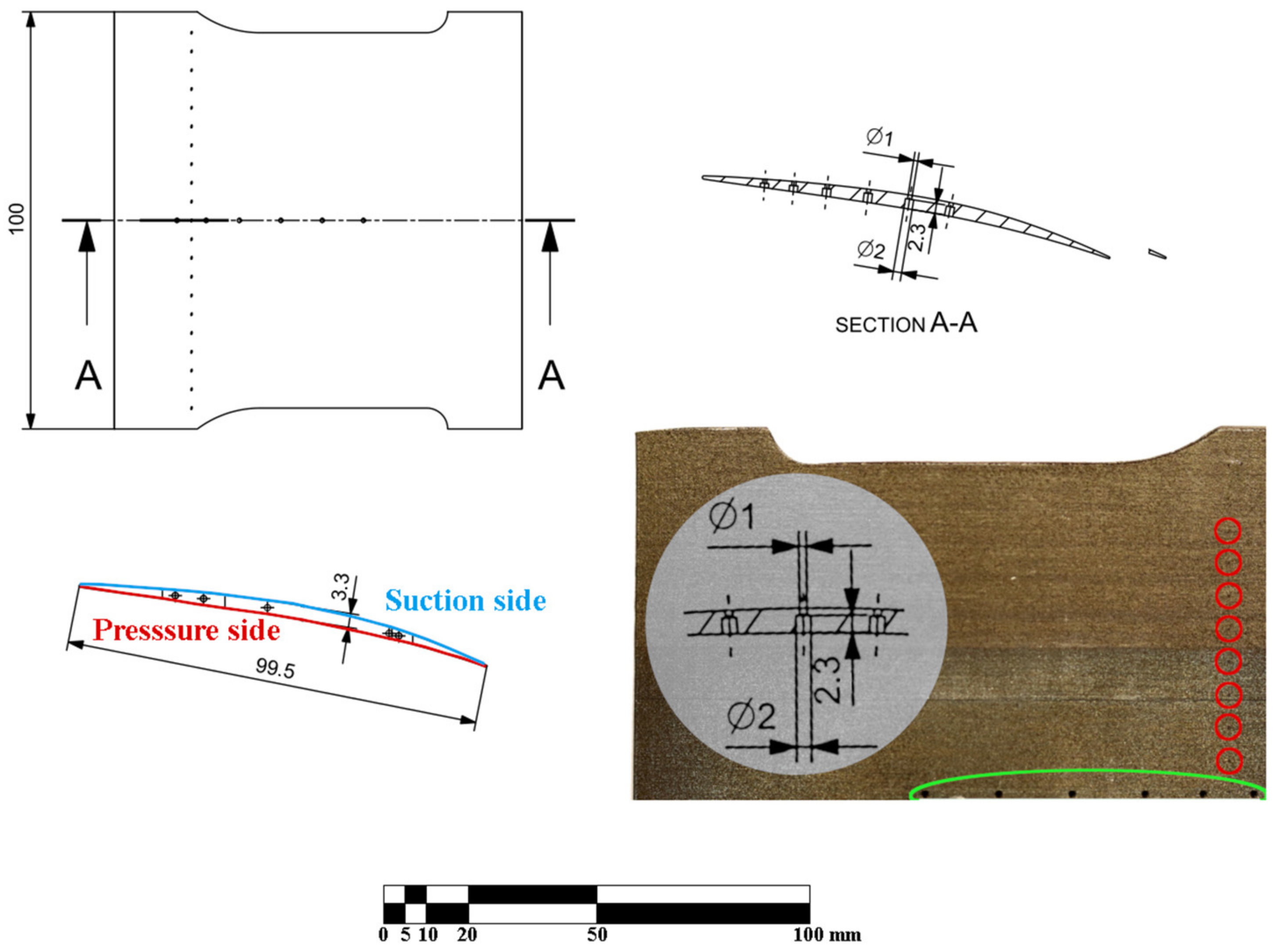
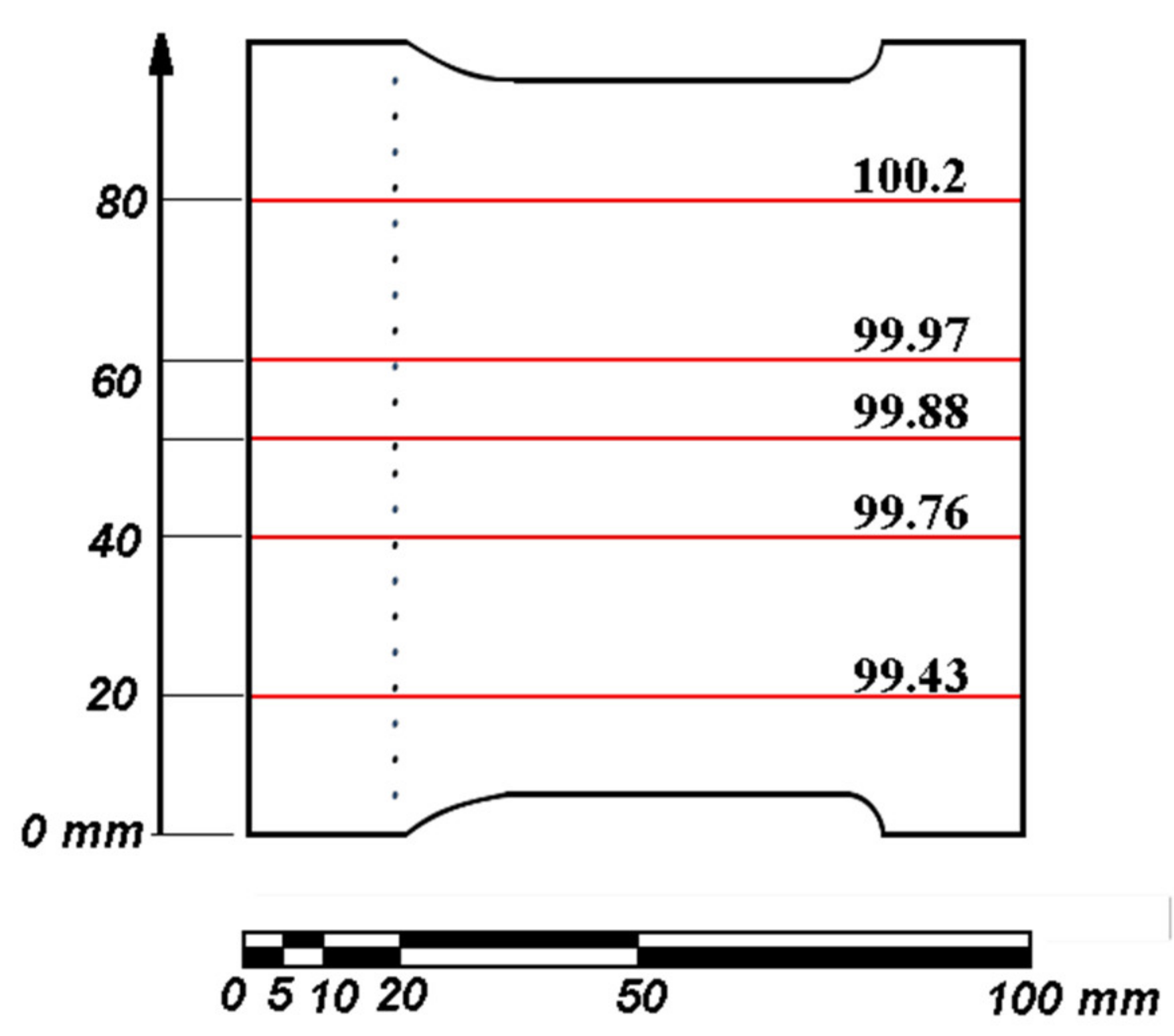
The geometry that was used as a model for printing is given in
Figure 1.
The blade is close to being a square, with 100 mm spanwise and 99.5 mm chordwise in length. There are two rows of holes: one along the A-A cut and one close to the edge of the blade. One along the A-A cut is a counterbore hole changing its diameter from 1 mm to 2 mm at the depth of 2.3 mm from the suction side. For clarity, the geometry of these holes has been superimposed on the photograph of the blade in
Figure 1 (the photograph with the imposed cross section is not-to-scale for readability). The latter row of holes is a set of 20 through-holes of 0.3 mm diameter. For clarity, the ‘pressure side’ and ‘suction side’ of the blade have also been marked with red and blue colour, respectively. The photograph in
Figure 1 illustrates the SLM printed blade that was used in the experiments (it is the upper half, since the A-A plane is also the plane of symmetry for the blade).
The green loop indicates the position of the ‘large’ counterbore 1–2 mm holes and the red circles depict the position of every other of the ‘small’ 0.3 mm diameter holes. The blade was manufactured using an EOS M280 DLMS machine at IMP PAN KEZO Research Centre in Jabłonna, Poland. It is a powder bed fusion selective laser melting system equipped with a 400 W Yb fibre laser (wavelength of 1060–1100 nm). A printed part is manufactured by a laser exposure of sliced geometrical contours onto powder layers (typically of the height of tens of microns), which are applied from a powder dispenser chamber to a base plate by a recoater blade. As a result, the manufactured part is fully submerged in the metal powder. Selected material was EOS maraging steel MS1, providing excellent mechanical properties and straightforward post-treatment. The chemical composition of the alloy is given in
Table 1 and corresponds to US 18% Ni maraging 300, European 1.2709 and German X3NiCoMoTi 18-9-5 steel defined in the corresponding datasheet [
19].
The laser exposure was selected to be the ‘performance’ mode: a standard-setting provided by EOS, with a layer thickness of 40 µm. This choice results in a laser power of 258 W and a scanning velocity of 960 m/s. The detailed description of the exposure strategy can be found in previously published works of Kučerová et al. [
20]. The manufactured elements without any post-heat treatment exhibit moderate anisotropy in terms of mechanical properties. Parameters for the material in ‘as-built’ condition are presented in
Table 2.
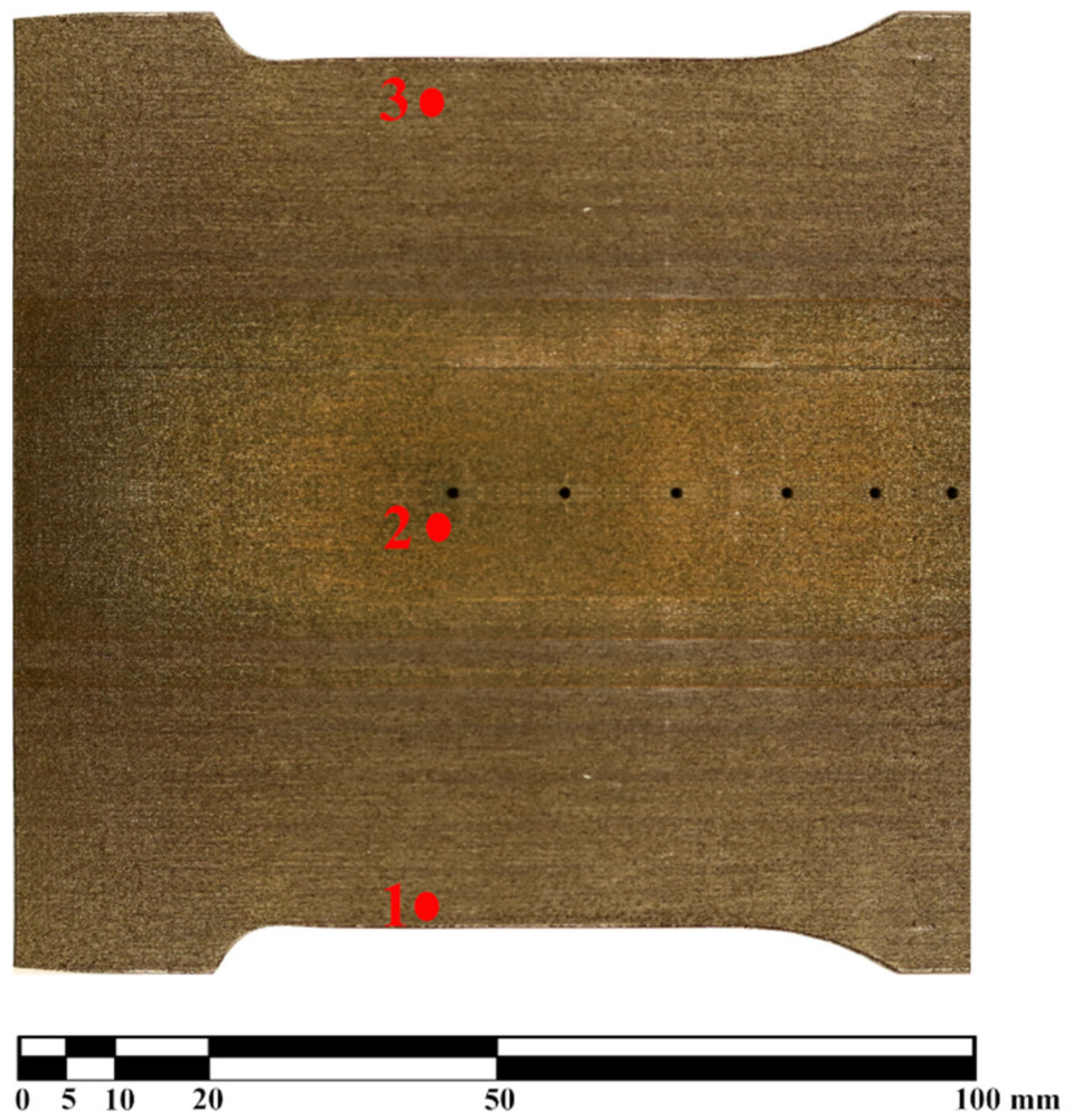
The parts were printed under the nitrogen atmosphere in the working chamber with oxygen content kept below 1.3%. The temperature of the base plate, on which the part is built, was kept at approximately 40 °C. No heat post-processing was applied after the printing. The part was positioned vertically. The principal axis of the profile was slightly inclined in the XY plane in order to provide better recoating and maintain high rigidity against the recoater arm. The positioning in the 3D space was a trade-off between the quality of the outer surface, quality of the holes and the support removal complexity. As the result, the layers are parallel to the A-A section plane defined in
Figure 1, which is clearly visible in
Figure 2 and all the following photographs.
The measurements that were performed included the assessment of:
the quality of the surface (in terms of roughness),
the quality of the 0.3 mm holes,
the quality of the 1–2 mm holes,
the precision of the overall shape.
All the roughness and hole quality measurements were conducted using the Nikon Eclipse Ti-S microscope and a dedicated software for measuring the surface profiles (roughness) and geometrical features (holes).
The roughness measurements were taken in six locations. They are marked with ‘1’, ‘2’, ‘3’ zones in
Figure 2, and the other three are taken in the same locations on the other (pressure) side of the blade.
The numbers in
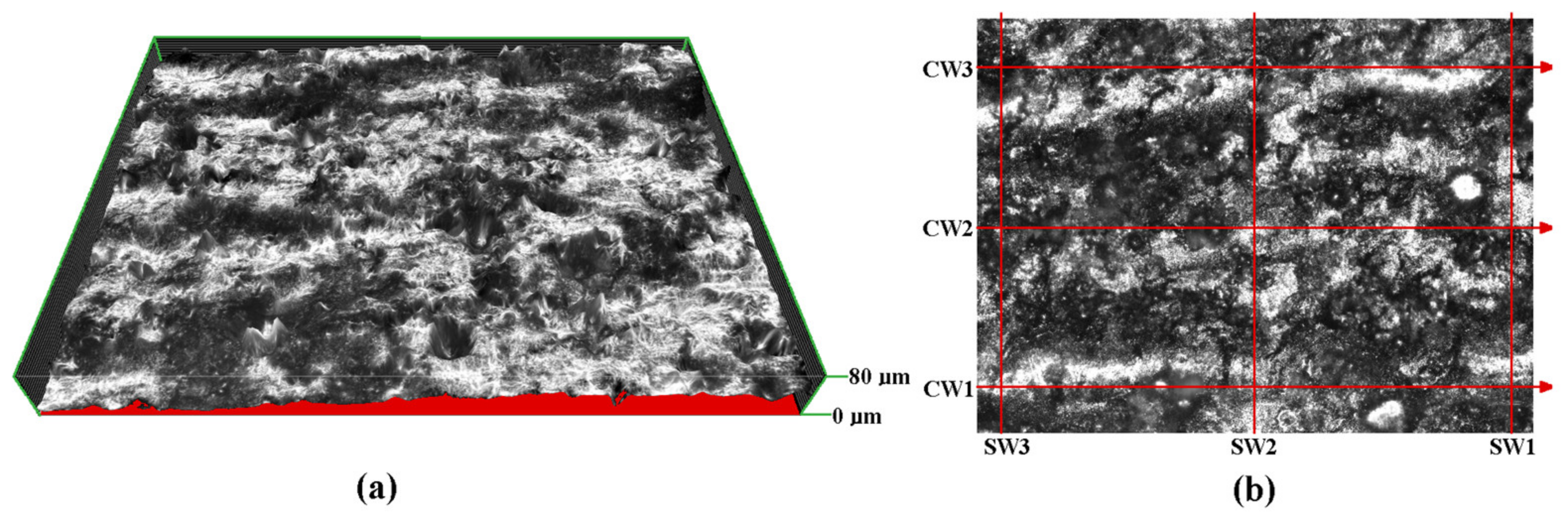
Figure 2 indicate that the depicted blade was printed in the direction from the bottom (layer with point 1) to the top (layer with point 3). For each location of the three marked points there were measurements taken on both the ‘suction side’ and on the ‘pressure side’ of the blade. In every zone, six measurements were taken with three of them concerning the ‘spanwise’ roughness (SW1, SW2 and SW3) and ‘chordwise’ roughness (CW1, CW2 and CW3), in
Figure 3b.
The distance between the ‘chordwise’ roughness profiles is 500 µm and the distance between ‘spanwise’ roughness profiles is 800 µm. The range of height in
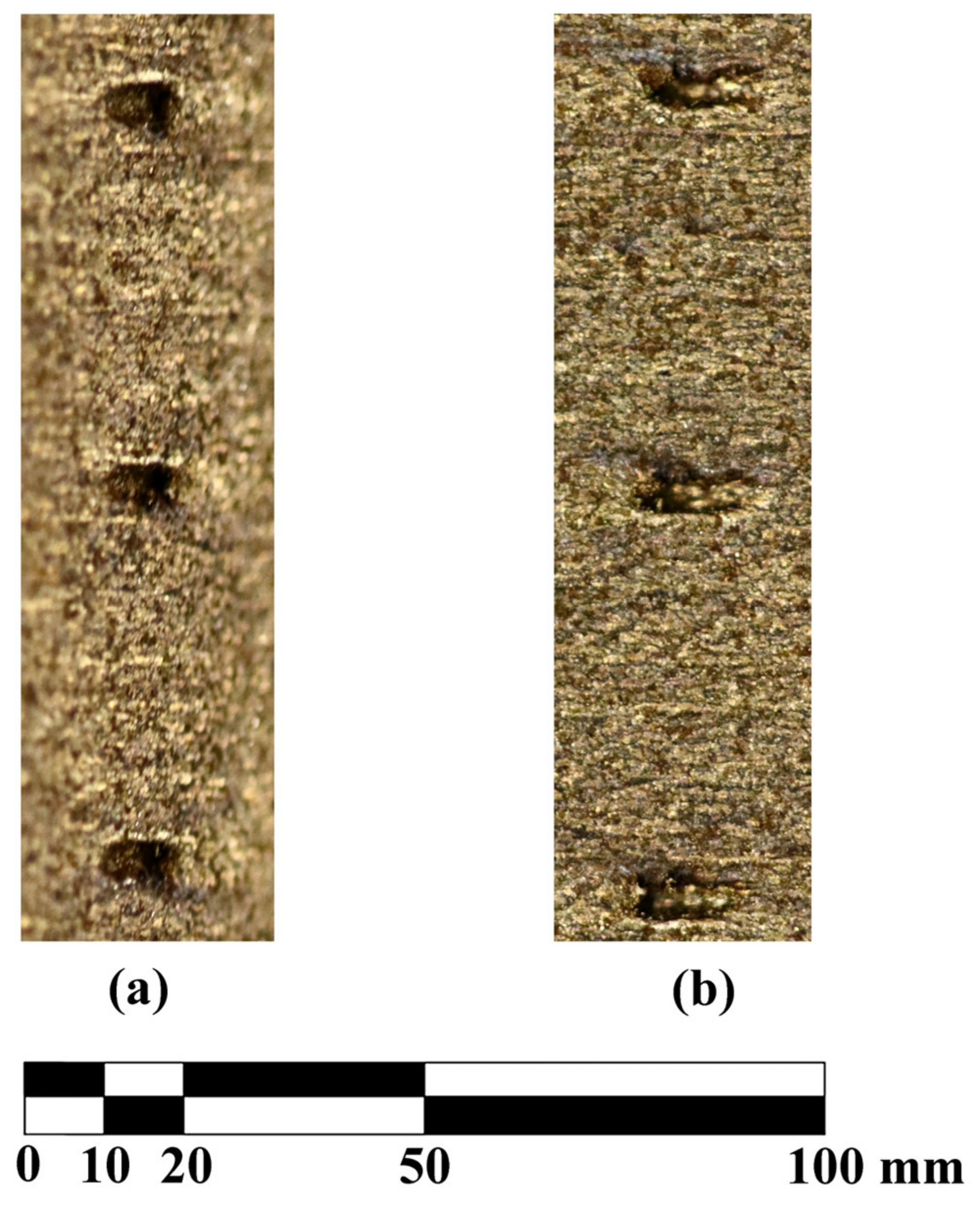
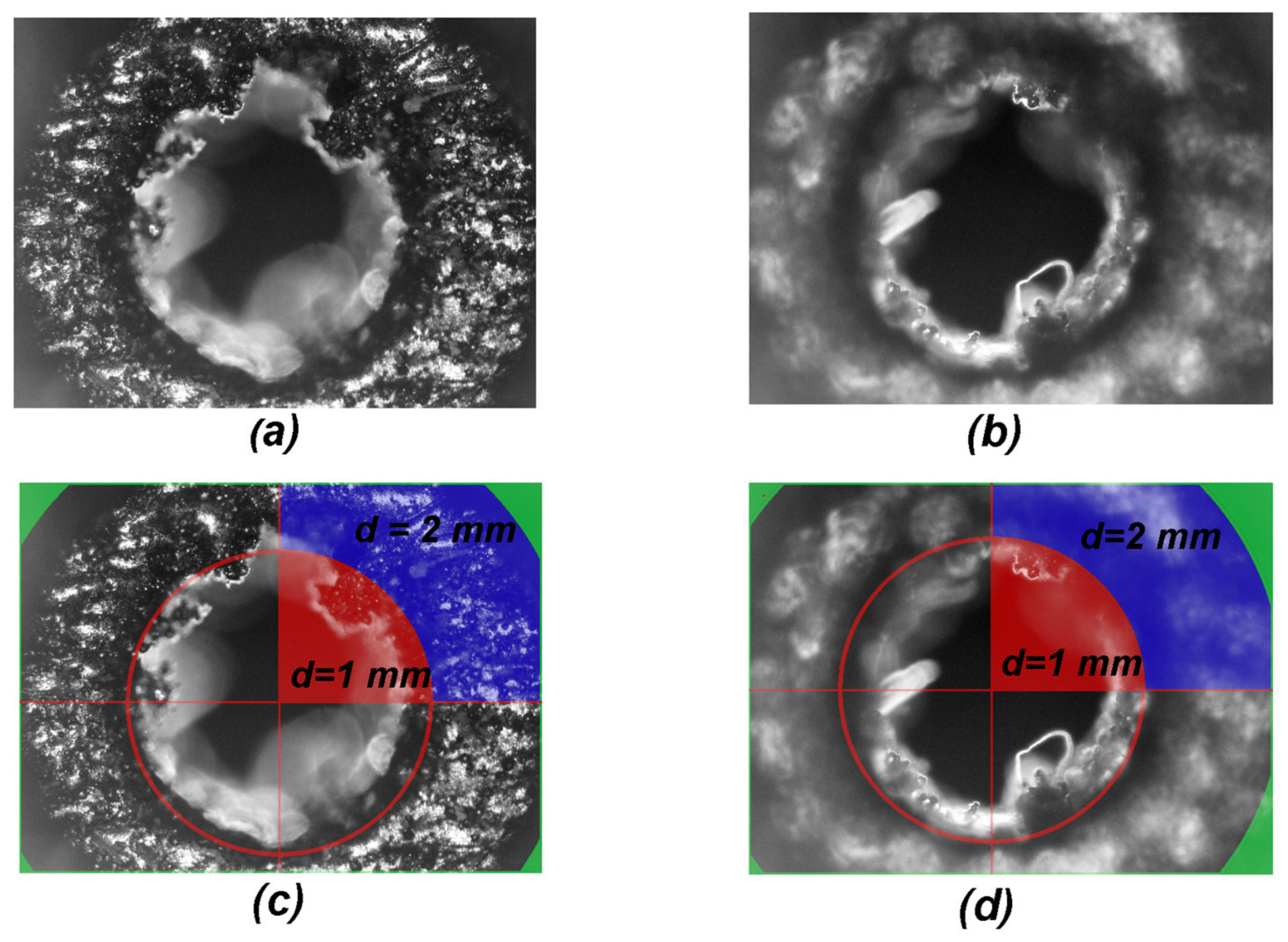
Figure 3b is 60 µm. For assessing of the quality of the holes, the measurements of geometry of the inlet and outlet and roughness of the interface between the two diameters of the hole were taken for the hole located on the ‘A-A section’ in
Figure 1.
4. Conclusions
This paper examined features of the DLMS-produced blade model that are crucial when assessing its applicability in aerodynamic research that always includes equipping the blade model with holes for pressure measurement tabs and aerodynamically smooth surfaces for various visualization techniques. It is clear that the ‘as fabricated’ blade cannot be used in wind tunnels without post-machining. The dimensional discrepancies require finishing milling in order for the blade to fit into the bed at the measurement stand. The surface quality in terms of average roughness is not sufficient as it influences the flow in terms of boundary layer and heat transfer coefficient. The holes necessary for pressure measurement cannot be manufactured to be smaller than 1 mm diameter with this method.
Due to the above reasons, the DLMS-printed blade does require fine finishing by means of ‘classical’ mechanical machining prior to use in wind tunnel tests, especially as there is excessive material that is causing ‘reversed’ tolerances. In the range of cross sections typical for turbine blade models in supersonic wind-tunnels, if the cross sectional area of the hole is of importance for the flow, they have to be re-machined to the correct geometry as the dimensional error of 200 µm is already significant. Hence, using the ‘raw’ DLMS-printed parts is not possible in the experimental aerodynamics without post-machining. Producing models for wind-tunnel tests, being aware of the necessity of fine-machining and taking into account that it is a one-off production, it can still be beneficial when compared to ‘classical’ methods in terms of cost and time. For more complicated shapes, including steep edges and thin elements, the requirements are becoming more challenging. In the case of big models, low flow velocities and specific cases, the problems might be less significant, but the assessment needs very careful consideration.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}