
Effect of TiB2 Nanoparticle Content on the Microstructure and Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
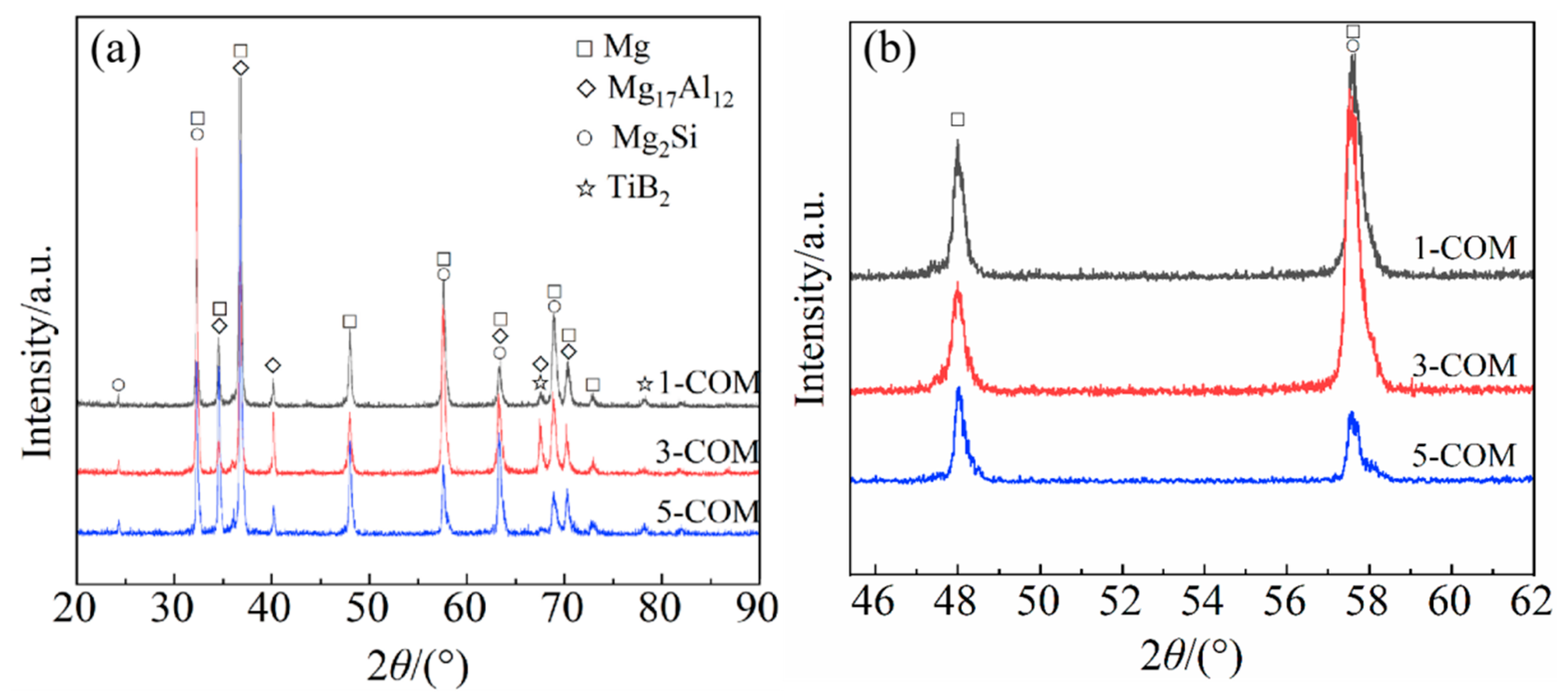
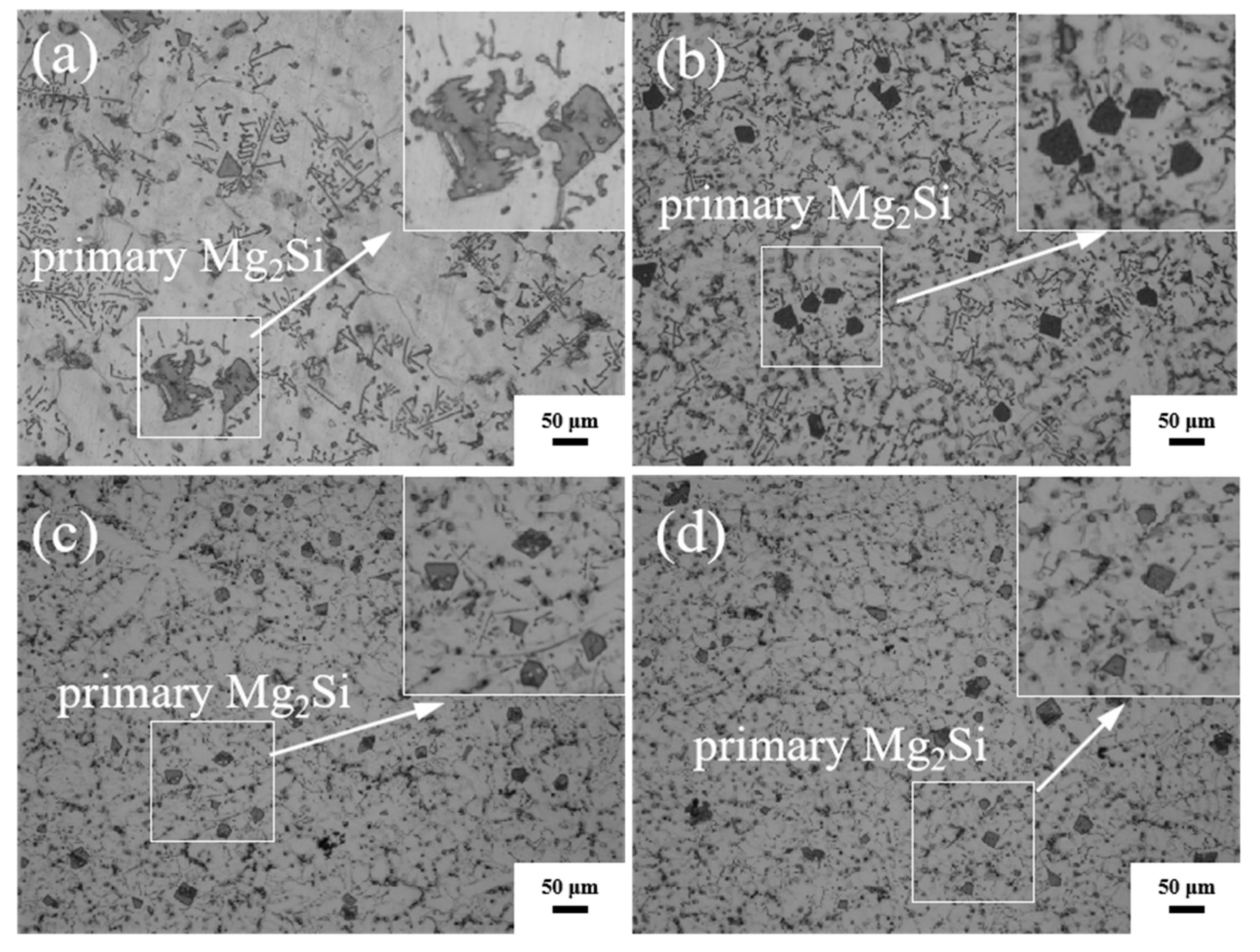
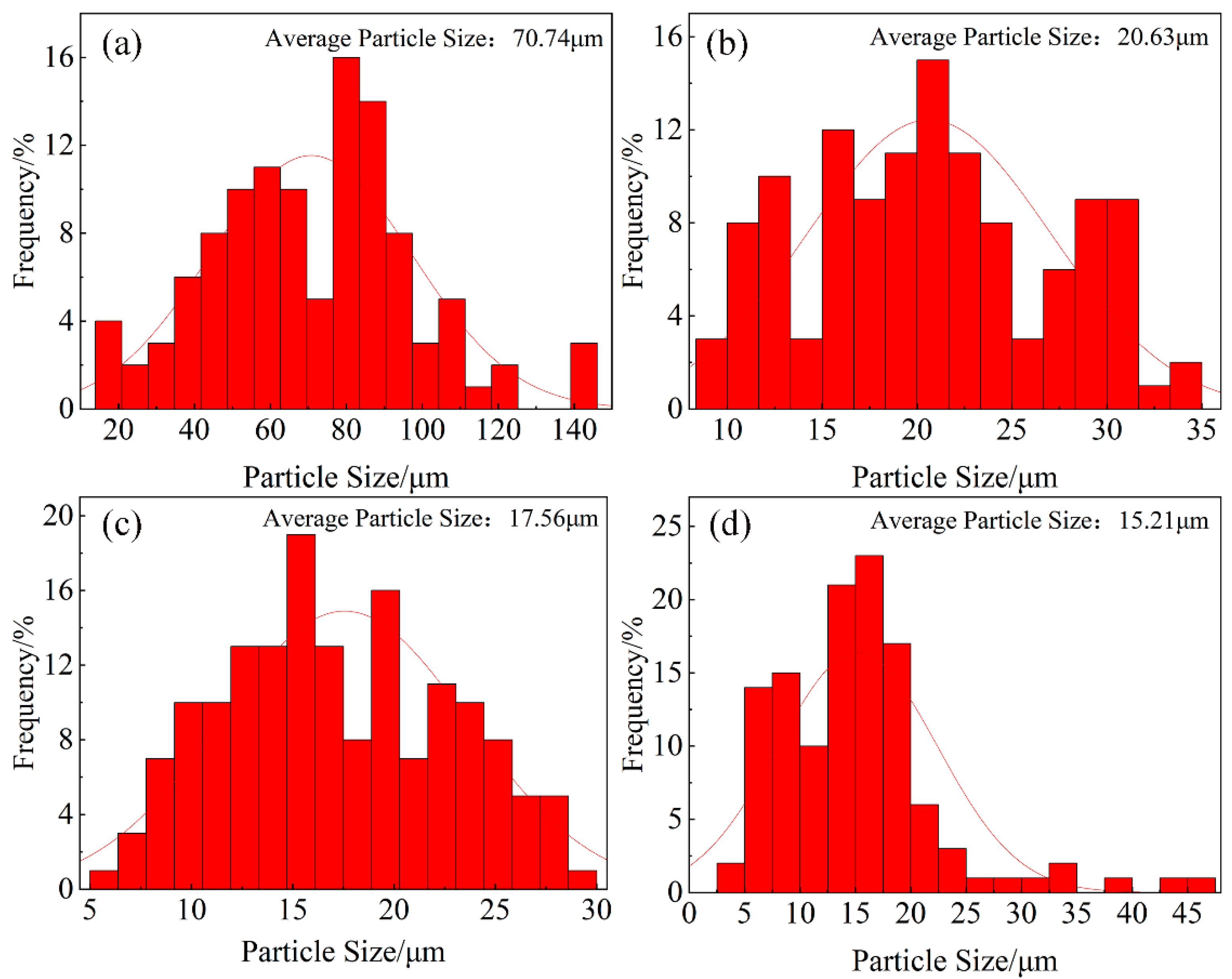
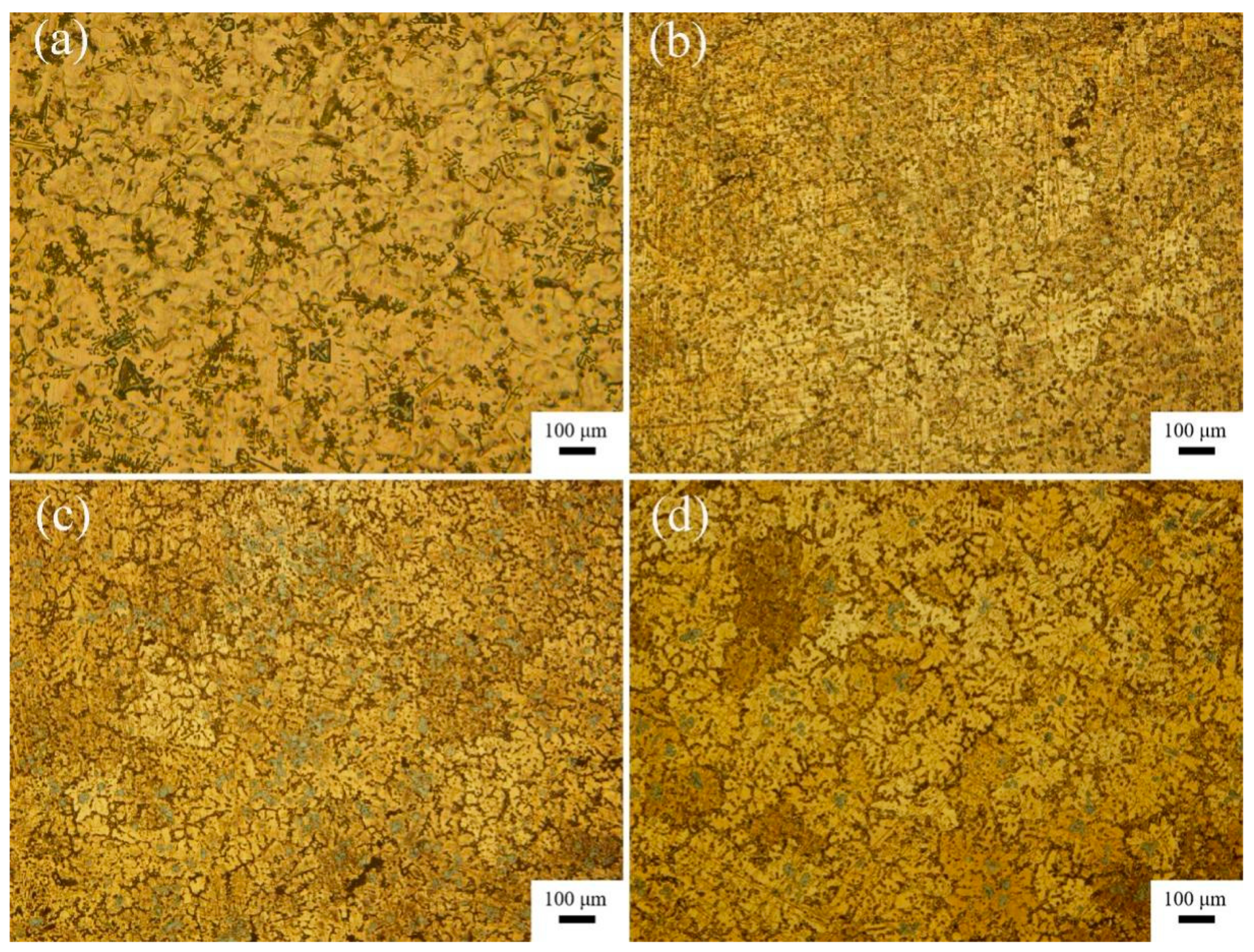
3.1. Microstructures
3.2. Mechanical Properties
3.3. Strengthening and Toughening Mechanisms
4. Conclusions
- (1)
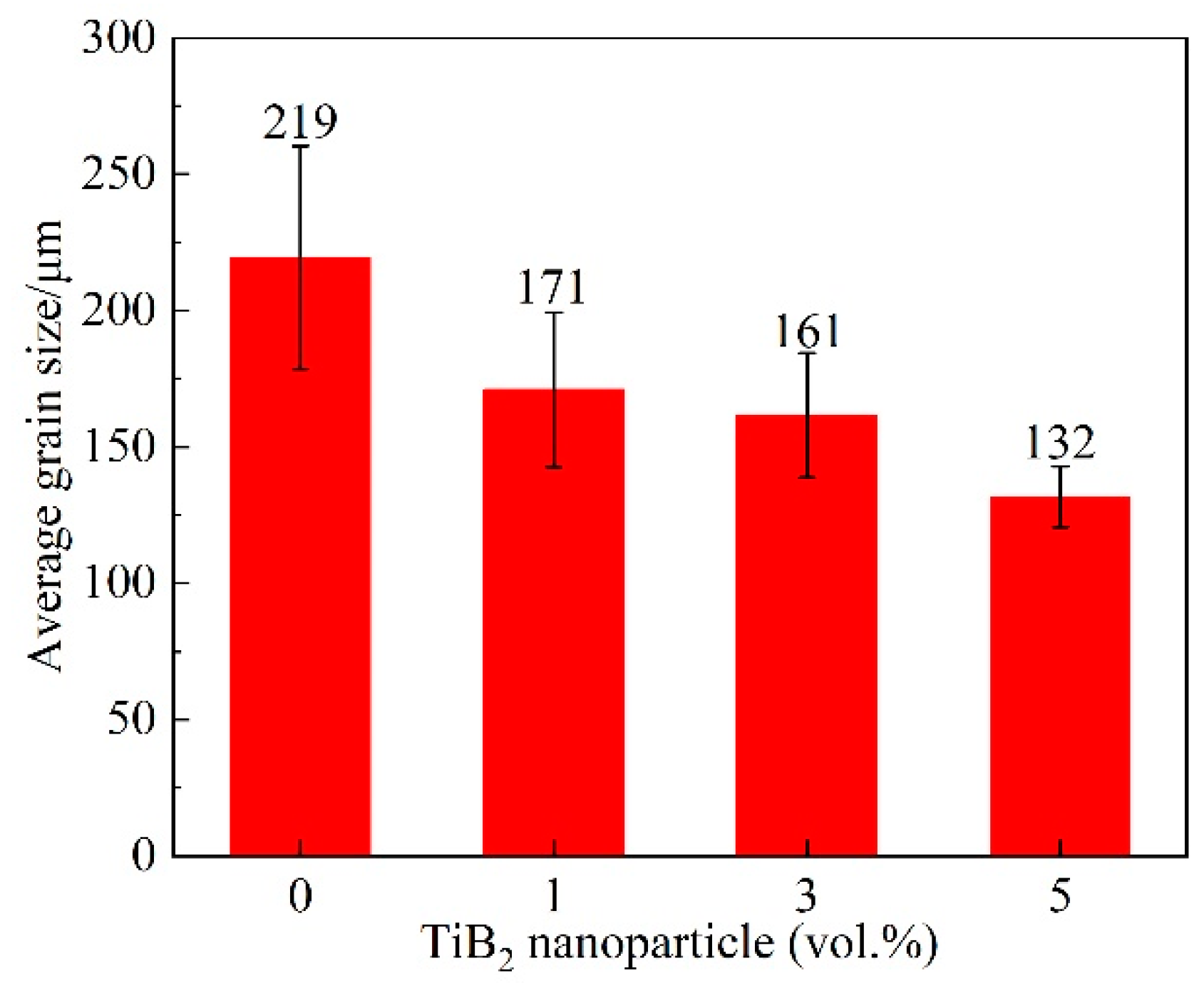
- The TiB2 nanoparticles not only refined the α-Mg grains but also refined the Mg2Si phases in the composites. As the TiB2 content increased, the average size of the α-Mg grains and the primary Mg2Si phases decreased remarkably.
- (2)
- When the content of the TiB2 nanoparticles was 1 vol.% or 3 vol.%, the primary Mg2Si phases were distributed uniformly in the Mg alloys, but the distribution uniformity decreased slightly when the TiB2 content raised to 5 vol.%.
- (3)
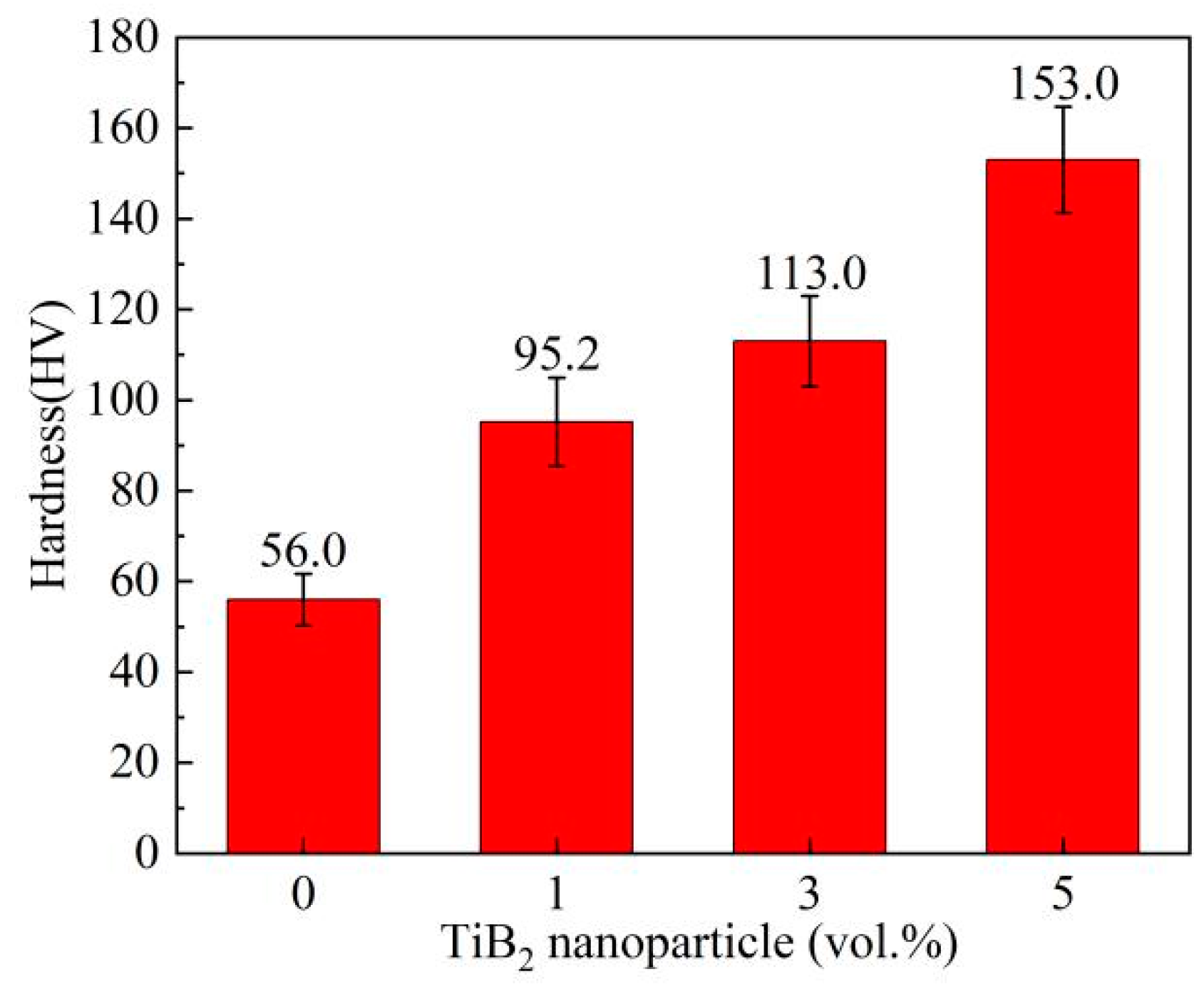
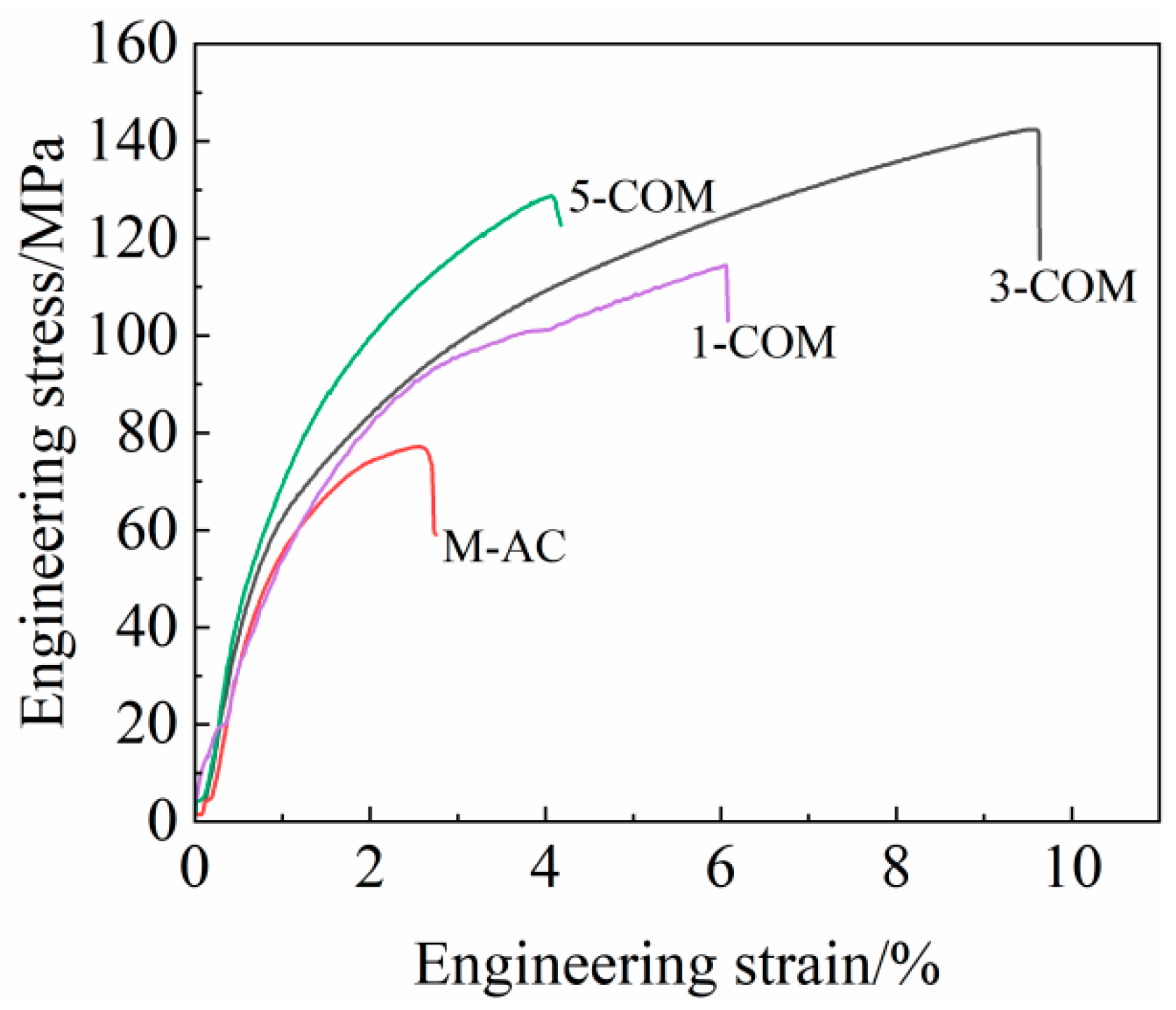
- As the TiB2 content raised, the Vickers hardness and YS of the composites increased monotonically; the UTS and EL initially increased, followed by a decrease, reaching a maximum value when the TiB2 content was 3 vol.%, achieving a synergistic improvement in strength and ductility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, X.P.; Dai, P.L.; Xu, C.; Fang, D.R.; Guo, K.Y.; Ren, Z. Solute redistribution and mechanism of structure refinement of Mg-Al alloy during solidification under high pressure. J. Alloys Compd. 2022, 910, 164777. [Google Scholar] [CrossRef]
- Renhai, S. Nonisothermal dissolution kinetics on Mg17Al12 intermetallic in Mg-Al alloys. J. Magnes. Alloy. 2022, 10, 2421–2432. [Google Scholar]
- Nakata, T.; Xu, C.; Sakai, T.; Miyamoto, T.; Liao, J.; Kamado, S. Effect of Si content on microstructures, tensile properties, and creep properties in a cast Mg-6Al-0.4Mn-2Ca(wt.%) alloy. Mater. Sci. Eng. A 2020, 776, 139018. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Jin, H.L.; Lai, Y.L.; Xia, Z.Y.; Li, G.B.; Guo, H.M.; Ding, J. The second phases of Mg-xAl-ySi-Ca alloys and their influences on properties. Mater. Sci. Technol. 2022, 38, 580–592. [Google Scholar] [CrossRef]
- Pubo, L.; Yang, H.; Tan, W.T.; Gao, M.M. Effect of in situ Mg2Sip contents on microstructure and mechanical properties of Mg2Sip/AZ91D composites. J. Mater. Sci. 2021, 56, 6799–6813. [Google Scholar]
- Hu, B.; Zhu, W.J.; Li, Z.X.; Lee, S.B.; Li, D.J.; Zeng, X.Q.; Choi, Y.S. Effects of Ce content on the modification of Mg2Si phase in Mg-5Al-2Si alloy. J. Magnes. Alloy. 2021, in press. [Google Scholar] [CrossRef]
- Hu, T.; Wang, F.; Zheng, R.X.; Xiao, W.L.; Li, Y.; Lyu, S.Y.; Ma, C.L. Effects of B and Sn additions on the micro-structure and mechanical property of Mg-3Al-1Si alloy. J. Alloys Compd. 2019, 796, 1–8. [Google Scholar] [CrossRef]
- Seth, P.P.; Parkash, O.; Kumar, D. Structure and mechanical behavior of in situ developed Mg2Si phase in magnesium and aluminum alloys-a review. RSC. Adv. 2020, 10, 37327–37345. [Google Scholar] [CrossRef]
- Chen, X.R.; Yin, Z.Y.; Le, Q.C.; Ning, S.C.; Yu, F.X. The microstructure refinement and strength enhancement of Mg-Al-Si alloy subjected by alternating-frequency ultrasonic melt treatment. Int. J. Metalcast. 2022, 16, 474–480. [Google Scholar] [CrossRef]
- Zhang, X.P.; Zhang, Z.Y.; Wang, H.X.; Zhuang, Y.P.; Wang, L.F.; Cheng, W.L.; Liang, W. Synergistic effect of broken Mg2Si and sub-micron Mg17Al12 induced by EX-ECAP on the strength and ductility of deformed Mg-4Al-1Si-1Gd alloy. J. Mater. Res. Technol. 2020, 9, 4230–4240. [Google Scholar] [CrossRef]
- Li, J.Y.; Zhao, G.Z.; Wu, S.S.; Huang, Z.W.; Lü, S.L.; Chen, Q.; Li, F. Preparation of hybrid particulates SiCnp and Mg2Si reinforced Al-Cu matrix Composites. Mater. Sci. Eng. A 2019, 751, 107–114. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Liu, X.B.; Yang, Y.Y.; Bian, T.J. Effect of SiC particle addition on microstructure of Mg2Si/Al composite. China Foundry 2014, 11, 91–97. [Google Scholar]
- Gao, Q.; Wu, S.S.; Lü, S.L.; Duan, X.C.; Zhong, Z.Y. Preparation of in-situ TiB2 and Mg2Si hybrid particulates reinforced Al-matrix composites. J. Alloys Compd. 2015, 651, 521–527. [Google Scholar] [CrossRef]
- Du, R.; Du, Y.; Li, F.; Zhang, D.C.; Wu, S.S.; Lü, S.L. Effect of in-situ TiB2 particles on microstructure and mechanical properties of Mg2Si/Al composites. J. Alloys Compd. 2019, 776, 536–542. [Google Scholar] [CrossRef]
- Wang, W.X.; Chen, X.G.; Liu, J.; Liu, D.C.; Liu, Z.Z.; Li, W.Z.; He, N. Effects of TiB2 nanoparticles and ultrasonic vibration on the mechanical properties of an Mg-4Al-1.5Si alloy. J. Alloys Compd. 2022, 912, 165213. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.M.; Xu, F.X.; Yang, S.S.; Li, B.; Li, Y.F.; Huang, Z.F.; Zheng, Q.L. An investigation on grain refinement mechanism of TiB2 particulate reinforced AZ91 composites and its effect on mechanical properties. J. Alloys Compd. 2019, 780, 237–244. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, X.; Xu, F.X.; Yang, C.C.; Li, B.; Li, Y.F.; Liu, Z.W.; Zheng, Q.L. Processing microstructure and aging behavior of in-situ submicron TiB2 particles reinforced AZ91 Mg matrix composites. J. Alloys Compd. 2018, 764, 96–106. [Google Scholar] [CrossRef]
- Sun, J.W.; Ding, D.H.; Liu, W.C.; Wu, G.H.; Liu, H.J.; Wei, G.L.; Liu, H.Z. Strength and elastic modulus enhancement in Mg-Li-Al matrix composites reinforced by ex situ TiB2 particles via stir casting. J. Magnes. Alloy. 2010, 48, 469–475. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.M.; Yang, C.C.; Liu, Z.W.; Li, Y.F.; Xu, F.X. Microstructure, mechanical properties and strengthening mechanisms of Mg matrix composites reinforced with in situ nanosized TiB2 particles. Mater. Sci. Eng. A 2018, 710, 251–259. [Google Scholar] [CrossRef]
- Guan, H.T.; Xiao, H.; Ouyang, S.H.; Tang, A.; Chen, X.H.; Tan, J.; Feng, B.; She, J.; Zheng, K.H.; Pan, F.S. A review of the design, processes, and properties of Mg-based composites. Nanotechnol. Rev. 2022, 11, 712–730. [Google Scholar] [CrossRef]
- He, H.Y.; Fan, G.L.; Saba, F.; Tan, Z.Q.; Su, Z.; Xiong, D.B.; Li, Z.Q. Enhanced distribution and mechanical properties of high content nanoparticles reinforced metal matrix composite prepared by flake dispersion. Compos. Part B 2023, 252, 110514. [Google Scholar] [CrossRef]
- Tran, T.T.; Vo, T.T.; Cho, S.C.; Lee, D.H.; Hwang, W.R. A stir casting system for drawdown of light particles in manufacturing of metal matrix composites. J. Mater. Process. Technol. 2018, 257, 123–131. [Google Scholar] [CrossRef]
- Chen, L.Y.; Peng, J.Y.; Xu, J.Q.; Choi, H.; Li, X.C. Achieving uniform distribution and dispersion of a high percentage of nanoparticles in metal matrix nanocomposites by solidification processing. Scr. Mater. 2013, 69, 634–637. [Google Scholar] [CrossRef]
- Dieringa, H. Processing of magnesium-based metal matrix nanocomposites by ultrasound-assisted particle dispersion: A review. Metal 2018, 8, 431. [Google Scholar] [CrossRef] [Green Version]
- Jin, Y.; Chen, G.; Zhang, X.; Chen, W.; Chen, T.; Ding, J.; Chang, Q.; Xie, Z.; Du, Z. Microstructures, mechanical properties and thixoformability of TiB2/Al composite prepared by ultrasonic-assisted squeeze casting. J. Mater. Eng. Perform. 2022, 31, 9318–9330. [Google Scholar] [CrossRef]
- Dong, Y.X.; Xiao, P.; Gao, Y.M.; Zhao, Q.Q.; Yang, H.C. Microstructure refinement and mechanical properties of eutectic Mg2Si reinforced Mg matrix composites containing Sr element. J. Mater. Res. Technol. 2022, 17, 2614–2623. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W.L.E. Magnesium-based nanocomposites: Lightweight materials of the future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Nie, K.B.; Wang, X.J.; Deng, K.K.; Hu, X.S.; Wu, K. Magnesium matrix composite reinforced by nanoparticles-a review. J. Magnes. Alloy. 2021, 9, 57–77. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Lopez, H.F.; Rohatgi, P.K. Impact of volume fraction and size of reinforcement particles on the grain size in metal-matrix micro and nanocomposites. Metall. Mater. Trans. A 2014, 45, 4055–4061. [Google Scholar] [CrossRef]
- Yu, H.C.; Wang, H.Y.; Chen, L.; Zha, M.; Wang, C.; Li, C.; Jiang, Q.C. Spheroidization of primary Mg2Si in Al-20Mg2Si-4.5Cu alloy modified with Ca and Sb during T6 heat treatment process. Mater. Sci. Eng. A 2017, 685, 31–38. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Sahoo, B.N.; Panigrahi, S.K. Effect of in-situ sub-micron sized TiB2 reinforcement on microstructure and mechanical properties in ZE41 magnesium matrix composites. Mater. Sci. Eng. A 2020, 773, 138883. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Hardness/HV | UTS/MPa | YS/MPa | EL/% |
|---|---|---|---|---|
| M-AC | 56.0 ± 5.9 | 83.8 ± 14.1 | 69.1 ± 5.8 | 3.2 ± 0.8 |
| 1-COM | 95.2 ± 9.7 | 108.8 ± 15.9 | 74.3 ± 11.7 | 5.1 ± 0.3 |
| 3-COM | 113.0 ± 10.0 | 142.4 ± 11.4 | 76.4 ± 10.2 | 9.2 ± 1.1 |
| 5-COM | 153.0 ± 11.7 | 125.3 ± 9.7 | 90.9 ± 9.3 | 3.4 ± 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Chen, X.; Wang, W.; Zhao, Y.; He, N. Effect of TiB2 Nanoparticle Content on the Microstructure and Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites. Materials 2023, 16, 2852. https://doi.org/10.3390/ma16072852
Liu J, Chen X, Wang W, Zhao Y, He N. Effect of TiB2 Nanoparticle Content on the Microstructure and Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites. Materials. 2023; 16(7):2852. https://doi.org/10.3390/ma16072852
Chicago/Turabian StyleLiu, Jian, Xiaogang Chen, Wuxiao Wang, Yu Zhao, and Na He. 2023. "Effect of TiB2 Nanoparticle Content on the Microstructure and Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites" Materials 16, no. 7: 2852. https://doi.org/10.3390/ma16072852