
Cross-Linking, Morphology, and Physico-Mechanical Properties of GTR/SBS Blends: Dicumyl Peroxide vs. Sulfur System
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Methodology
3. Results and Discussion
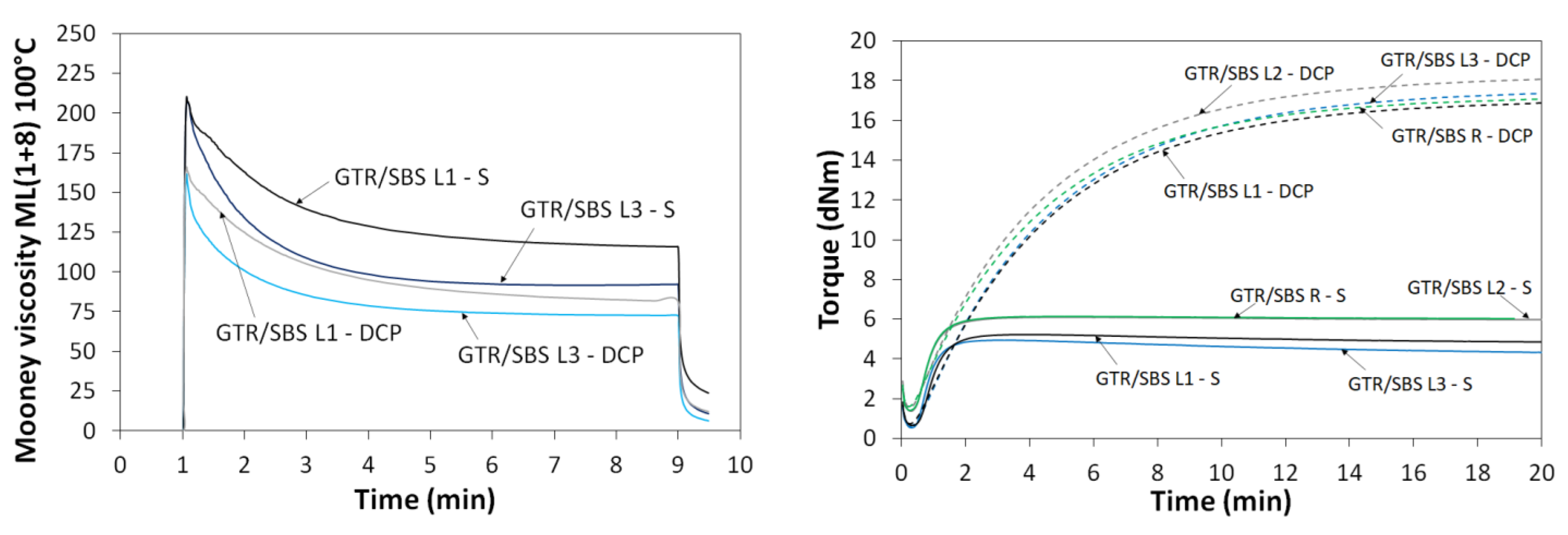
3.1. Mooney Viscosity and Curing Characteristics
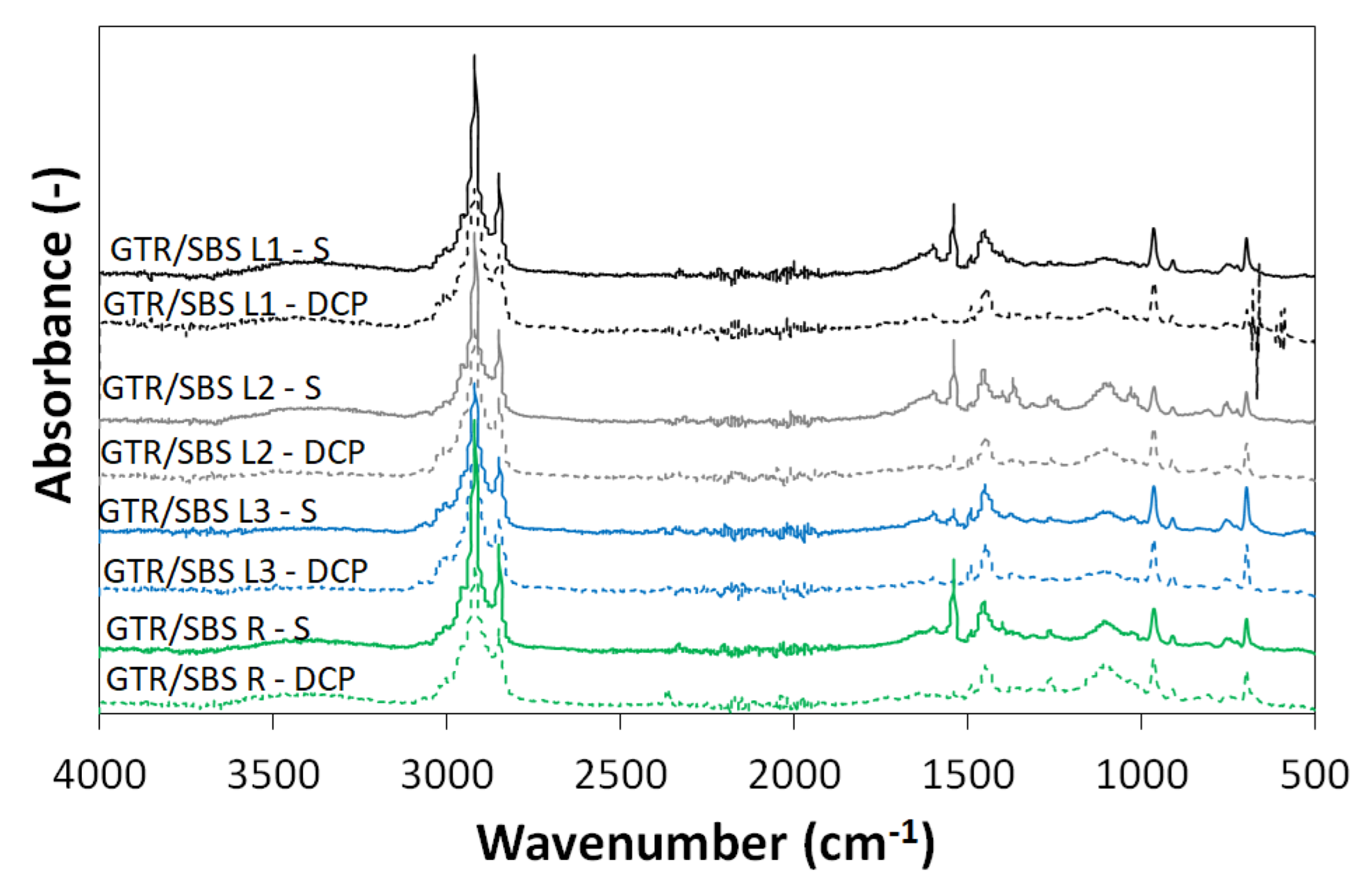
3.2. FTIR Analysis
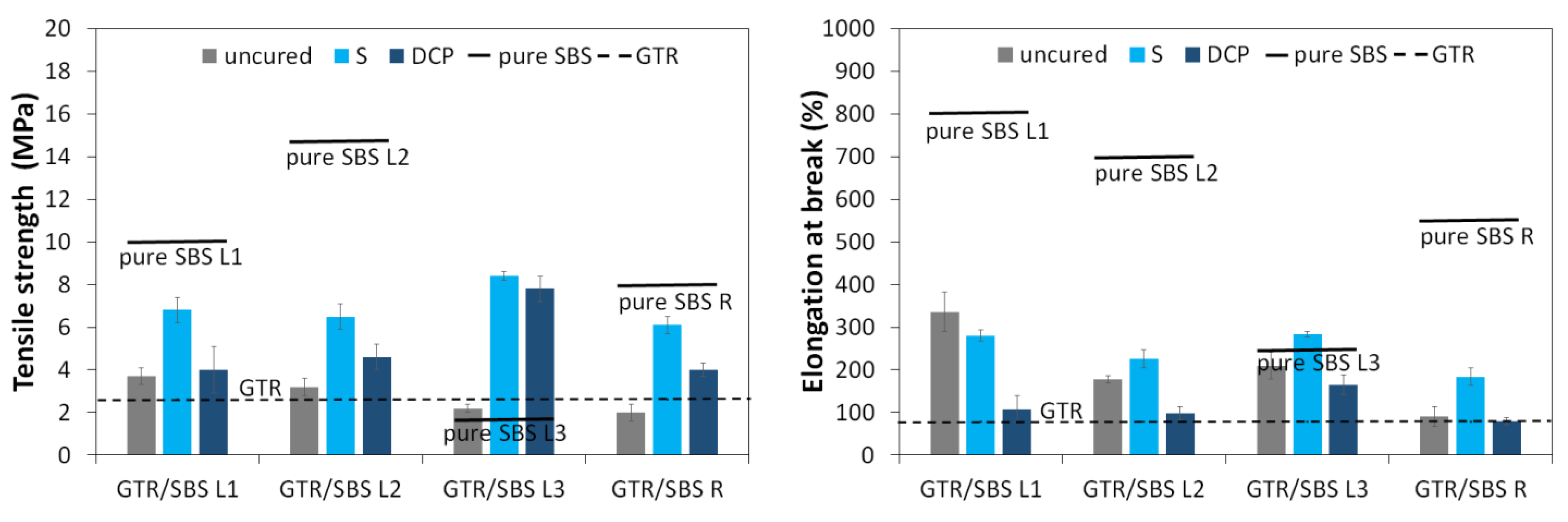
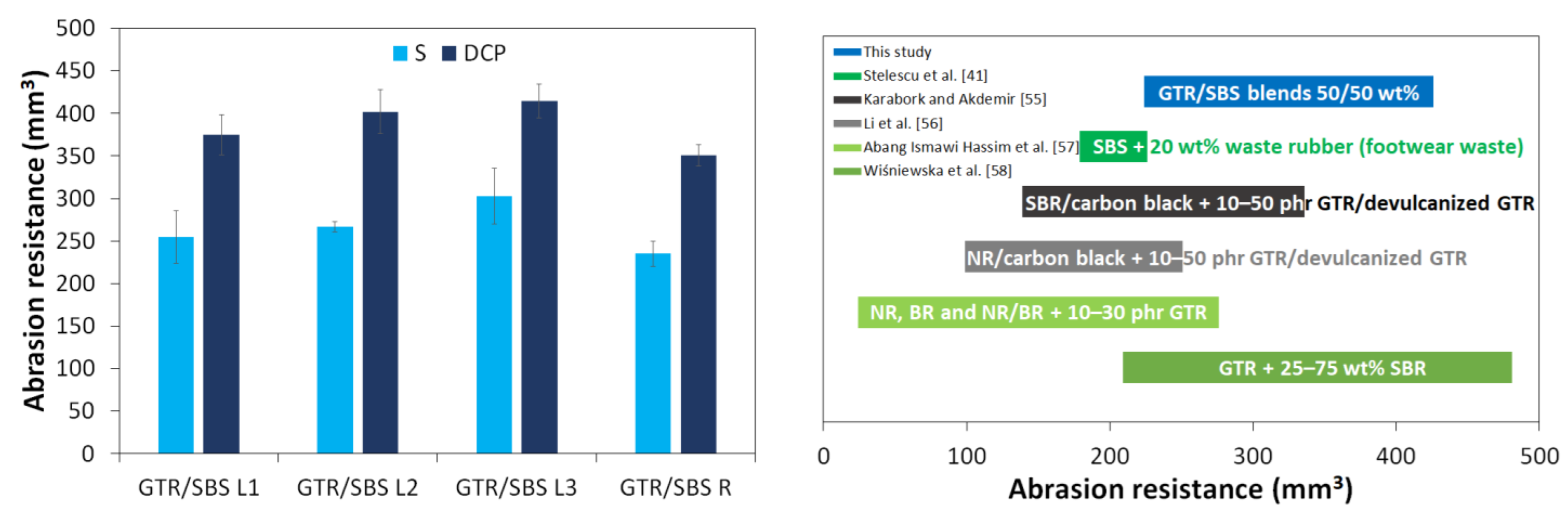
3.3. Physico-Mechanical Properties


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Processing Method | Mechanical Properties | Observations | Reference | |
|---|---|---|---|---|---|
| Tensile Strength (MPa) | Elongation at Break (%) | ||||
| GTR/SBS 50/50 wt% with and without curing system | Internal mixer: 200 °C (8 min) Compression molding: at 170 °C (10 MPa, t90), and cold compression (5 min) for samples without the curing system | 4.1–8.4 MPa (2.0–3.7 MPa without curing) | 80–283% (91–336% without curing) | SBS with low viscosity enhanced processing and tensile properties due to the higher mixing efficiency between GTR and SBS | This study |
| HIPS/EVA/GTR 25/5/70 wt% compatibilized by SBS (up to 18 phr) | Internal mixer: 165 °C (8 min) Compression molding: at 180 °C (15 MPa, 10 min) and cold compression (8 min) | ~6–8 MPa * (3.3 MPa for sample without SBS) | ~115–245% (17.6% for sample without SBS) | SBS had a good compatibilizing effect and improved the tensile properties of the blends studied (the optimal SBS content was 12 phr) | [32] |
| HDPE/GTR 30/70 wt% compatibilized by SBS (up to 15 phr) | Internal mixer: 165 °C (8 min) Compression molding: at 165 °C (15 MPa, 9 min) and cold compression (8 min) | ~12.3–14.8 MPa * (11.8 MPa for sample without SBS) | ~240–260% (185% for sample without SBS) | SBS improved the mechanical properties and elasticity of the blends studied (the optimal SBS content was 12 phr) | [33] |
| SBS + 20 wt% waste rubber (footwear waste) with and without peroxide curing system | Internal mixer: 170 °C (7 min) Compression molding: at 170 °C (300 kN, 6 min) and at 45 °C (300 kN, 10 min) | ~3.4–5.5 MPa * (~4.5 MPa for pure SBS) | ~175–460% * (~580% for pure SBS) | The addition of vulcanized rubber powder (SBR-based) to SBS showed good compatibility between the two polymer phases, which was related to the similar structures of SBS and SBR. Dynamic cross-linking and grafting improved the mechanical properties of the studied materials. The investigated material showed good abrasion resistance. | [41] |
| LLDPE/GTR 34/66 wt% compatibilized by SBS and a DCP-based system (up to 10 wt%) | Kneading mixer: 185 °C (23 min) Compression molding: at 180 °C for 11 min (5 min preheating and 6 min of compression), and at room temperature for 4 min | ~3.0–3.5 MPa * (3.1 MPa * for sample without SBS) | ~50–113% * (43% * for sample without SBS) | Mechanical properties of the studied blends were improved by SBS (the optimal SBS content was 6 wt%) | [53] |
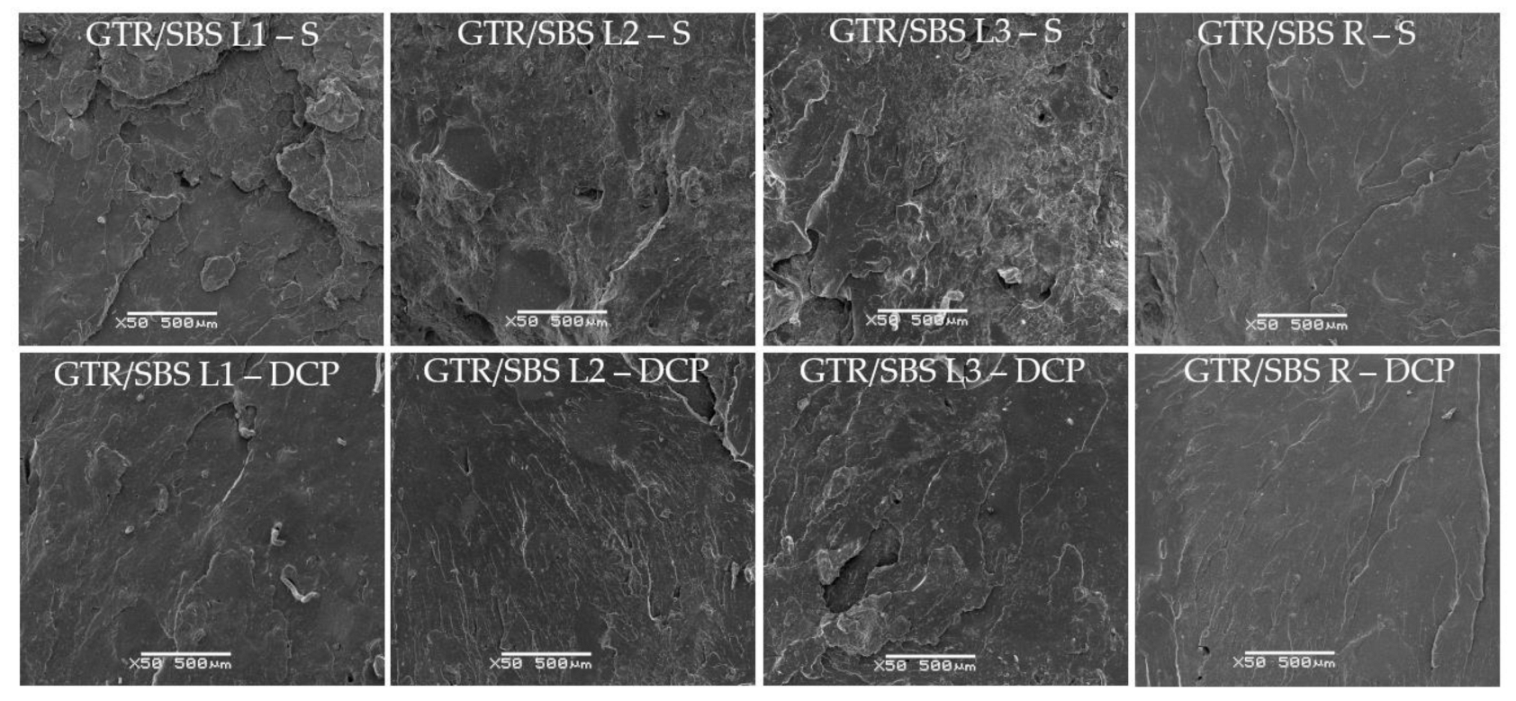
3.4. SEM Analysis
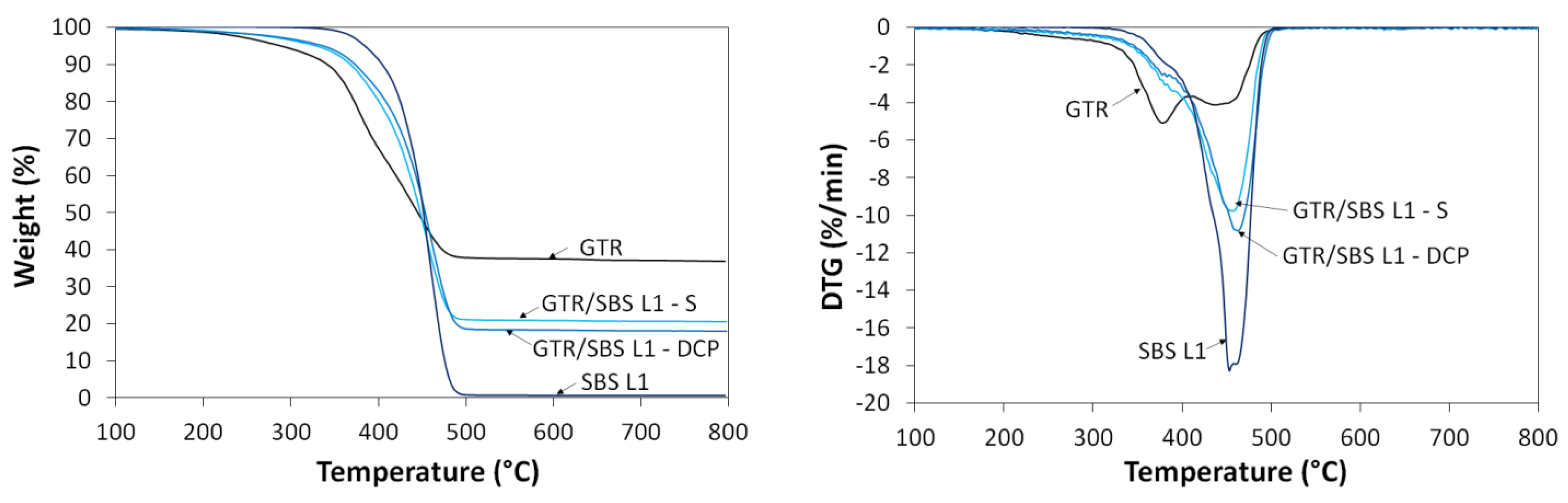
3.5. Thermogravimetric Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Czarnecka, B.; Schivinski, B. Do consumers acculturated to global consumer culture buy more impulsively? The moderating role of attitudes towards and beliefs about advertising. J. Glob. Mark. 2019, 32, 219–238. [Google Scholar] [CrossRef]
- Kaza, S.; Yao, L.C.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050; Urban Development, World Bank: Washington, DC, USA, 2018; Available online: https://openknowledge.worldbank.org/handle/10986/30317 (accessed on 31 March 2023).
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, S.; Cheng, D.; Xiao, F. Recent Developments in the application of chemical approaches to rubberized asphalt. Constr. Build. Mater. 2017, 131, 101–113. [Google Scholar] [CrossRef]
- Yoon, S.; Prezzi, M.; Siddiki, N.Z.; Kim, B. Construction of a test embankment using a sand-tire shred mixture as fill material. Waste Manag. 2006, 26, 1033–1044. [Google Scholar] [CrossRef]
- Baričević, A.; Jelčić Rukavina, M.; Pezer, M.; Štirmer, N. Influence of recycled tire polymer fibers on concrete properties. Cem. Concr. Compos. 2018, 91, 29–41. [Google Scholar] [CrossRef]
- Echterhof, T. Review on the use of alternative carbon sources in EAF steelmaking. Metals 2021, 11, 222. [Google Scholar] [CrossRef]
- Dankwah, J.R.; Koshy, P.; O’Kane, P.; Sahajwalla, V. Reduction of FeO in EAF steelmaking slag by blends of metallurgical coke and end-of-life tyre. Steel Res. Int. 2012, 83, 766–774. [Google Scholar] [CrossRef]
- Conesa, J.A.; Martín-Gullón, I.; Font, R.; Jauhiainen, J. Complete study of the pyrolysis and gasification of scrap tires in a pilot plant reactor. Environ. Sci. Technol. 2004, 38, 3189–3194. [Google Scholar] [CrossRef] [PubMed]
- Molanorouzi, M.; Mohaved, S.O. Reclaiming waste tire rubber by an irradiation technique. Polym. Degrad. Stab. 2016, 128, 115–125. [Google Scholar] [CrossRef]
- Zedler, Ł.; Klein, M.; Saeb, M.R.; Colom, X.; Cañavate, J.; Formela, K. Synergistic effects of bitumen plasticization and microwave treatment on short-term devulcanization of ground tire rubber. Polymers 2018, 10, 1265. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Saha, P.; Cao, L.; Li, H.; Kim, J. Devulcanization of waste rubber powder using thiobisphenols as novel reclaiming agent. Waste Manag. 2018, 78, 980–991. [Google Scholar] [CrossRef] [PubMed]
- Araujo-Morera, J.; Verdugo-Manzanares, R.; González, S.; Verdejo, R.; Lopez-Manchado, M.A.; Hernández Santana, M. On the use of mechano-chemically modified ground tire rubber (GTR) as recycled and sustainable filler in styrene-butadiene rubber (SBR) composites. J. Compos. Sci. 2021, 5, 68. [Google Scholar] [CrossRef]
- Sulcis, R.; Vizza, F.; Oberhauser, W.; Ciardelli, F.; Spiniello, R.; Dintcheva, N.T.; Passaglia, E. Recycling ground tire rubber (GTR) scraps as high-impact filler of in situ produced polyketone matrix. Polym. Adv. Technol. 2014, 25, 1060–1068. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially modified LDPE/GTR composites with non-polar elastomers: From microstructure to macro-behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- Liu, S.; Peng, Z.; Zhang, Y.; Rodrigue, D.; Wang, S. Compatibilized thermoplastic elastomers based on highly filled polyethylene with ground tire rubber. J. Appl. Polym. Sci. 2022, 139, e52999. [Google Scholar] [CrossRef]
- Kiss, L.; Simon, D.A.; Petrény, R.; Kocsis, D.; Bárány, T.; Mészáros, L. Ground tire rubber filled low-density polyethylene: The effect of particle size. Adv. Ind. Eng. Polym. 2022, 5, 12–17. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Thermoplastic elastomers based on recycled high-density polyethylene/ground tire rubber/ethylene vinyl acetate: Effect of ground tire rubber regeneration on morphological and mechanical properties. J. Thermoplast. Compos. Mater. 2022. [Google Scholar] [CrossRef]
- Garcia, P.S.; de Lima, J.A.; Scuracchio, C.H.; Cruz, S.A. The effect of adding devulcanized rubber on the thermomechanical properties of recycled polypropylene. J. Appl. Polym. Sci. 2021, 138, 50703. [Google Scholar] [CrossRef]
- Kościuszko, A.; Sykutera, D.; Czyżewski, P.; Hoyer, S.; Kroll, L.; Szczupak, B. Processing and mechanical properties of highly filled PP/GTR compounds. Materials 2022, 15, 3799. [Google Scholar] [CrossRef]
- Basso, A.; Zhang, Y.; Linnemann, L.; Hansen, H.N. Study of the distribution of rubber particles in ground tire rubber/polypropylene blends. Mater. Today Proc. 2021, 34, 311–316. [Google Scholar] [CrossRef]
- Stelescu, M.D. Polymer composites based on plasticized PVC and vulcanized nitrile rubber waste powder for irrigation pipes. Int. Sch. Res. Not. 2013, 2013, 726121. [Google Scholar] [CrossRef] [Green Version]
- Tatangelo, V.; Mangili, I.; Caracino, P.; Bestetti, G.; Collina, E.; Anzano, M.; Branduardi, P.; Posteri, R.; Porro, D.; Lasagni, M.; et al. Microbial desulfurization of ground tire rubber (GTR): Characterization of microbial communities and rheological and mechanical properties of GTR and natural rubber composites (GTR/NR). Polym. Degrad. Stab. 2019, 160, 102–109. [Google Scholar] [CrossRef]
- Karabork, F.; Pehlivan, E.; Akdemir, A. Characterization of styrene butadiene rubber and microwave devulcanized ground tire rubber composites. J. Polym. Eng. 2014, 34, 543–554. [Google Scholar] [CrossRef] [Green Version]
- Simon, D.A.; Pirityi, D.; Tamás-Bényei, P.; Bárány, T. Microwave devulcanization of ground tire rubber and applicability in SBR compounds. J. Appl. Polym. Sci. 2020, 137, 48351. [Google Scholar] [CrossRef] [Green Version]
- Fazli, A.; Rodrigue, D. Recycling waste tires into ground tire rubber (GTR)/rubber compounds: A review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Formela, K. Waste tire rubber-based materials: Processing, performance properties and development strategies. Adv. Ind. Eng. Polym. Res. 2022, 5, 234–247. [Google Scholar] [CrossRef]
- Hejna, A.; Klein, M.; Saeb, M.R.; Formela, K. Towards understanding the role of peroxide initiators on compatibilization efficiency of thermoplastic elastomers highly filled with reclaimed GTR. Polym. Test. 2019, 73, 143–151. [Google Scholar] [CrossRef]
- Zedler, Ł.; Colom, X.; Cañavate, J.; Formela, K. GTR/NBR/silica composites performance properties as a function of curing system: Sulfur versus peroxides. Materials 2021, 14, 5345. [Google Scholar] [CrossRef]
- Radhesh Kumar, C.; Fuhrmann, I.; Karger-Kocsis, J. LDPE-based thermoplastic elastomers containing ground tire rubber with and without dynamic curing. Polym. Degrad. Stab. 2002, 76, 137–144. [Google Scholar] [CrossRef]
- Grigoryeva, O.; Fainleib, A.; Starostenko, O.; Danilenko, I.; Kozak, N.; Dudarenko, G. Ground tire rubber (GTR) reclamation: Virgin rubber/reclaimed GTR (RE)vulcanizates. Rubber Chem. Technol. 2004, 77, 131–146. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Y.; Du, F.; Wang, X. Thermoplastic elastomer based on high impact polystyrene/ethylene-vinyl acetate copolymer/waste ground rubber tire powder composites compatibilized by styrene-butadiene-styrene block copolymer. Mater. Chem. Phys. 2012, 136, 1124–1129. [Google Scholar] [CrossRef]
- Wang, L.; Lang, F.; Li, S.; Du, F.; Wang, Z. Thermoplastic elastomers based on high-density polyethylene and waste ground rubber tire composites compatibilized by styrene–butadiene block copolymer. J. Thermoplast. Compos. Mater. 2014, 27, 1479–1492. [Google Scholar] [CrossRef]
- Luna, C.B.B.; Araújo, E.M.; Siqueira, D.D.; de Souza Morais, D.D.; dos Santos Filho, E.A.; Filho, M.V.L. Fook, Incorporation of a recycled rubber compound from the shoe industry in polystyrene: Effect of SBS compatibilizer content. J. Elastomers Plast. 2020, 52, 3–28. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, Y.; Wang, Z. Super-hydrophobic and super-oleophilic surface based on high-density polyethylene/waste ground rubber tire powder thermoplastic elastomer. J. Thermoplast. Compos. Mater. 2020, 33, 851–864. [Google Scholar] [CrossRef]
- De Almeida Júnior, A.F.; Battistelle, R.A.; Bezerra, B.S.; de Castro, R. Use of scrap tire rubber in place of SBS in modified asphalt as an environmentally correct alternative for Brazil. J. Clean. Prod. 2012, 33, 236–238. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martȷnez-Boza, F.; Valencia, C.; Gallegos, C. Rheological characteristics of ground tire rubber-modified bitumens. Chem. Eng. J. 2002, 89, 53–61. [Google Scholar] [CrossRef]
- Rasool, R.T.; Song, P.; Wang, S. Thermal analysis on the interactions among asphalt modified with SBS and different degraded tire rubber. Constr. Build. Mater. 2018, 182, 134–143. [Google Scholar] [CrossRef]
- Zhao, M.; Dong, R. Reaction mechanism and rheological properties of waste cooking oil pre-desulfurized crumb tire rubber/SBS composite modified asphalt. Constr. Build. Mater. 2021, 274, 122083. [Google Scholar] [CrossRef]
- Li, H.; Cui, C.; Temitope, A.A.; Feng, Z.; Zhao, G.; Guo, P. Effect of SBS and crumb rubber on asphalt modification: A review of the properties and practical application. J. Traffic Transp. Eng. 2022, 9, 836–863. [Google Scholar] [CrossRef]
- Stelescu, M.D.; Sonmez, M.; Alexandrescu, L.; Nituica, M.; Gurau, D.F.; Georgescu, M. Structure and properties of blends based on vulcanized rubber waste and styrene–butadiene–styrene thermoplastic elastomer. J. Rubber Res. 2022, 25, 421–434. [Google Scholar] [CrossRef]
- Menon, A.R.R.; Pillai, C.K.S.; Nando, G.B. Vulcanization of natural rubber modified with cashew nut shell liquid and its phosphorylated derivative—A comparative study. Polymer 1998, 39, 4033–4036. [Google Scholar] [CrossRef]
- Khang, T.H.; Ariff, Z.M. Vulcanization kinetics study of natural rubber compounds having different formulation variables. J. Therm. Anal. Calorim. 2012, 109, 1545–1553. [Google Scholar] [CrossRef]
- Lu, K.T.; Chu, Y.C.; Chen, T.C.; Hu, K.H. Investigation of the decomposition reaction and dust explosion characteristics of crystalline dicumyl peroxide. Process Saf. Environ. Prot. 2010, 88, 356–365. [Google Scholar] [CrossRef]
- Przybysz, M.; Hejna, A.; Haponiuk, J.; Formela, K. Structural and thermo-mechanical properties of poly(ε-caprolactone) modified by various peroxide initiators. Polymers 2019, 11, 1101. [Google Scholar] [CrossRef] [Green Version]
- Lu, N.; Shen, M.; Liu, J.; Prakashan, K.; Xin, Z. Effects of posttreatments on the storage stability of reclaimed rubber. Adv. Polym. Technol. 2021, 2021, 6617666. [Google Scholar] [CrossRef]
- Kruželák, J.; Hložeková, K.; Kvasničáková, A.; Tomanová, K.; Hudec, I. Application of sulfur and peroxide curing systems for cross-Linking of rubber composites filled with calcium lignosulfonate. Polymers 2022, 14, 1921. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.Y.; Park, J.W.; Lee, D.Y.; Seo, K.H. Correlation between the crosslink characteristics and mechanical properties of natural rubber compound via accelerators and reinforcement. Polymers 2020, 12, 2020. [Google Scholar] [CrossRef]
- Colom, X.; Marín-Genesca, M.; Mujal, R.; Formela, K.; Cañavate, J. Structural and physico-mechanical properties of natural rubber/GTR composites devulcanized by microwaves: Influence of GTR source and irradiation time. J. Compos. Mater. 2018, 52, 3099–3108. [Google Scholar] [CrossRef]
- Zedler, Ł.; Colom, X.; Cañavate, J.; Saeb, M.R.T.; Haponiuk, J.; Formela, K. Investigating the impact of curing system on structure-property relationship of natural rubber modified with brewery by-product and ground tire rubber. Polymers 2020, 12, 545. [Google Scholar] [CrossRef] [Green Version]
- Kruželák, J.; Sýkora, R.; Hudec, I. Sulphur and peroxide vulcanisation of rubber compounds—Overview. Chem. Pap. 2016, 70, 1533–1555. [Google Scholar] [CrossRef]
- Zedler, Ł.; Burger, P.; Wang, S.; Formela, K. Ground tire rubber modified by ethylene-vinyl acetate copolymer: Processing, physico-mechanical properties, volatile organic compounds emission and recycling possibility. Materials 2020, 13, 4669. [Google Scholar] [CrossRef] [PubMed]
- Qin, J.; Ding, H.; Wang, X.; Xie, M.; Yu, Z. Blending LLDPE and ground rubber tires. Polym. Plast. Technol. Eng. 2008, 47, 199–202. [Google Scholar] [CrossRef]
- El-Nemr, K.F.; Ali, M.A.; Gad, Y.H. Manifestation of the silicate filler additives and electron beam irradiation on properties of SBR/devulcanized waste tire rubber composites for floor tiles applications. Polym. Compos. 2022, 43, 366–377. [Google Scholar] [CrossRef]
- Karabork, F.; Akdemir, A. Friction and wear behavior of styrene butadiene rubber-based composites reinforced with microwave-devulcanized ground tire rubber. J. Appl. Polym. Sci. 2015, 132, 42419. [Google Scholar] [CrossRef]
- Li, S.; Lamminmäki, J.; Hanhi, K. Effect of ground rubber powder and devulcanizates on the properties of natural rubber compounds. J. Appl. Polym. Sci. 2005, 97, 208–217. [Google Scholar] [CrossRef]
- Abang Ismawi Hassim, D.H.; Abraham, F.; Summerscales, J.; Brown, P. The effect of interface morphology in waste tyre rubber powder filled elastomeric matrices on the tear and abrasion resistance. Express Polym. Lett. 2019, 13, 248–260. [Google Scholar] [CrossRef]
- Wiśniewska, P.; Zedler, Ł.; Formela, K. Processing, performance properties, and storage stability of ground tire rubber modified by dicumyl peroxide and ethylene-vinyl acetate copolymers. Polymers 2021, 13, 4014. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J.-M.; Bretelle, A.-S.; Ienny, P. Compatibilizing thermoplastic/ground tyre rubber powder blends: Efficiency and limit. Polym. Test. 2008, 27, 901–907. [Google Scholar] [CrossRef]
- Nadal Gisbert, P.A.; Crespo Amorós, J.E.; López Martínez, J.; Macias Garcia, A. Study of thermal degradation kinetics of elastomeric powder (ground tire rubber). Polym. Plast. Technol. Eng. 2007, 47, 36–39. [Google Scholar] [CrossRef]
- Garcia, P.S.; de Sousa, F.D.B.; de Lima, J.A.; Cruz, S.A.; Scuracchio, C.H. Devulcanization of ground tire rubber: Physical and chemical changes after different microwave exposure times. Express Polym. Lett. 2015, 9, 1015–1026. [Google Scholar] [CrossRef]
- Cui, H.; Yang, J.; Liu, Z. Thermogravimetric analysis of two Chinese used tires. Thermochim. Acta 1999, 333, 173–175. [Google Scholar] [CrossRef]
- Knappe, S.; Urso, C. Applications of thermal analysis in the rubber industry. Thermochim. Acta 1993, 227, 35–42. [Google Scholar] [CrossRef]






| Item * | Method | SBS Copolymer | |||
|---|---|---|---|---|---|
| SBS L1 (SBS L7322) | SBS L2 (SBS L7342) | SBS L3 (SBS L7417) | SBS R (SBS R7382) | ||
| Content of bound styrene (wt%) | Producer’s internal procedure | 27.5–30.5 | 28.5–31.5 | 36.0–38.0 | 28.5–31.5 |
| Melt flow index at 190 °C/5 kg (g/10 min) | Producer’s internal procedure | 3.0–9.0 | - | 16.0–25.0 | - |
| Tensile strength (MPa) | ASTM D 412 | ≥10.0 | ≥14.7 | ≥1.7 | ≥8 |
| Modulus at 300% (MPa) | ASTM D 412 | ≥2.0 | ≥2.0 | - | ≥2.0 |
| Elongation at break (%) | ASTM D 412 | ≥800 | ≥700 | ≥250 | ≥550 |
| Hardness (Shore A) | ASTM D 2240 | 69–81 | 77–83 | 80–92 | 77–87 |
| Volatile matter content (wt%) | ASTM D 5668 | ≤0.5 | |||
| Ash content (wt%): (a) Calcium stearate or zinc stearate (b) Silica | ASTM D 5667 | ≤0.3 ≤1.2 | |||
| Properties | Sample Code | |||||||
|---|---|---|---|---|---|---|---|---|
| GTR/SBS L1 | GTR/SBS L2 | GTR/SBS L3 | GTR/SBS R | |||||
| S | DCP | S | DCP | S | DCP | S | DCP | |
| Mooney viscosity ML (1+4) 100 °C | 127.4 | 94.7 | - | - | 98.3 | 78.9 | - | - |
| Mooney viscosity ML (1+8) 100 °C | 116.5 | 82.5 | - | - | 91.8 | 73.0 | - | - |
| Minimum torque (dNm) | 0.7 | 0.7 | 1.4 | 1.6 | 0.5 | 0.6 | 1.4 | 1.6 |
| Maximum torque (dNm) | 5.2 | 16.9 | 6.2 | 17.1 | 4.9 | 17.4 | 6.1 | 18.1 |
| Extent of cure (dNm) | 4.6 | 16.2 | 4.7 | 15.5 | 4.4 | 16.8 | 4.7 | 16.5 |
| Scorch time (min) | 0.6 | 0.5 | 0.7 | 0.4 | 0.7 | 0.4 | 0.6 | 0.5 |
| Optimal cure time (min) | 1.7 | 9.7 | 1.6 | 9.6 | 1.4 | 9.9 | 1.6 | 9.5 |
| Cure rate index (min−1) | 90.9 | 10.9 | 111.1 | 10.9 | 142.9 | 10.5 | 100.0 | 11.1 |
| Sample Code | Hardness (Shore A) | Density (g/cm3) | Swelling Degree (%) | Sol Fraction (%) | |
|---|---|---|---|---|---|
| GTR * | - | 57 ± 1 | 1.149 ± 0.007 | 169 ± 4 | 10.5 ± 0.3 |
| GTR/SBS L1 | S | 66 ± 1 | 1.075 ± 0.008 | 318 ± 4 | 9.7 ± 0.2 |
| DCP | 67 ± 1 | 1.043 ± 0.001 | 201 ± 2 | 7.1 ± 0.1 | |
| GTR/SBS L2 | S | 68 ± 2 | 1.072 ± 0.002 | 277 ± 6 | 9.4 ± 0.2 |
| DCP | 73 ± 2 | 1.042 ± 0.001 | 186 ± 4 | 7.1 ± 0.2 | |
| GTR/SBS L3 | S | 78 ± 2 | 1.086 ± 0.004 | 368 ± 10 | 12.2 ± 1.1 |
| DCP | 76 ± 2 | 1.044 ± 0.003 | 228 ± 2 | 9.2 ± 0.1 | |
| GTR/SBS R | S | 67 ± 2 | 1.074 ± 0.008 | 248 ± 4 | 9.6 ± 0.1 |
| DCP | 70 ± 2 | 1.043 ± 0.006 | 205 ± 3 | 9.0 ± 0.3 | |
| Sample Code | Decomposition Temperature (°C) | Residue Mass at 800 °C | ||||
|---|---|---|---|---|---|---|
| T−2% | T−5% | T−10% | T−50% | |||
| GTR | - | 230.9 | 290.0 | 342.4 | 445.3 | 36.9 |
| SBS L1 | - | 365.7 | 384.2 | 404.2 | 451.5 | 0.7 |
| GTR/SBS L1 | S | 263.4 | 330.4 | 368.6 | 448.1 | 20.6 |
| DCP | 267.8 | 338.2 | 373.7 | 453.5 | 17.9 | |
| SBS L2 | - | 362.2 | 380.0 | 399.0 | 451.9 | 0.4 |
| GTR/SBS L2 | S | 264.2 | 330.9 | 370.0 | 449.3 | 19.9 |
| DCP | 264.3 | 336.9 | 373.7 | 453.1 | 18.0 | |
| SBS L3 | - | 353.4 | 376.7 | 395.3 | 454.0 | 0.2 |
| GTR/SBS L3 | S | 262.7 | 330.7 | 370.2 | 449.6 | 19.8 |
| DCP | 255.2 | 332.8 | 371.7 | 452.6 | 18.9 | |
| SBS R | - | 363.4 | 381.2 | 399.7 | 452.5 | 0.8 |
| GTR/SBS R | S | 259.3 | 329.0 | 369.1 | 448.3 | 20.3 |
| DCP | 269.6 | 340.6 | 376.6 | 454.3 | 18.3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodak, A.; Susik, A.; Kowalkowska-Zedler, D.; Zedler, Ł.; Formela, K. Cross-Linking, Morphology, and Physico-Mechanical Properties of GTR/SBS Blends: Dicumyl Peroxide vs. Sulfur System. Materials 2023, 16, 2807. https://doi.org/10.3390/ma16072807
Rodak A, Susik A, Kowalkowska-Zedler D, Zedler Ł, Formela K. Cross-Linking, Morphology, and Physico-Mechanical Properties of GTR/SBS Blends: Dicumyl Peroxide vs. Sulfur System. Materials. 2023; 16(7):2807. https://doi.org/10.3390/ma16072807
Chicago/Turabian StyleRodak, Agata, Agnieszka Susik, Daria Kowalkowska-Zedler, Łukasz Zedler, and Krzysztof Formela. 2023. "Cross-Linking, Morphology, and Physico-Mechanical Properties of GTR/SBS Blends: Dicumyl Peroxide vs. Sulfur System" Materials 16, no. 7: 2807. https://doi.org/10.3390/ma16072807