
Corrosion Protection and Heat Resistance of Paints for Outdoor Use


Abstract
:1. Introduction
2. Materials and Methods
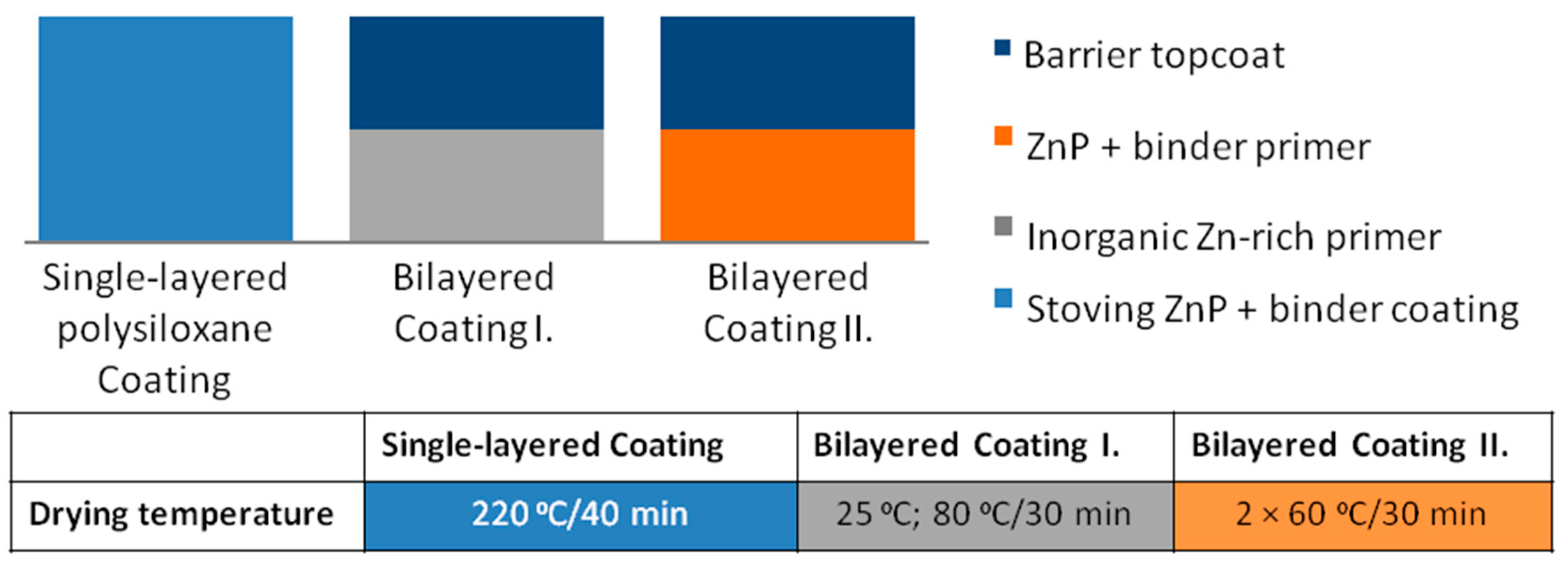
2.1. Paint Coating Systems
2.2. Heat Treatment of Painted Steel Sheets
- Continuous method: holding panels at 300 °C for 15 h and cooling to room temperature.
- Cyclic method: holding panels at 300 °C for 3 h and subsequent cooling to room temperature, with a repeat number of 5 (total 5 × 3 h).
2.3. Salt-Spray Test
2.4. Optical Microscopy
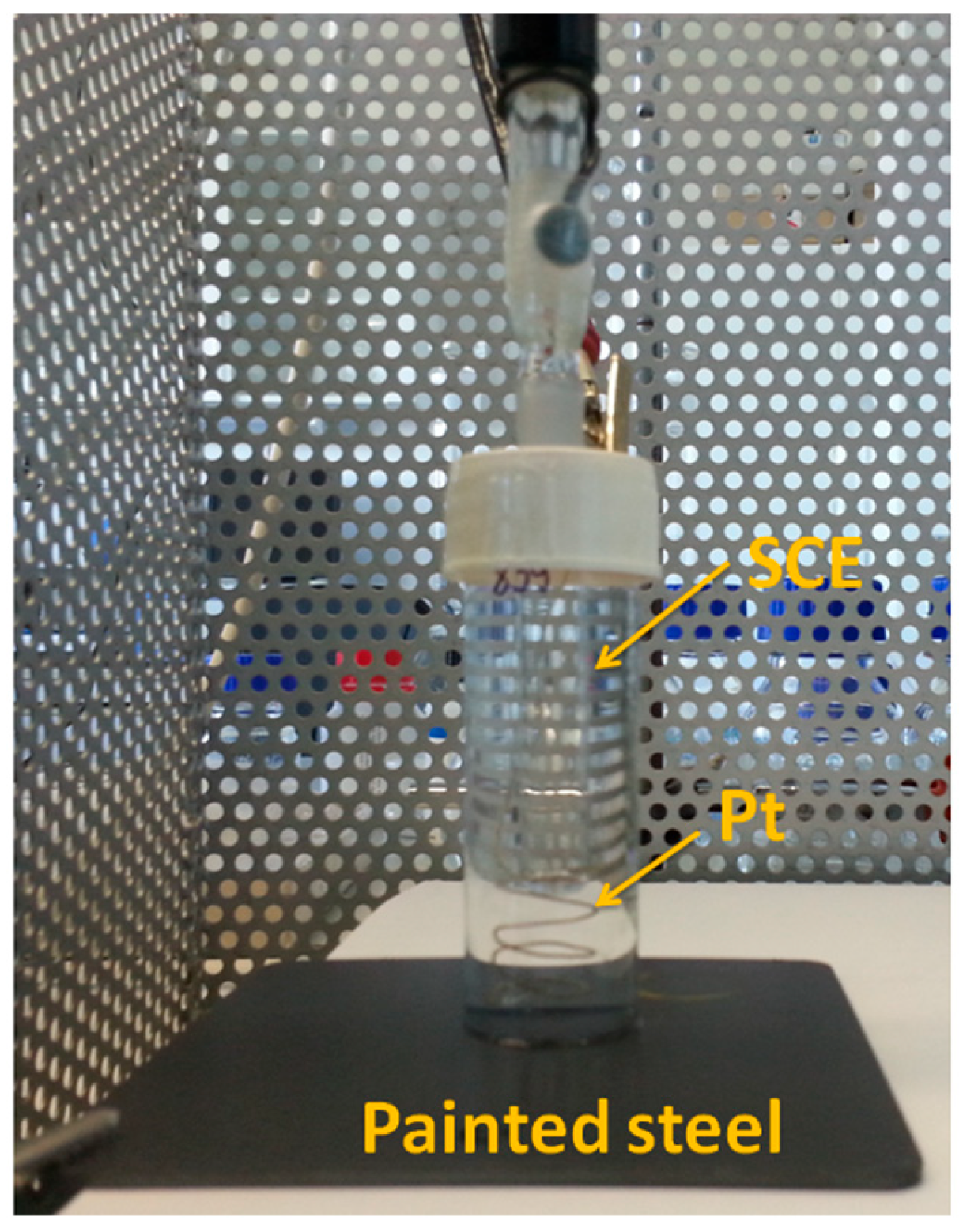
2.5. Electrochemical Impedance Spectroscopy (EIS) Measurements
3. Results and Discussion
3.1. Single-Layer-Coated Steel
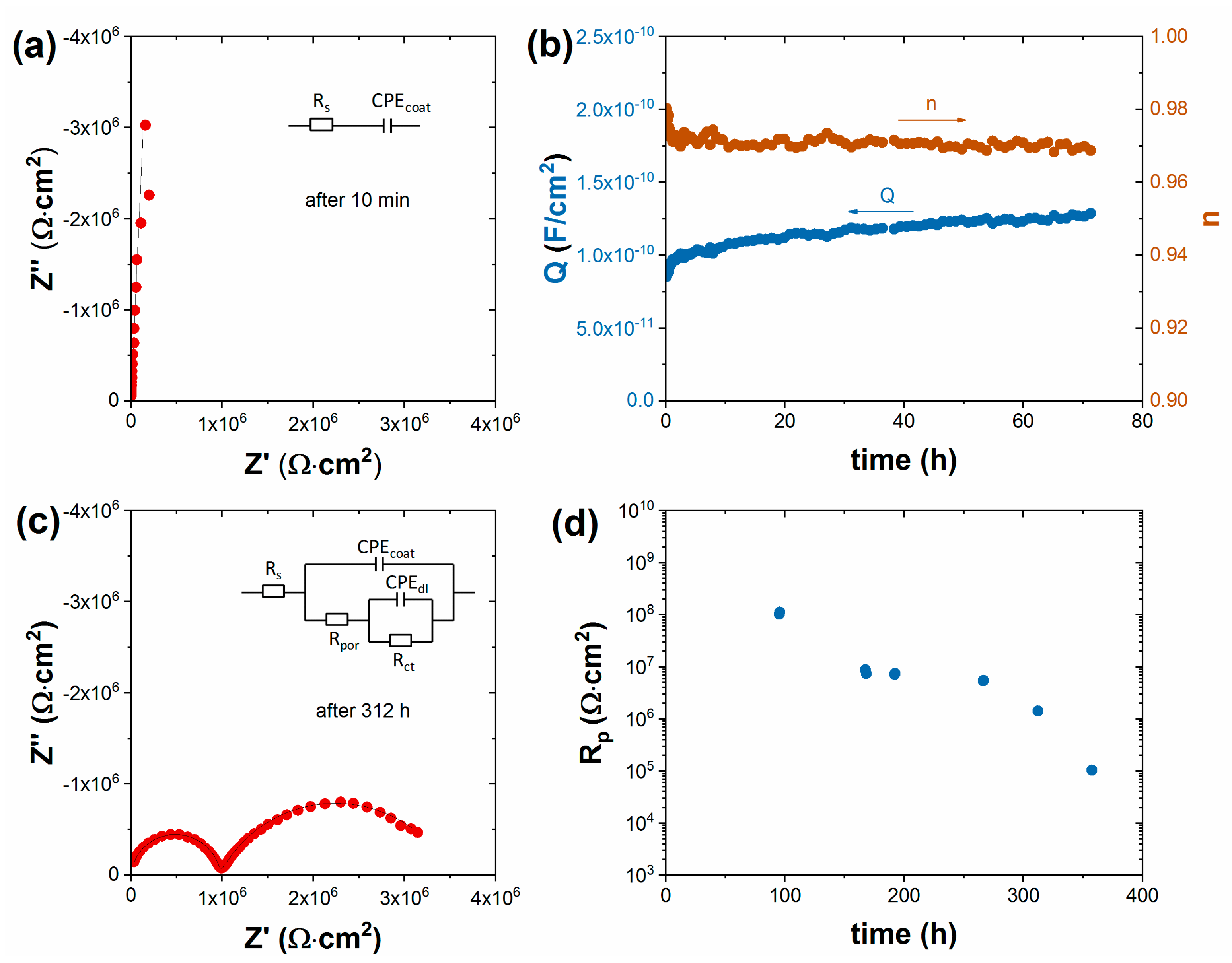
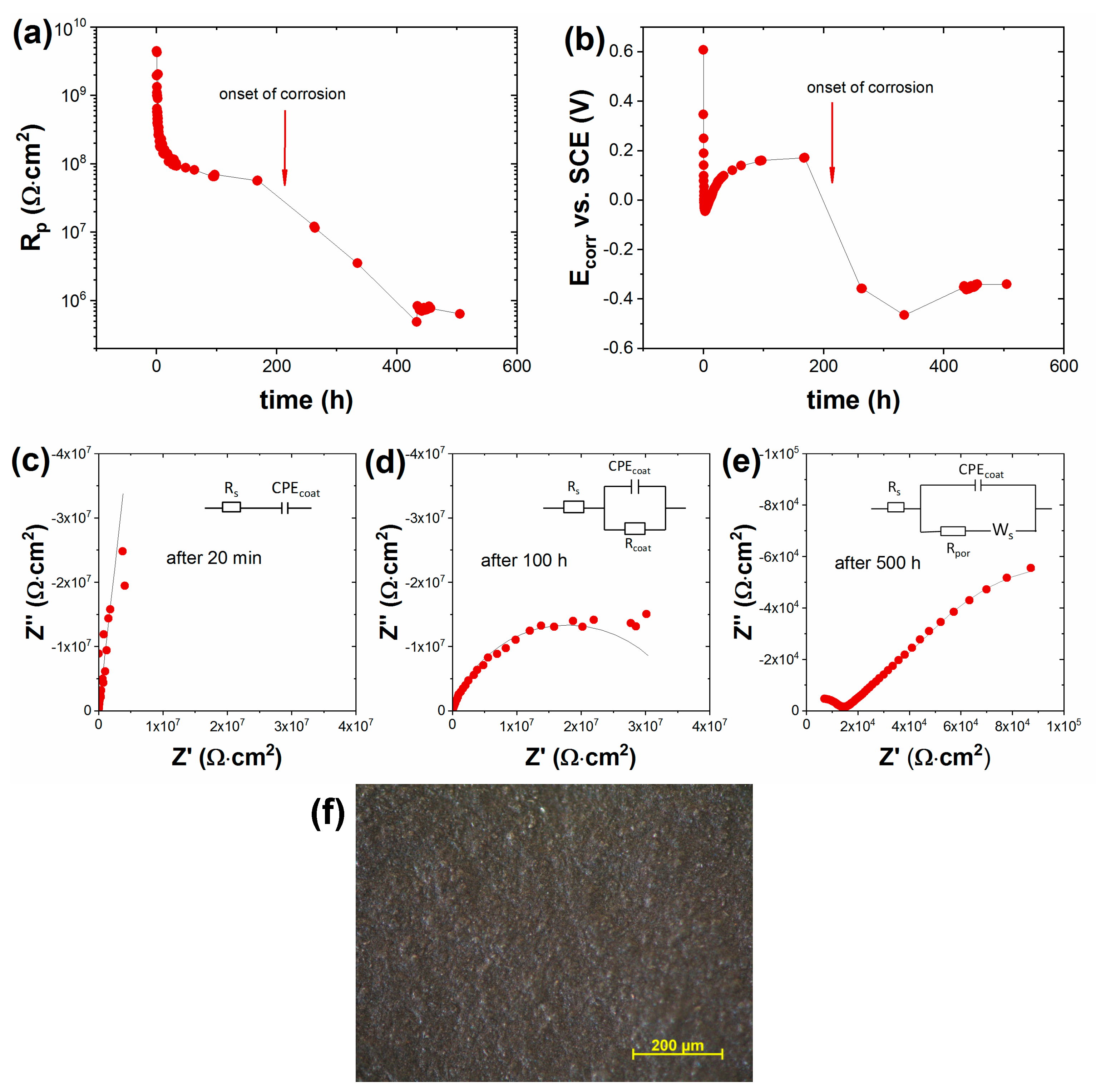
3.1.1. Impedance Characteristics and Time Dependence of Corrosion
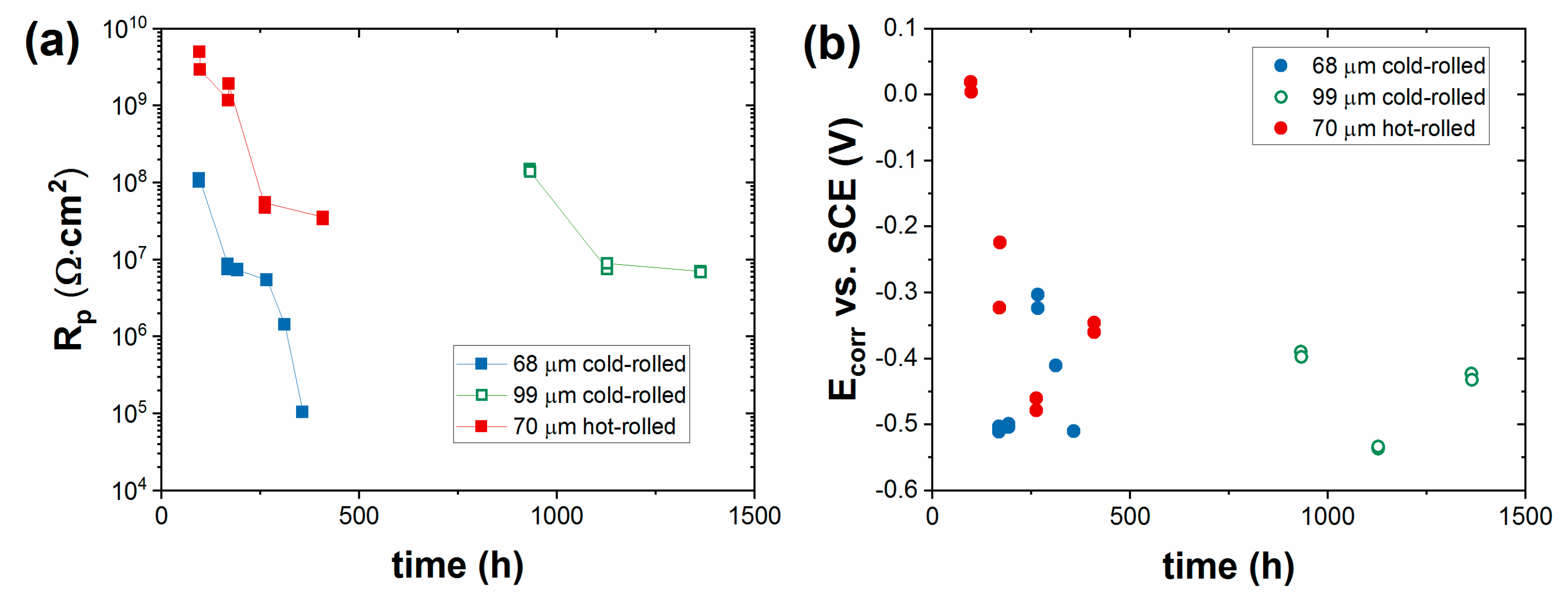
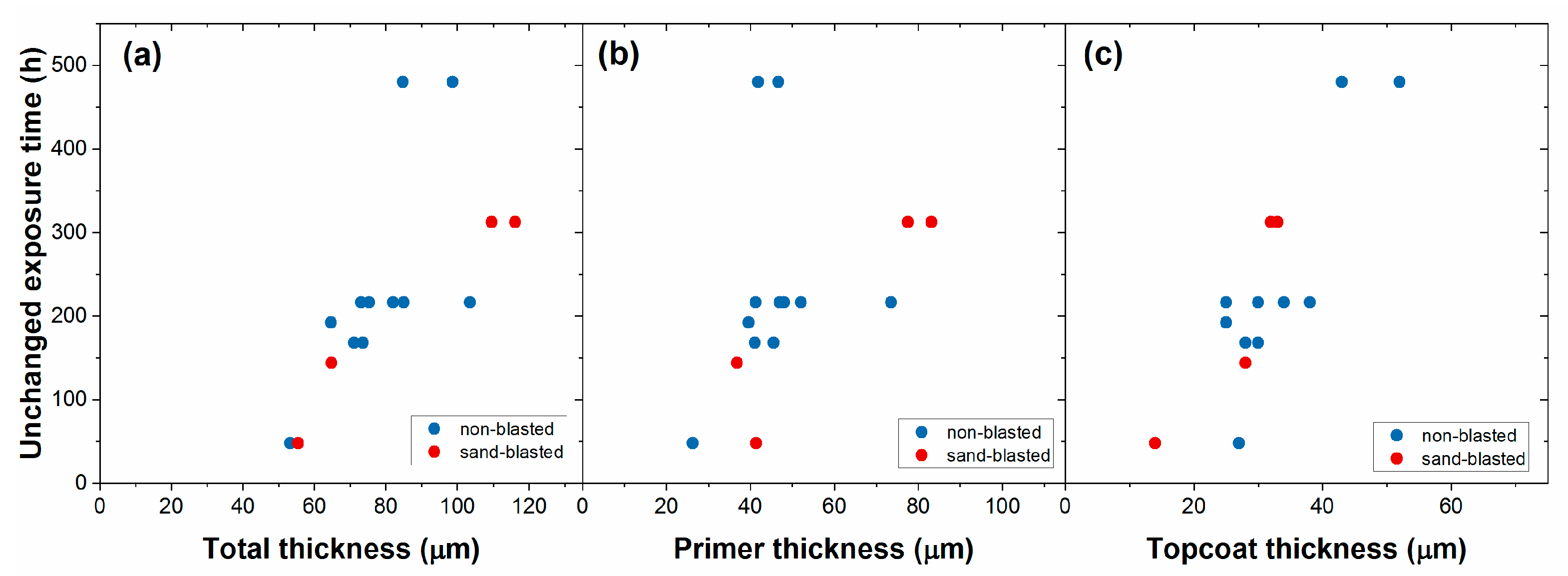
3.1.2. Influence of the Layer Thickness and Steel Processing Type on Corrosion
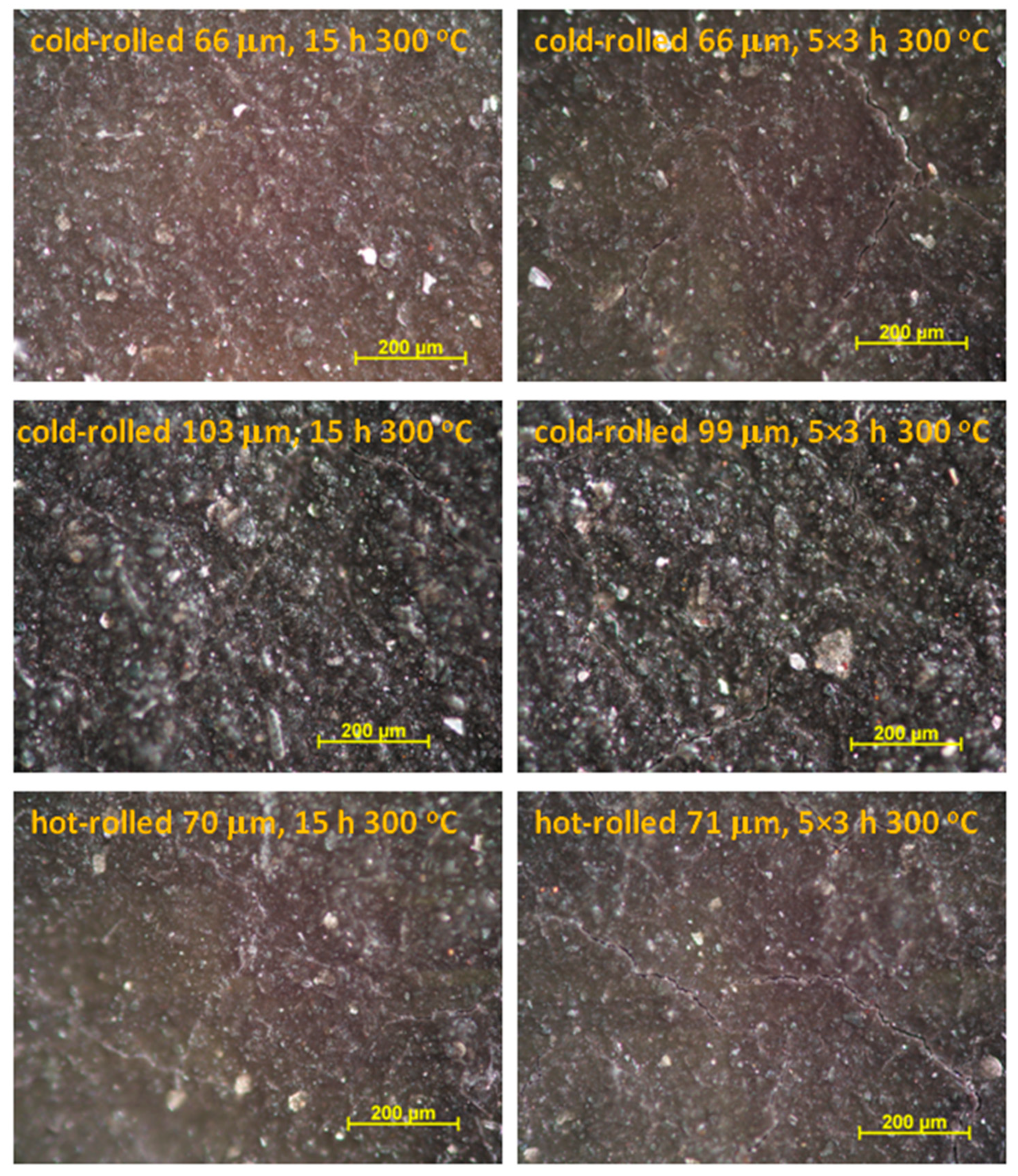
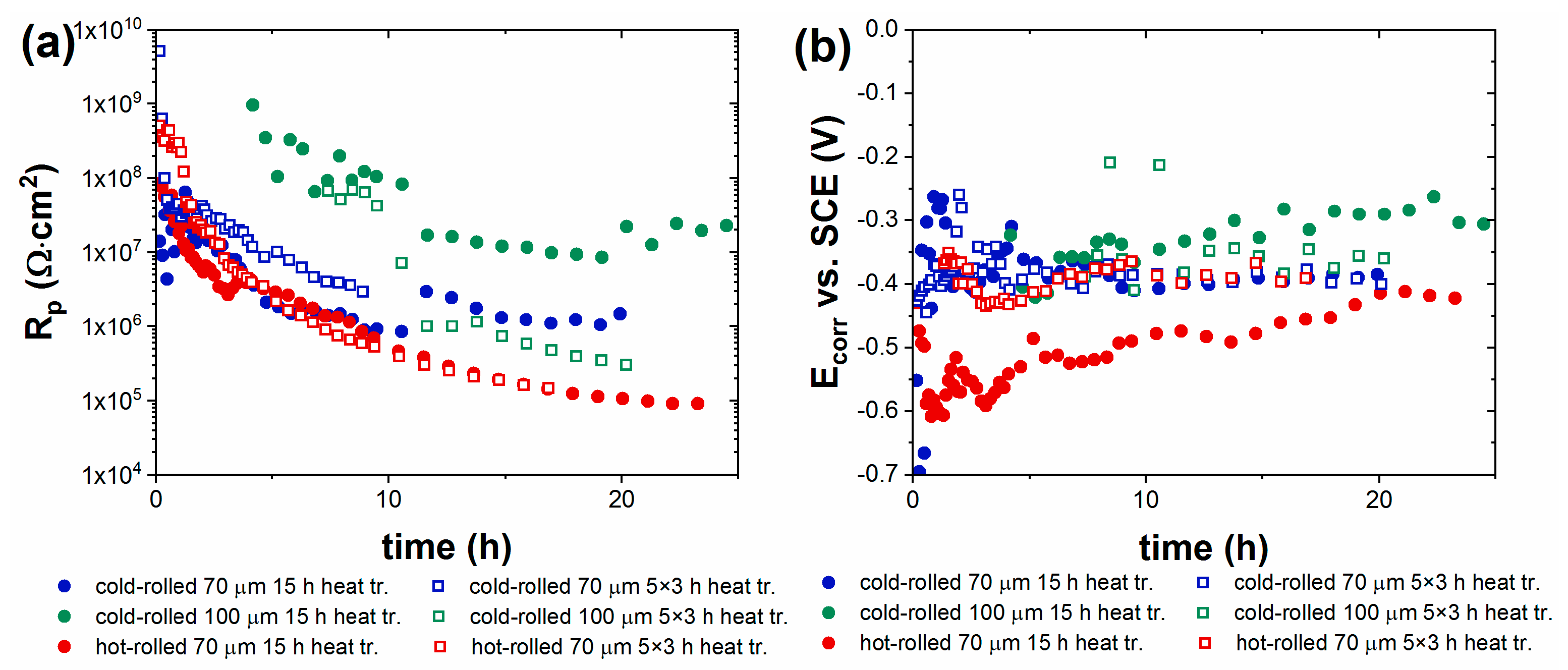
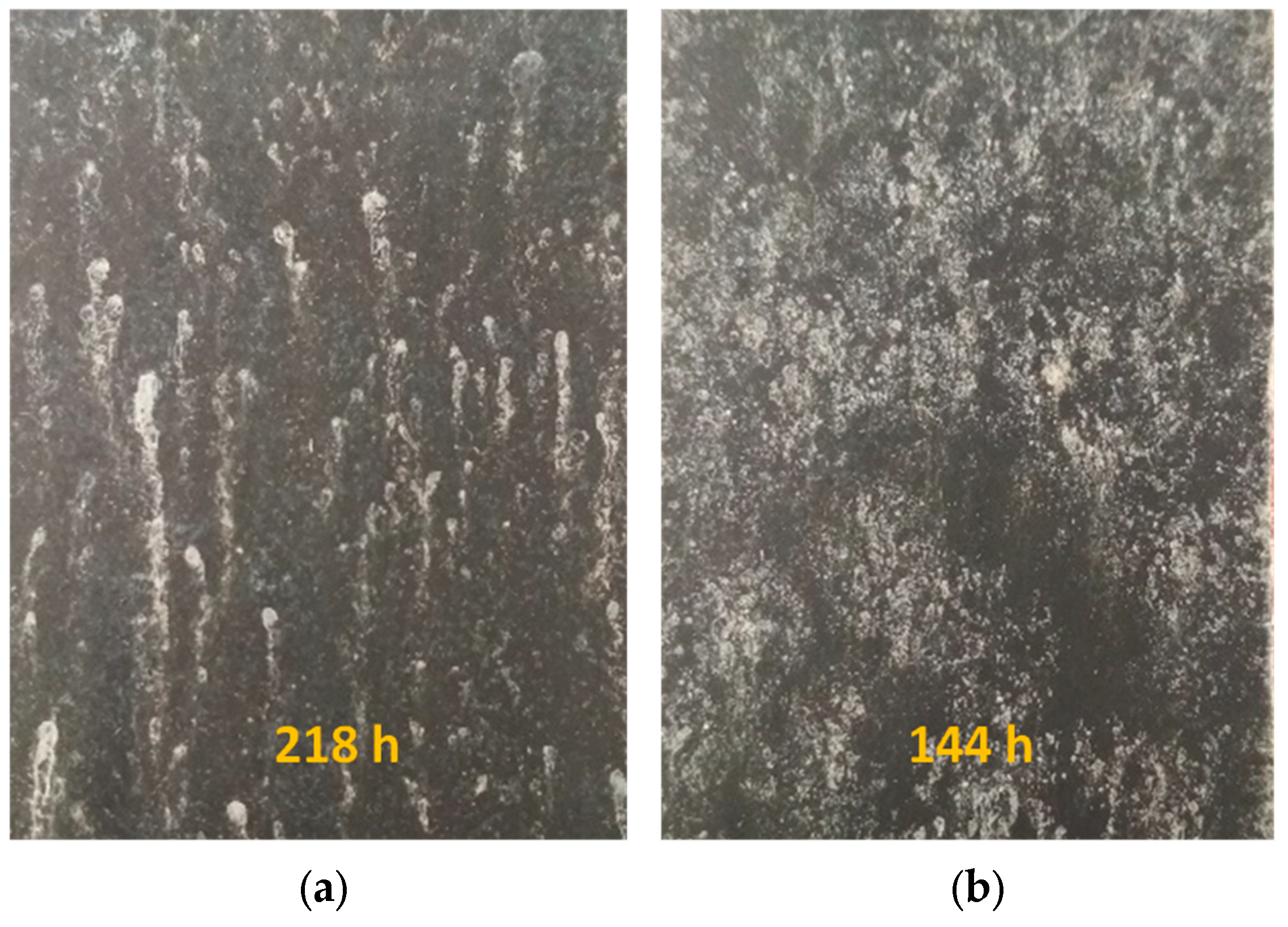
3.1.3. Effect of the Heat Treatment at 300 °C on Corrosion of Single-Coated Steel Samples
3.2. Bilayer Coating System Containing Zinc-Rich Primer and a Barrier Topcoat (Bilayered Coating I)
3.3. Ambient Curing Coating System Consisting of Zinc Phosphate Primer and a Barrier Topcoat (Bilayered Coating II)
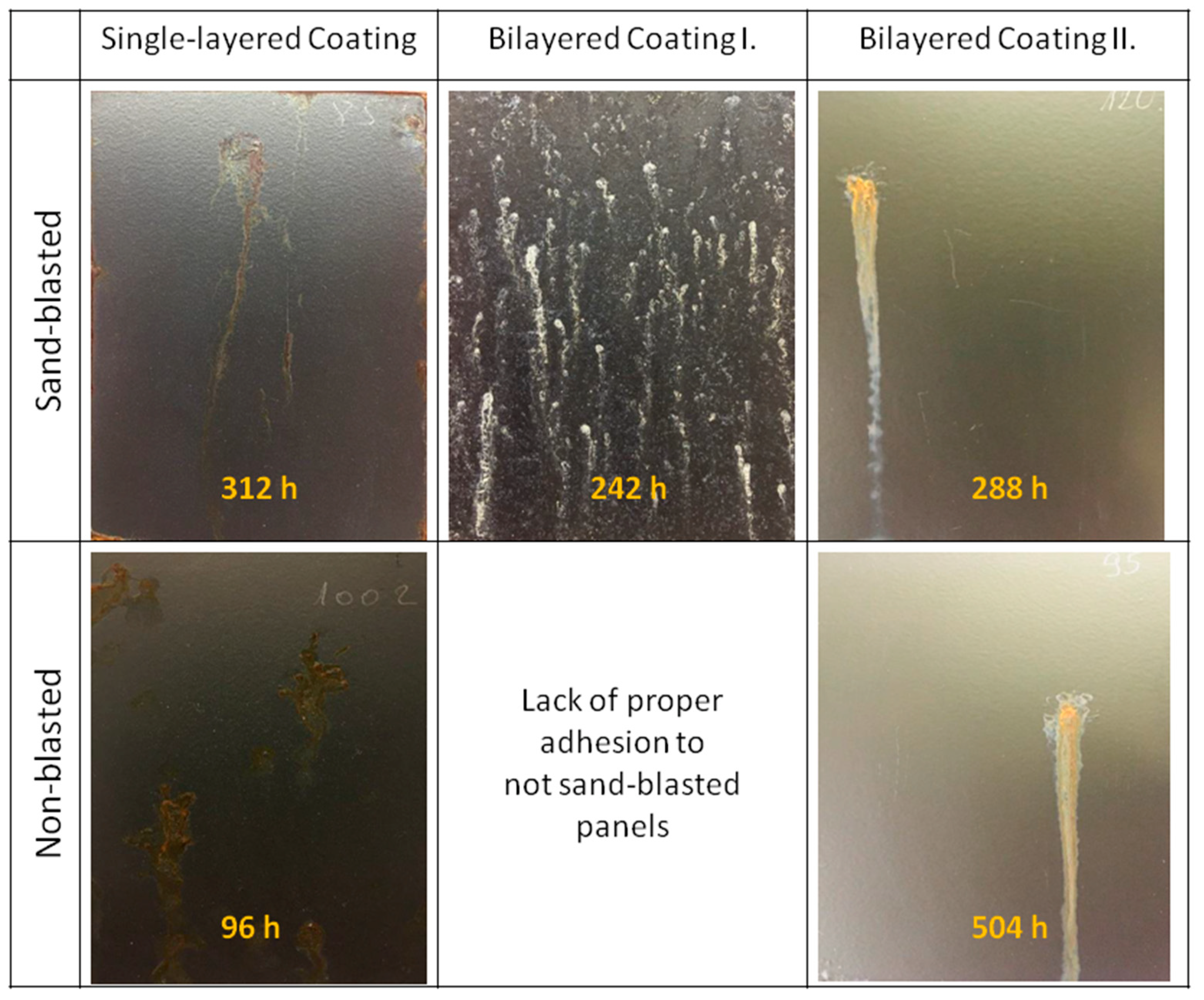
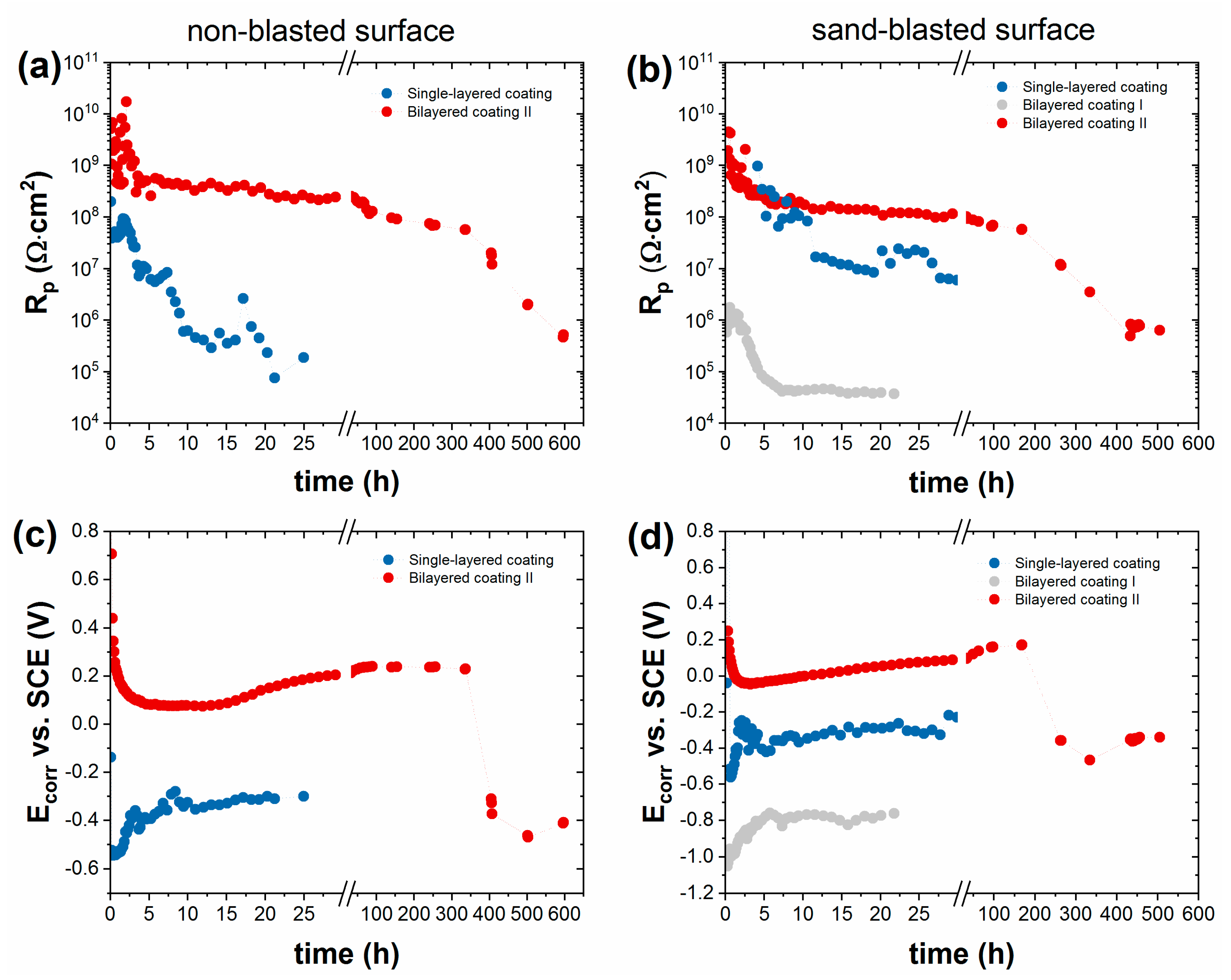
3.4. Effect of the Surface Roughness on the Anticorrosive Properties of Coatings
4. Conclusions
- -
- The corrosion resistance of Single-Layer Coating was significantly more favorable than the reference zinc powder containing two-layer paint coating (Bilayer Coating I) usually recommended for fireplaces. In 5% NaCl solution, corrosion occurs only after several weeks.
- -
- Increasing coating thickness had a positive effect on long-term corrosion resistance.
- -
- As a result of heat treatment at 300 °C, microcracks may appear in the coatings, which significantly affect the corrosion behavior. Thinner layers are more susceptible to cracking and corrosion.
- -
- The 100 μm thick coating proved to be a more significant barrier, the number and width of microcracks being much smaller, and therefore it can be concluded that this type of coating system requires a thickness of 100 μm.
- -
- The difference in corrosion resistance between the coated hot-rolled and cold-rolled steel substrates is not statistically significant.
- -
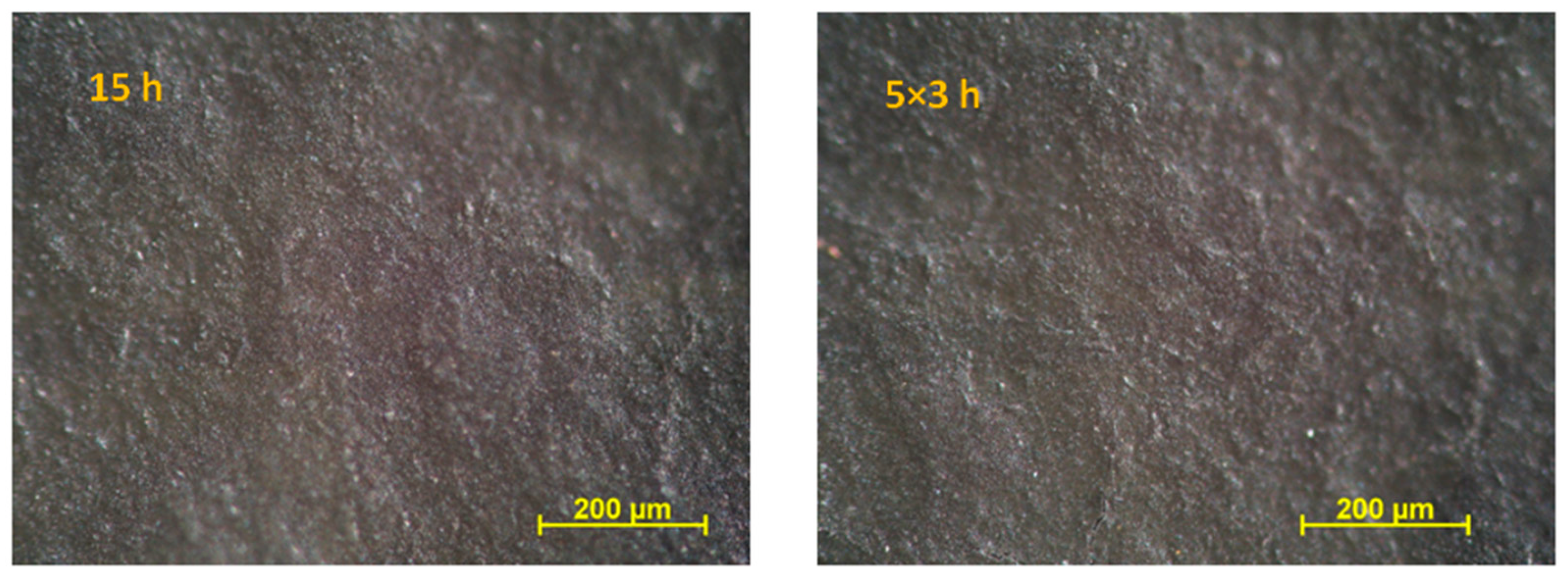
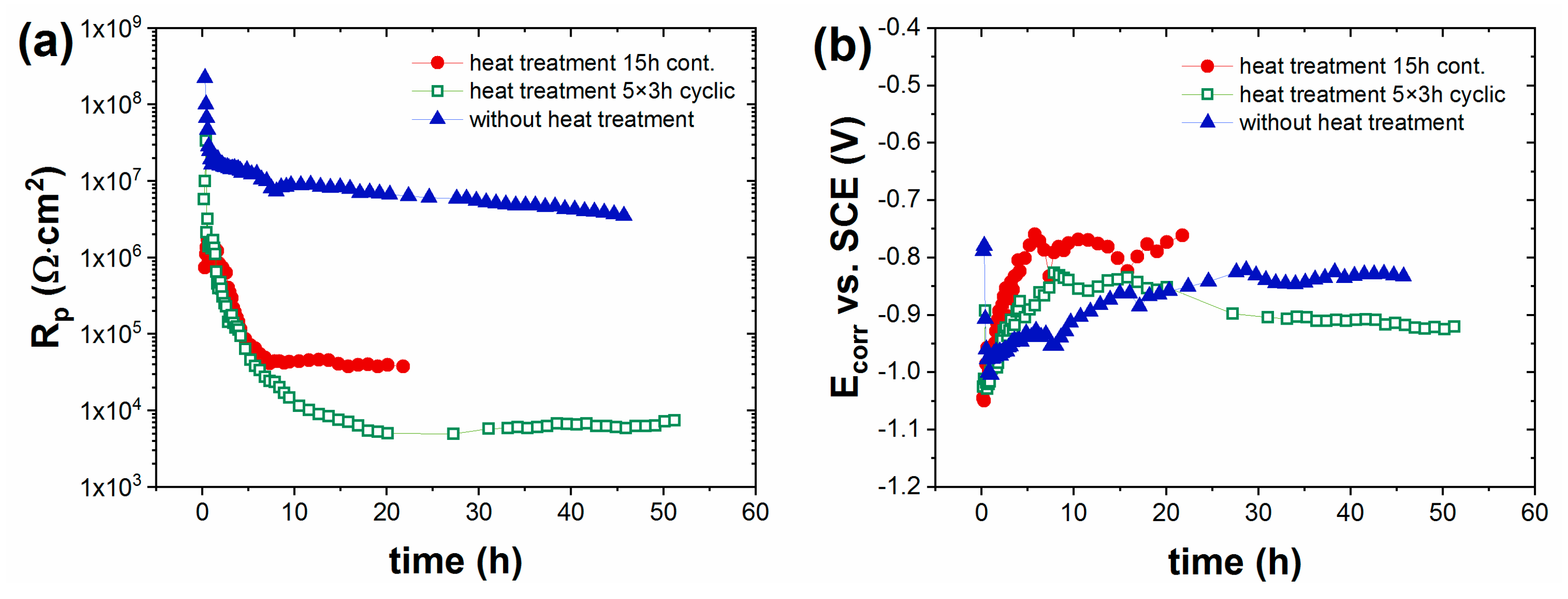
- Bilayered Coating II showed better heat-resistance properties than the single-layer coatings; the coating was coherent after heat treatment at 300 °C for 17 h, and no microcracking developed.
- -
- Its corrosion resistance proved to be the best among the three tested coating systems.
- -
- A correlation was observed between coating thickness and corrosion resistance.
- -
- The coating resulted in excellent corrosion resistance even on unroughened, thin plates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hergenrother, P.M. Perspective in the Development of High-Temperature Polymers. Angew. Chem. Int. Ed. Engl. 1990, 29, 1262–1268. [Google Scholar] [CrossRef]
- Mathivanan, L.; Selvaraj, M.; Azim, S.; Balakrishnan, K. Evaluation of heat resistant properties of silicon based coatings by SEM and a.c. impedance techniques. Prog. Org. Coat. 1996, 28, 113–116. [Google Scholar] [CrossRef]
- Mathivanan, L.; Radhakrishna, S. Heat-resistant anti-corrosive paints from epoxy-silicone vehicles. Anti-Corros. Methods Mater. 1997, 44, 400–406. [Google Scholar] [CrossRef]
- Wiering, L.; Qui, X.; Battochi, D. Corrosion performance of high-temperature organic coatings subjected to heat treatment. Prog. Org. Coat. 2021, 159, 106418. [Google Scholar] [CrossRef]
- Deshpande, G.; Rezac, M.; Irisawa, T. The effect of phenyl content on the degradation of poly(dimethyl diphenyl) siloxane copolymers. Polym. Degrad. Stab. 2001, 74, 363–370. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, X.; Liu, X.; Chen, L.; Wang, L.; Chen, C.; Wu, Z. Synthesis and thermal properties of PEEK-PEDEK block copolymers. Gaodeng Xuexiao Huaxue Xuebao/Chem. J. Chin. Univ. 2004, 25, 1156. [Google Scholar]
- Lee, M.; Meier, D. Synthesis and properties of diarylsiloxane and (aryl/methyl) siloxane polymers: 1. Thermal properties. Polymer 1993, 34, 4882–4892. [Google Scholar] [CrossRef]
- Patil, R.; Mark, J. Evaluations of forcefields for aromatic polysiloxanes, and some applications to poly(diphenylsiloxane). Comput. Theor. Polym. Sci. 2000, 10, 189–195. [Google Scholar] [CrossRef]
- Ogliani, E.; Yu, L.; Mazurek, P.; Skov, A. Designing reliable silicone elastomers for high-temperature applications. Polym. Degrad. Stab. 2018, 157, 175–180. [Google Scholar] [CrossRef]
- Kazhuro, I.; Koshewar, V.; Shkadretsova, V. Methods of pigmentation of polysiloxane resin and heat-resistant coatings on their basis. Izv. Vyssh. Uchebn. Zaved. Khim. Khim. Tekhnol. 2018, 61, 77–82. [Google Scholar] [CrossRef] [Green Version]
- Hussain, A.; Seetharamaiah, N.; Pichumani, M.; Chakra, C. Research Progress in organic zinc rich primer coatings for chatodic protection of metals—A comprehensive review. Prog. Org. Coat. 2021, 153, 106040. [Google Scholar] [CrossRef]
- Marchebois, H.; Joiret, S.; Savall, C.; Bernard, J.; Touzain, S. Characterization of zinc-rich powder coatings by EIS and Raman spectroscopy. Surf. Coat. Technol. 2002, 157, 151–161. [Google Scholar] [CrossRef]
- Parashar, G.; Srivastava, D.; Kumar, P. Ethyl silicate binders for high performance coatings. Prog. Org. Coat. 2001, 42, 1–14. [Google Scholar] [CrossRef]
- Hoshyargar, F.; Sherafati, S.; Hashemi, M. A new study on binder performance and formulation modification of anti-corrosive primer based on ethyl silicate resin. Prog. Org. Coat. 2009, 65, 410–413. [Google Scholar] [CrossRef]
- Yang, S.M.; Huang, J.; Chen, J.; Noël, J.J.; Barker, I.; Henderson, J.; He, P.; Zhang, H.; Zhang, H.; Zhu, J. A Comparative Study on the Anti-Corrosive Performance of Zinc Phosphate in Powder Coatings. Coatings 2022, 12, 217. [Google Scholar] [CrossRef]
- Wan, H.; Song, D.; Li, X.; Zhang, D.; Gao, J.; Du, C. Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface. Materials 2017, 10, 654. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Romagnoli, R.; Vetere, V.F. Heterogeneous reaction between steel and zinc phosphate. Corrosion 1995, 51, 116–123. [Google Scholar] [CrossRef]
- Tamboura, M.; Mikhailova, A.; Jia, M. Development of heat-resistant anticorrosion urethane siloxane paints. J. Coat. Technol. Res. 2013, 10, 381–396. [Google Scholar] [CrossRef]
- Ahmed, N.M.; El-Gawad, W.; Selim, M.; Souaya, E. Novel durable corrosion and heat resistant coatings. Bull. Mater. Sci. 2021, 44, 184. [Google Scholar] [CrossRef]
- Tyukanko, V.; Demyanenko, A.; Dyuryagina, A.; Ostrovnoy, K.; Lezhneva, M. Optimization of the Composition of Silicone Enamel by the Taguchi Method Using Surfactants Obtained from Oil Refining Waste. Polymers 2021, 13, 3619. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, L.; Chen, A.; Xu, C.; Yang, X.; Zhou, Y.; Liao, Z.; Zhang, B.; Hu, Y.; Fang, H. Component Design of Environmentally Friendly High-Temperature Resistance Coating for Oriented Silicon Steel and Effects on Anti-Corrosion Property. Coatings 2022, 12, 959. [Google Scholar] [CrossRef]
- Dossett, J.L.; Totten, G.E. (Eds.) Heat Treating of Irons and Steels; ASM International: Novelty, OH, USA, 2014. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Panel | EIS | Salt-Spray Test | ||
|---|---|---|---|---|
| Corrosion Starts | Total Exposure | Unchanged Exposure | Visual Note | |
| cold-rolled 63 μm | 95 h | 600 h | 586 h | Well-defined local corrosion points |
| cold-rolled 104 μm | 930 h | 1896 h | 1104 h | Perfect surface after 288 h |
| hot-rolled 64 μm | 97 h | 600 h | 360 h | 144 h: 1 point red rust 260 h: H1 (s2) |
| Panel | Cold-Rolled | Cold-Rolled | Hot-Rolled | |||
|---|---|---|---|---|---|---|
| Thickness | 62 μm | 61 μm | 104 μm | 101 μm | 55 μm | 60 μm |
| Heat treatment | 15 h | 5 × 3 h | 15 h | 5 × 3 h | 15 h | 5 × 3 h |
| Total exposure | 96 h | 600 h | 912 h | 1344 h | 96 h | 96 h |
| Unchanged exposure | 48 h | 96 h | 600 h | 1104 h | 72 h | 72 h |
| Panel | EIS | Salt-Spray Test | ||
|---|---|---|---|---|
| Corrosion Starts | Total Exposure | Unchanged Exposure | Visual Note | |
| No heat treatment | 10 min | 504 h | 358 h | 288 h white rust 358 h white rust (no red rust) |
| 15 h at 300 °C | 10 min | 240 h | 218 h | 72 h white rust 218 h red rust appears |
| 5 × 3 h at 300 °C | 10 min | 168 h | 144 h | 48 h white rust 144 h red rust |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Felhősi, I.; Molnárné Nagy, L.; Horváth, S.; Pozman, T.; Bognár, J.; Szabó, T.; Keresztes, Z. Corrosion Protection and Heat Resistance of Paints for Outdoor Use. Materials 2023, 16, 2753. https://doi.org/10.3390/ma16072753
Felhősi I, Molnárné Nagy L, Horváth S, Pozman T, Bognár J, Szabó T, Keresztes Z. Corrosion Protection and Heat Resistance of Paints for Outdoor Use. Materials. 2023; 16(7):2753. https://doi.org/10.3390/ma16072753
Chicago/Turabian StyleFelhősi, Ilona, Lívia Molnárné Nagy, Szilvia Horváth, Tamás Pozman, János Bognár, Tamás Szabó, and Zsófia Keresztes. 2023. "Corrosion Protection and Heat Resistance of Paints for Outdoor Use" Materials 16, no. 7: 2753. https://doi.org/10.3390/ma16072753