
Investigation of the Hot Stamping-in-Die Quenching Composite Forming Process of 5083 Aluminum Alloy Skin
Abstract
:1. Introduction
2. Material and Methods
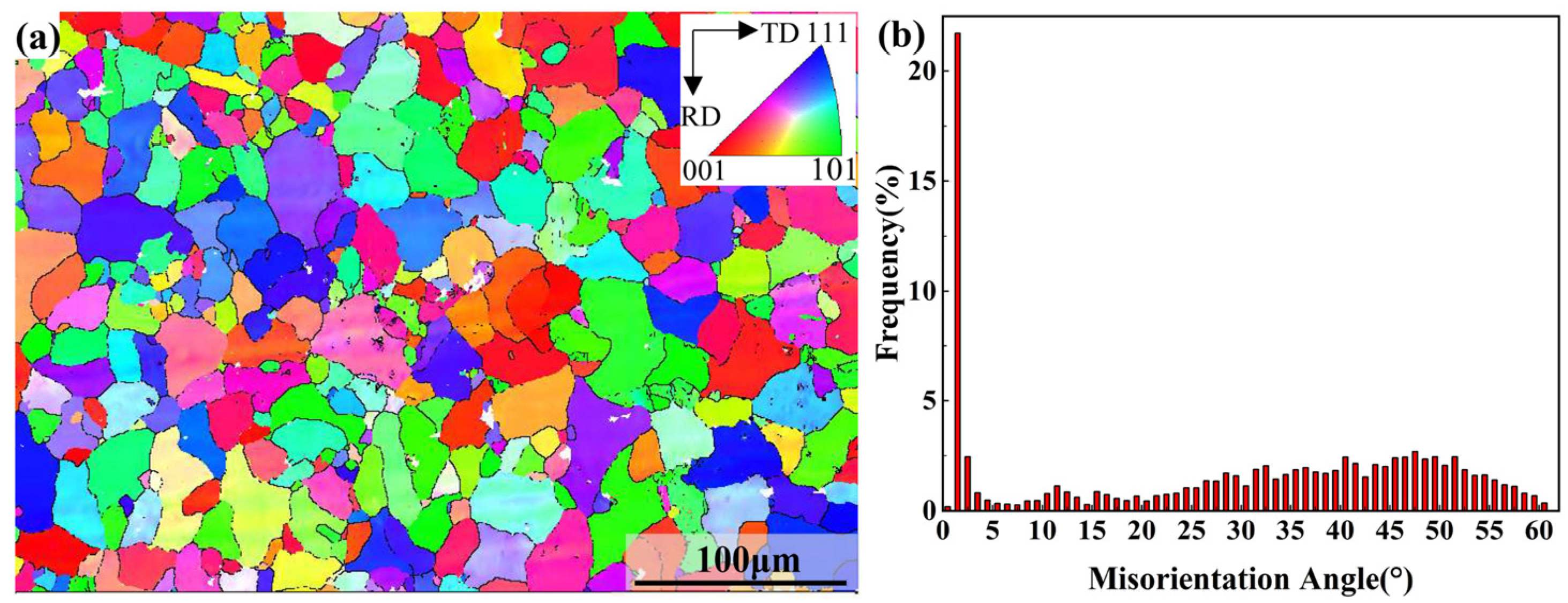
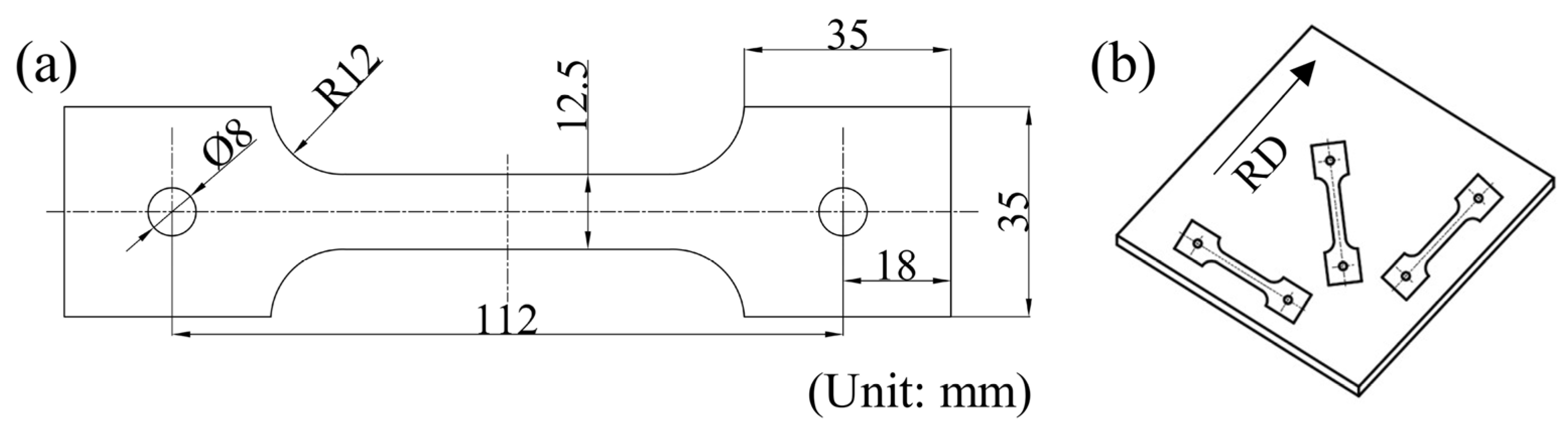
2.1. Material
2.2. Material Model
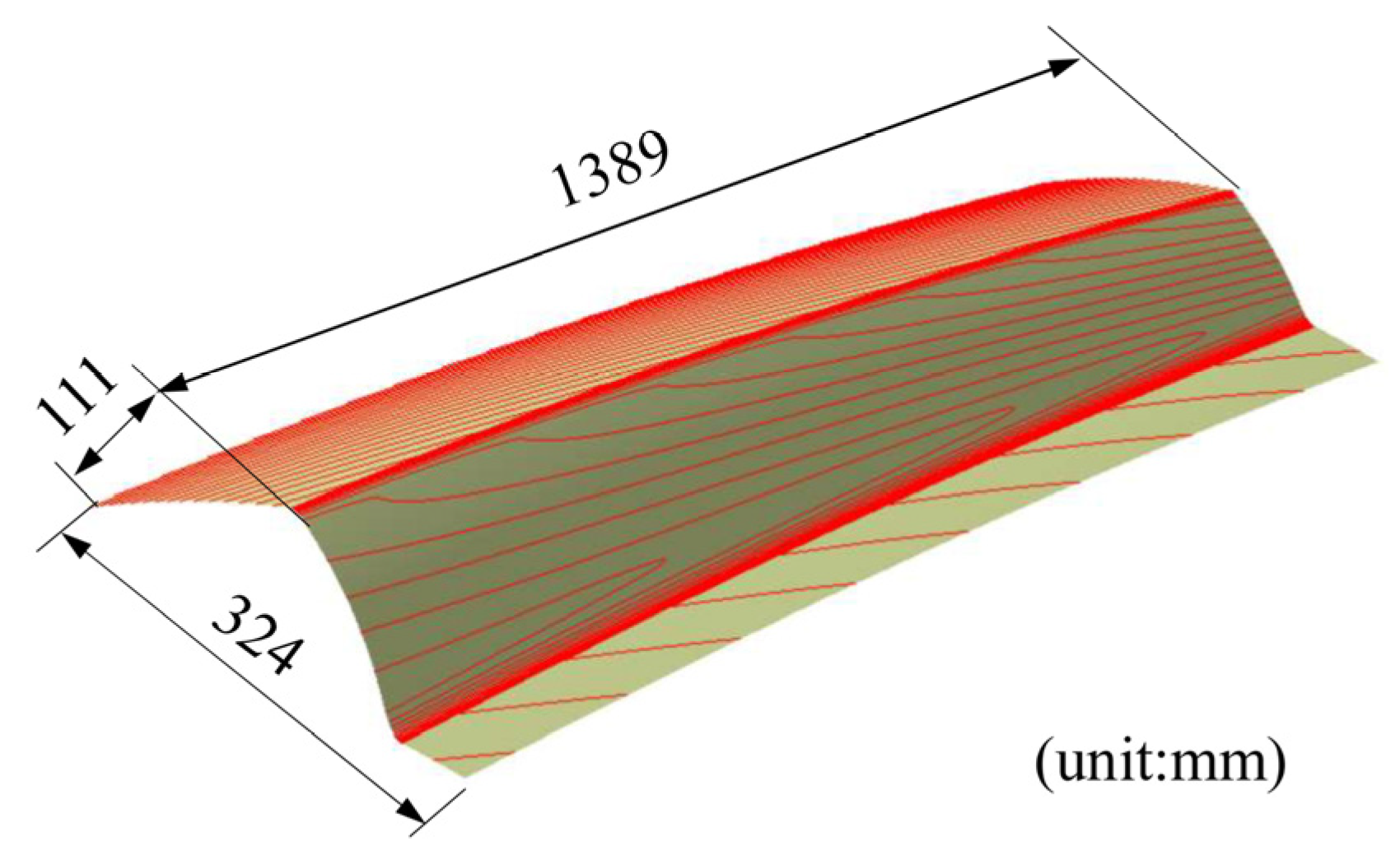
2.3. Finite Element Modeling of the HFQ Process
3. Results and Discussion
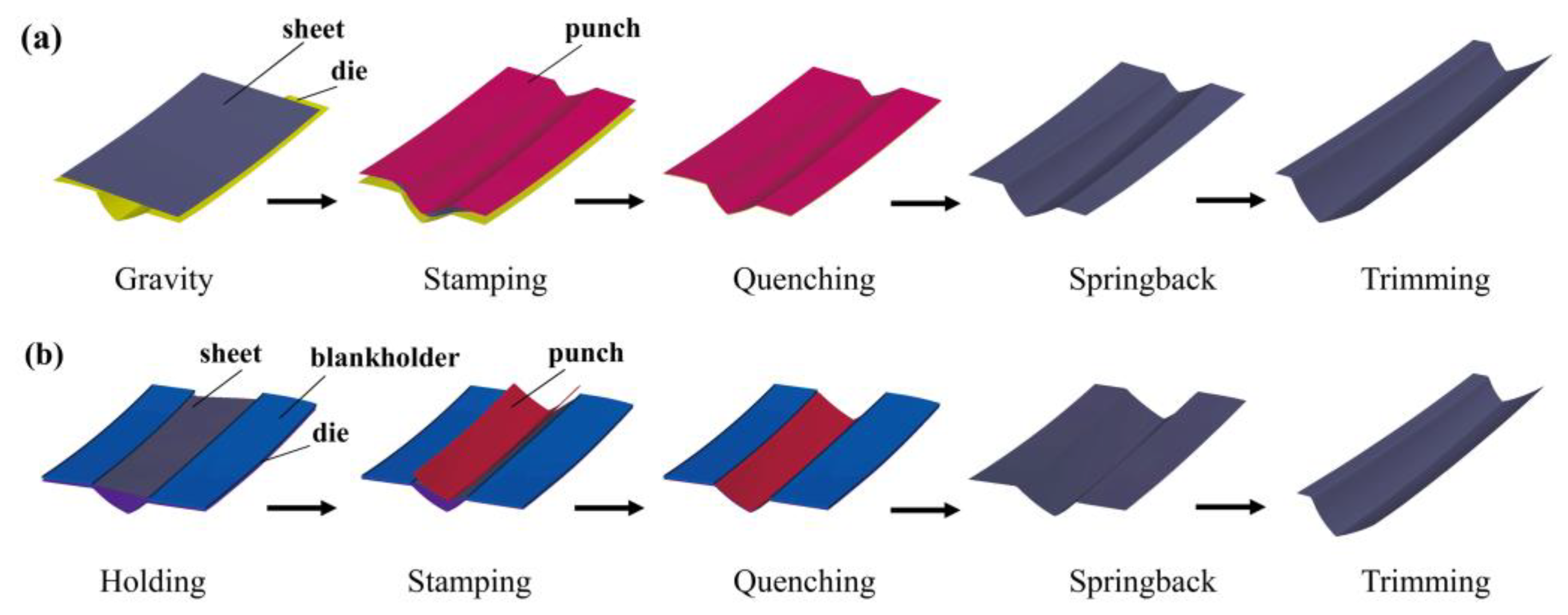
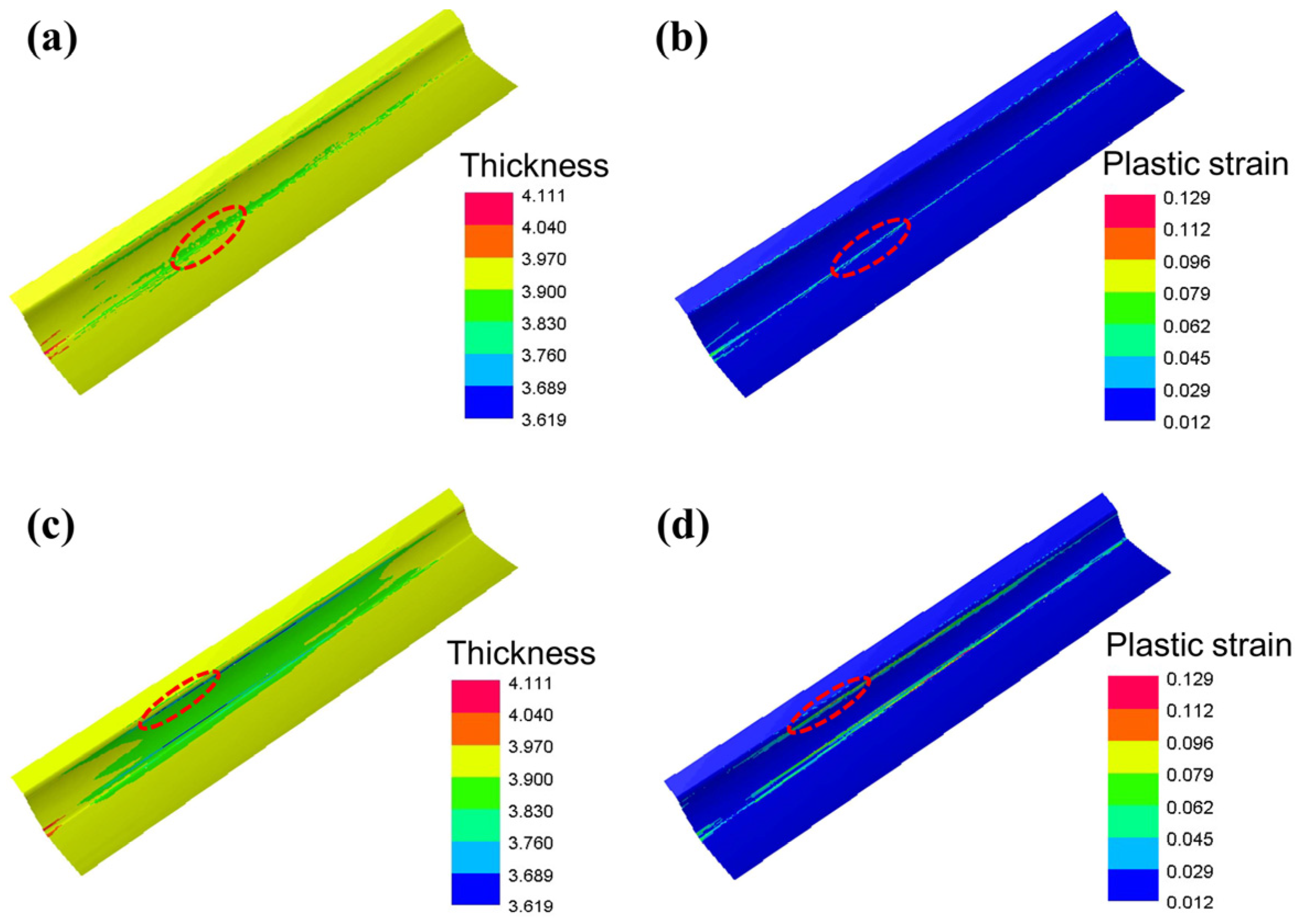
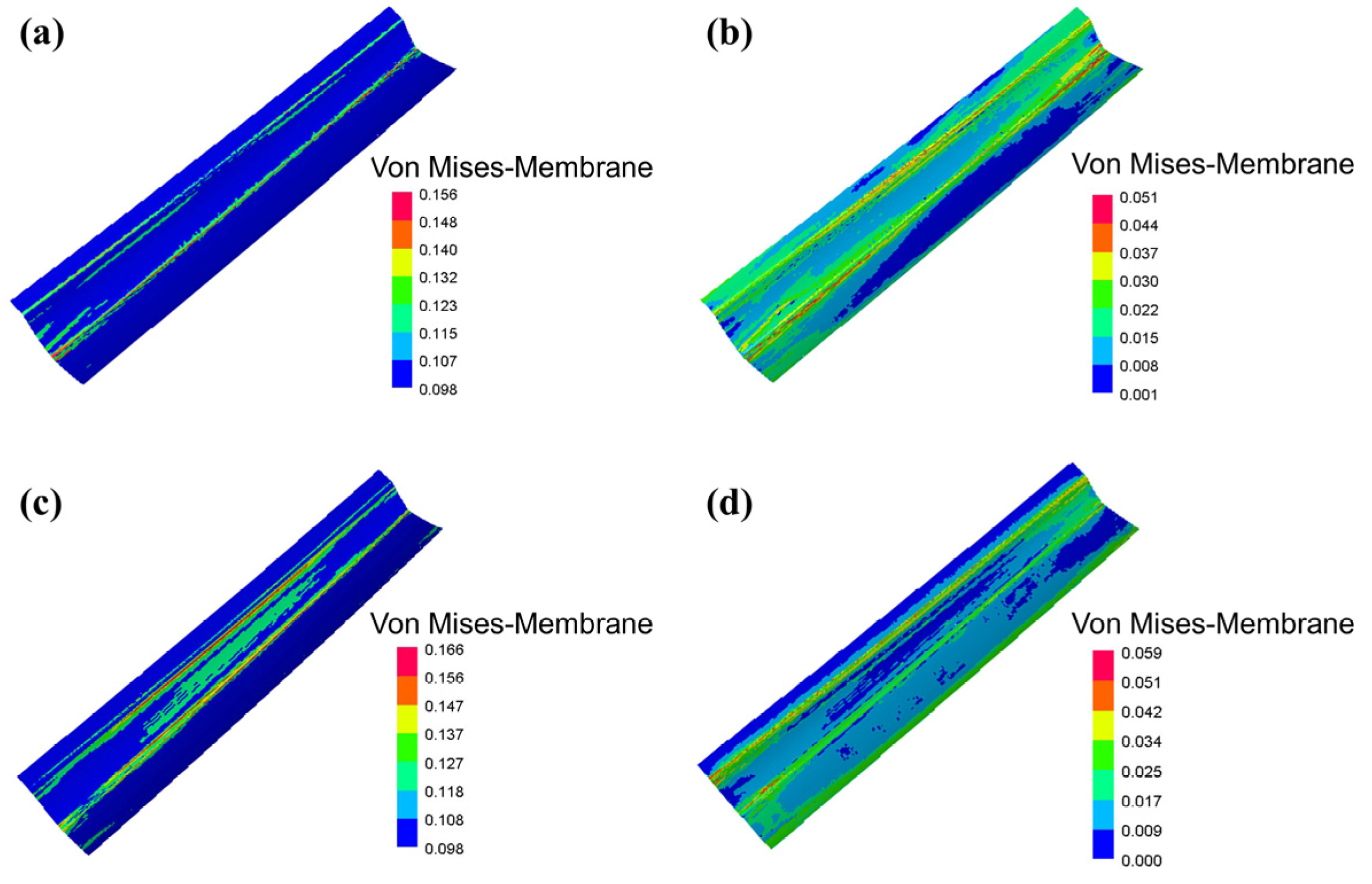
3.1. Effect of the Forming Process on the Forming Result
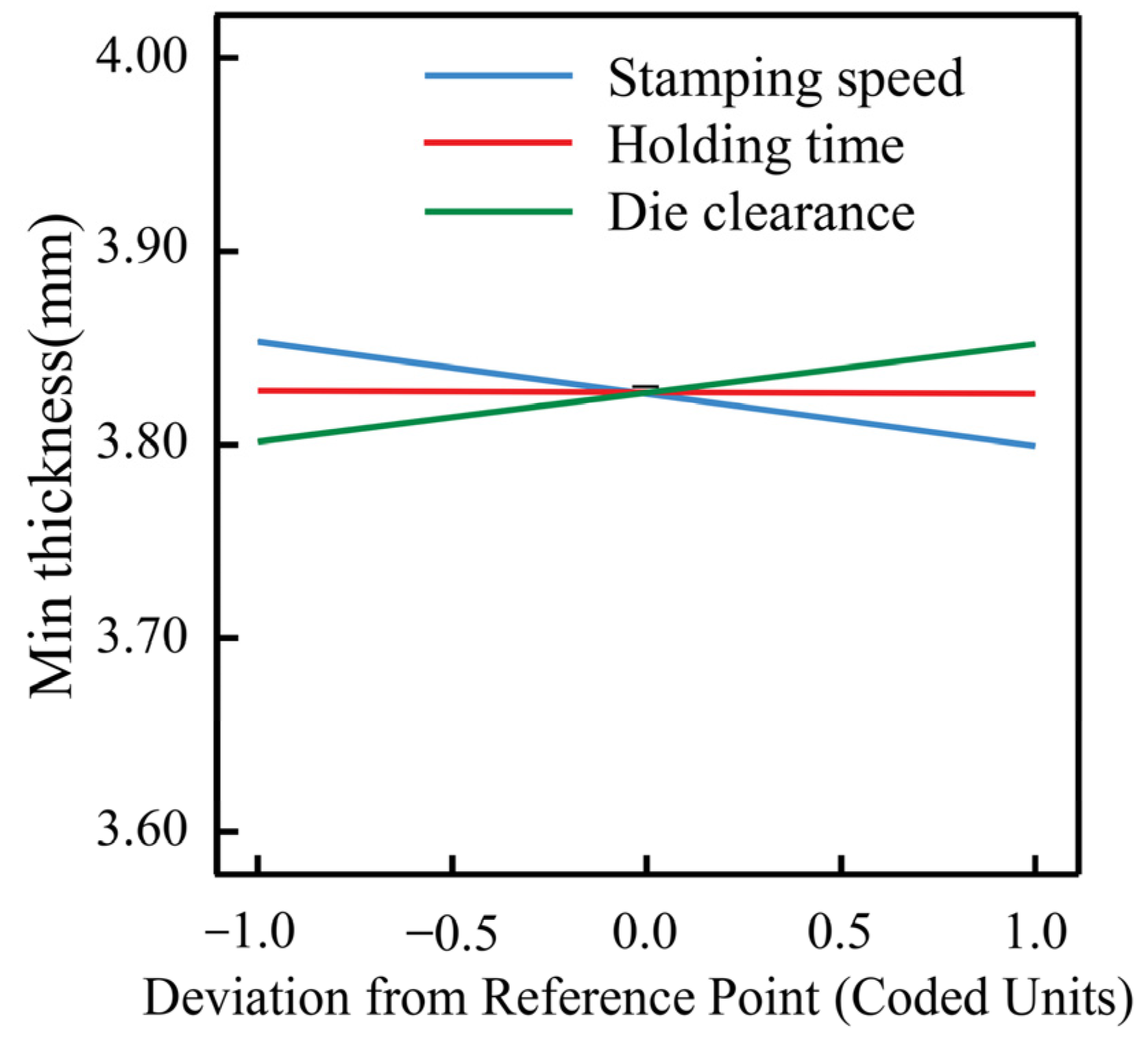
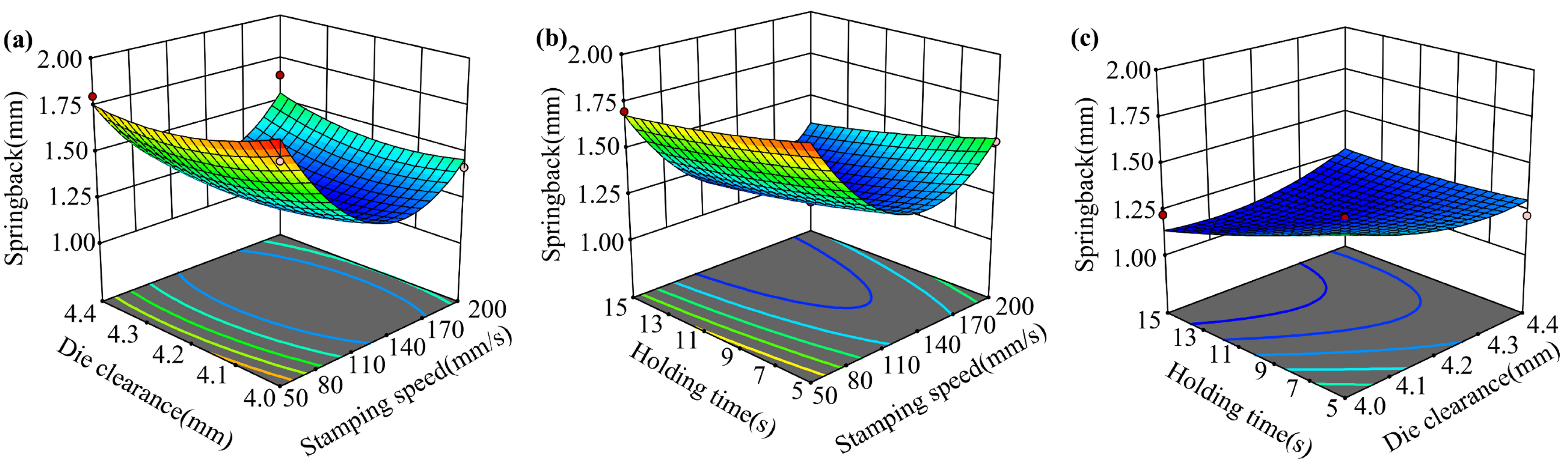
3.2. Effect of Forming Parameters on the Forming Result
3.3. Optimization of the Process Parameters
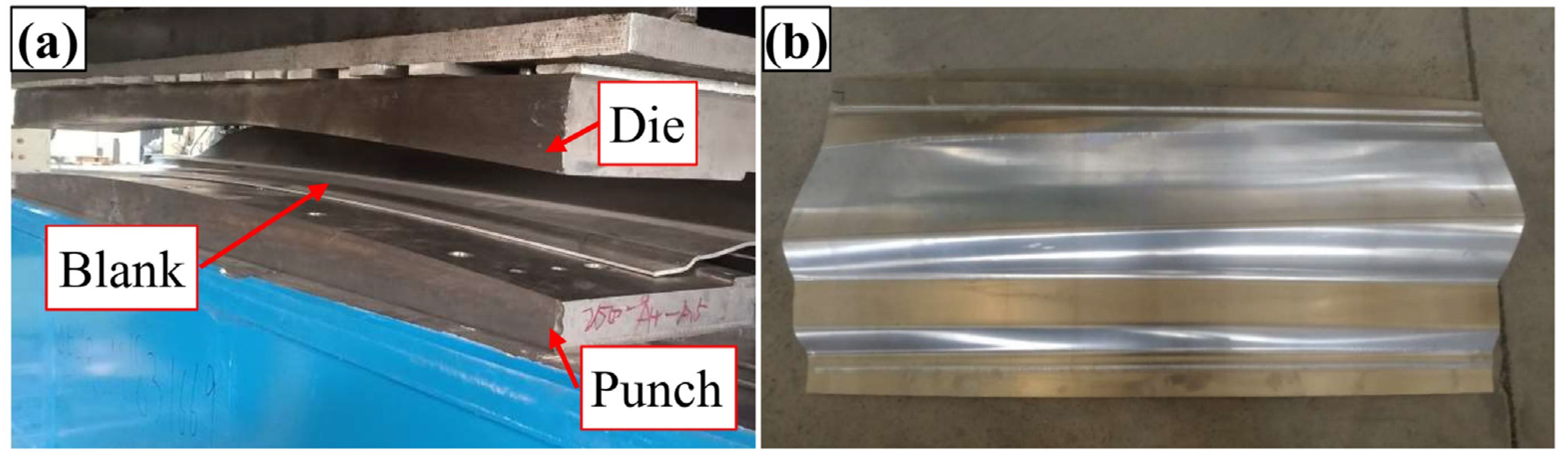
4. Experimental Verification
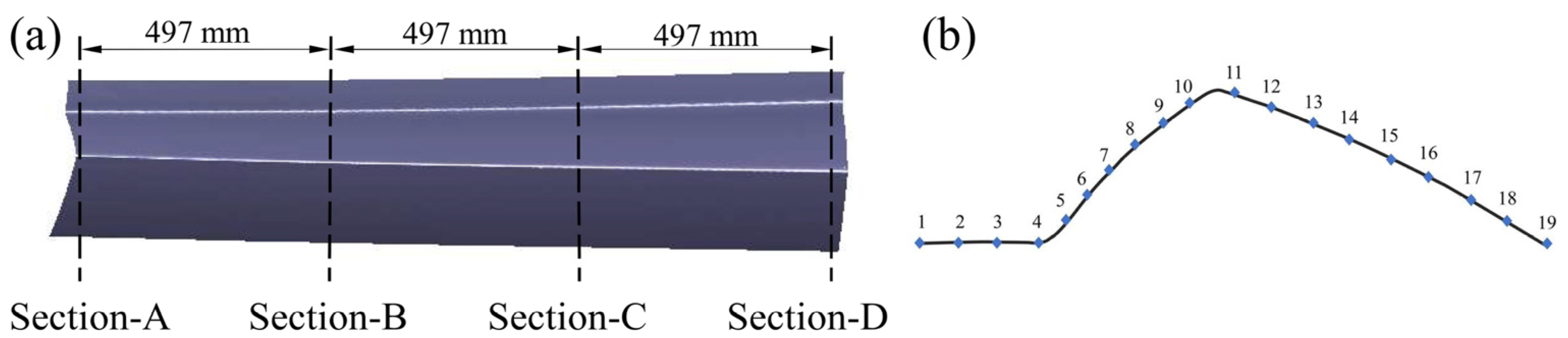
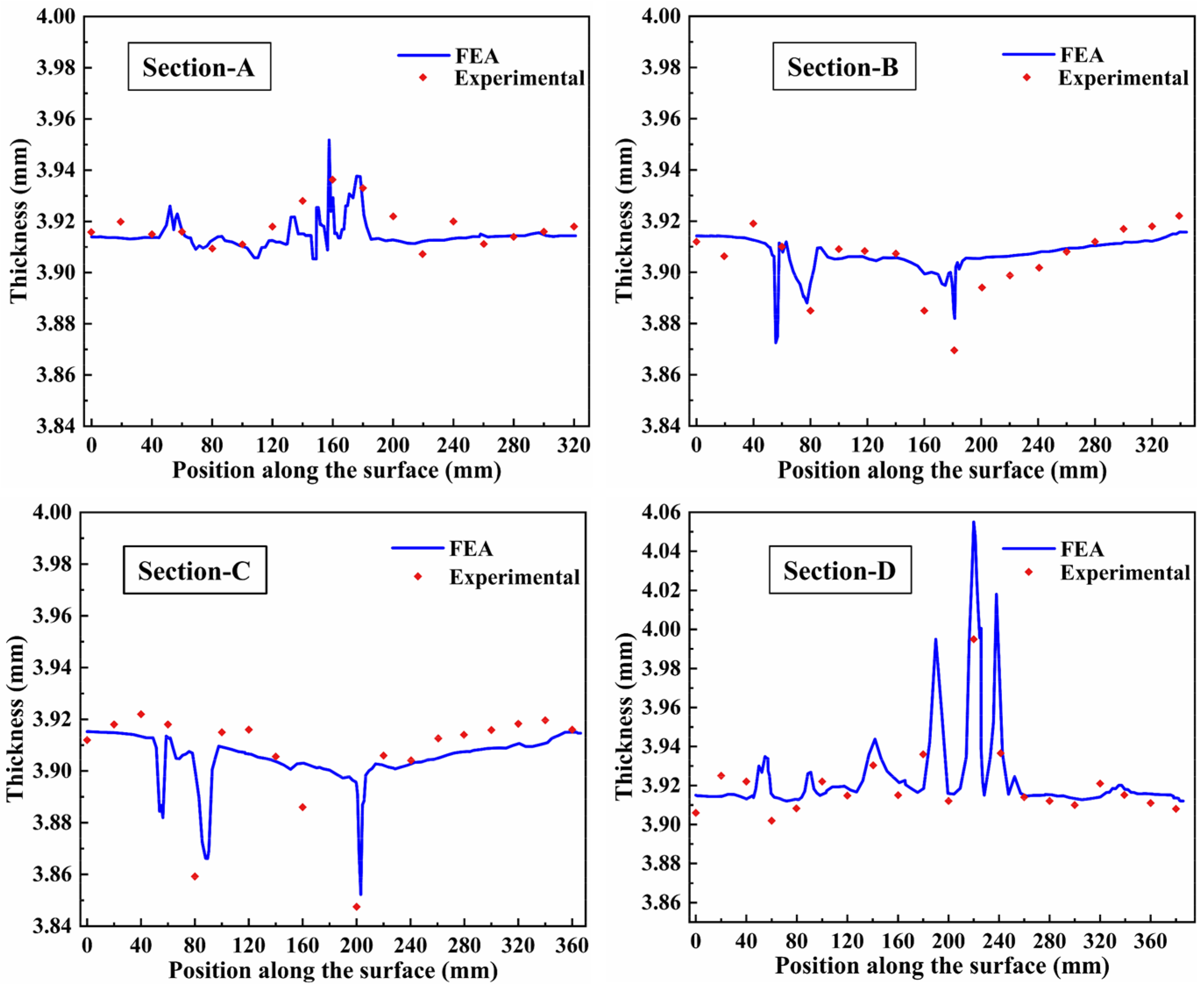
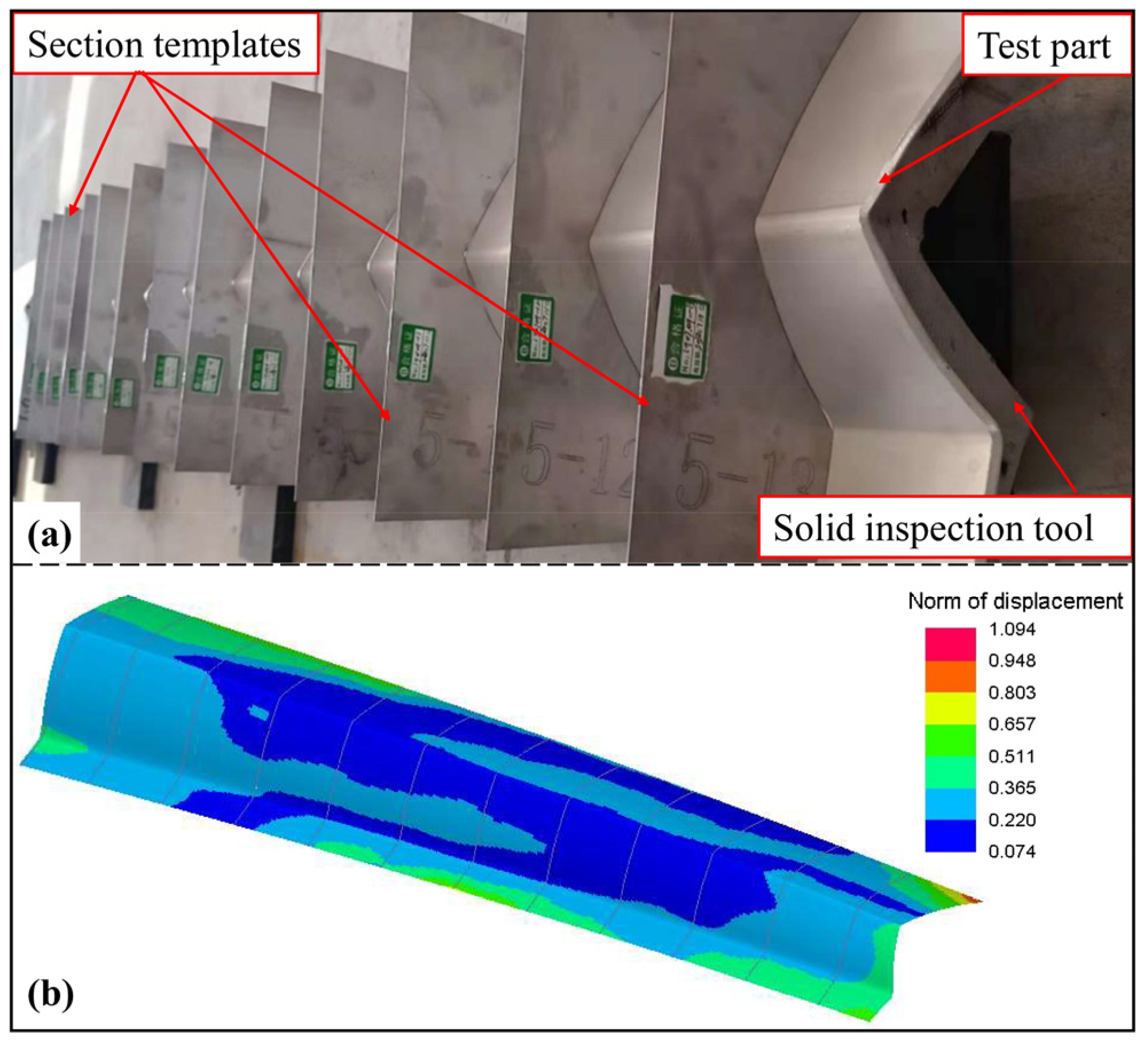
4.1. Thickness and Shape Checking
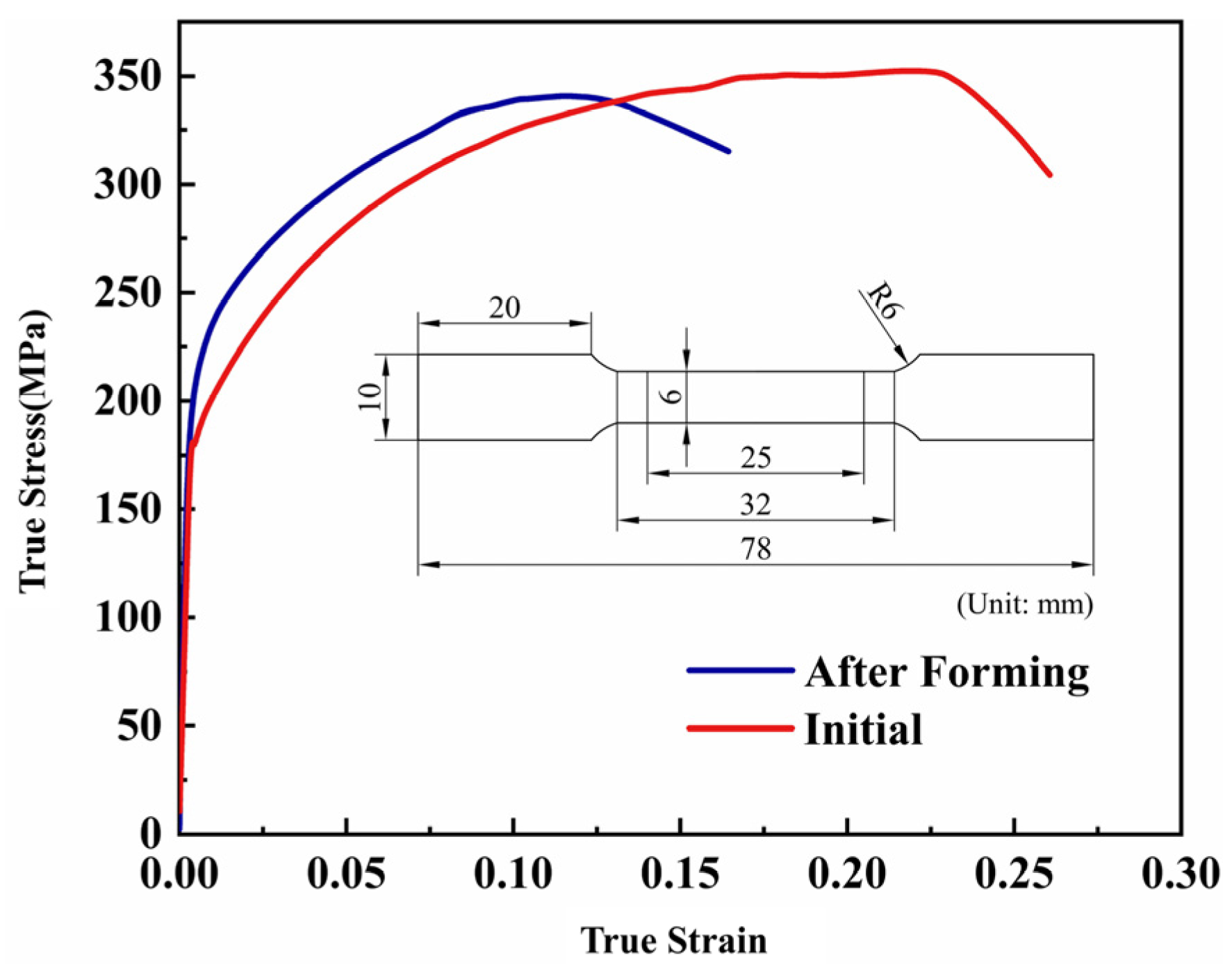
4.2. Material Properties Checking
5. Conclusions
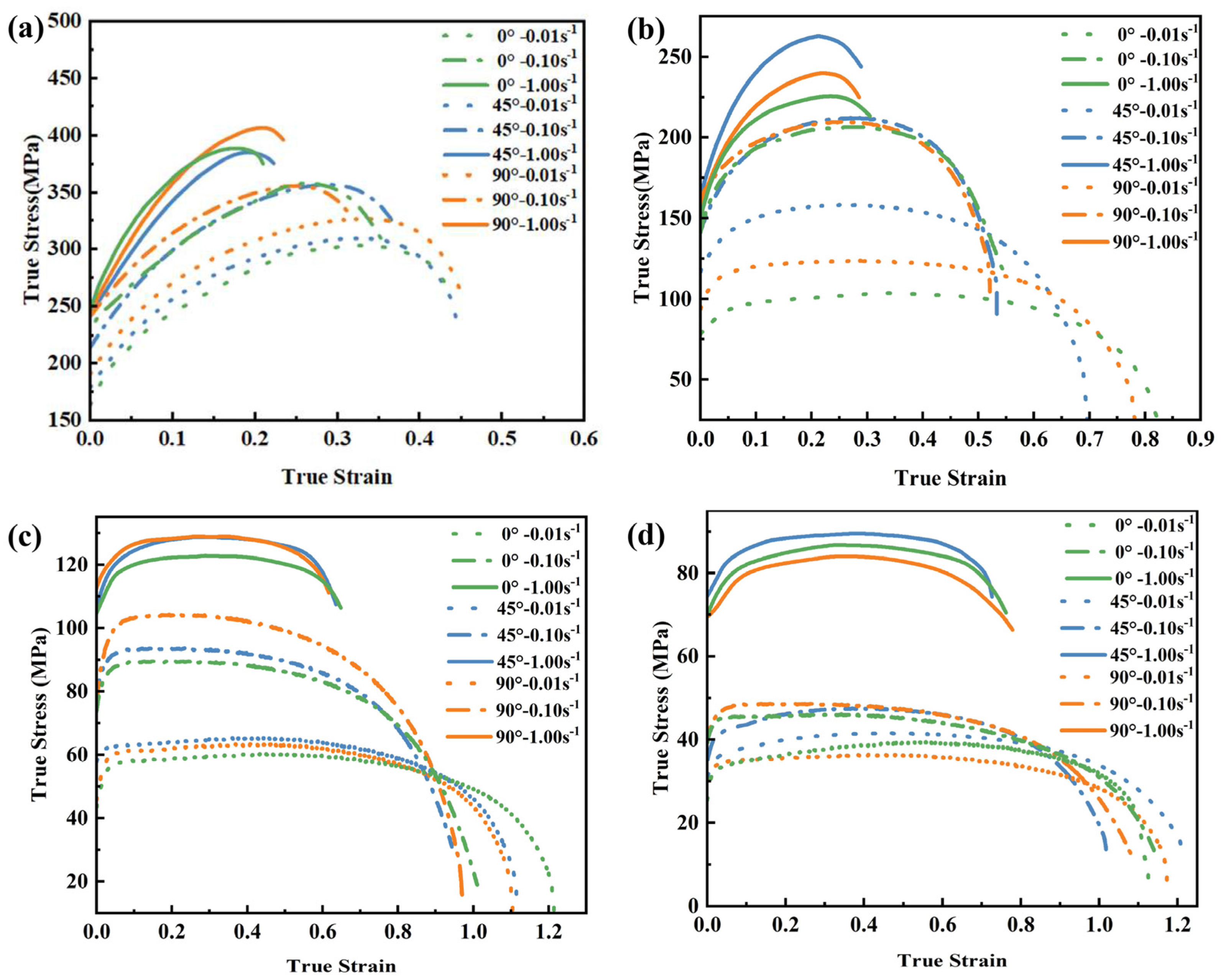
- The tensile tests of Al5083 in directions that are 0°, 45°, and 90° from RD at different temperatures (200 °C, 300 °C, 400 °C, 450 °C) and strain rates (0.01 s−1, 0.10 s−1, 1.00 s−1) revealed that increasing the strain rate or decreasing the deformation temperature resulted in a monotonic increase in the flow stress. The elongation increased with the decreasing strain rate at the same temperature. For the same strain rate, the higher the temperature, the higher the elongation. Elongation could exceed 230% when the specimen was tensile at 450 °C with a strain rate of 0.01 s−1.
- The hot stamping process was proven by finite element simulation to be more suitable for the formation of skin than the hot drawing at 450 °C. The effects of stamping speed, die clearance, and holding time on forming quality during the HFQ process were investigated. Based on the RSM, the linear and quadratic regression models were developed for the process parameters related to minimum thickness and springback, respectively. The optimized process parameters for forming the skin were stamping speed of 131 mm/s, die clearance of 4.16 mm, and a holding time of 15 s.
- Checking the thickness and shape of the skin proved the exactness of the numerical simulation. The minimum thickness was larger than 3.84 mm and the springback was less than 1.1 mm, which meet the quality requirements of the part.
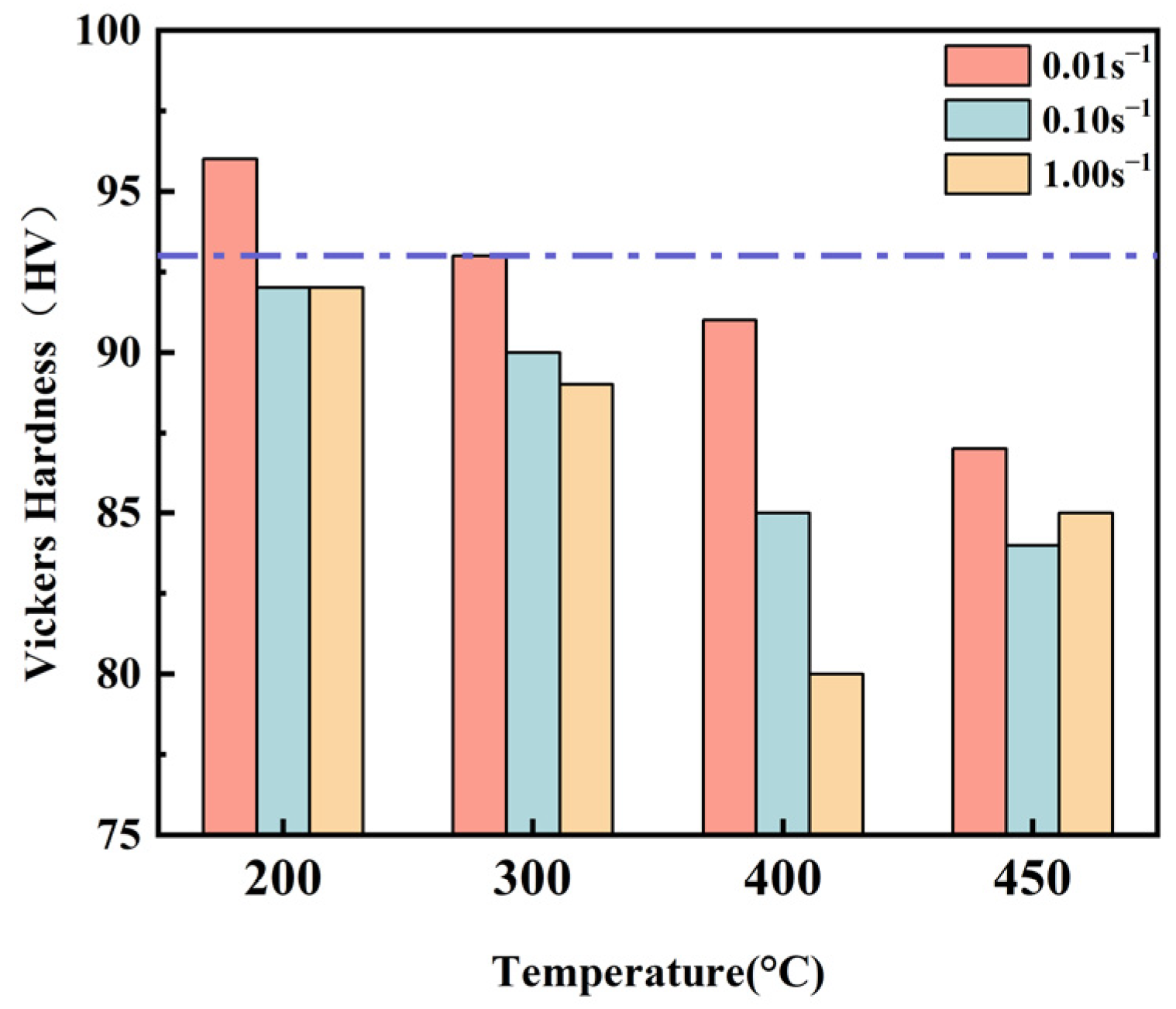
- Conducting uniaxial tensile tests on the initial and deformed sheets at room temperature verified that the HFQ process had a positive influence on the mechanical properties, and the yield strength was increased by 18.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Buljac, A.; Hild, F.; Helfen, L.; Morgeneyer, T.F. On deformation and damage micromechanisms in strong work hardening 2198 T3 aluminium alloy. Acta Mater. 2018, 149, 29–45. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.J.; Liu, Z.X.; Zhang, Z.Q. Investigation on strengthening of 7075 aluminum alloy sheet in a new hot stamping process with pre-cooling. Int. J. Adv. Manuf. Technol. 2019, 103, 4739–4746. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Lutsey, N. Review of Technical Literature and Trends Related to Automobile Mass-Reduction Technology; Research Report—UCD-ITS-RR-10-10; Institute of Transportation Studies: Davis, CA, USA, 2010. [Google Scholar]
- Chen, G.L.; Chen, M.H.; Wang, N.; Sun, J.W. Hot forming process with synchronous cooling for AA2024 aluminum alloy and its application. Int. J. Adv. Manuf. Technol. 2016, 86, 133–139. [Google Scholar] [CrossRef]
- Fan, X.; He, Z.; Yuan, S.; Lin, P. Investigation on strengthening of 6A02 aluminum alloy sheet in hot forming-quenching integrated process with warm forming-dies. Mater. Sci. Eng. A 2013, 587, 221–227. [Google Scholar] [CrossRef]
- Schuster, P.; Österreicher, J.; Kirov, G.; Sommitsch, C.; Kessler, O.; Mukeli, E. Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets. Metals 2019, 9, 305. [Google Scholar] [CrossRef] [Green Version]
- Barnes, A.J.; Raman, H.; Lowerson, A.; Edwards, D. Recent Application of Superformed 5083 Aluminum Alloy in the Aerospace Industry. Mater. Sci. Forum 2012, 735, 361–371. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef] [Green Version]
- Friedman, P.A.; Luckey, S.G.; Copple, W.B.; Allor, R.; Miller, C.E.; Young, C. Overview of Superplastic Forming Research at Ford Motor Company. J. Mater. Eng. Perform. 2004, 13, 670–677. [Google Scholar] [CrossRef]
- Lin, C.W.; Chen, F.K. Formability study on stamping an engine hood with aluminum alloy sheet. IOP Conf. Ser.-Mater. Sci. Eng. 2019, 651, 012103. [Google Scholar] [CrossRef] [Green Version]
- Modaresi, R.; Pauliuk, S.; Lovik, A.N.; Muller, D.B. Global Carbon Benefits of Material Substitution in Passenger Cars until 2050 and the Impact on the Steel and Aluminum Industries. Environ. Sci. Technol. 2014, 48, 10776–10784. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, S.H.; Xu, Y.G.; Bezold, A.; Zhang, L.L.; Chen, G.; Broeckmann, C. A direct method-based strength evaluation of the cast aluminum beam used in a high-speed train. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2019, 233, 896–905. [Google Scholar] [CrossRef]
- Lu, W.; Ma, C.P.; Gou, G.Q.; Fu, Z.H.; Sun, W.G.; Che, X.L.; Chen, H.; Gao, W. Corrosion fatigue crack propagation behavior of A7N01P-T4 aluminum alloy welded joints from high-speed train underframe after 1.8 million km operation. Mater. Corros. 2021, 72, 879–887. [Google Scholar] [CrossRef]
- Zhao, G.Q.; Chen, H.; Zhang, C.S.; Guan, Y.J.; Gao, A.J.; Peng, L. Die optimization design and experimental study of a large wallboard aluminum alloy profile used for high-speed train. Int. J. Adv. Manuf. Technol. 2014, 74, 539–549. [Google Scholar] [CrossRef]
- Harrison, N.R.; Luckey, S.G. Hot Stamping of a B-Pillar Outer from High Strength Aluminum Sheet AA7075. SAE Int. J. Mater. Manuf. 2014, 7, 567–573. [Google Scholar] [CrossRef]
- Yarar, E.; Erturk, A.T.; Karabay, S. Dynamic Finite Element Analysis on Single Impact Plastic Deformation Behavior Induced by SMAT E in 7075-T6 Aluminum Alloy. Met. Mater. Int. 2021, 27, 2600–2613. [Google Scholar] [CrossRef]
- Ertürk, A.T.; Şahin, M.; Aras, M. Tribological Behavior of SiC Particulate Reinforced AA5754 Matrix Composite Under Dry and Lubricated Conditions. Trans. Indian Inst. Met. 2017, 70, 1233–1240. [Google Scholar] [CrossRef]
- Kumar, M.; Ross, N.G. Investigations on the Hot Stamping of AW-7921-T4 Alloy Sheet. Adv. Mater. Sci. Eng. 2017, 2017, 7679219. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.Y.; Li, J.B.; Deng, L.; Li, J.J. Metal flow control during hot forming of square cups with local-thickened plates and varied friction conditions. J. Mater. Process. Technol. 2018, 253, 195–203. [Google Scholar] [CrossRef]
- Huang, M.D.; Fu, L.; Lee, L.; Liu, C. Effect of Yield Function on the Stamping Springback of Aluminum Alloy. In High Performance Structural Materials, Proceedings of the Chinese Materials Conference 2017, Yinchuan, China, 6–12 July 2017; Springer: Singapore, 2018; pp. 199–208. [Google Scholar]
- Liang, J.C.; Gao, S.; Teng, F.; Yu, P.Z.; Song, X.J. Flexible 3D stretch-bending technology for aluminum profile. Int. J. Adv. Manuf. Technol. 2014, 71, 1939–1947. [Google Scholar] [CrossRef]
- Palumbo, G.; Tricarico, L. Numerical and experimental investigations on the Warm Deep Drawing process of circular aluminum alloy specimens. J. Mater. Process. Technol. 2007, 184, 115–123. [Google Scholar] [CrossRef]
- Balasubramanian, M.; Ganesh, P.; Ramanathan, K.; Senthil Kumar, V.S. Superplastic Forming of a Three-Stage Hemispherical 5083 Aluminium Profile. Stroj. Vestn.-J. Mech. Eng. 2015, 61, 365–373. [Google Scholar] [CrossRef]
- Liang, H.J.; Wu, X.W.; Wang, Y.; Jin, Q.L.; Ma, Z.L.; Feng, S.S. Research on Quick Superplastic Forming for Aluminium Alloy Sheet. Mater. Sci. Forum 2012, 735, 301–306. [Google Scholar] [CrossRef]
- Guofeng, W.; Chao, S.; Shufen, L.; Mo, Y. Research on quick superplastic forming technology of aluminum alloy complex components. Mater. Werkst. 2014, 45, 854–859. [Google Scholar] [CrossRef]
- Shao, Z.T.; Jiang, J.; Lin, J.G. Feasibility study on direct flame impingement heating applied for the solution heat treatment, forming and cold die quenching technique. J. Manuf. Process. 2018, 36, 398–404. [Google Scholar] [CrossRef]
- Shao, Z.T.; Lee, J.; Wang, J.L.; Lin, J.G.; Jiang, J. A study of various heating effects on the microstructure and mechanical properties of AA6082 using EBSD and CPFE. J. Alloys Compd. 2020, 818, 152921. [Google Scholar] [CrossRef]
- Wang, L.L.; Dean, T.; Lin, J.G. Innovation, Development and Implementation of the HFQ (R) Process. In Proceedings of the 3rd International Conference on Advanced High Strength Steel and Press Hardening (ICHSU2016), Xi’an, China, 25–27 August 2016; World Scientific: Singapore, 2017; pp. 289–300. [Google Scholar]
- Zheng, K.L.; Dong, Y.C.; Zheng, D.Q.; Lin, J.G.; Dean, T.A. An experimental investigation on the deformation and post-formed strength of heat-treatable aluminium alloys using different elevated temperature forming processes. J. Mater. Process. Technol. 2019, 268, 87–96. [Google Scholar] [CrossRef]
- Zheng, K.L.; Dong, Y.C.; Zheng, J.H.; Foster, A.; Lin, J.G.; Dong, H.S.; Dean, T.A. The effect of hot form quench (HFQ (R)) conditions on precipitation and mechanical properties of aluminium alloys. Mater. Sci. Eng. A-Struct. 2019, 761, 138017. [Google Scholar] [CrossRef]
- Zheng, K.L.; Zhu, L.; Lin, J.G.; Dean, T.A.; Li, N. An experimental investigation of the drawability of AA6082 sheet under different elevated temperature forming processes. J. Mater. Process. Technol. 2019, 273, 116225. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, G.; Men, Y.; Zhang, S.; Zhang, H.; Li, F.; Chen, L. Superplastic Deformation Behaviors and Power Dissipation Rate for Fine-Grained Ti-6Al-4V Titanium Alloy Processed by Direct Rolling. Crystals 2022, 12, 270. [Google Scholar] [CrossRef]
- Sun, P.-H.; Wu, H.-Y.; Lee, W.-S.; Shis, S.-H.; Perng, J.-Y.; Lee, S. Cavitation behavior in superplastic 5083 Al alloy during multiaxial gas blow forming with lubrication. Int. J. Mach. Tools Manuf. 2009, 49, 13–19. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, X.W.; Wang, Y.; Zhang, S.H.; Xie, W.L.; Xia, L.L.; Chen, S.F. Effect of Hot Metal Gas Forming Process on Formability and Microstructure of 6063 Aluminum Alloy Double Wave Tube. Materials 2023, 16, 1152. [Google Scholar] [CrossRef] [PubMed]
- Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Irzhak, A.V. The role of grain boundary sliding and intragranular deformation mechanisms for a steady stage of superplastic flow for Al–Mg-based alloys. Mater. Sci. Eng. A 2022, 833, 142524. [Google Scholar] [CrossRef]
- Fan, X.; He, Z.; Yuan, S.; Zheng, K. Experimental investigation on hot forming–quenching integrated process of 6A02 aluminum alloy sheet. Mater. Sci. Eng. A 2013, 573, 154–160. [Google Scholar] [CrossRef]
- Wang, L.; Strangwood, M.; Balint, D.; Lin, J.; Dean, T.A. Formability and failure mechanisms of AA2024 under hot forming conditions. Mater. Sci. Eng. A 2011, 528, 2648–2656. [Google Scholar] [CrossRef]
- Gu, R.; Liu, Q.; Chen, S.; Wang, W.; Wei, X. Study on High-Temperature Mechanical Properties and Forming Limit Diagram of 7075 Aluminum Alloy Sheet in Hot Stamping. J. Mater. Eng. Perform. 2019, 28, 7259–7272. [Google Scholar] [CrossRef]
- Wang, A.; Zhong, K.; El Fakir, O.; Liu, J.; Sun, C.; Wang, L.-L.; Lin, J.; Dean, T.A. Springback analysis of AA5754 after hot stamping: Experiments and FE modelling. Int. J. Adv. Manuf. Technol. 2016, 89, 1339–1352. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.-C.; Xu, Y.-C.; Yuan, S.-J. Analysis of thickness variation of reverse deep drawing of preformed 5A06 aluminum alloy cup under different temperatures. Int. J. Adv. Manuf. Technol. 2015, 86, 521–529. [Google Scholar] [CrossRef]
- Bariani, P.F.; Bruschi, S.; Ghiotti, A.; Michieletto, F. Hot stamping of AA5083 aluminium alloy sheets. CIRP Ann. 2013, 62, 251–254. [Google Scholar] [CrossRef]
- Lian, J.; Shen, F.; Jia, X.; Ahn, D.-C.; Chae, D.-C.; Münstermann, S.; Bleck, W. An evolving non-associated Hill48 plasticity model accounting for anisotropic hardening and r-value evolution and its application to forming limit prediction. Int. J. Solids Struct. 2018, 151, 20–44. [Google Scholar] [CrossRef]
- Bruschi, S.; Ghiotti, A.; Michieletto, F. Hot Tensile Behavior of Superplastic and Commercial AA5083 Sheets at High Temperature and Strain Rate. Key Eng. Mater. 2013, 554–557, 63–70. [Google Scholar] [CrossRef]
- Ali, R.O.A.; Chatti, S. Modeling springback of thick sandwich panel using RSM. Int. J. Adv. Manuf. Technol. 2019, 103, 3375–3387. [Google Scholar]
- Fan, X.-B.; He, Z.-B.; Zhou, W.-X.; Yuan, S.-J. Formability and strengthening mechanism of solution treated Al–Mg–Si alloy sheet under hot stamping conditions. J. Mater. Process. Technol. 2016, 228, 179–185. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Q.; Zheng, Y.; Liu, X.; Politis, D.; Fakir, O.E.; Wang, L. Investigation of the friction coefficient evolution and lubricant breakdown behaviour of AA7075 aluminium alloy forming processes at elevated temperatures. Int. J. Extrem. Manuf. 2021, 3, 025002. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Flow and friction behaviors of 6061 aluminum alloy at elevated temperatures and hot stamping of a B-pillar. Int. J. Adv. Manuf. Technol. 2018, 96, 4063–4083. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Si | Fe | Cu | Mn | Zn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 4.30 | 0.40 | 0.30 | 0.10 | 0.60 | 0.25 | 0.20 | 0.15 | rest |
| Run | A | B | C | R1 | R2 |
|---|---|---|---|---|---|
| Stamping Speed (mm/s) | Die Clearance (mm) | Holding Time (s) | Min Thickness (mm) | Springback (mm) | |
| 1 | 200 | 4.2 | 5 | 3.8 | 1.54 |
| 2 | 50 | 4.2 | 15 | 3.844 | 1.7 |
| 3 | 125 | 4.2 | 10 | 3.838 | 1.21 |
| 4 | 200 | 4.4 | 10 | 3.85 | 1.65 |
| 5 | 200 | 4.0 | 10 | 3.717 | 1.42 |
| 6 | 50 | 4.0 | 10 | 3.842 | 1.78 |
| 7 | 125 | 4.2 | 10 | 3.838 | 1.21 |
| 8 | 125 | 4.2 | 10 | 3.838 | 1.21 |
| 9 | 125 | 4.0 | 5 | 3.82 | 1.56 |
| 10 | 125 | 4.2 | 10 | 3.838 | 1.21 |
| 11 | 125 | 4.0 | 15 | 3.815 | 1.224 |
| 12 | 50 | 4.2 | 5 | 3.832 | 1.89 |
| 13 | 200 | 4.2 | 15 | 3.800 | 1.3 |
| 14 | 50 | 4.4 | 10 | 3.865 | 1.8 |
| 15 | 125 | 4.4 | 5 | 3.845 | 1.22 |
| 16 | 125 | 4.2 | 10 | 3.838 | 1.21 |
| 17 | 125 | 4.4 | 15 | 3.865 | 1.215 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, L.; Yu, G.; Tang, Z.; Li, X.; Gu, Z. Investigation of the Hot Stamping-in-Die Quenching Composite Forming Process of 5083 Aluminum Alloy Skin. Materials 2023, 16, 2742. https://doi.org/10.3390/ma16072742
Yi L, Yu G, Tang Z, Li X, Gu Z. Investigation of the Hot Stamping-in-Die Quenching Composite Forming Process of 5083 Aluminum Alloy Skin. Materials. 2023; 16(7):2742. https://doi.org/10.3390/ma16072742
Chicago/Turabian StyleYi, Lingling, Ge Yu, Ziming Tang, Xin Li, and Zhengwei Gu. 2023. "Investigation of the Hot Stamping-in-Die Quenching Composite Forming Process of 5083 Aluminum Alloy Skin" Materials 16, no. 7: 2742. https://doi.org/10.3390/ma16072742