
One-Pot Fabrication of Nanocomposites Composed of Carbon Nanotubes and Alumina Powder Using a Rotatable Chemical Vapor Deposition System


Abstract
:1. Introduction
2. Materials and Methods
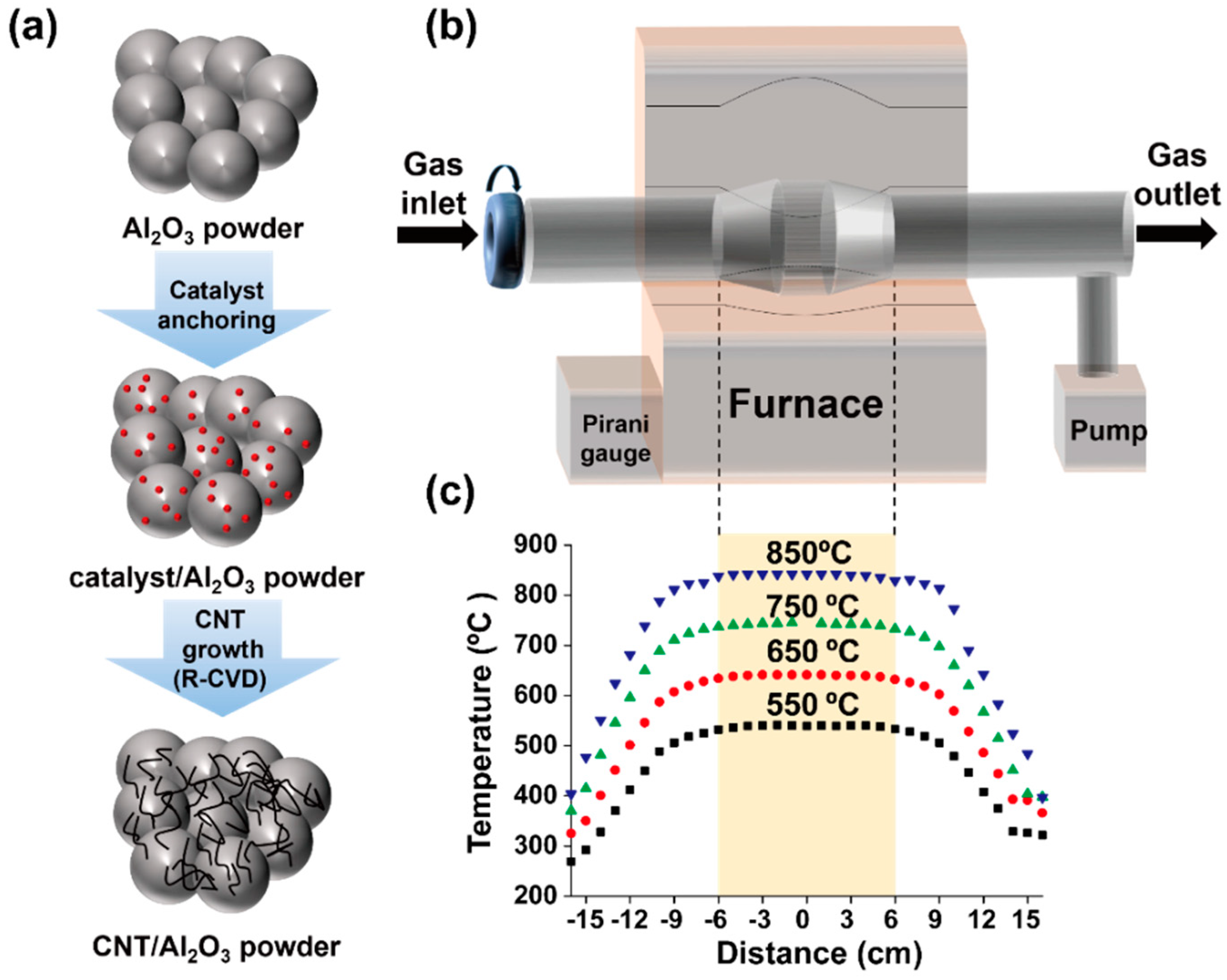
2.1. Direct Synthesis of CNTs on Al2O3 Surface Using RCVD
2.2. Characterization of Nanocomposites
3. Results
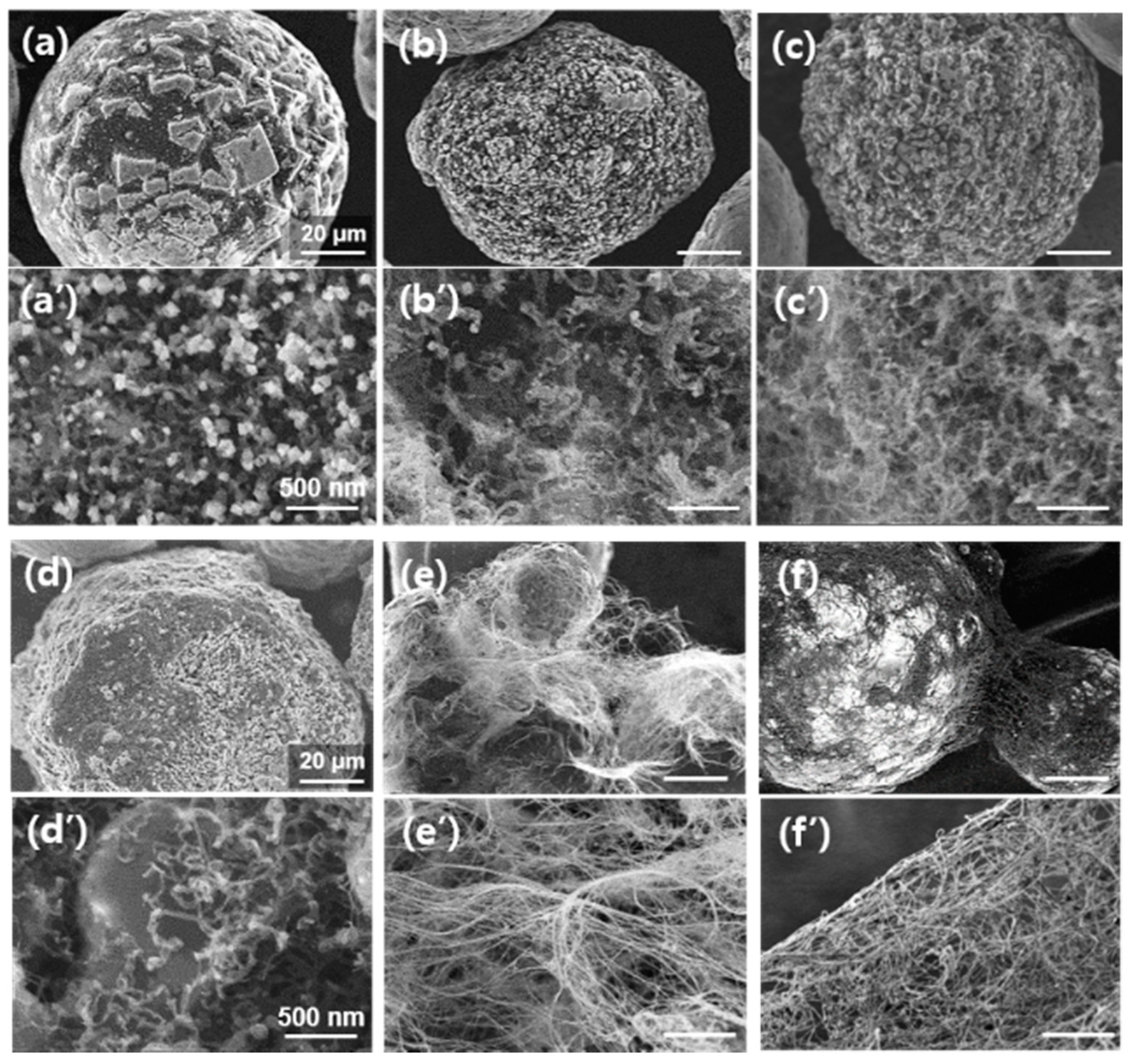
3.1. Direct Synthesis of CNT on Al2O3 Powders Using a Horizontal CVD
3.2. One-Pot Synthesis of CNT on Alumina Powders Using Rotatable CVD
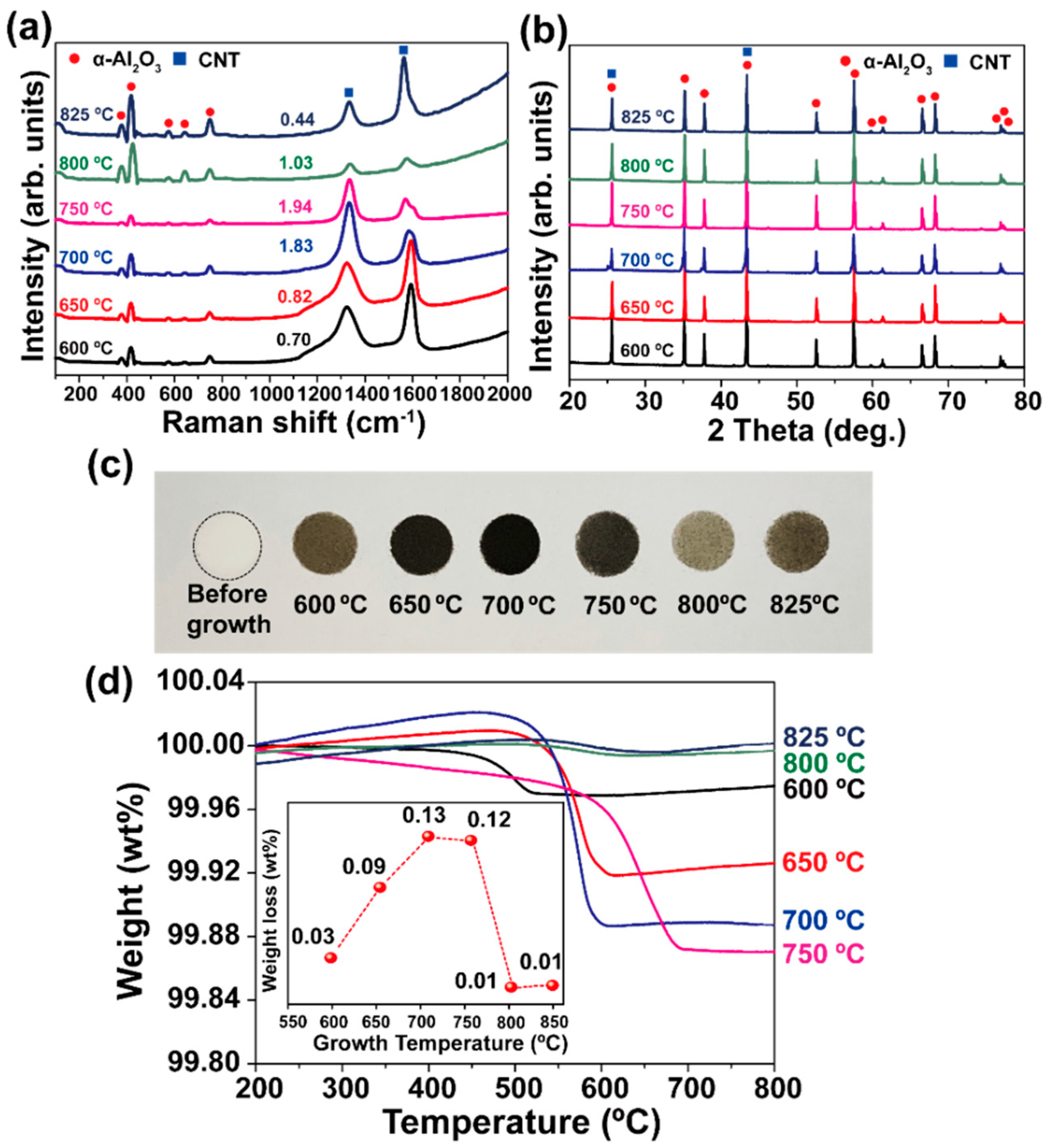
3.2.1. Effect of Growth Temperature
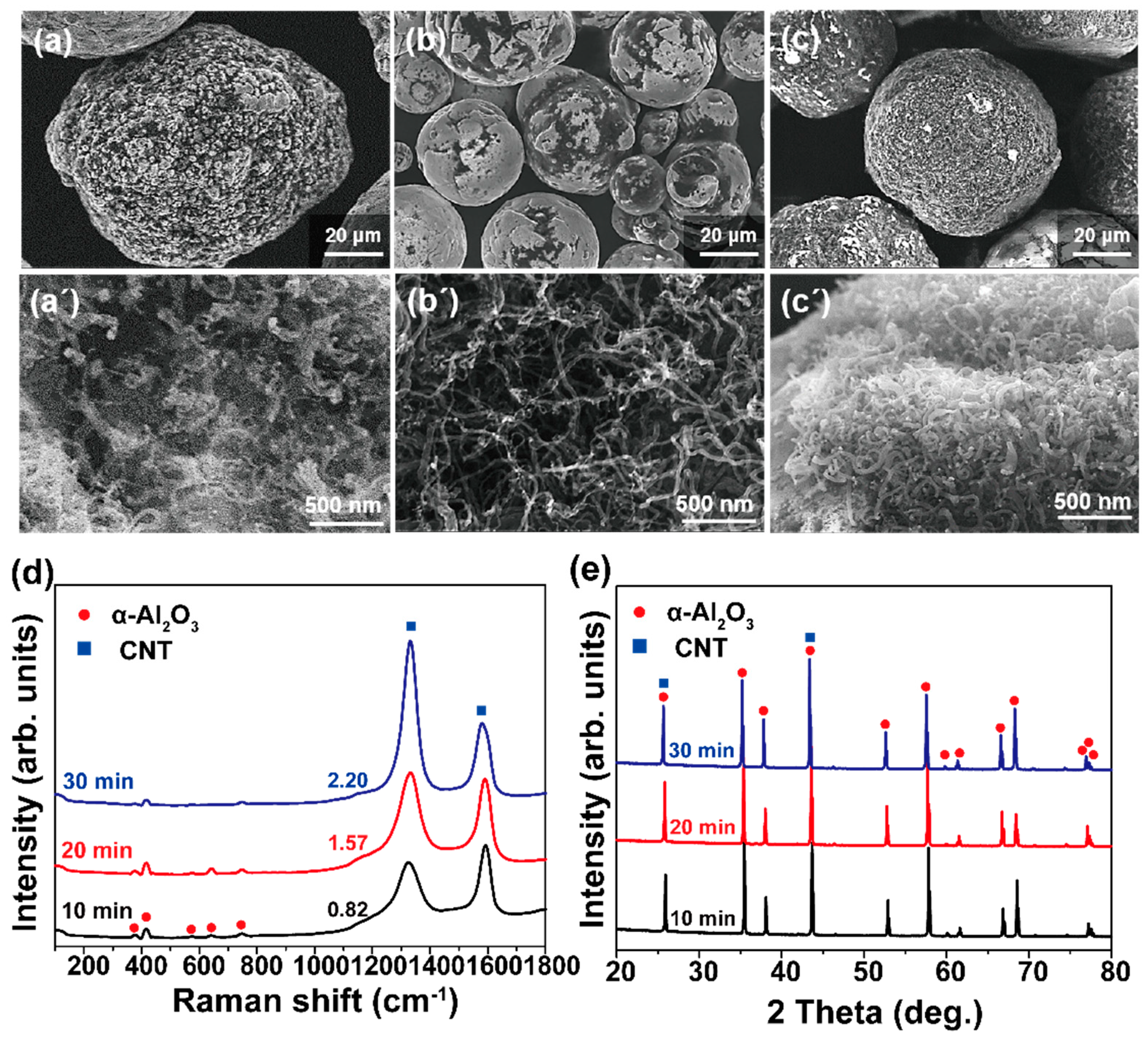
3.2.2. Effect of Growth Time
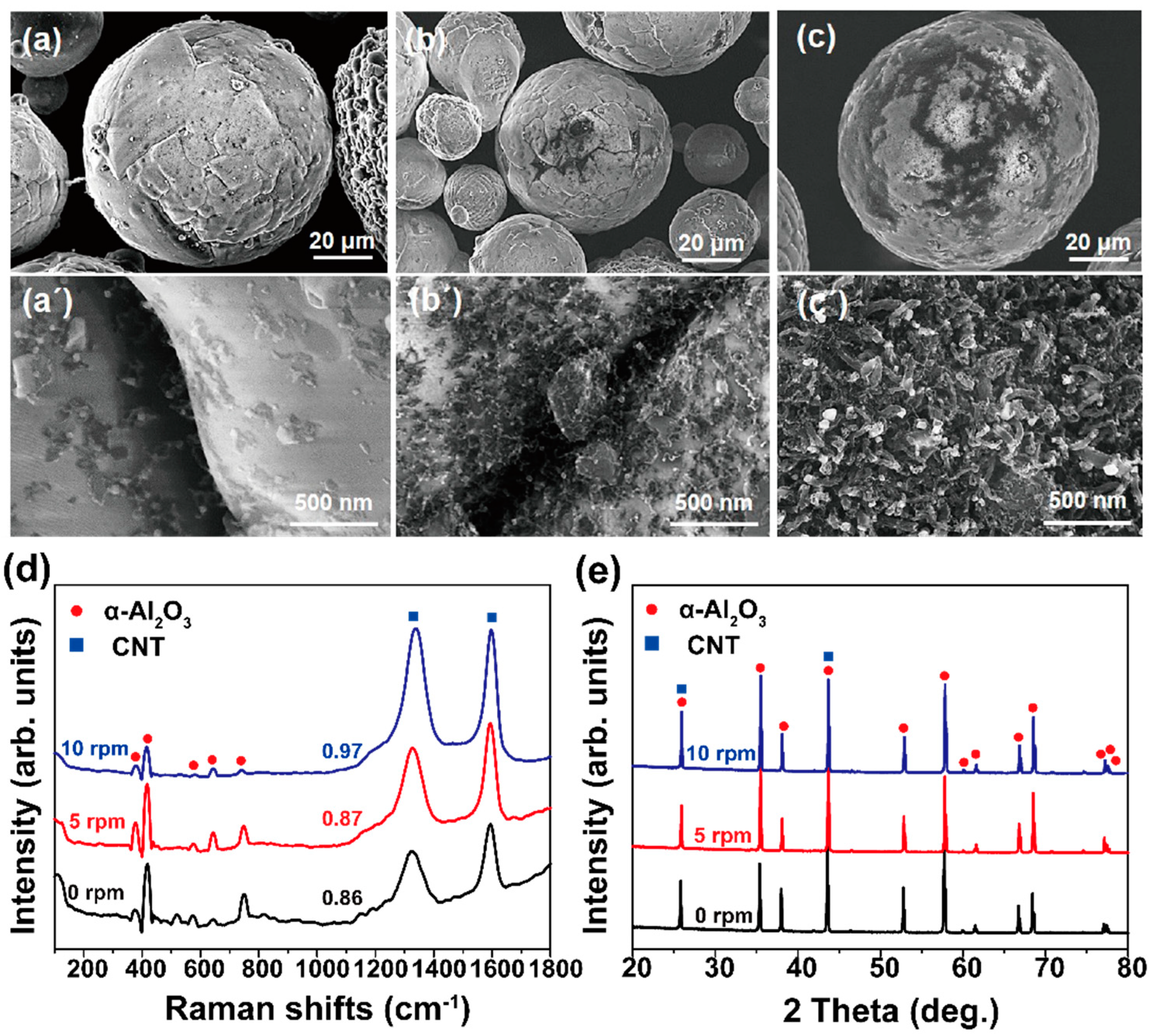
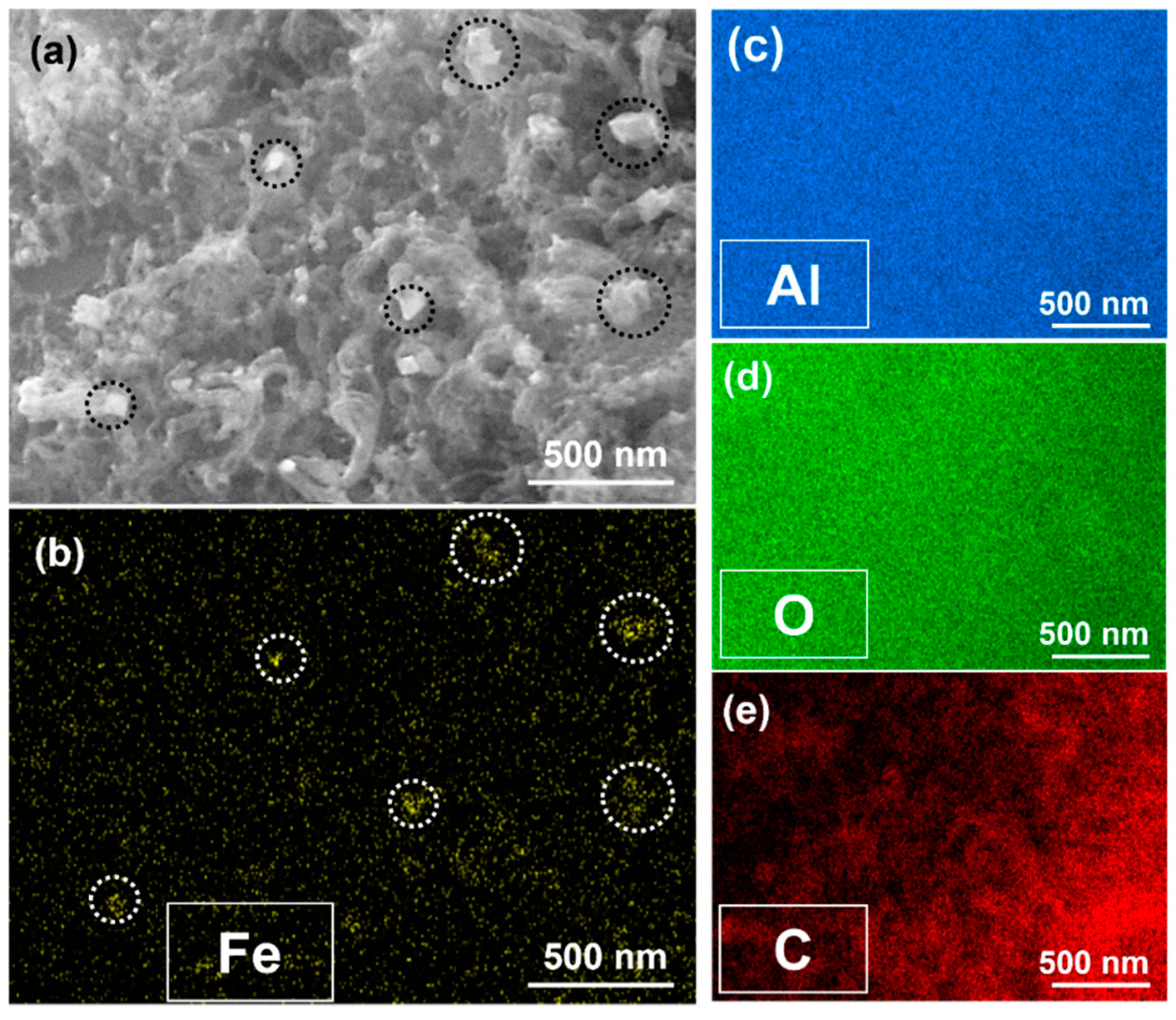
3.2.3. Effect of Rotation Speed of CVD Chamber
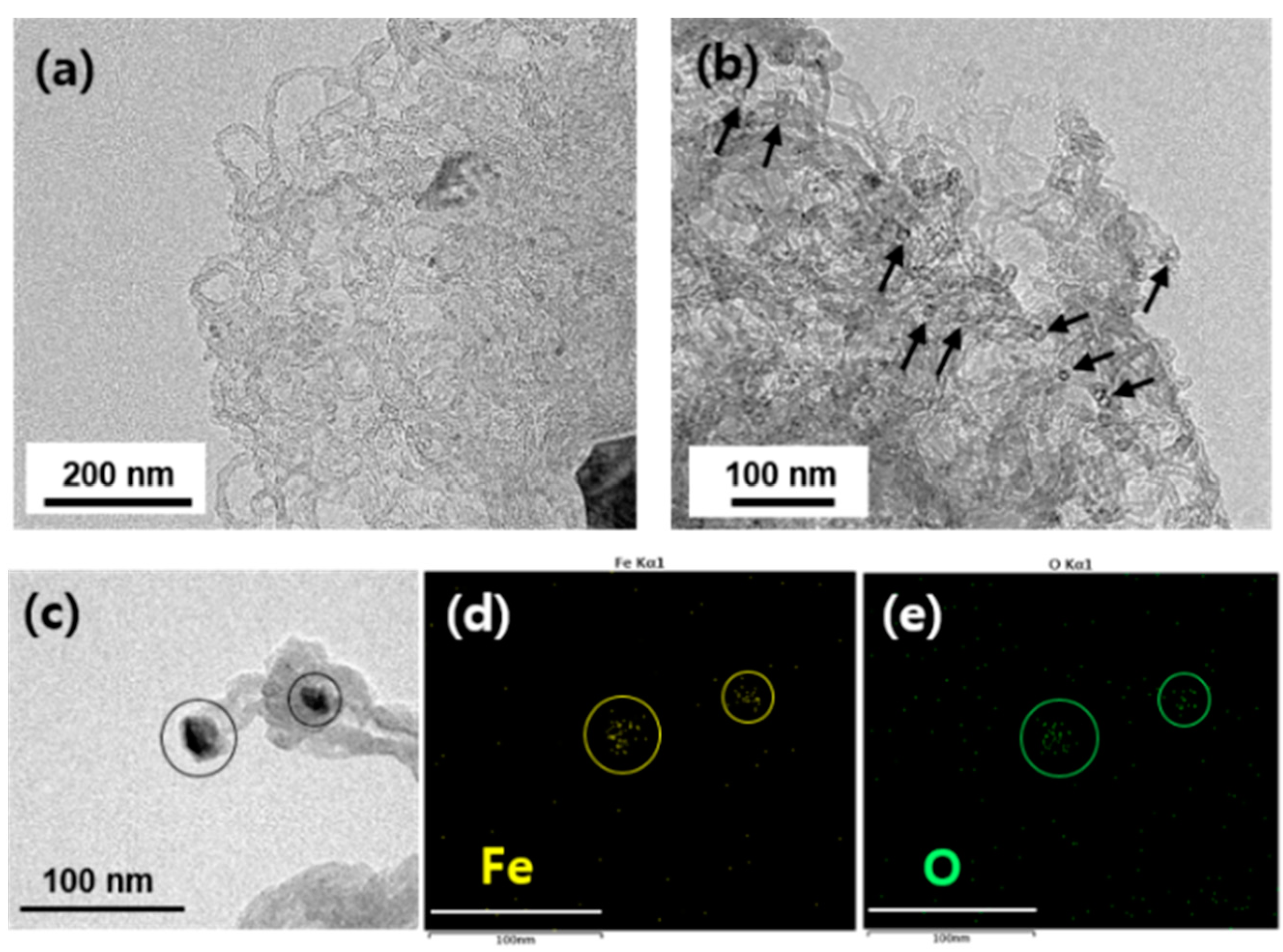
4. Discussion on Growth Behavior of CNTs
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Burghard, M.; Klauk, H.; Kern, K. Carbon-based field-effect transistors for nanoelectronics. Adv. Mater. 2009, 21, 25–26. [Google Scholar] [CrossRef] [Green Version]
- Vijayaraghavan, A.; Hennrich, F.; Stürzl, N.; Engel, M.; Ganzhorn, M.; Oron-Carl, M.; Marquardt, C.W.; Dehm, S.; Lebedkin, S.; Kappes, M.M.; et al. Toward single-chirality carbon nanotube device array. ACS Nano 2010, 4, 2748–2754. [Google Scholar] [CrossRef] [PubMed]
- Franklin, A.D.; Luisier, M.; Tulevski, G.; Breslin, C.M.; Gignac, L.; Lundstrom, M.S.; Haensch, W. Sub-10 nm Carbon nanotube transistor. Nano Lett. 2012, 12, 758–762. [Google Scholar] [CrossRef]
- Maruyama, S.; Arnold, M.S.; Krupke, R.; Peng, L.M. Physics and applications of nanotubes. J. Appl. Phys. 2022, 131, 080401. [Google Scholar] [CrossRef]
- Jeong, G.H.; Suzuki, S.; Kobayashi, Y. Effect of nanoparticle density on narrow diameter distribution of carbon nanotubes and particle evolution during chemical vapor deposition growth. J. Appl. Phys. 2005, 98, 124311. [Google Scholar] [CrossRef]
- Jeong, G.H.; Yamazaki, A.; Suzuki, S.; Kobayashi, Y.; Homma, Y. Behavior of catalytic nanoparticles during chemical vapor deposition for carbon nanotube growth. Chem. Phys. Lett. 2006, 422, 83–88. [Google Scholar] [CrossRef]
- Jeong, G.H.; Suzuki, S.; Kobayashi, Y.; Yamazaki, A.; Yoshimura, H.; Homma, Y. Size control of catalytic nanoparticles by thermal treatment and its application to diameter control of single-walled carbon nanotubes. Appl. Phys. Lett. 2007, 90, 043108. [Google Scholar] [CrossRef]
- Jeong, G.H.; Yamazaki, A.; Suzuki, S.; Yoshimura, H.; Kobayashi, Y.; Homma, Y. Production of single-walled carbon nanotubes with narrow diameter distribution using iron nanoparticles derived from DNA-binding proteins from starved cells. Carbon 2007, 45, 978–983. [Google Scholar] [CrossRef]
- Kim, J.J.; Lee, B.J.; Lee, S.H.; Jeong, G.H. Size engineering of metal nanoparticles to diameter-specified growth of single-walled carbon nanotubes with horizontal alignment on quartz. Nanotechnology 2012, 23, 105607. [Google Scholar] [CrossRef]
- He, M.; Jiang, H.; Liu, B.; Fedotov, P.V.; Chernov, A.I.; Obraztsova, E.D.; Cavalca, F.; Wagner, J.B.; Hansen, T.W.; Anoshkin, I.V.; et al. Chiral-selective growth of single-walled carbon nanotubes on lattice-mismatched epitaxial cobalt nanoparticles. Sci. Rep. 2013, 3, 1460. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, F.; Wang, X.; Zhang, D.; Yang, J.; Luo, D.; Xu, Z.; Wei, J.; Wang, J.Q.; Xu, Z.; Peng, F.; et al. Chirality-specific growth of single-walled carbon nanotubes on solid alloy catalysts. Nature 2014, 510, 522–524. [Google Scholar] [CrossRef] [PubMed]
- Corrias, M.; Caussat, B.; Ayral, A.; Durand, J.; Kihn, Y.; Kalck, P.; Serp, P. Carbon nanotubes produced by fluidized bed catalytic CVD: First approach of the process. Chem. Eng. Sci. 2003, 58, 4475–4482. [Google Scholar] [CrossRef]
- Nasibulin, A.G.; Moisala, A.; Brown, D.P.; Jiang, H.; Kauppinen, E.I. A novel aerosol method for single walled carbon nanotube synthesis. Chem. Phys. Lett. 2005, 402, 227–232. [Google Scholar] [CrossRef]
- Wang, Y.; Kim, M.J.; Shan, H.; Kittrell, C.; Fan, H.; Ericson, L.M.; Hwang, W.F.; Arepalli, S.; Hauge, R.H.; Smalley, R.E. Continued growth of single-walled carbon nanotubes. Nano Lett. 2005, 5, 997–1002. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, S.; Liao, Y.; Hussain, A.; Zhang, Q.; Ding, E.X.; Jiang, H.; Kauppinen, E.I. Systematic investigation of the catalyst composition effects on single-walled carbon nanotubes synthesis in floating-catalyst CVD. Carbon 2019, 149, 318–327. [Google Scholar] [CrossRef]
- Baughman, R.H.; Cui, C.; Zakhidov, A.A.; Iqbal, Z.; Barisci, J.N.; Spinks, G.M.; Wallace, G.G.; Mazzoldi, A.; Rossi, D.D.; Rinzler, A.G.; et al. Carbon nanotube actuators. Science 1999, 284, 1340–1344. [Google Scholar] [CrossRef] [Green Version]
- Frackowiak, E.; Gautier, S.; Gaucher, H.; Bonnamy, S.; Beguin, F. Electrochemical storage of lithium multiwalled carbon nanotubes. Carbon 1999, 37, 61–69. [Google Scholar] [CrossRef]
- Antonets, I.V.; Golubev, Y.A.; Shchebiov, V.I.; Sun, S. Electromagnetic shielding effectiveness of lightweight and flexible ultrathin shungite plates. Curr. Appl. Phys. 2021, 29, 97–106. [Google Scholar] [CrossRef]
- Abe-Elsalam, A.; Badr, H.O.; Abdel-Rehim, A.A.; El-Mahahllawi, I.S. Structure and thermoelectric behavior of polyaniline-based/CNT-composite. Curr. Appl. Phys. 2022, 36, 88–92. [Google Scholar] [CrossRef]
- Asok, A.; Haribabu, K. Synthesis and performance of polythiophene-iridium oxide composite as counter electrode in dye sensitized solar cell. Curr. Appl. Phys. 2023, 49, 64–69. [Google Scholar] [CrossRef]
- Vahlas, C.; Caussat, B.; Serp, P.; Angelopoulos, G.N. Principles and applications of CVD powder technology. Mater. Sci. Eng. R Rep. 2006, 53, 1–72. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Tu, R.; Goto, T. Preparation of Ni-precipitated hBN powder by rotary chemical vapor deposition and its consolidation by spark plasma sintering. J. Alloy. Compd. 2010, 502, 371–375. [Google Scholar] [CrossRef]
- Zhang, J.; Tu, R.; Goto, T. Preparation of carbon nanotube by rotary CVD on Ni nano-particle precipitated cBN using nickelocene as a precursor. Mater. Lett. 2011, 65, 367–370. [Google Scholar] [CrossRef]
- Coile, M.W.; Young, M.J.; Libera, J.A.; Mane, A.U.; Elam, J.W. High-capacity rotary drum for atomic layer deposition onto powders and small mechanical parts in a hot-walled viscous flow reactor. J. Vac. Sci. Technol. A 2020, 38, 052403. [Google Scholar] [CrossRef]
- Dresselhaus, M.S.; Dresselhaus, G.; Jorio, A.; Souna Filho, A.G.; Saito, R. Raman spectroscopy on isolated single wall carbon nanotubes. Carbon 2002, 40, 2043–2061. [Google Scholar] [CrossRef]
- Dresselhaus, M.S.; Jorio, A.; Hofmann, M.; Dresselhaus, G.; Saito, R. Perspectives on Carbon Nanotubes and Graphene Raman Spectroscopy. Nano Lett. 2020, 10, 751–758. [Google Scholar] [CrossRef]
- Kim, Y.A.; Hayashi, T.; Fukai, Y.; Endo, M.; Yanagisawa, T.; Dresselhaus, M.S. Effect of ball milling on morphology of cup-stacked carbon nanotubes. Chem. Phys. Lett. 2002, 355, 279–284. [Google Scholar] [CrossRef]
- Kónya, Z.; Zhu, J.; Niesz, K.; Mehn, D.; Kiricsi, I. End morphology of ball milled carbon nanotubes. Carbon 2004, 42, 2001–2008. [Google Scholar] [CrossRef]
- Xing, T.; Li, L.H.; Hou, L.; Hu, X.; Zhou, S.; Peter, R.; Petravic, M.; Chen, Y. Disorder in ball-milled graphite revealed by Raman spectroscopy. Carbon 2013, 57, 515–519. [Google Scholar] [CrossRef]
- Flygare, M.; Svensson, K. Quantifying crystallinity in carbon nanotubes and its influence on mechanical behavior. Mater. Today Commun. 2019, 18, 39–45. [Google Scholar] [CrossRef]
- Gavillet, J.; Loiseau, A.; Journet, C.; Willaime, F.; Ducastelle, F.; Charlier, J.-C. Root-Growth Mechanism for Single-Wall Carbon Nanotubes. Phys. Rev. Lett. 2001, 87, 275504. [Google Scholar] [CrossRef]
- Meyyappan, M.; Delzeit, L.; Cassell, A.; Hash, D. Carbon nanotube growth by PECVD: A review. Plasma Sources Sci. Technol. 2003, 12, 205–216. [Google Scholar] [CrossRef]
- de los Arcos, T.; Wu, Z.M.; Oelhafen, P. Is aluminum a suitable buffer layer for carbon nanotube growth? Chem. Phys. Lett. 2003, 380, 419–423. [Google Scholar] [CrossRef]
- Arcos, T.; Garnier, M.G.; Seo, J.W.; Oelhafen, P.; Thommen, V.; Mathys, D. The influence of catalytic chemical state and morphology on carbon nanotube growth. J. Phys. Chem. B 2004, 108, 7728–7734. [Google Scholar] [CrossRef]
- Noda, S.; Hasegawa, K.; Sugime, H.; Kakehi, K.; Zhang, Z.; Maruyama, S.; Yamaguchi, Y. Millimeter-Thick Single-Walled Carbon Nanotube Forests: Hidden Role of Catalyst Support. Jpn. J. Appl. Phys. 2007, 46, 399–401. [Google Scholar] [CrossRef]
- Amama, P.B.; Pint, C.L.; McJilton, L.; Kim, S.M.; Stach, E.A.; Murray, P.T.; Hauge, R.H.; Maruyama, B. Role of water in super growth of single-walled carbon nanotube carpets. Nano Lett. 2009, 9, 44–49. [Google Scholar] [CrossRef]
- Li, Y.; Cui, R.; Ding, L.; Liu, Y.; Zhou, W.; Zhang, Y.; Jin, Z.; Peng, F.; Liu, J. How catalysts affect the growth of single-walled carbon nanotubes on substrates. Adv. Mater. 2010, 22, 1508–1515. [Google Scholar] [CrossRef]
- Song, W.S.; Jeon, C.; Kim, Y.S.; Kwon, Y.T.; Jung, D.S.; Jang, S.W.; Choi, W.C.; Park, J.S.; Saito, R.; Park, C.Y. Synthesis of bandgap-controlled semiconducting single-walled carbon nanotubes. ACS Nano 2010, 23, 1012–1018. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Growth Temperature (°C) | Rotation Speed (rpm) | Growth Time (min) |
|---|---|---|---|
| Growth temperature | 600, 650, 700, 750, 800, 825 | 10 | 10 |
| Rotation speed | 650 | 0, 5, 10 | 10 |
| Growth time | 650 | 10 | 10, 20, 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-H.; Han, H.-H.; Seo, J.-M.; Jeong, G.-H. One-Pot Fabrication of Nanocomposites Composed of Carbon Nanotubes and Alumina Powder Using a Rotatable Chemical Vapor Deposition System. Materials 2023, 16, 2735. https://doi.org/10.3390/ma16072735
Lee J-H, Han H-H, Seo J-M, Jeong G-H. One-Pot Fabrication of Nanocomposites Composed of Carbon Nanotubes and Alumina Powder Using a Rotatable Chemical Vapor Deposition System. Materials. 2023; 16(7):2735. https://doi.org/10.3390/ma16072735
Chicago/Turabian StyleLee, Jong-Hwan, Hyun-Ho Han, Jong-Min Seo, and Goo-Hwan Jeong. 2023. "One-Pot Fabrication of Nanocomposites Composed of Carbon Nanotubes and Alumina Powder Using a Rotatable Chemical Vapor Deposition System" Materials 16, no. 7: 2735. https://doi.org/10.3390/ma16072735