
Surface Treatment of Mongolian Scots Pine Using Phosphate Precipitation for Better Performance of Compressive Strength and Fire Resistance

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
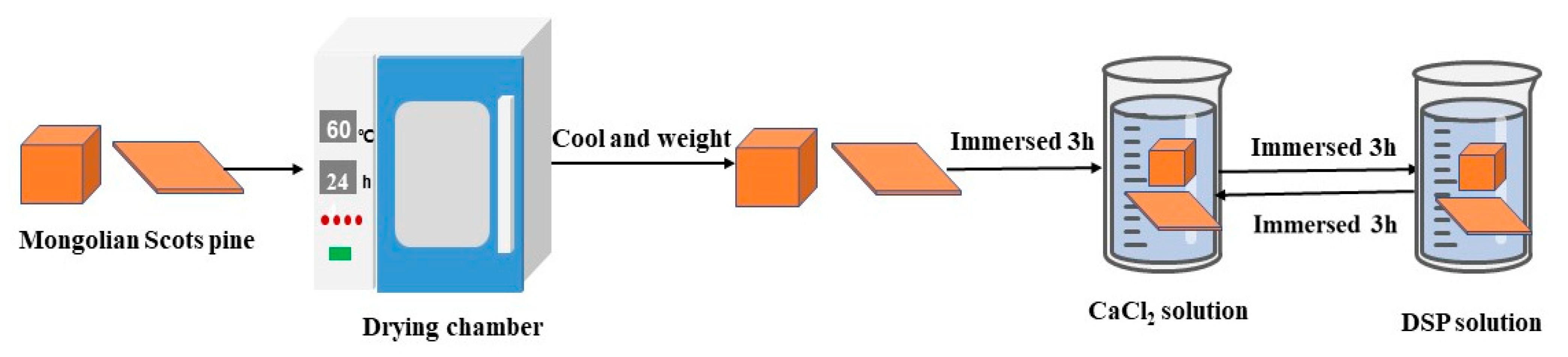
2.2. Treating Method
2.3. Characterization of Treated Wood
2.3.1. Water Absorption and Bulk Density
2.3.2. SEM, XRD, and MIP Test
2.3.3. Cone Calorimeter Test
2.3.4. Mechanical Testing Test
3. Results and Discussions
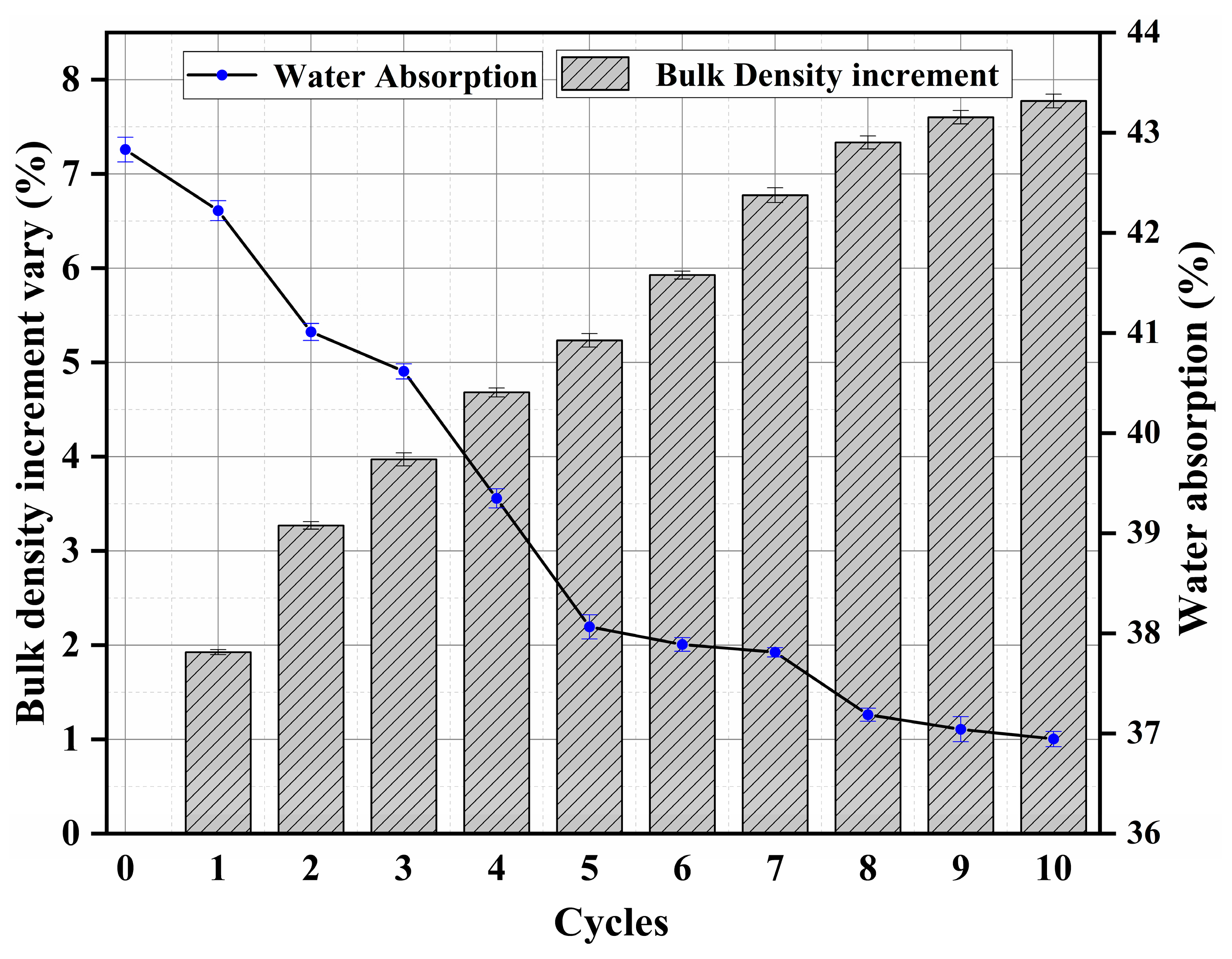
3.1. Water Absorption Reduction and Bulk Density Increment
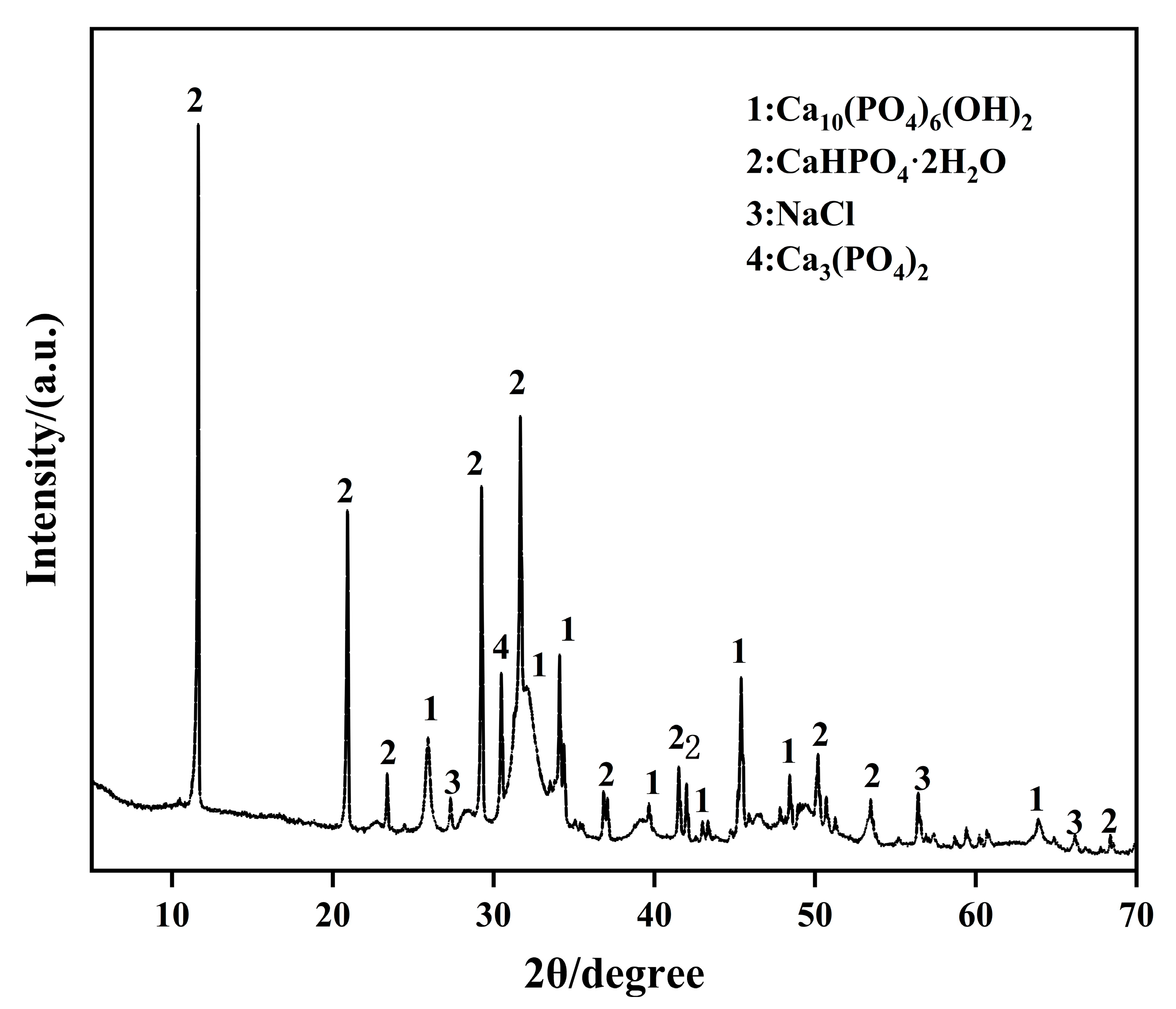
3.2. XRD Analysis
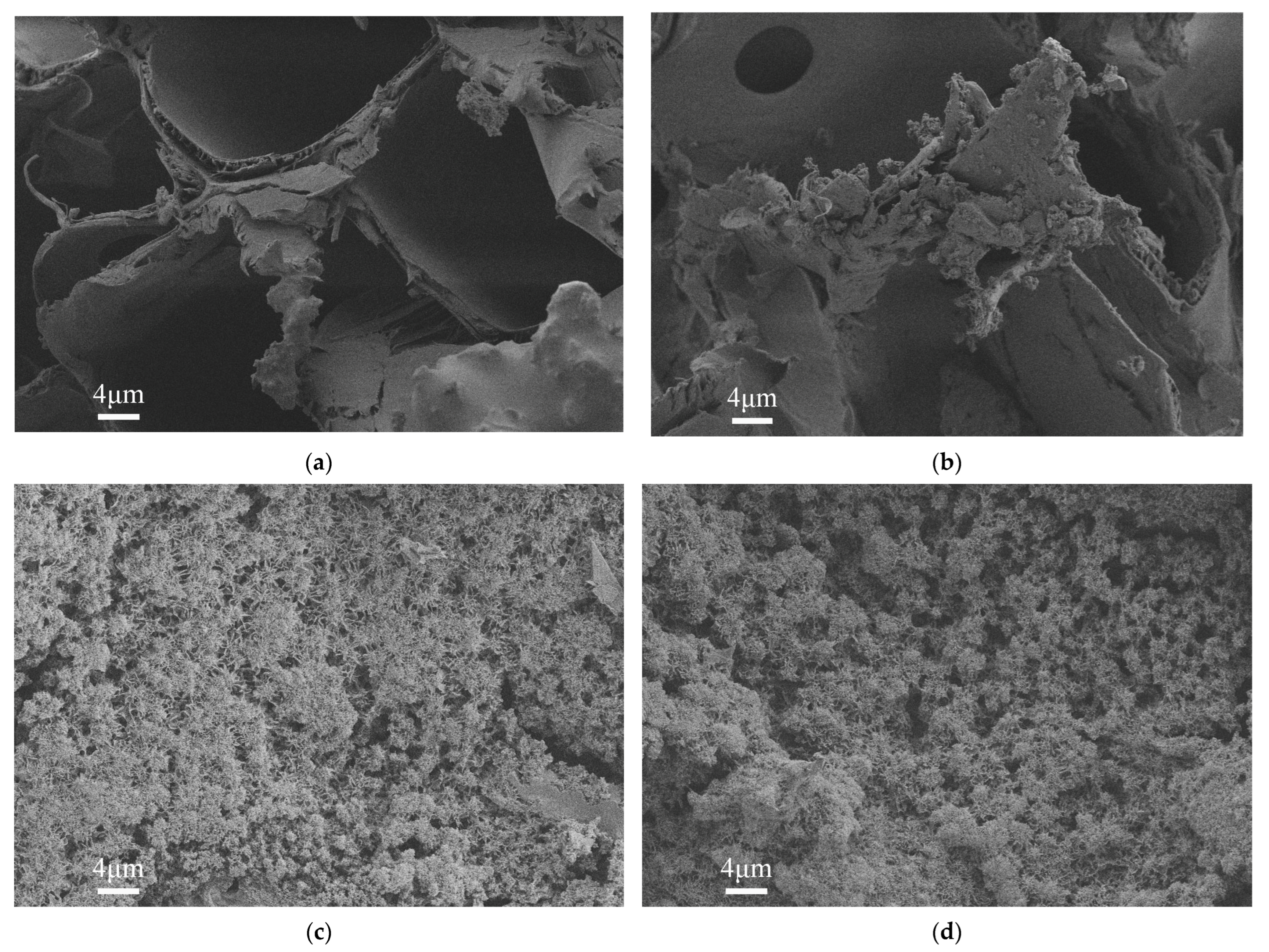
3.3. SEM Analysis
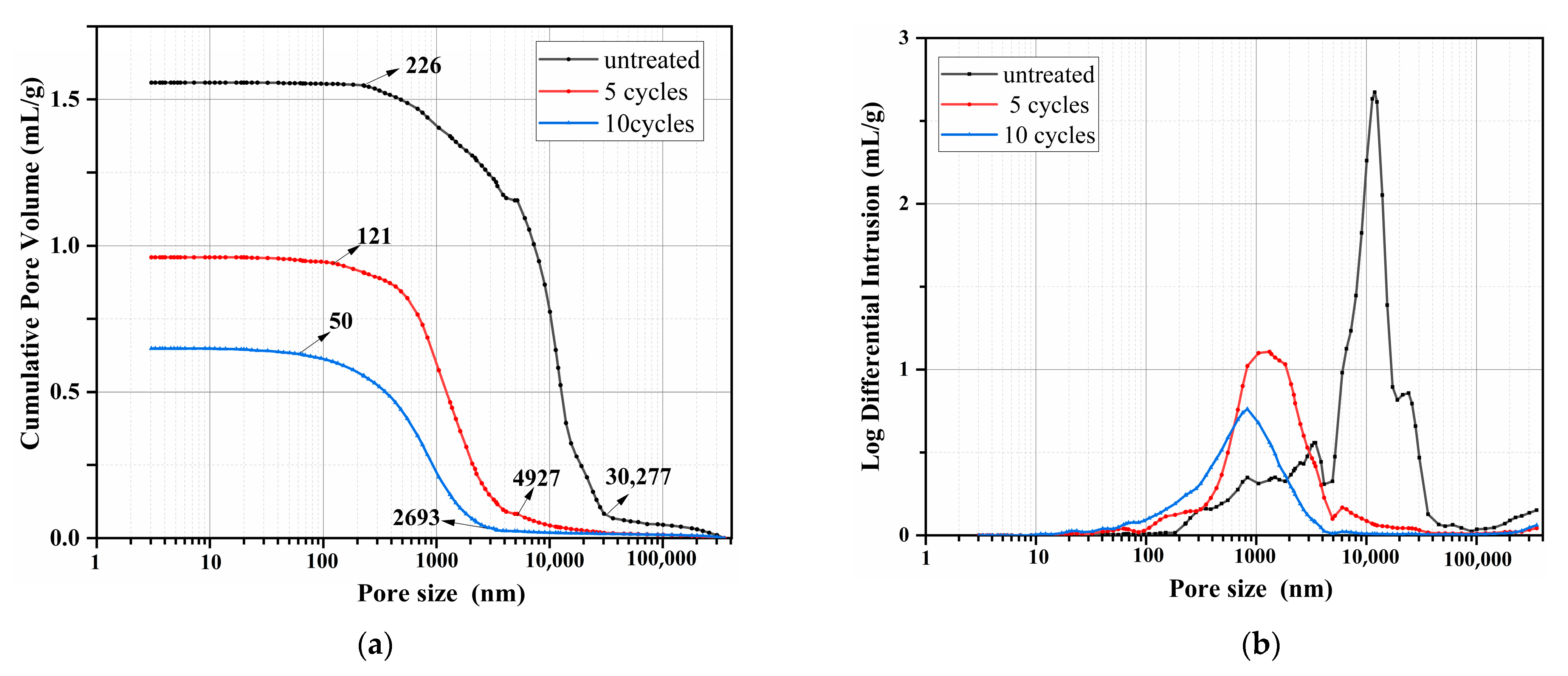
3.4. Pore Size Distribution Analysis
3.5. Mechanical Testing Analysis
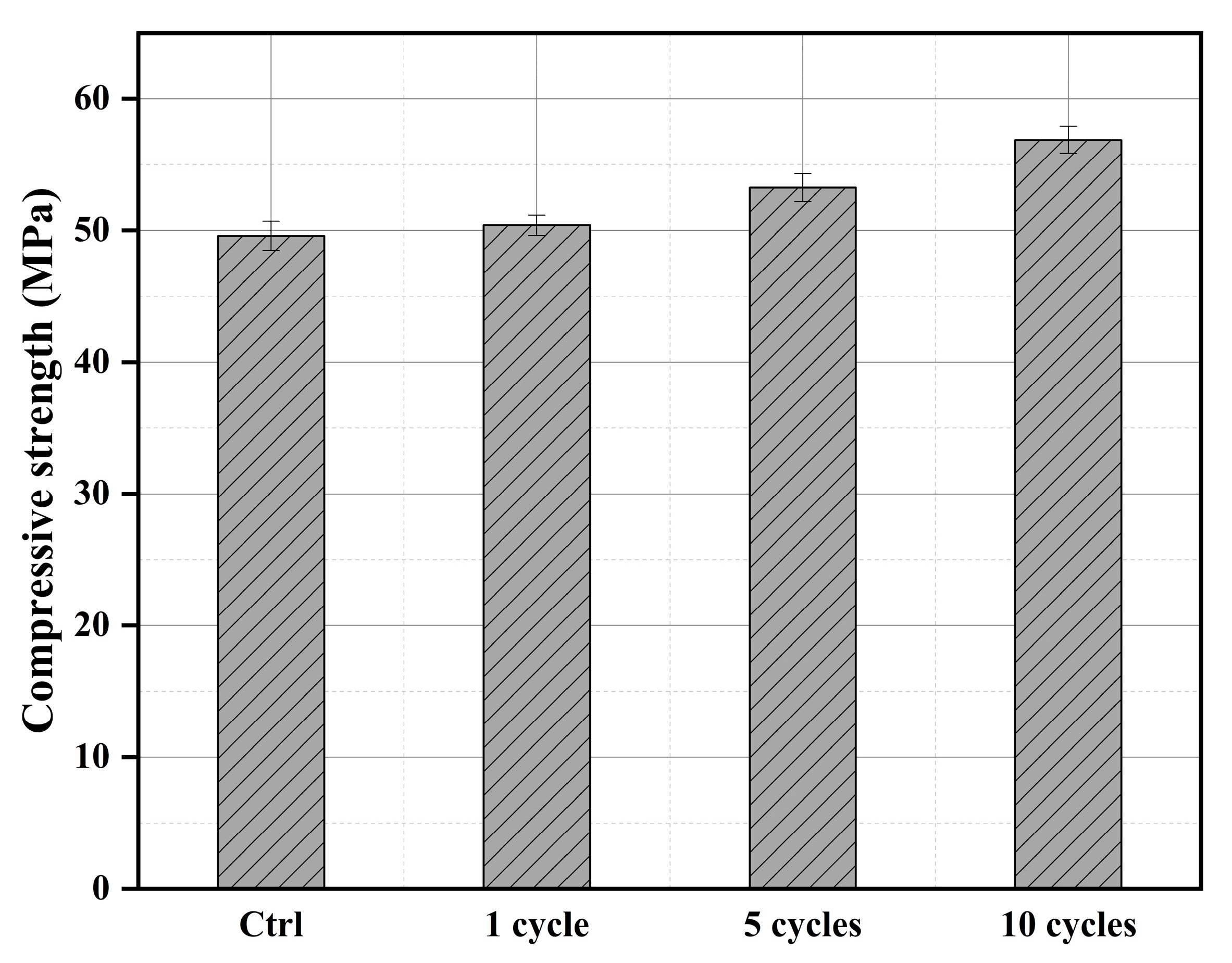
3.5.1. Compressive Strength Analysis
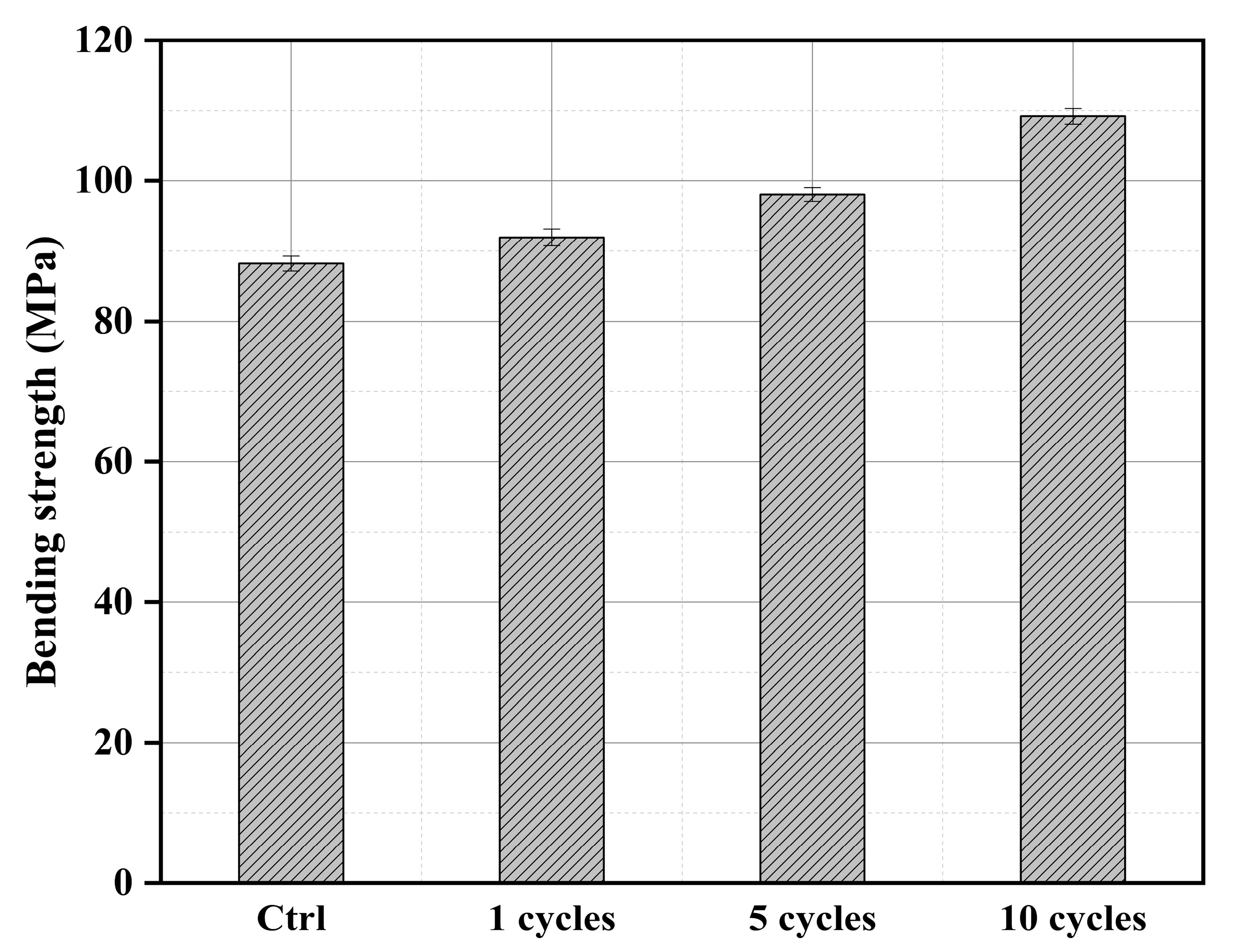
3.5.2. Bending Strength Analysis
3.6. Cone Calorimeter Analysis
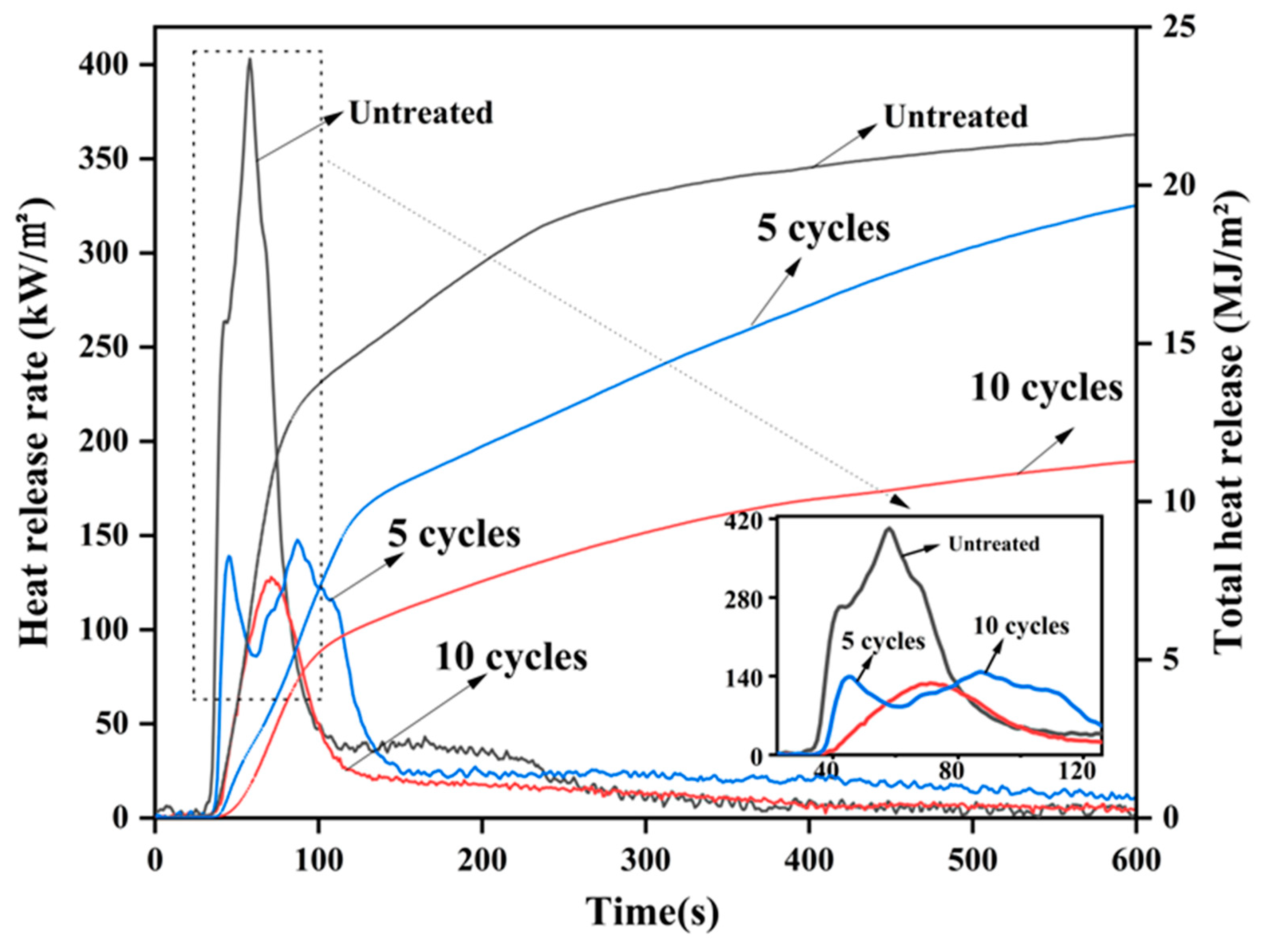
3.6.1. Heat Release Rate and Total Heat Release
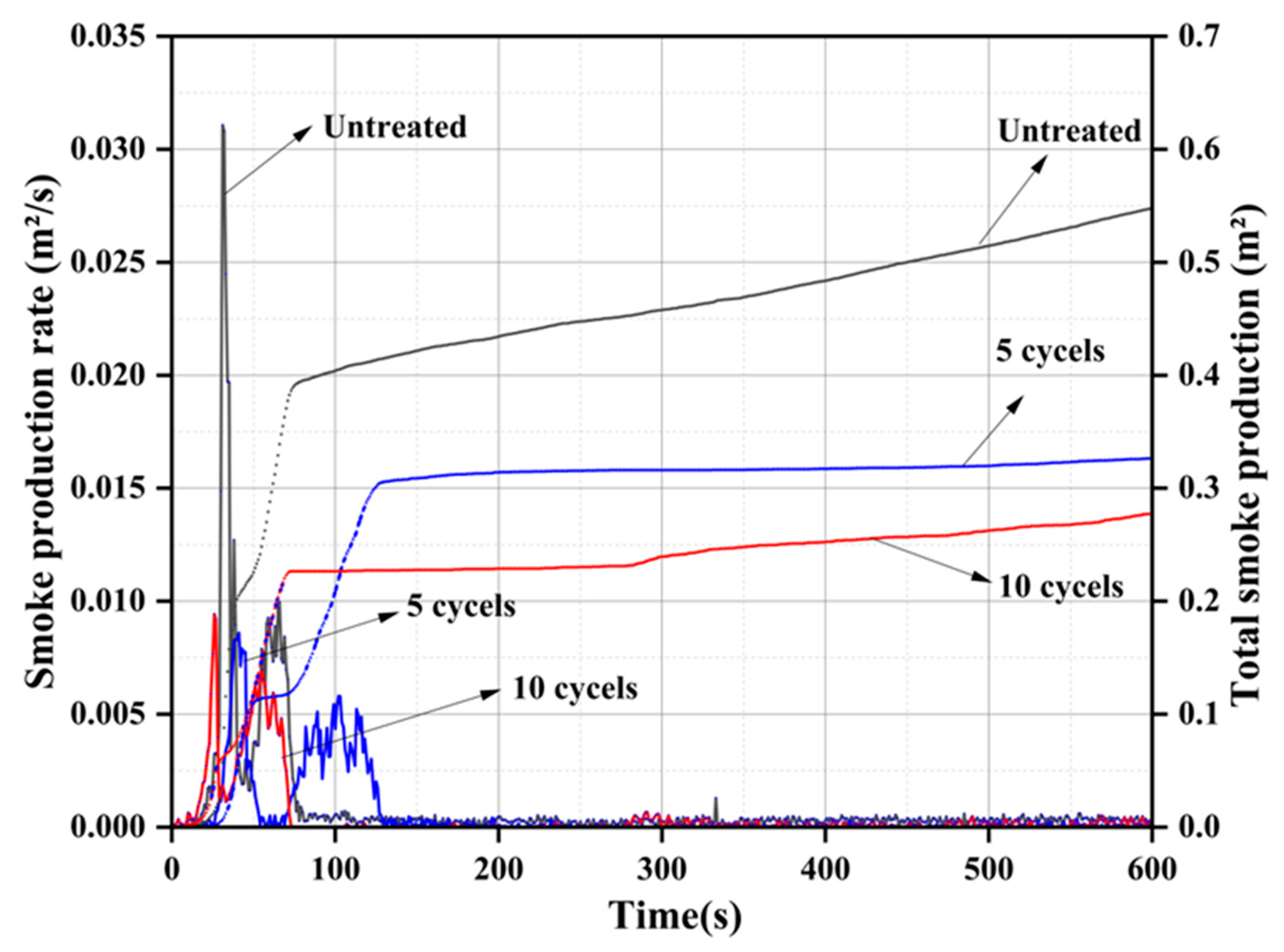
3.6.2. Smoke Production Rate and Total Smoke Production
4. Conclusions
- (1)
- Water absorption of wood is significantly reduced and mechanical properties are improved by the cycles treatment, which attributes to the precipitated phosphate precipitations filling in the pores of the wood. For this reason, up to 54.3% of redaction on the pore volume, 14.7% of enhancement on the compressive strength, and 23.8% of improvement in the bending strength of wood can be achieved by the 10 cycles treatment;
- (2)
- The phosphate precipitations can act as a flame-retardant layer to improve the refractory of the wood. This flame-retardant layer delays the infiltration of heat and oxygen during combustion. It not only reduces the total heat release, it also delays the time and intensity of the heat release peak;
- (3)
- The deposited phosphates inhibit the decomposition of wood into small combustible particles. This protection reduces the smoke release rate and total release from the wood. The TPR is greatly reduced by the proposed method. A more than 54% reduction in TSP demonstrates the improvement in the fire safety of cycles-treated wood.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bazli, M.; Heitzmann, M.; Ashrafi, H. Long-span timber flooring systems: A systematic review from structural performance and design considerations to constructability and sustainability aspects. J. Build. Eng. 2022, 48, 103981. [Google Scholar] [CrossRef]
- Lin, S.R.; Qin, Y.Z.; Huang, X.Y.; Gollner, M. Use of pre-charred surfaces to improve fire performance of wood. Fire Saf. J. 2023, 136, 103745. [Google Scholar] [CrossRef]
- Zhang, X.F.; Luo, L.S.; Xie, X.R.; Zhang, Y.Q.; Li, Z. Flexural bearing capacity and stiffness of stiffened hollow glulam beams: Experiments, finite element analysis and calculation theory. Constr. Build. Mater. 2022, 345, 128407. [Google Scholar] [CrossRef]
- Ayanleye, S.; Udele, K.; Nasir, V.; Zhang, X.F.; Militz, H. Durability and protection of mass timber structures: A review. J. Build. Eng. 2022, 46, 103731. [Google Scholar] [CrossRef]
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2023, 45, 32–41. [Google Scholar] [CrossRef]
- Jiang, F.; Li, T.; Li, Y.J.; Zhang, Y.; Gong, A.; Dai, J.Q.; Hitz, E.; Luo, W.; Hu, L.B. Wood-Based Nanotechnologies toward Sustainability. Adv. Mater. 2018, 30, 1703453. [Google Scholar] [CrossRef]
- Vitas, S.; Segmehl, J.S.; Burgert, I.; Cabane, E. Porosity and Pore Size Distribution of Native and Delignified Beech Wood Determined by Mercury Intrusion Porosimetry. Materials 2019, 12, 416. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.; Lukovic, M.; Mendoza, M.; Schleputz, C.M.; Griffa, M.; Xu, B.; Gaan, S.; Herrmann, H.; Burgert, I. Bioinspired struvite mineralization for fire-resistant wood. ACS Appl. Mater. Interfaces 2019, 11, 5427–5434. [Google Scholar] [CrossRef]
- Popescu, C.; Pfriem, A. Treatments and modification to improve the reaction to fire of wood and wood based products—An overview. Fire Mater. 2020, 44, 100–111. [Google Scholar] [CrossRef] [Green Version]
- Yuan, S.P.; Wang, H.B.; Li, X.Y.; Du, Z.L.L.; Cheng, X.; Du, X.S. Flame retardant and form-stable phase change composites based on phytic acid/dopamine-decorated delignified wood for efficient solar-thermal energy conversion and storage. Compos. Part A Appl. Sci. Manuf. 2022, 160, 107048. [Google Scholar] [CrossRef]
- Acosta, A.P.; Xavier da Silva, A.A.; de Avila Delucis, R.; Amico, S.C. Wood and wood-jute laminates manufactured by vacuum infusion. J. Build. Eng. 2023, 64, 105619. [Google Scholar] [CrossRef]
- Qi, P.; Li, Y.C.; Sun, J.; Wang, X.G.; Wang, K.H.; Meng, D.; Gu, X.Y.; Li, H.F.; Zhang, S. Flame retardant and anti-dripping surface treatment through a co-deposition of polydopamine/polyphosphonamide for fabric and foam materials. Compos. B Eng. 2022, 247, 110262. [Google Scholar] [CrossRef]
- Hao, X.H.; Li, M.L.; Huang, Y.S.; Sun, Y.H.; Zhang, K.X.; Guo, C.G. High-Strength, Dimensionally Stable, and Flame-Retardant Fast-Growing Poplar Prepared by Ammonium Polyphosphate–Waterborne Epoxy Impregnation. ACS Appl. Polym. 2022, 4, 1305–1313. [Google Scholar] [CrossRef]
- Wang, K.H.; Meng, D.; Wang, S.H.; Sun, J.; Li, H.F.; Gu, X.Y.; Zhang, S. Impregnation of phytic acid into the delignified wood to realize excellent flame retardant. Ind. Crops Prod. 2022, 176, 114364. [Google Scholar] [CrossRef]
- Li, P.; Zhang, Y.; Zuo, Y.F.; Lu, J.X.; Yuan, G.M.; Wu, Y.Q. Preparation and characterization of sodium silicate impregnated Chinese fir wood with high strength, water resistance, flame retardant and smoke suppression. J. Mater. Res. Technol. 2020, 9, 1043–1053. [Google Scholar] [CrossRef]
- Wang, T.S.; Liu, T.; Ma, T.T.; Li, L.P.; Wang, Q.W.; Guo, C.G. Study on degradation of phosphorus and nitrogen composite UV-cured flame retardant coating on wood surface. Prog. Org. Coat. 2018, 124, 240–248. [Google Scholar] [CrossRef]
- Girardi, F.; Cappelletto, E.; Sandak, J.; Bochicchio, G.; Tessadri, B.; Palanti, S.; Feci, E.; Di Maggio, R. Hybrid organic–inorganic materials as coatings for protecting wood. Prog. Org. Coat. 2014, 77, 449–457. [Google Scholar] [CrossRef]
- Li, M.L.; Hao, X.H.; Hu, M.L.; Huang, Y.S.; Tang, C.; Chen, Y.Y.; Li, L.P. Synthesis of vanillin-based flame retardant epoxy coating on wood surface. Prog. Org. Coat. 2022, 172, 107161. [Google Scholar] [CrossRef]
- Sun, Z.Y.; Zuo, Y.F.; Li, P.; Wu, Y.P.; Wang, Z.G.; Li, X.G.; Lyu, J.X. Hyperbranched organic-inorganic co-modification improves the strength, dimensional stability, and thermal stability of poplar wood. Ind. Crops Prod. 2023, 191, 115923. [Google Scholar] [CrossRef]
- Zhang, Y.; Guan, P.F.; Zuo, Y.F.; Li, P.; Bi, X.Q.; Li, X.J. Preparation of highly-densified modified poplar wood by evacuating the micro-pores of wood through a gas expansion method. Ind. Crops Prod. 2023, 194, 116374. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Zhang, J.; Lu, B.X.; Xin, Z.X.; Kang, C.K.; Kim, J.K. Effect of flame retardants on mechanical properties, flammability and foamability of PP/wood–fiber composites. Compos. B Eng. 2012, 43, 150–158. [Google Scholar] [CrossRef]
- Abe, F.R.; De Oliveira, A.Á.S.; Marino, R.V.; Rialto, T.C.R.; Oliveira, D.P.; Dorta, D.J. A comparison of developmental toxicity of brominated and halogen-free flame retardant on zebrafish. Ecotoxicol. Environ. Saf. 2021, 208, 111745. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Li, Z.; Ranasinghe, P.; Rockne, K.J.; Sturchio, N.C.; Giesy, J.P.; Li, A. Halogenated flame retardants in sediments from the Upper Laurentian Great Lakes: Implications to long-range transport and evidence of long-term transformation. J. Hazard. Mater. 2020, 384, 121346. [Google Scholar] [CrossRef] [PubMed]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef] [PubMed]
- Taib, M.N.A.M.; Antov, P.; Savov, V.; Fatriasari, W.; Madyaratri, E.W.; Wirawan, R.; Osvaldová, L.M.; Hua, L.S.; Ghani, M.A.A.; Edrus, S.S.A.O.; et al. Current progress of biopolymer-based flame retardant. Polym. Degrad. Stab. 2022, 205, 110153. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Brohez, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mater. Sci. Eng. R Rep. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Hussin, M.H.; Appaturi, J.N.; Poh, N.E.; Latif, N.H.A.; Brosse, N.; Ziegler-Devin, I.; Vahabi, H.; Syamani, F.A.; Fatriasari, W.; Solihat, N.N.; et al. A recent advancement on preparation, characterization and application of nanolignin. Int. J. Biol. Macromol. 2022, 200, 303–326. [Google Scholar] [CrossRef]
- Liu, L.N.; Qian, M.B.; Song, P.A.; Huang, G.B.; Yu, Y.M.; Fu, S.Y. Fabrication of Green Lignin-based Flame Retardants for Enhancing the Thermal and Fire Retardancy Properties of Polypropylene/Wood Composites. ACS Sustain. Chem. Eng. 2016, 4, 2422–2431. [Google Scholar] [CrossRef]
- Ma, T.T.; Li, L.P.; Liu, Z.Z.; Zhang, J.W.; Guo, C.G.; Wang, Q.W. A facile strategy to construct vegetable oil-based, fire-retardant, transparent and mussel adhesive intumescent coating for wood substrates. Ind. Crops. Prod. 2020, 154, 112628. [Google Scholar] [CrossRef]
- ISO5660-1; Reaction to Fire Test—Heat Release, Smoke Production and Mass Loss Rate—Part 1: Heat Release Rate (Cone Calorimeter Method). International Standard: Geneva, Switzerland, 2015.
- GB/T 1927–2021; Test Methods for Physical and Mechanical Properties of Small Clear Wood Specimens. China Standards Press: Beijing, China, 2021.
- Sirajunisha, H.; Balakrishnan, T.; Sakthivel, P.; Krishnaveni, A. Enhanced corrosion resistance, antibacterial and biological properties of sol-gel derived Ti-rGO-HAp nanocomposites. Chem. Phys. 2023, 6, 101549. [Google Scholar] [CrossRef]
- Cursaru, L.M.; Iota, M.; Piticescu, R.M.; Tarnita, D.; Savu, S.V.; Savu, I.D.; Dumitrescu, G.; Popescu, D.; Hertzog, R.-G.; Calin, M. Hydroxyapatite from Natural Sources for Medical Applications. Materials 2022, 15, 5091. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Wang, J.L.; Xu, Y.; Chen, P.Y.; Yuan, J.; Qian, X. Novel surface treatment of concrete bricks using acid-resistance mineral precipitation. Constr. Build. Mater. 2017, 162, 265–271. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.L.; Xu, Y.; Cui, L.Y.; Qian, X.; Chen, P.Y.; Fang, Y. Consolidating recycled concrete aggregates using phosphate solution. Constr. Build. Mater. 2019, 200, 703–712. [Google Scholar] [CrossRef]
- Zeng, G.; Qiao, S.; Wang, X.; Sheng, M.; Wei, M.; Chen, Q.; Xu, H.; Xu, F. Immobilization of cadmium by Burkholderia sp. QY14 through modified microbially induced phosphate precipitation. J. Hazard. Mater. 2021, 412, 125156. [Google Scholar] [CrossRef]
- Ma, J.; Xia, M.; Zhu, S.; Wang, F. A new alendronate doped HAP nanomaterial for Pb2+, Cu2+ and Cd2+ effect absorption. J. Hazard. Mater. 2020, 400, 123143. [Google Scholar] [CrossRef]
- Guo, W.W.; Liu, J.J.; Zhang, P.; Song, L.; Wang, X.; Hu, Y. Multi-functional hydroxyapatite/polyvinyl alcohol composite aerogels with self-cleaning, superior fire resistance and low thermal conductivity. Compos. Sci. Technol. 2018, 158, 128–136. [Google Scholar] [CrossRef]
- Işleyen, Ü.K.; Kesik, H.İ. Experimental and numerical analysis of compression and bending strength of old wood reinforced with CFRP strips. Structures 2021, 33, 259–271. [Google Scholar] [CrossRef]
- Atar, M. Effects of impregnation with Imersol-AQUA on the bending strength of some wood materials. Mater. Des. 2018, 19, 1707–1712. [Google Scholar] [CrossRef]
- Gama, N.V.; Silva, R.; Mohseni, F.; Davarpanah, A.; Amaral, V.S.; Ferreira, A.; Barros-Timmons, A. Enhancement of physical and reaction to fire properties of crude glycerol polyurethane foams filled with expanded graphite. Polym. Test. 2018, 69, 199–207. [Google Scholar] [CrossRef]
- Vieira, F.R.; Gama, N.V.; Evtuguin, D.V.; Amorim, C.O.; Amaral, V.S.; Pinto, P.C.O.R.; Barros-Timmons, A. Bio-Based Polyurethane Foams from Kraft Lignin with Improved Fire Resistance. Polymers 2023, 15, 1074. [Google Scholar] [CrossRef]
- Babrauskas, V.; Peacock, R.D. Heat release rate: The single most important variable in fire hazard. Fire Saf. J. 1992, 18, 255–272. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Mathys, Z.; Gibson, A.G. Heat release of polymer composites in fire. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1040–1054. [Google Scholar] [CrossRef]
- Bellayer, S.; Gossiaux, A.; Duquesne, S.; Dewailly, B.; Bachelet, P.; Jimenez, M. Transparent fire protective sol-gel coating for wood panels. Polym. Test. 2022, 110, 107519. [Google Scholar] [CrossRef]
- Liodakis, S.; Tsapara, V.; Agiovlasitis, I.P.; Vorisis, D. Thermal analysis of Pinus sylvestris L. wood samples treated with a new gel–mineral mixture of short- and long-term fire retardants. Thermochim. Acta. 2013, 568, 156–160. [Google Scholar] [CrossRef]
- Nabipour, H.; Shi, H.; Wang, X.; Hu, X.M.; Song, L.; Hu, Y. Flame Retardant Cellulose-Based Hybrid Hydrogels for Firefighting and Fire Prevention. Fire Technol. 2022, 58, 2077–2091. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Akbulut, T.; Dundar, T.; White, R.H.; Mengeloglu, F.; Buyuksari, U.; Candan, Z.; Avci, E. Effect of boron and phosphate compounds on physical, mechanical, and fire properties of wood-polypropylene composites. Constr. Build. Mater. 2012, 33, 63–69. [Google Scholar] [CrossRef]
- Hassan, M.K.; Hasnat, M.R.; Loh, K.P.; Hossain, M.D.; Rahnamayiezekavat, P.; Douglas, G.; Saha, S. Effect of Interlayer Materials on Fire Performance of Laminated Glass Used in High-Rise Building: Cone Calorimeter Testing. Fire 2023, 6, 84. [Google Scholar] [CrossRef]
- Chan, W.; Kelbon, M.; Krieger, B.B. Modelling and experimental verification of physical and chemical processes during pyrolysis of a large biomass particle. Fuel 1985, 64, 1505–1513. [Google Scholar] [CrossRef]
- Moreno, A.I.; Font, R. Pyrolysis of furniture wood waste: Decomposition and gases evolved. J. Anal. Appl. Pyrolysis 2015, 113, 464–473. [Google Scholar] [CrossRef] [Green Version]
- Sun, L.H.; Xie, Y.J.; Ou, R.X.; Guo, C.G.; Hao, X.L.; Wu, Q.L.; Wang, Q.W. The influence of double-layered distribution of fire retardants on the fire retardancy and mechanical properties of wood fiber polypropylene composites. Constr. Build. Mater. 2020, 242, 118047. [Google Scholar] [CrossRef]
- Branca, C.; Di Blasi, C. Semi-global mechanisms for the oxidation of diammonium phosphate impregnated wood. J. Anal. Appl. Pyrol. 2011, 91, 97–104. [Google Scholar] [CrossRef]
- Makovicka Osvaldova, L.; Kadlicova, P.; Rychly, J. Fire Characteristics of Selected Tropical Woods without and with Fire Retardant. Coatings 2020, 10, 527. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, Y.; Wang, L.; Wang, X.; Wang, H. Surface Treatment of Mongolian Scots Pine Using Phosphate Precipitation for Better Performance of Compressive Strength and Fire Resistance. Materials 2023, 16, 2711. https://doi.org/10.3390/ma16072711
Ge Y, Wang L, Wang X, Wang H. Surface Treatment of Mongolian Scots Pine Using Phosphate Precipitation for Better Performance of Compressive Strength and Fire Resistance. Materials. 2023; 16(7):2711. https://doi.org/10.3390/ma16072711
Chicago/Turabian StyleGe, Yan, Liang Wang, Xuepeng Wang, and Hao Wang. 2023. "Surface Treatment of Mongolian Scots Pine Using Phosphate Precipitation for Better Performance of Compressive Strength and Fire Resistance" Materials 16, no. 7: 2711. https://doi.org/10.3390/ma16072711