
Pyrolysis and Torrefaction—Thermal Treatment of Creosote-Impregnated Railroad Ties as a Method of Utilization

Abstract
:1. Introduction
2. Materials and Methods
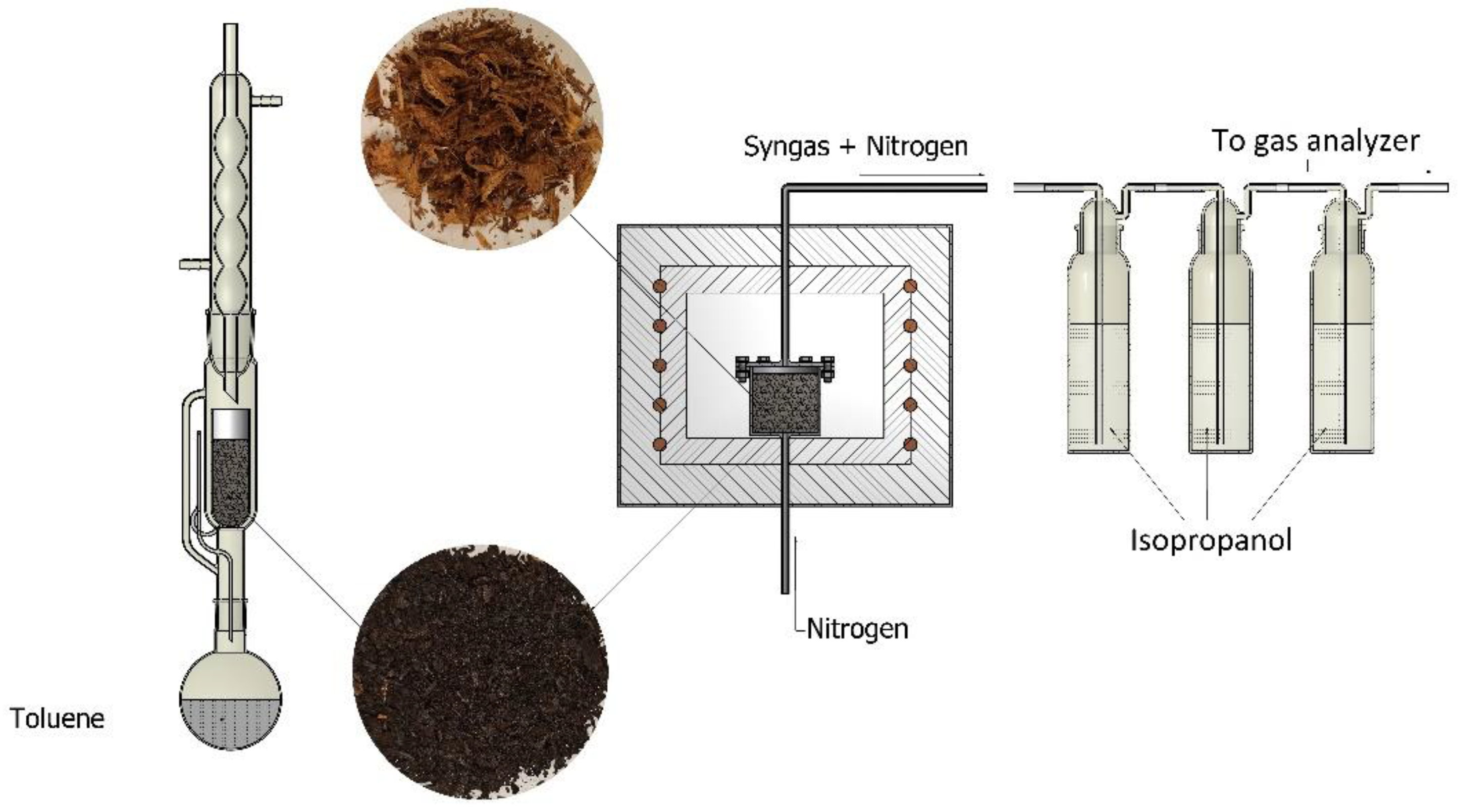
2.1. Raw Materials and Preparation
2.2. Analysis and Evaluation Methods
3. Results and Discussion
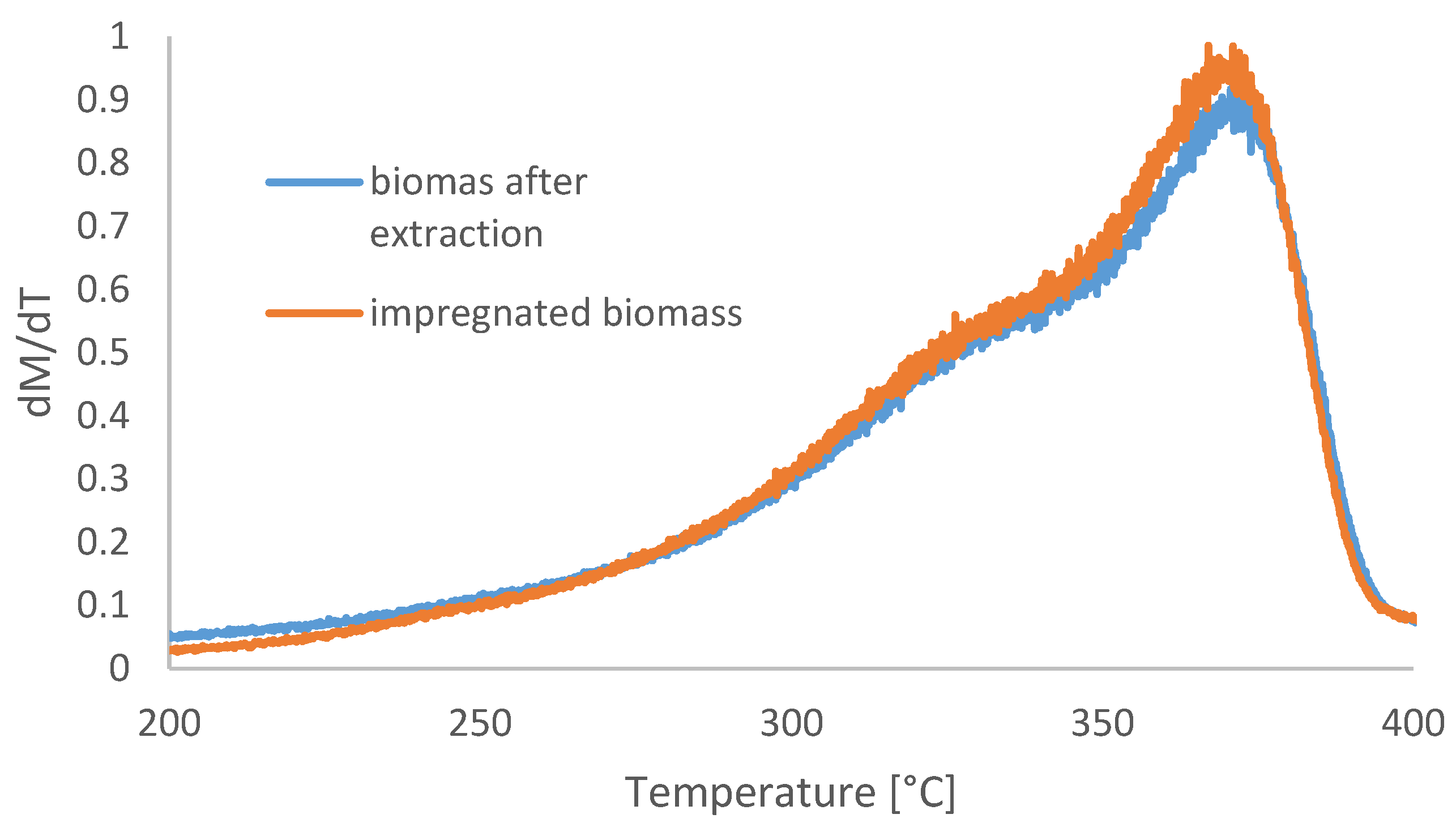
3.1. Thermal Analysis
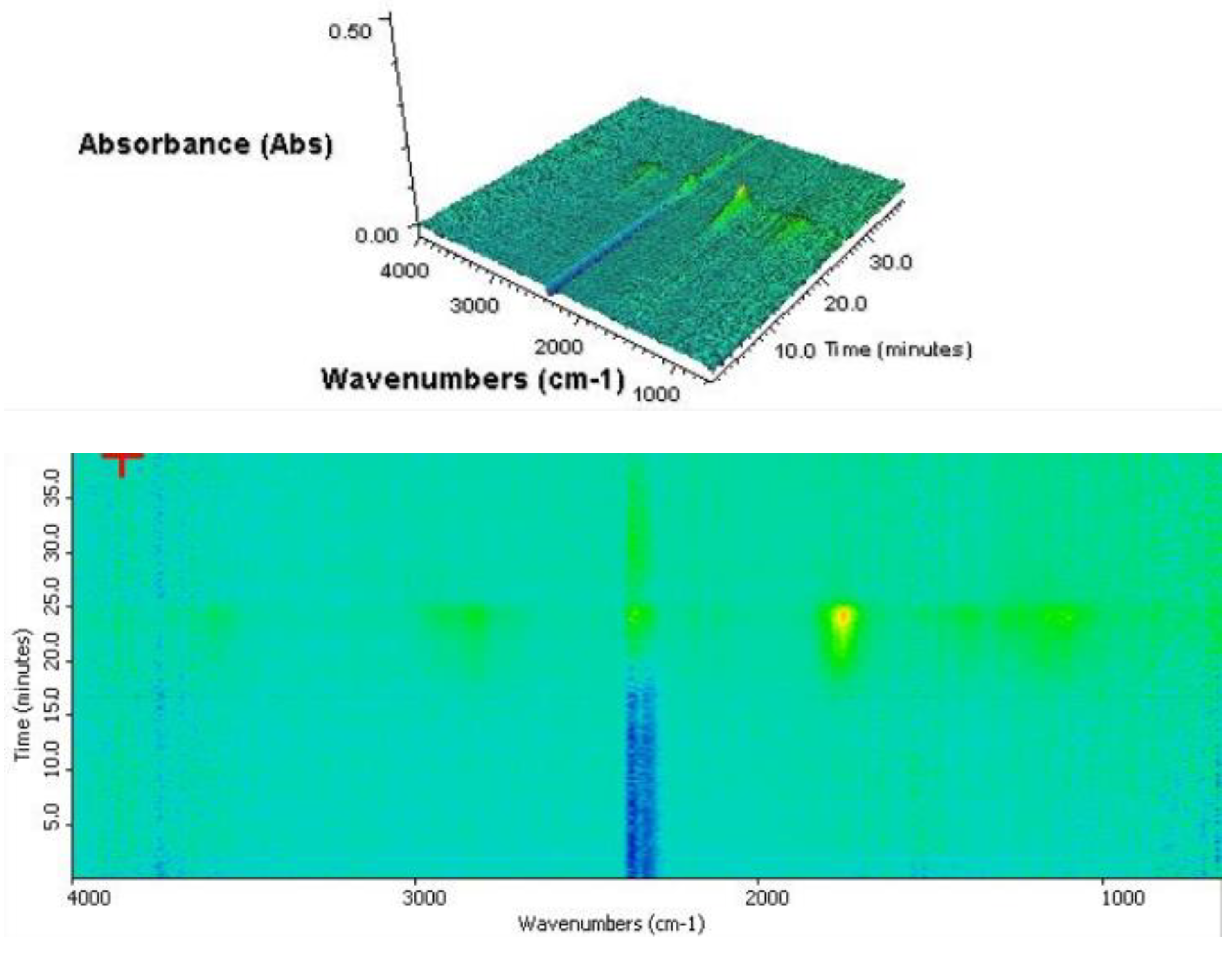
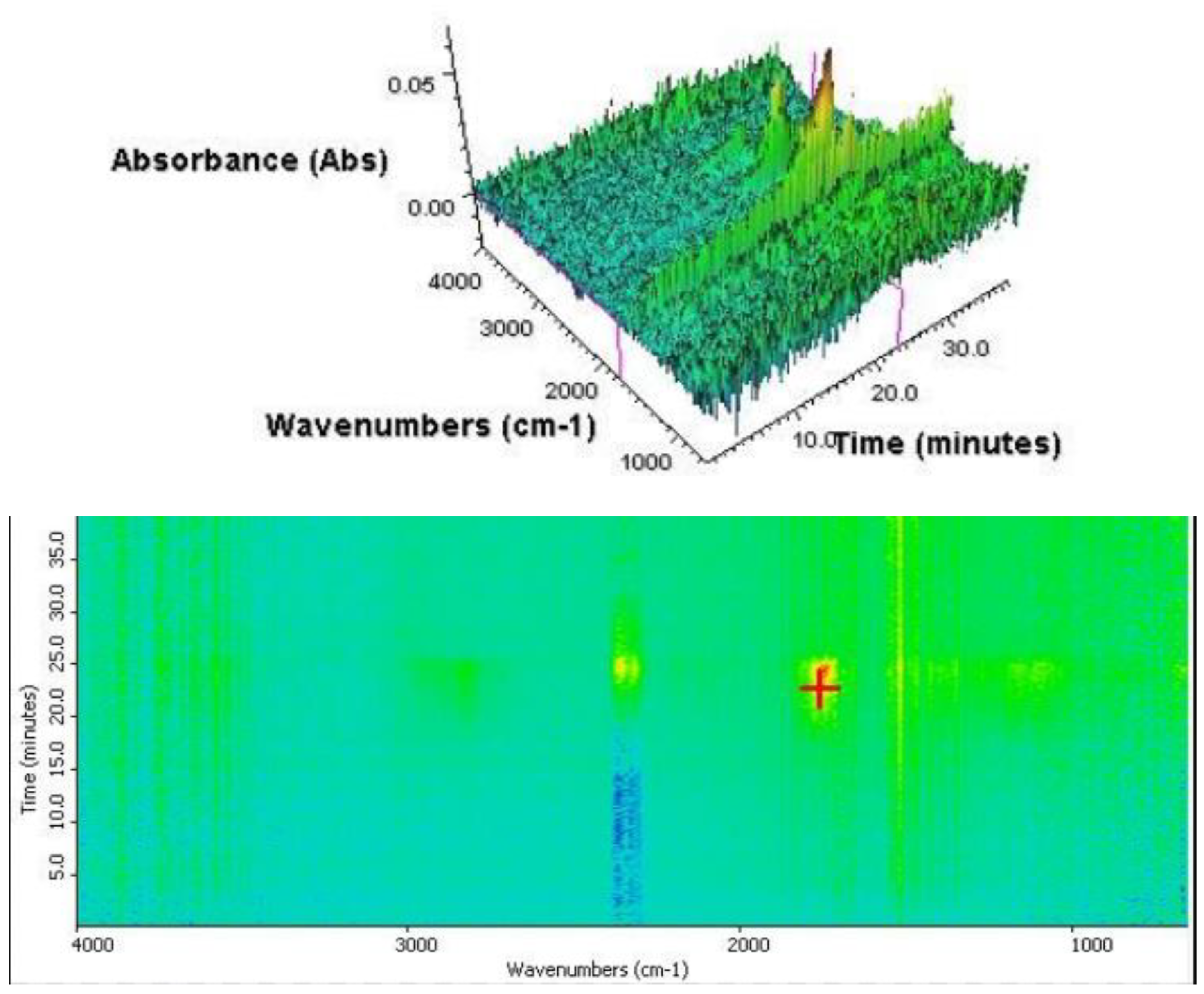
Thermogravimetric Analysis Combined with FTiR
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stelmach, S. Pyrolysis of Waste as a Component of Circular Economy; Editor Institute for Chemical Processing of Coal: Zabrze, Poland, 2018; pp. 20–53. [Google Scholar]
- Stepanov, V.V.; Saldaev, V.A.; Tsvetkov, V.E. Composite material for railroad tie. In Solid State Phenomena; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2017; pp. 587–591. [Google Scholar]
- Pulipati, D.; Jack, D. Study of variations in mechanical properties of composite railroad ties made from recycled polymers using constitutive modeling. In Proceedings of the 2018 Annual Technical Conference—ANTEC, Orlando, FL, USA, 7–10 May 2018; Society of Plastics Engineers: Danbury, CT, USA, 2018. [Google Scholar]
- Stepanov, V.V.; Timerbaev, N.F. Composite railroad ties obtained by the energy efficient recycle of wooden railroad ties. In Solid State Phenomena; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2018; pp. 981–985. [Google Scholar]
- Sokołowski, S.R. TSI-aspekty drewnianej nawierzchni kolejowej. In Proceedings of the Nawierzchnie Szynowe. Rynek-Inwestycje-Utrzymanie, Wisła, Poland, 22–23 March 2018. [Google Scholar]
- Jaworska, A.; Milczarek, D.; Naduk, E. Impregnowanie drewnianych podkładów kolejowych z uwzględnieniem właściwości fi zykochemicznych stosowanych środków ochrony drewna. Problemy Kolejnictwa 2013, 161, 43–58. [Google Scholar]
- Kawczyński, R. Nasycanie Drewna Środkami Chemicznymi; Wydawnictwa Komunikacji i Łączności: Warszawa, Poland, 1972. [Google Scholar]
- Skrzywan, T. Nasycanie Drzewa; ARS Tech MIESIĘCZNIK POŚWIĘCONY Tech I NAUCE II: Warszawa, Poland, 1923. [Google Scholar]
- Kohler, M.; Künniger, T.; Schmid, P.; Gujer, E.; Crockett, R.; Wolfensberger, M. Inventory and Emission Factors of Creosote, Polycyclic Aromatic Hydrocarbons (PAH), and Phenols from Railroad Ties Treated with Creosote. Environ. Sci. Technol. 2000, 34, 4766–4772. [Google Scholar] [CrossRef]
- PN-EN 13145+A1:2011; Railway Applications—Track—Wood Sleepers and Bearers. Comite Europeen de Normalisation: Brussels, Belgium, 2001.
- PN-D-95014; Track Structure–Oil Impregnated Pine-Wood, Oak-Wood and Beech-Wood Sleepers, Switch and Bridge Sleepers for Railways. Polish Committee for Standardization: Warsaw, Poland, 2013.
- Wojciechowski, A.; Doliński, A.; Radziszewska-Wolińska, J.M.; Wołosiak, M. Przyjazny dla środowiska recykling podkładów kolejowych. Probl. Kolejnictwa—Railw. Rep. 2018, 63–70. [Google Scholar] [CrossRef]
- Lin, C.-J.; Yang, T.-H.; Zhang, D.-Z.; Wang, S.-Y.; Lin, F.-C. Changes in the dynamic modulus of elasticity and bending properties of railroad ties after 20 years of service in Taiwan. Build. Environ. 2007, 42, 1250–1256. [Google Scholar] [CrossRef]
- Gonzalez, J.M.; Boddu, V.M.; Jackson, M.A.; Moser, B.; Ray, P. Pyrolysis of creosote-treated railroad ties to recover creosote and produce biochar. J. Anal. Appl. Pyrolysis 2020, 149, 104826. [Google Scholar] [CrossRef]
- Kim, P.; Lloyd, J.; Kim, J.-W.; Abdoulmoumine, N.; Labbé, N. Recovery of creosote from used railroad ties by thermal desorption. Energy 2016, 111, 226–236. [Google Scholar] [CrossRef] [Green Version]
- Szufa, S.; Adrian, Ł.; Piersa, P.; Romanowska-Duda, Z.; Grzesik, M.; Cebula, A.; Kowalczyk, S. Experimental studies on energy crops torrefaction process using batch reactor to estimate torrefaction temperature and residence time. In Renewable Energy Sources: Engineering, Technology, Innovation; Mudryk, K., Werle, S., Eds.; Springer Proceedings in Energy; Springer: Berlin/Heidelberg, Germany, 2018; pp. 365–373. ISBN 978-3-319-72370-9. [Google Scholar] [CrossRef]
- Stelmach, J.; Kuncewicz, C.; Szufa, S.; Jirout, T.; Rieger, F. The Influence of Hydrodynamic Changes in a System with a Pitched Blade Turbine on Mixing Power. Processes 2021, 9, 68. [Google Scholar] [CrossRef]
- Wielgosiński, G.; Czerwińska, J.; Szufa, S. Municipal Solid Waste Mass Balance as a Tool for Calculation of the Possibility of Implementing the Circular Economy Concept. Energies 2021, 14, 1811. [Google Scholar] [CrossRef]
- Piersa, P.; Unyay, H.; Szufa, S.; Lewandowska, W.; Modrzewski, R.; Ślężak, R.; Ledakowicz, S. An Extensive Review and Comparison of Modern Biomass Torrefaction Reactors vs. Biomass Pyrolysis—Part 1. Energies 2022, 15, 2227. [Google Scholar] [CrossRef]
- Piersa, P.; Szufa, S.; Czerwińska, J.; Ünyay, H.; Adrian, Ł.; Wielgosinski, G.; Obraniak, A.; Lewandowska, W.; Marczak-Grzesik, M.; Dzikuć, M.; et al. Pine Wood and Sewage Sludge Torrefaction Process for Production Renewable Solid Biofuels and Biochar as Carbon Carrier for Fertilizers. Energies 2021, 14, 8176. [Google Scholar] [CrossRef]
- Romanowska-Duda, Z.; Szufa, S.; Grzesik, M.; Piotrowski, K.; Janas, R. The Promotive Effect of Cyanobacteria and Chlorella sp. Foliar Biofertilization on Growth and Metabolic Activities of Willow (Salix viminalis L.) Plants as Feedstock Production, Solid Biofuel and Biochar as C Carrier for Fertilizers via Torrefaction Process. Energies 2021, 14, 5262. [Google Scholar] [CrossRef]
- Szufa, S.; Piersa, P.; Adrian, Ł.; Sielski, J.; Grzesik, M.; Romanowska-Duda, Z.; Piotrowski, K.; Lewandowska, W. Acquisition of Torrefied Biomass from Jerusalem Artichoke Grown in a Closed Circular System Using Biogas Plant Waste. Molecules 2020, 25, 3862. [Google Scholar] [CrossRef] [PubMed]
- Kazimierski, P.; Januszewicz, K.; Godlewski, W.; Fijuk, A.; Suchocki, T.; Chaja, P.; Barczak, B.; Kardaś, D. The Course and the Effects of Agricultural Biomass Pyrolysis in the Production of High-Calorific Biochar. Materials 2022, 15, 1038. [Google Scholar] [CrossRef] [PubMed]
- Kazimierski, P.; Hercel, P.; Suchocki, T.; Smoliński, J.; Pladzyk, A.; Kardaś, D.; Łuczak, J.; Januszewicz, K. Pyrolysis of Pruning Residues from Various Types of Orchards and Pretreatment for Energetic Use of Biochar. Materials 2021, 14, 2969. [Google Scholar] [CrossRef] [PubMed]
- PN-EN 351-2:2009; Durability of Wood and Wood-Based Products—Preservative-Treated Solid Wood—Part 2: Guidance on Sampling for the Analysis of Preservative-Treated Wood. Polish Committee for Standardization: Warsaw, Poland, 2013.
- Basu, P. Biomass Gasification and Pyrolysis. In Biomass Gasification and Pyrolysis; Elsevier Inc.: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Krochmalny, K.; Niedzwiecki, L.; Pelińska-Olko, E.; Wnukowski, M.; Czajka, K.; Tkaczuk-Serafin, M.; Pawlak-Kruczek, H. Determination of the marker for automation of torrefaction and slow pyrolysis processes—A case study of spherical wood particles. Renew. Energy 2020, 161, 350–360. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Wnukowski, M.; Krochmalny, K.; Kowal, M.; Baranowski, M.; Zgóra, J.; Czerep, M.; Ostrycharczyk, M.; Niedzwiecki, L. The Staged Thermal Conversion of Sewage Sludge in the Presence of Oxygen. J. Energy Resour. Technol. 2019, 141, 070701. [Google Scholar] [CrossRef]
- Kukharets, S.; Golub, G.; Wrobel, M.; Sukmaniuk, O.; Mudryk, K.; Hutsol, T.; Jasinskas, A.; Jewiarz, M.; Cesna, J.; Horetska, I. A Theoretical Model of the Gasification Rate of Biomass and Its Experimental Confirmation. Energies 2022, 15, 7721. [Google Scholar] [CrossRef]
- Mikulski, M.; Hunicz, J.; Duda, K.; Kazimierski, P.; Suchocki, T.; Rybak, A. Tyre pyrolytic oil fuel blends in a modern compression ignition engine: A comprehensive combustion and emissions analysis. Fuel 2022, 320, 123869. [Google Scholar] [CrossRef]
- Głowacki, S.; Salamon, A.; Sojak, M.; Tulej, W.; Bryś, A.; Hutsol, T.; Salamon, M.; Kukharets, S.; Janaszek-Mańkowska, M. The Use of Brewer’s Spent Grain after Beer Production for Energy Purposes. Materials 2022, 15, 3703. [Google Scholar] [CrossRef] [PubMed]
- Chintala, V. Production, upgradation and utilization of solar assisted pyrolysis fuels from biomass—A technical review. Renew. Sustain. Energy Rev. 2018, 90, 120–130. [Google Scholar] [CrossRef]
- Szambelan, K.; Nowak, J.; Frankowski, J.; Szwengiel, A.; Jeleń, H.; Burczyk, H. The comprehensive analysis of sorghum cultivated in Poland for energy purposes: Separate hydrolysis and fermentation and simultaneous saccharification and fermentation methods and their impact on bioethanol effectiveness and volatile by-products from the grain and the energy potential of sorghum straw. Bioresour. Technol. 2018, 250, 750–757. [Google Scholar] [CrossRef]
- Kazimierski, P.; Hercel, P.; Januszewicz, K.; Kardaś, D. Pre-Treatment of Furniture Waste for Smokeless Charcoal Production. Materials 2020, 13, 3188. [Google Scholar] [CrossRef] [PubMed]
- Kazimierski, P.; Kardas, D. Influence of Temperature on Composition of Wood Pyrolysis Products. Drv. Ind. 2017, 68, 307–313. [Google Scholar] [CrossRef] [Green Version]
- Januszewicz, K.; Kazimierski, P.; Klein, M.; Kardaś, D.; Łuczak, J. Activated Carbon Produced by Pyrolysis of Waste Wood and Straw for Potential Wastewater Adsorption. Materials 2020, 13, 2047. [Google Scholar] [CrossRef] [PubMed]
- Rostocki, A.; Unyay, H.; Ławińska, K.; Obraniak, A. Granulates Based on Bio and Industrial Waste and Biochar in a Sustainable Economy. Energies 2022, 16, 56. [Google Scholar] [CrossRef]
- Ryms, M.; Januszewicz, K.; Kazimierski, P.; Łuczak, J.; Klugmann-Radziemska, E.; Lewandowski, W.M. Post-Pyrolytic Carbon as a Phase Change Materials (PCMs) Carrier for Application in Building Materials. Materials 2020, 13, 1268. [Google Scholar] [CrossRef] [Green Version]
- Cortazar, M.; Lopez, G.; Alvarez, J.; Amutio, M.; Bilbao, J.; Olazar, M. Behaviour of primary catalysts in the biomass steam gasification in a fountain confined spouted bed. Fuel 2019, 253, 1446–1456. [Google Scholar] [CrossRef]
- Dyjakon, A.; Noszczyk, T.; Smędzik, M. The Influence of Torrefaction Temperature on Hydrophobic Properties of Waste Biomass from Food Processing. Energies 2019, 12, 4609. [Google Scholar] [CrossRef] [Green Version]
- Dyjakon, A.; Noszczyk, T. Alternative Fuels from Forestry Biomass Residue: Torrefaction Process of Horse Chestnuts, Oak Acorns, and Spruce Cones. Energies 2020, 13, 2468. [Google Scholar] [CrossRef]
- Szufa, S.; Piersa, P.; Junga, R.; Błaszczuk, A.; Modliński, N.; Sobek, S.; Marczak-Grzesik, M.; Adrian, Ł.; Dzikuć, M. Numerical modeling of the co-firing process of an in situ steam-torrefied biomass with coal in a 230 MW industrial-scale boiler. Energy 2023, 263, 125918. [Google Scholar] [CrossRef]
- Dębowski, M.; Bukowski, P.; Kobel, P.; Bieniek, J.; Romański, L.; Knutel, B. Comparison of Energy Consumption of Cereal Grain Dryer Powered by LPG and Hard Coal in Polish Conditions. Energies 2021, 14, 4340. [Google Scholar] [CrossRef]
- Ünyay, H.; Yılmaz, F.; Başar, I.A.; Perendeci, N.A.; Çoban, I.; Şahinkaya, E. Effects of organic loading rate on methane production from switchgrass in batch and semi-continuous stirred tank reactor system. Biomass Bioenergy 2022, 156, 106306. [Google Scholar] [CrossRef]
- Slezak, R.; Unyay, H.; Szufa, S.; Ledakowicz, S. An Extensive Review and Comparison of Modern Biomass Reactors Torrefaction vs. Biomass Pyrolizers—Part 2. Energies 2023, 16, 2212. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Railway Tie Type | Quantity [mln Pieces of Railroad Ties] | Lifespan [Years] |
|---|---|---|
| Softwood | 17.8 | 18 |
| Hardwood | 2.3 | 25 |
| Prestressed Concrete | 37 | 35 |
| Other | 1.2 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazimierski, P.; Kosmela, P.; Piersa, P.; Szufa, S. Pyrolysis and Torrefaction—Thermal Treatment of Creosote-Impregnated Railroad Ties as a Method of Utilization. Materials 2023, 16, 2704. https://doi.org/10.3390/ma16072704
Kazimierski P, Kosmela P, Piersa P, Szufa S. Pyrolysis and Torrefaction—Thermal Treatment of Creosote-Impregnated Railroad Ties as a Method of Utilization. Materials. 2023; 16(7):2704. https://doi.org/10.3390/ma16072704
Chicago/Turabian StyleKazimierski, Paweł, Paulina Kosmela, Piotr Piersa, and Szymon Szufa. 2023. "Pyrolysis and Torrefaction—Thermal Treatment of Creosote-Impregnated Railroad Ties as a Method of Utilization" Materials 16, no. 7: 2704. https://doi.org/10.3390/ma16072704