
Effect of Vibration Direction on Two-Dimensional Ultrasonic Assisted Grinding-Electrolysis-Discharge Generating Machining Mechanism of SiCp/Al
Abstract
:1. Introduction
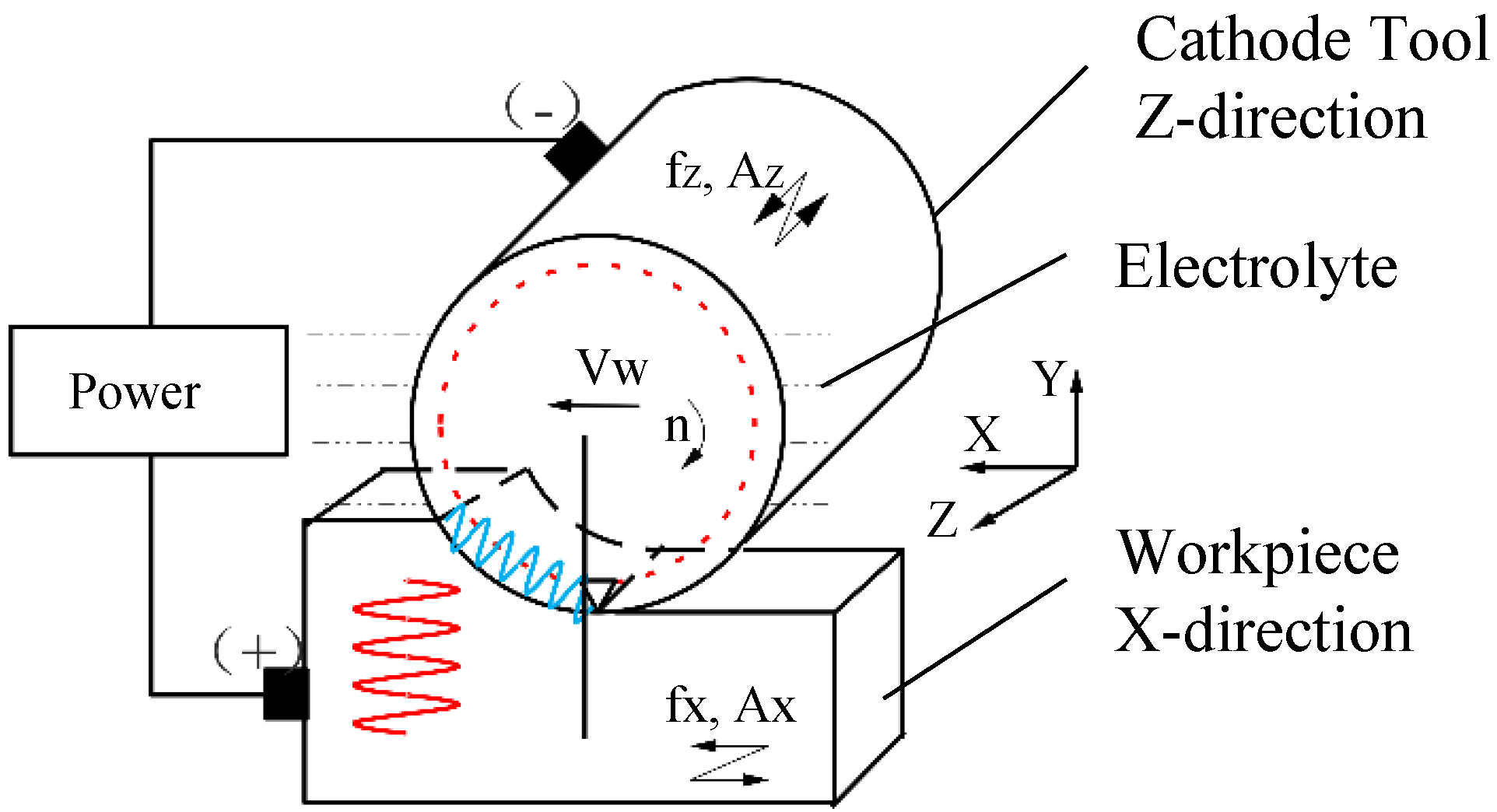
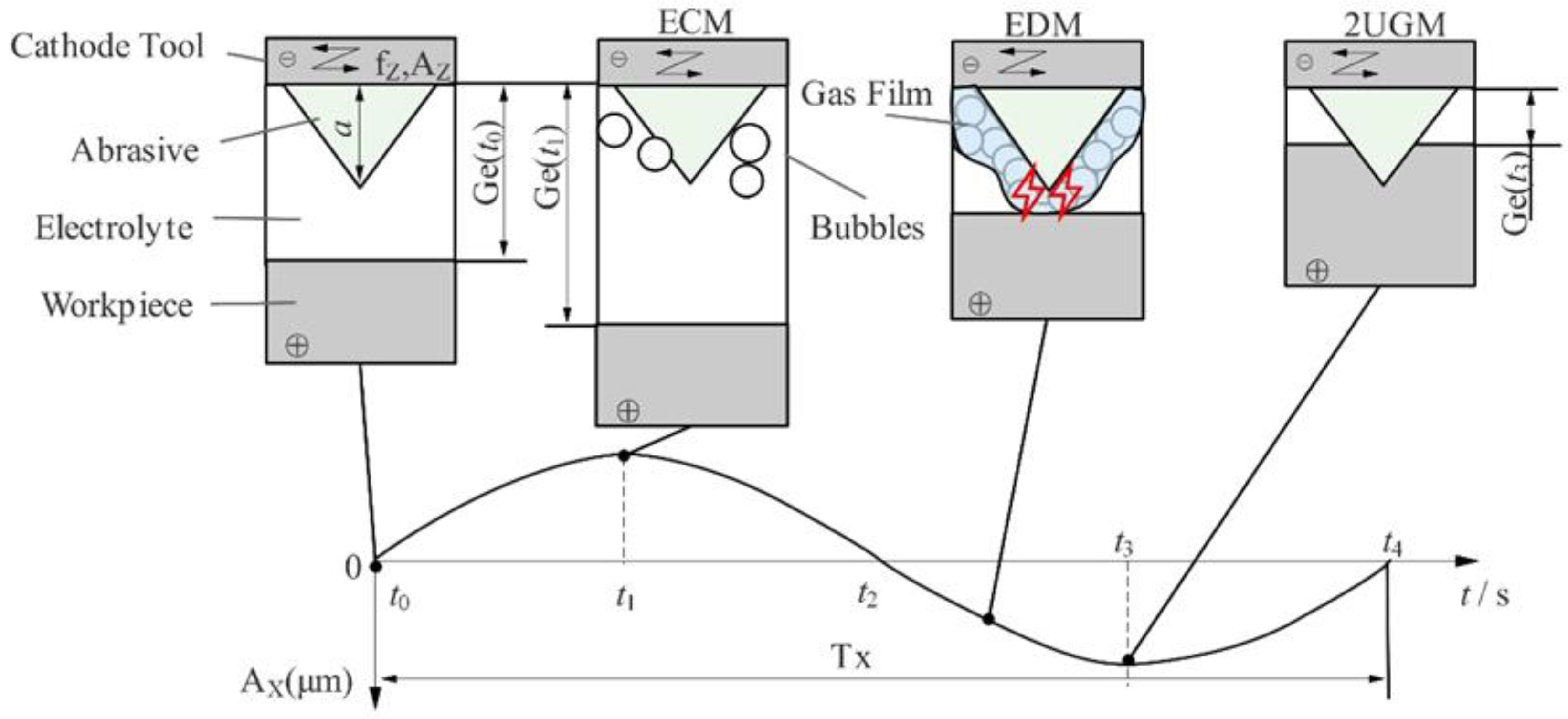
2. Machining Mechanism of 2UG-E-DM
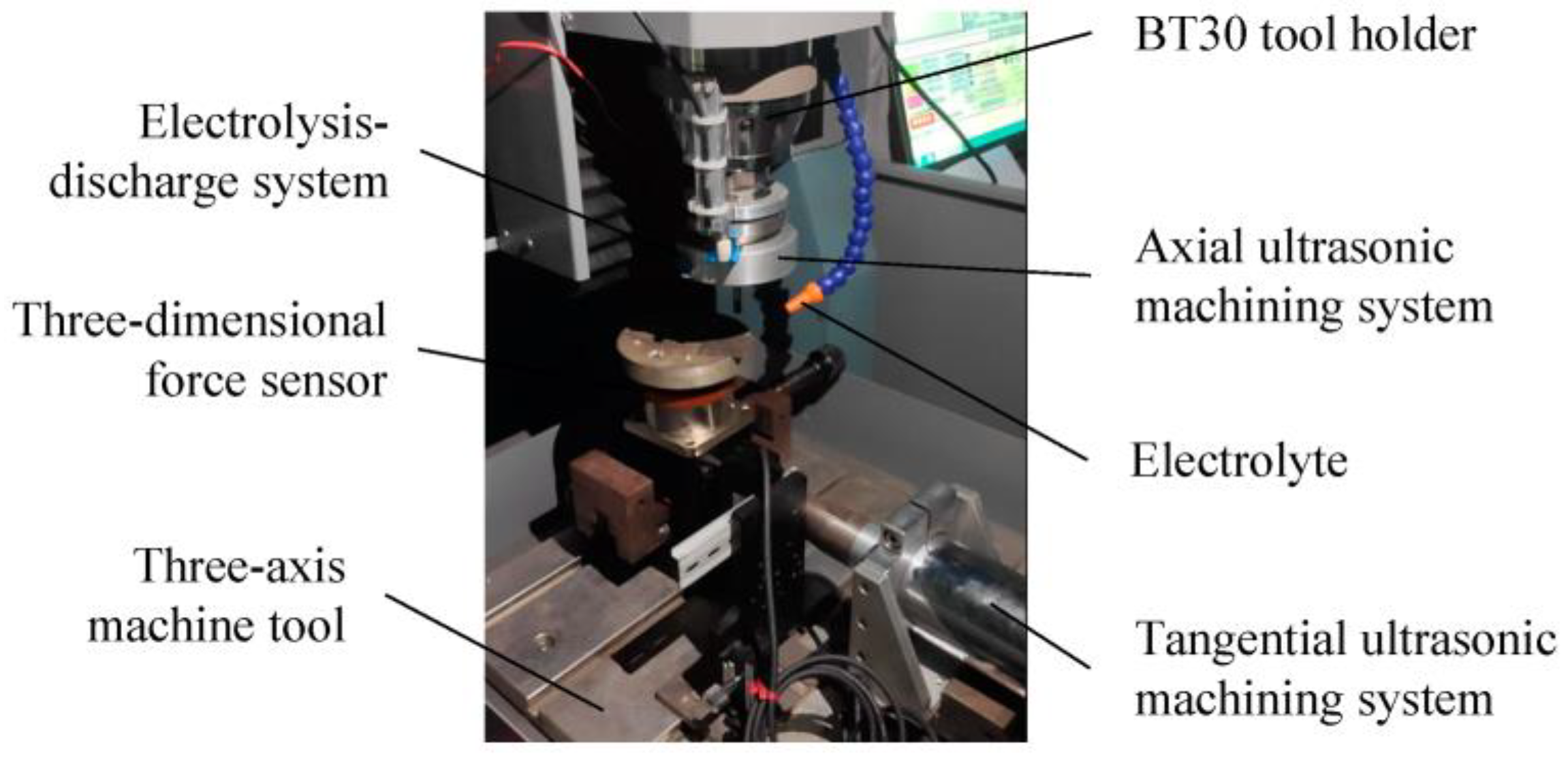
3. Experimental Setup
4. Results and Analysis
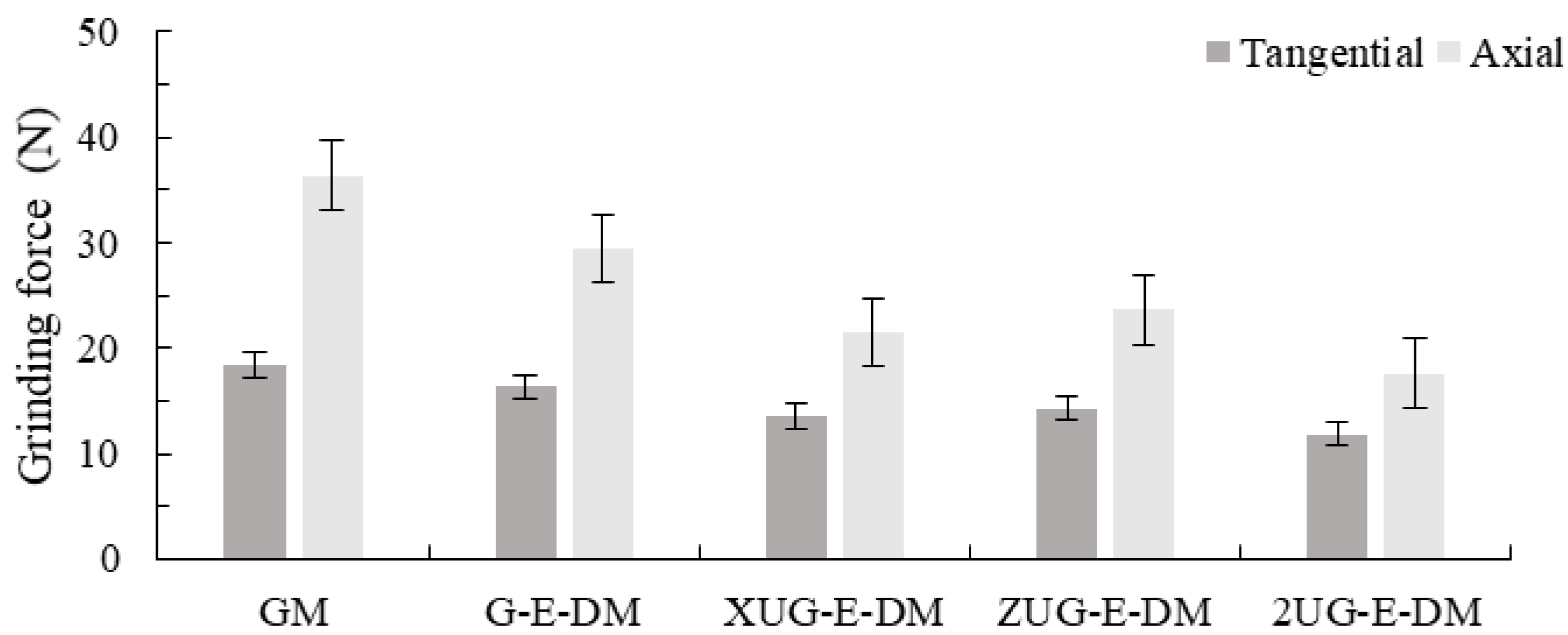
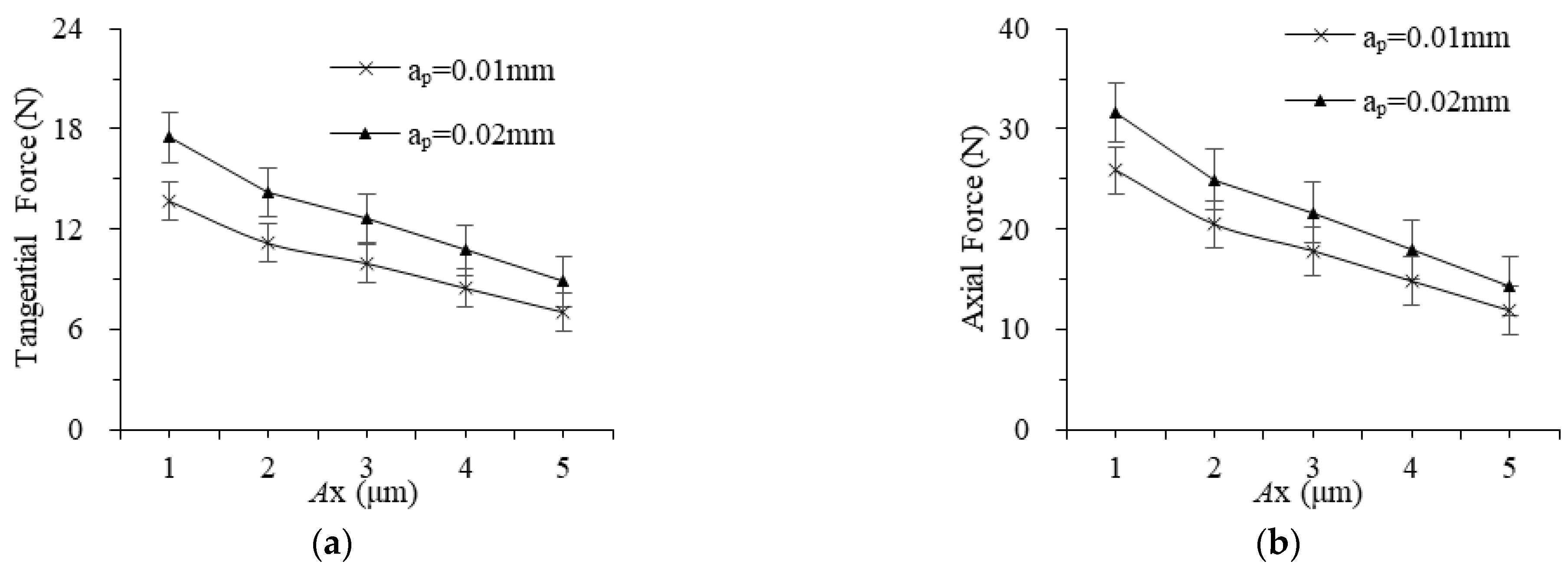
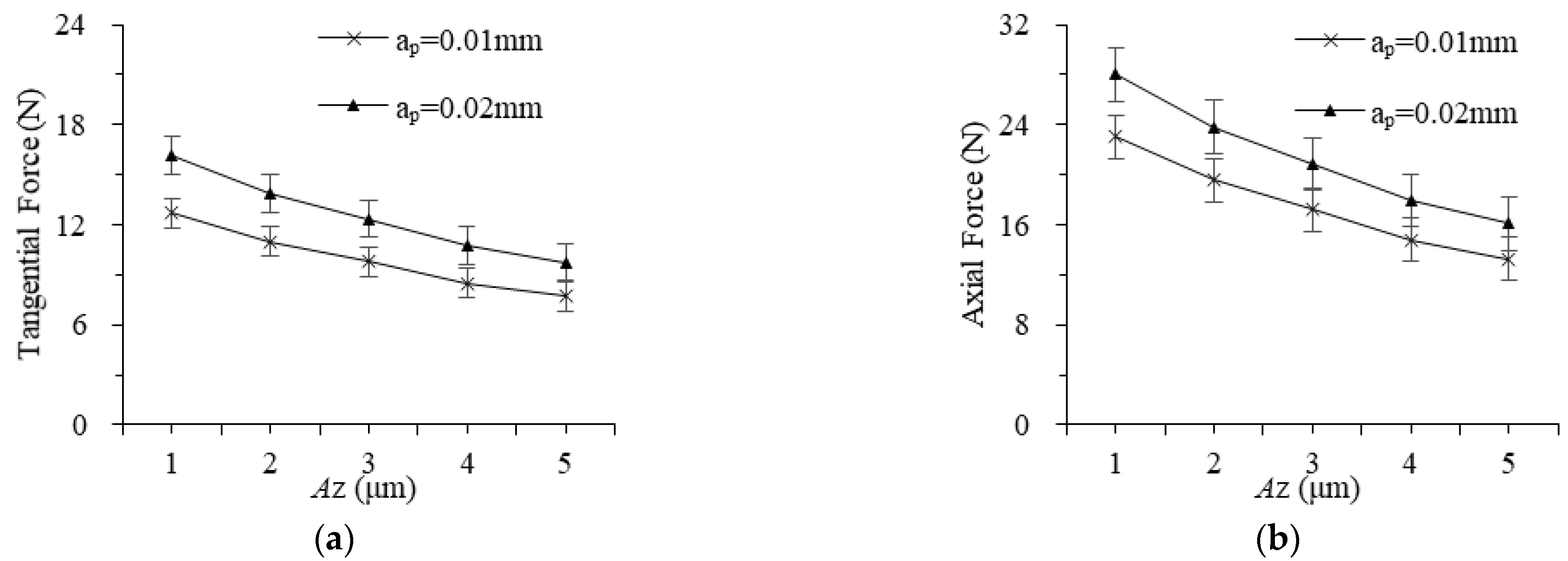
4.1. Effect of Vibration Direction on Grinding Force
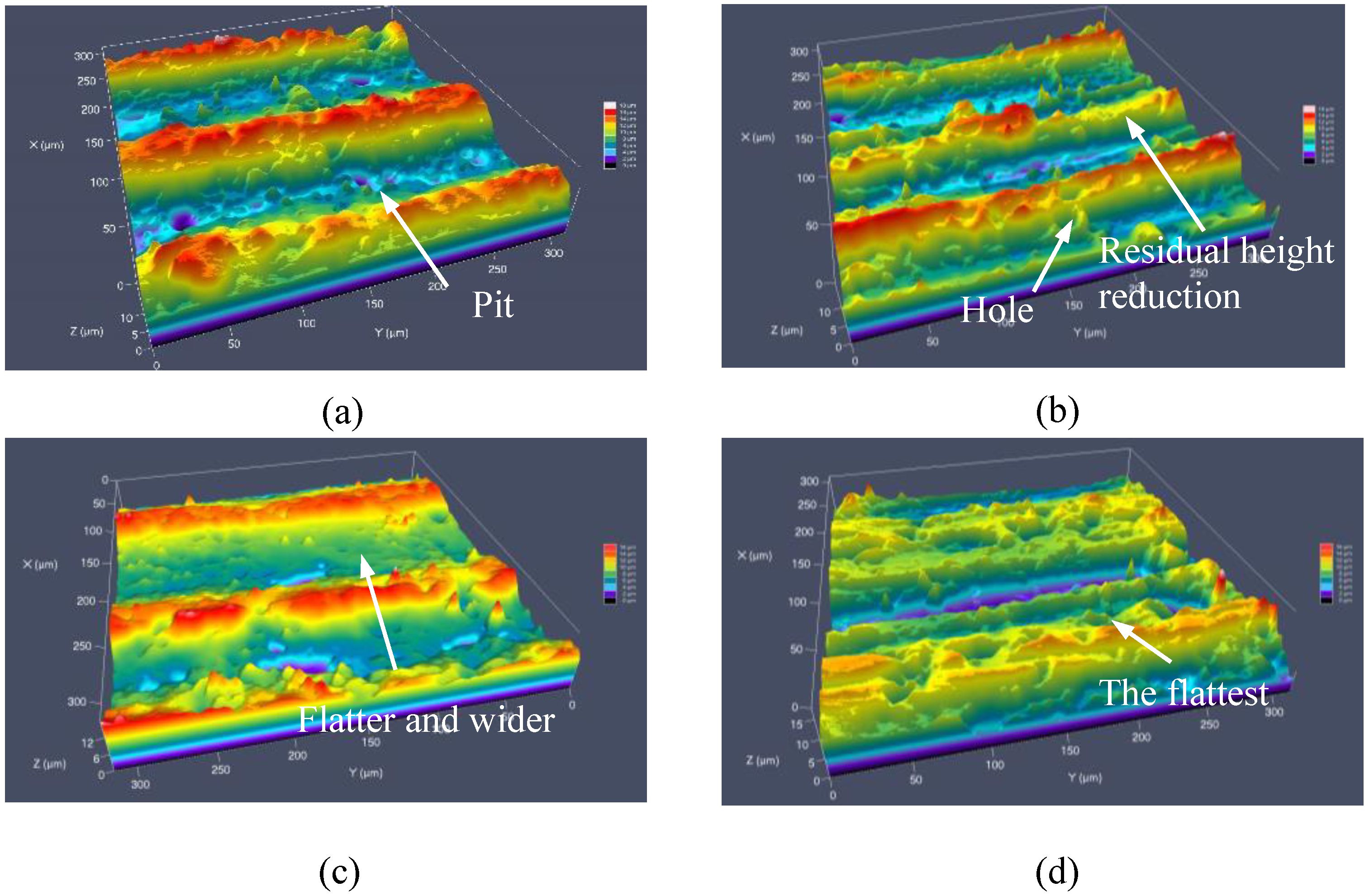
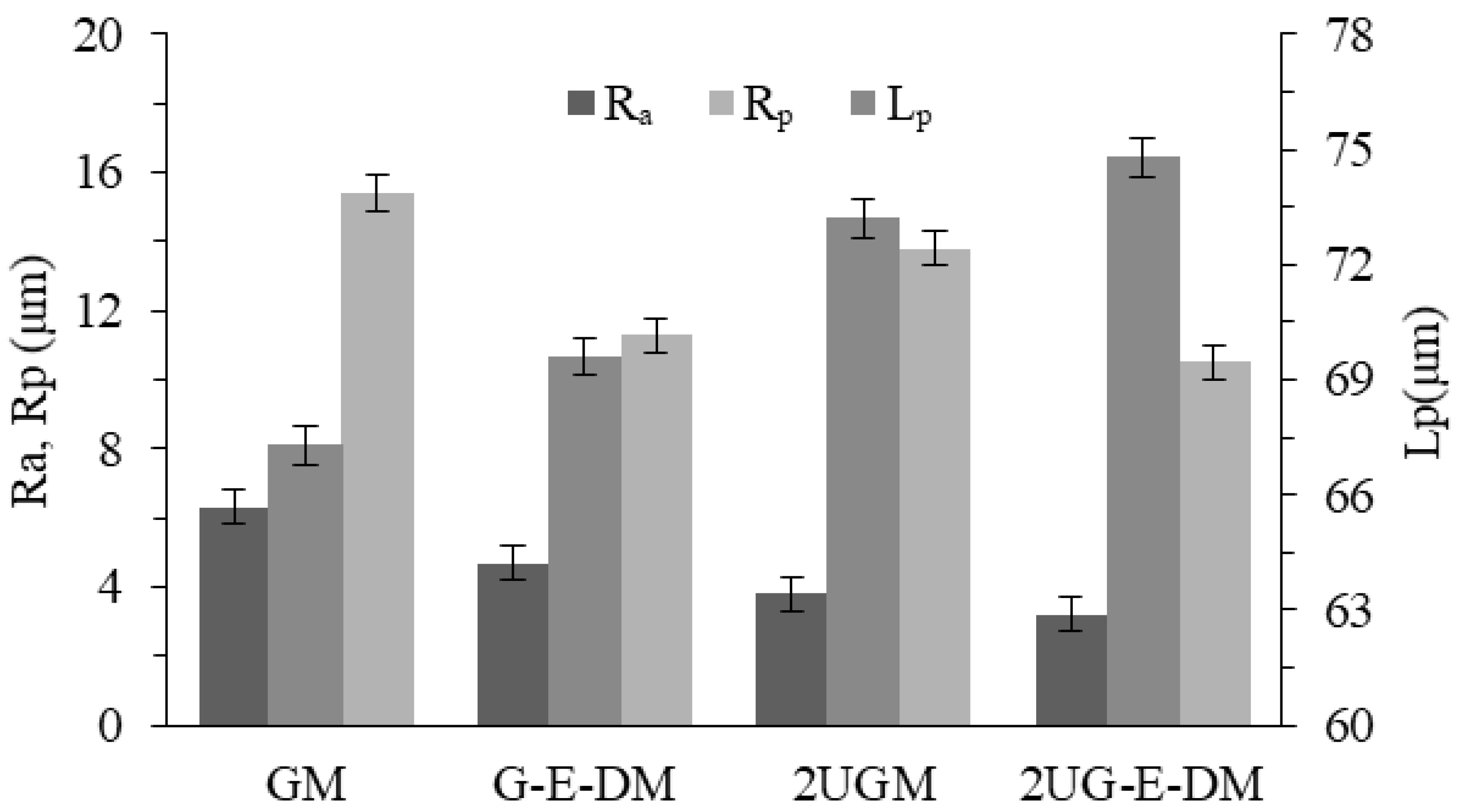
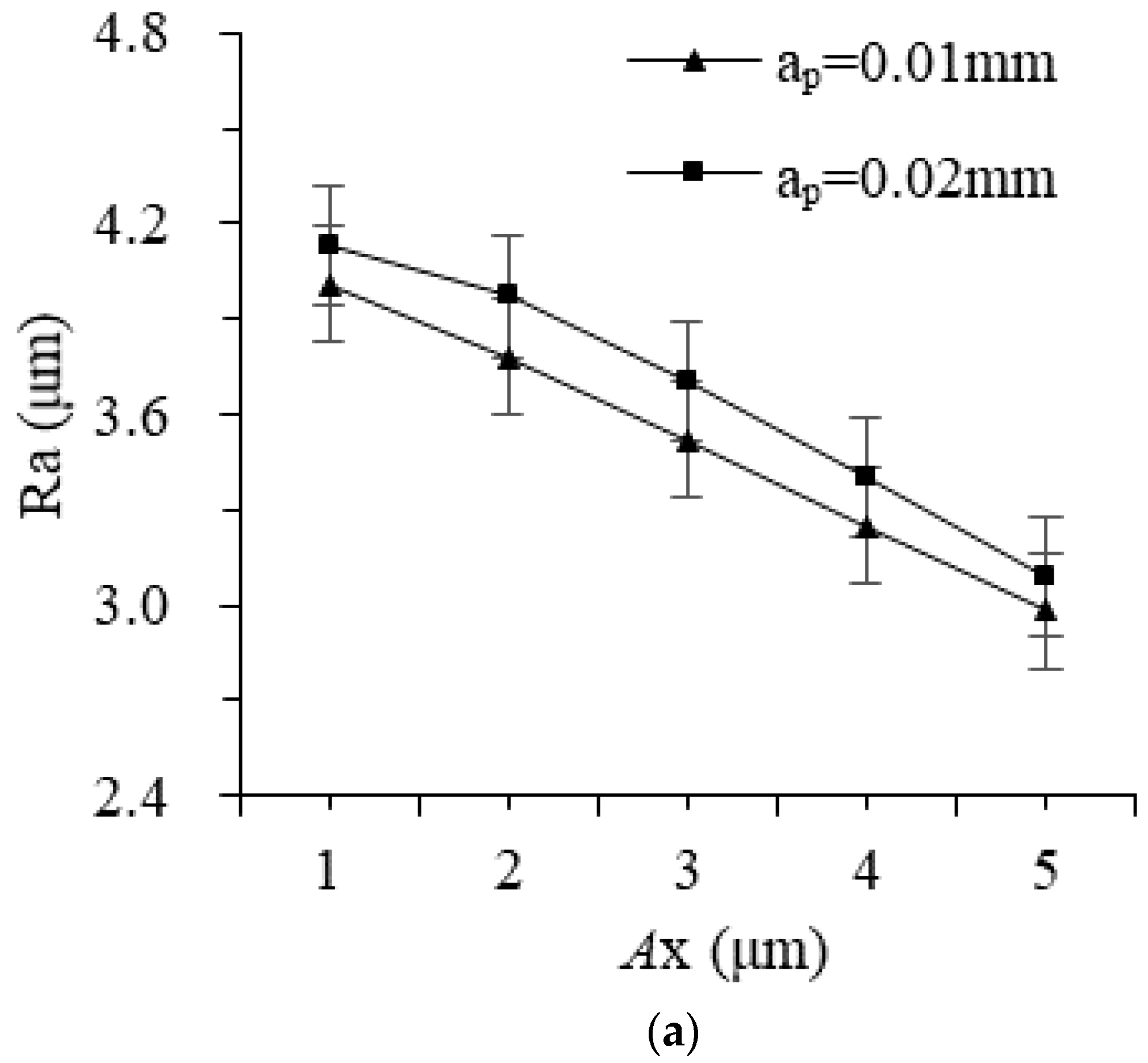
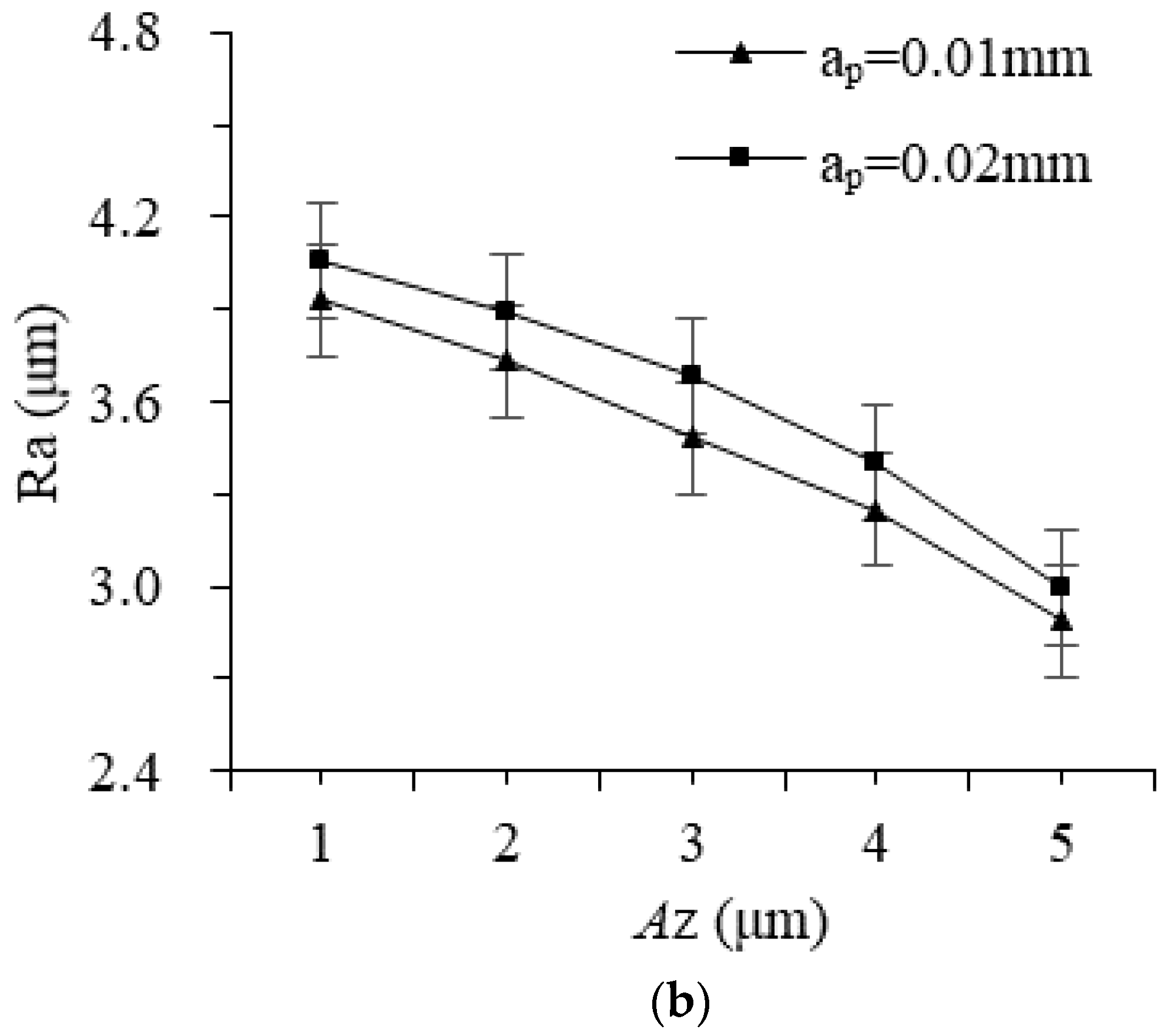
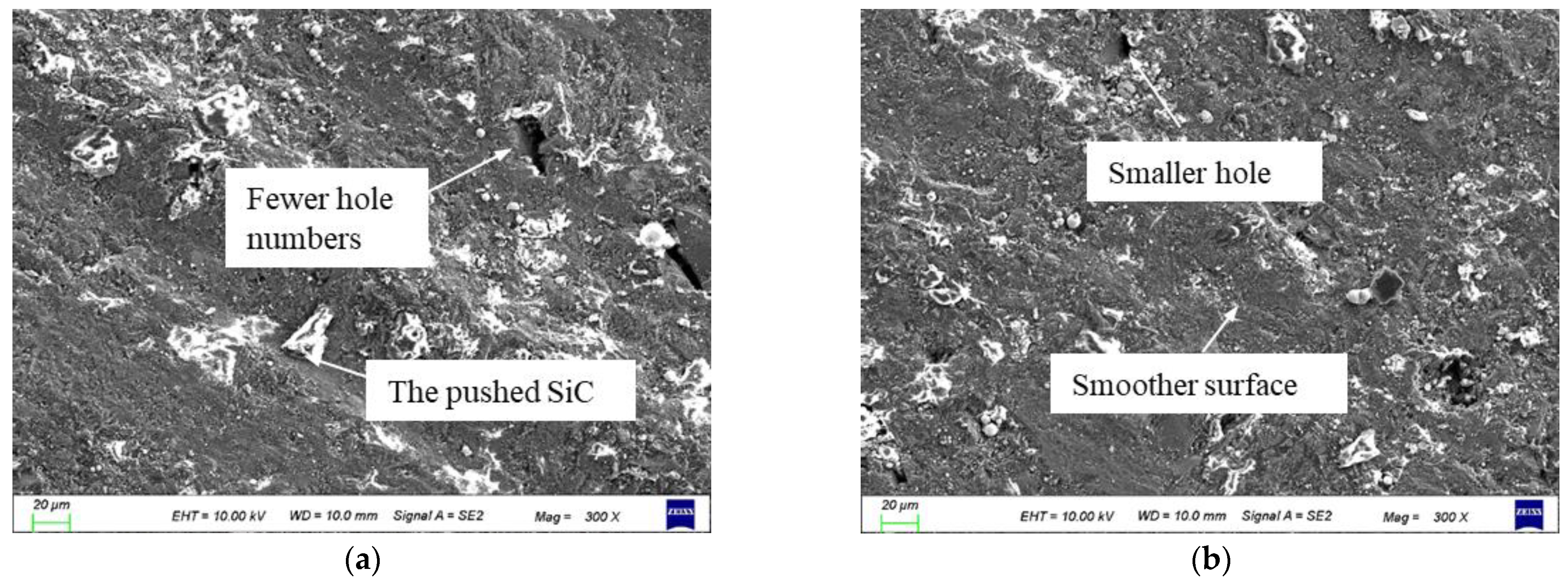
4.2. Effect of Vibration Direction on Surface Quality
5. Simulation of an Abrasive Grinding
6. Conclusions
- (1)
- Under the action of ultrasonic vibration, the abrasive hammers, abrades, and grinds the machined surface. Two-dimensional ultrasonic vibration combines the advantages of single ultrasonic-assisted processing, which reduces the force of the ultrasonic vibration. The largest decrease is in GM, and the smallest decrease is in XUG-E-DM, while the tangential force decreases more than the axial.
- (2)
- The machined surface of 2UG-E-DM is formed under the combined action of two-dimensional ultrasonic-assisted grinding, electrolysis, and electrical discharge machining. The reciprocating grinding and smoothing of the surface grooves and ridges by two-dimensional ultrasonic vibration increases the groove width, smooths the surface morphology after grinding, and decreases the height difference of the ridges. The surface roughness is 45.6%, 24.0%, and 9.2% lower than that of GM, G-E-DM, and 2UGM2UGM, respectively.
- (3)
- As the amplitude increases, the axial and tangential forces gradually decrease, and the surface roughness becomes smaller. When the amplitude increases to 5 μm, the decreasing trend of the grinding force weakens. The abrasives reciprocal rolling, widening, and leveling effects of the machined surface grooves are obvious, and the improved processing effect is made more significant as the amplitude of the workpiece increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| 2UG-E-DM | Two-dimensional ultrasonic-assisted grinding, electrolysis, and discharge machining |
| 2UGM | Two-dimensional ultrasonic-assisted grinding machining |
| ECM | Electrolysis machining |
| EDM | Electro-discharge machining |
| GM | Grinding machining |
| G-E-DM | Grinding and electrolysis discharge machining |
| ZUG-E-DM | Z direction ultrasonic grinding, electrolysis, and discharge machining |
| XUG-E-DM | X direction ultrasonic grinding, electrolysis, and discharge machining |
| MMC | Metal matrix composites |
| Ra | Surface roughness |
| Rp | The maximum residual height |
| Lp | The length between adjacent bumps |
| AZ | Vibration amplitude of Z direction |
| fZ | Vibration frequency of Z direction |
| AX | Vibration amplitude of X direction |
| fX | Vibration frequency of X direction |
| n | Spindle speed |
| Ge(t) | Machining gap of electrolysis discharge machining |
References
- Natarajan, E.; Freitas, L.I.; Santhosh, M.S.; Markandan, K.; Al-Talib, A.A.M.; Hassan, C.S. Experimental and numerical analysis on suitability of S-Glass-Carbon fiber reinforced polymer composites for submarine hull. Def. Technol. 2023, 19, 1–11. [Google Scholar] [CrossRef]
- Ansari, B.; Aligholami, M.; Rostamzadeh Khosroshahi, A. An experimental and numerical investigation into using hydropower plant on oil transmission lines. Energy Sci. Eng. 2022, 10, 4397–4410. [Google Scholar] [CrossRef]
- Wang, X.; Xu, C.; Hu, D.; Li, C.; Liu, C.; Tang, Z. Effect of ultrasonic shot peening on surface integrity and fatigue performance of single-crystal superalloy. J. Mater. Process. Technol. 2021, 296, 117209. [Google Scholar] [CrossRef]
- Sahmani, S.; Fattahi, A.M.; Ahmed, N.A. Develop a refined truncated cubic lattice structure for nonlinear large-amplitude vibrations of micro/nano-beams made of nanoporous materials. Eng. Comput. 2020, 36, 359–375. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, L.; Wang, Y.; Lin, B.; Dong, Y.; Shi, C. Mechanism study on ultrasonic vibration assisted face grinding of Hard and brittle materials. J. Manuf. Process. 2020, 50, 520–527. [Google Scholar] [CrossRef]
- Lei, X.; Xiang, D.; Peng, P.; Liu, G.; Li, B.; Zhao, B.; Gao, G.G. Establishment of dynamic grinding force model for ultrasonic-assisted single abrasive high-speed grinding. J. Mater. Process. Technol. 2022, 300, 117–420. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, Z.; Lu, J.; Geng, T. An electrochemical discharge drilling method utilising a compound flow field of different fluids. J. Mater. Process. Technol. 2021, 298, 117–306. [Google Scholar] [CrossRef]
- He, B.; Li, H.; Ma, X.; Li, J.; Fan, S.S. Plane Machining by Inner-Jet Electrochemical Milling of TiB2/7050 Aluminum Matrix Composite. Appl. Sci. 2021, 11, 8087. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Application of nano electrolyte in the electrochemical discharge machining process. Precis. Eng. 2020, 64, 34–44. [Google Scholar] [CrossRef]
- Sui, H.; Zhang, X.; Zhang, D. Surface modeling and analysis of high-speed ultrasonic vibration cutting. Mach. Sci. Technol. 2021, 25, 100–117. [Google Scholar] [CrossRef]
- Li, Z.; Ming, Z.; Xiong, H.; Zhou, J. 3D surface roughness evaluation of surface topography in ultrasonic vibration assisted end grinding of SiCp/Al composites. Int. J. Nanomanuf. 2019, 15, 290–303. [Google Scholar]
- Shen, X.H.; Shi, Y.L.; Zhang, J.H.; Zhang, Q.J.; Tao, G.C.; Bai, L.J.J. Effect of process parameters on micro-textured surface generation in feed direction vibration assisted milling. Int. J. Mech. Sci. 2020, 167, 105267. [Google Scholar] [CrossRef]
- Zhou, Z.; Zheng, Q.; Ding, C.; Yan, J.; Peng, G.; Piao, Z. Research on the promotion mechanism of surface burnishing process by two-dimensional ultrasonic vibration. J. Mater. Res. Technol. 2021, 13, 1068–1082. [Google Scholar]
- Zhang, Y.; Li, C.; Ji, H.; Yang, X.; Yang, M.; Jia, D.; Wang, J. Analysis of grinding mechanics and improved predictive force model based on material-removal and plastic-stacking mechanisms. Int. J. Mach. Tools Manuf. 2017, 122, 81–97. [Google Scholar] [CrossRef]
- Shi, H.; Yuan, S.; Zhang, C.; Chen, B.; Li, Q.; Li, Z.; Qian, J. A cutting force prediction model for rotary ultrasonic side grinding of CFRP composites considering coexistence of brittleness and ductility. Int. J. Adv. Manuf. Technol. 2019, 106, 2403–2414. [Google Scholar] [CrossRef]
- Cong, W.; Pei, Z.; Sun, X.; Zhang, C. Rotary ultrasonic machining of CFRP: A mechanistic predictive model for cutting force. Ultrasonics 2014, 54, 663–675. [Google Scholar] [CrossRef]
- Li, Z.; Yuan, S.; Song, H.; Batako, A.D. A cutting force model based on kinematics analysis for C/SiC in rotary ultrasonic face machining. Int. J. Adv. Manuf. Technol. 2018, 97, 1223–1239. [Google Scholar] [CrossRef] [Green Version]
- Zha, H.; Feng, P.; Zhang, J.; Yu, D.; Wu, Z. Material removal mechanism in rotary ultrasonic machining of high-volume fraction SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2018, 97, 2099–2109. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, D.; Li, Y.; Cong, W. The effects of elliptical ultrasonic vibration in surface machining of CFRP composites using rotary ultrasonic machining. Int. J. Adv. Manuf. Technol. 2020, 106, 5527–5538. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, X.; Li, C.; Zhang, Y.; Yang, M.; Jia, D.; Zhu, L.L. Surface morphology evaluation of multi-angle 2D ultrasonic vibration integrated with nanofluid minimum quantity lubrication grinding. J. Manuf. Process. 2020, 51, 44–61. [Google Scholar] [CrossRef]
- Liu, J.; Jiang, X.; Han, X.; Gao, Z.; Zhang, D. Effects of rotary ultrasonic elliptical machining for side milling on the surface integrity of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2018, 101, 1451–1465. [Google Scholar] [CrossRef]
- Liu, J.; Yue, T.; Guo, Z. Grinding-aided electrochemical discharge machining of particulate reinforced metal matrix composites. Int. J. Adv. Manuf. Technol. 2013, 68, 2349–2357. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. On performance evaluation of textured tools during micro-channeling with ECDM. J. Manuf. Process. 2018, 32, 699–713. [Google Scholar] [CrossRef]
- Li, J.; Chen, W.; Zhu, Y. Study on Generating Machining Performance of Two-Dimensional Ultrasonic Vibration-Composited Electrolysis/Electro-Discharge Technology for MMCs. Materials 2022, 15, 617. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.; Chang, B.; Wang, X.; Bie, W. System design and experimental research on ultrasonic assisted elliptical vibration grinding of Nano-ZrO2 ceramics. Ceram. Int. 2019, 45, 24865–24877. [Google Scholar] [CrossRef]
- Natarajan, E.; Markandan, K.; Sekar, S.M.; Varadaraju, K.; Nesappan, S.; Albert Selvaraj, A.D.; Franz, G. Drilling-Induced Damages in Hybrid Carbon and Glass Fiber-Reinforced Composite Laminate and Optimized Drilling Parameters. J. Compos. Sci. 2022, 6, 310. [Google Scholar] [CrossRef]
- Xiang, D.; Shi, Z.; Feng, H.; Wu, B.; Zhang, Z.; Chen, Y.; Zhao, B. Finite element analysis of ultrasonic assisted milling of SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2019, 105, 3477–3488. [Google Scholar] [CrossRef]
- Wang, J.; Yin, Y.; Luo, C. Johnson–Holmquist-II (JH-2) constitutive model for rock materials: Parameter determination and application in tunnel smooth blasting. Appl. Sci. 2018, 8, 1675. [Google Scholar] [CrossRef] [Green Version]
- Yang, Z.; Zhu, L.; Ni, C.; Ning, J. Investigation of surface topography formation mechanism based on abrasive-workpiece contact rate model in tangential ultrasonic vibration-assisted CBN grinding of ZrO2 ceramics. Int. J. Mech. Sci. 2019, 155, 66–82. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Hardness (HRC) | Poisson’s Ratio | Elastic Modulus (Gpa) | Fracture Toughness (Mpa/m2) | Thermal Conductivity (W/m∙K) | Elongation |
|---|---|---|---|---|---|---|---|
| 40% SiCp/Al | 2.9 | 32 | 0.33 | 163 | 7.8 | 183 | 0.19% |
| Category | Voltage U (V) | Amplitude of Workpiece AX (μm) | Amplitude of Tool AZ (μm) |
|---|---|---|---|
| GM | 0 | 0 | 0 |
| G-E-DM | 4 | 0 | 0 |
| XUG-E-DM | 4 | 4 | 0 |
| ZUG-E-DM | 4 | 0 | 4 |
| 2UGM | 0 | 4 | 4 |
| 2UG-E-DM | 4 | 4 | 4 |
| No. | X Amplitude of Workpiece AX (μm) | Z Amplitude of Tool AZ (μm) |
|---|---|---|
| 1 | 1 | 4 |
| 2 | 2 | 4 |
| 3 | 3 | 4 |
| 4 | 4 | 4 |
| 5 | 5 | 4 |
| 6 | 4 | 1 |
| 7 | 4 | 2 |
| 8 | 4 | 3 |
| 9 | 4 | 5 |
| A (MPa) | B (MPa) | n | C | m | Tr (°C) | Tm (°C) |
|---|---|---|---|---|---|---|
| 315 | 520 | 0.21 | 0.003 | 0.843 | 20 | 730 |
| D1 | D2 | D3 | D4 | D5 |
|---|---|---|---|---|
| 0.118 | 0.126 | −0.374 | 0.036 | 0 |
| No. | Category | Feed Speed vw (mm/min) | Spindle Speed n (rpm) | Grinding Depth ap (mm) | X Amplitude AX (μm) | Z Amplitude AZ (μm) |
|---|---|---|---|---|---|---|
| (a) | GM | 15 | 1200 | 0.01 | 0 | 0 |
| (b) | XUGM | 15 | 1200 | 0.01 | 0 | 5 |
| (c) | ZUGM | 15 | 1200 | 0.01 | 5 | 0 |
| (d) | 2UGM | 15 | 1200 | 0.01 | 5 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Chen, W.; Zhu, Y. Effect of Vibration Direction on Two-Dimensional Ultrasonic Assisted Grinding-Electrolysis-Discharge Generating Machining Mechanism of SiCp/Al. Materials 2023, 16, 2703. https://doi.org/10.3390/ma16072703
Li J, Chen W, Zhu Y. Effect of Vibration Direction on Two-Dimensional Ultrasonic Assisted Grinding-Electrolysis-Discharge Generating Machining Mechanism of SiCp/Al. Materials. 2023; 16(7):2703. https://doi.org/10.3390/ma16072703
Chicago/Turabian StyleLi, Jing, Wanwan Chen, and Yongwei Zhu. 2023. "Effect of Vibration Direction on Two-Dimensional Ultrasonic Assisted Grinding-Electrolysis-Discharge Generating Machining Mechanism of SiCp/Al" Materials 16, no. 7: 2703. https://doi.org/10.3390/ma16072703