
Fabrication of Ti3Al-Based Intermetallic Alloy by Laser Powder Bed Fusion Using a Powder Mixture
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
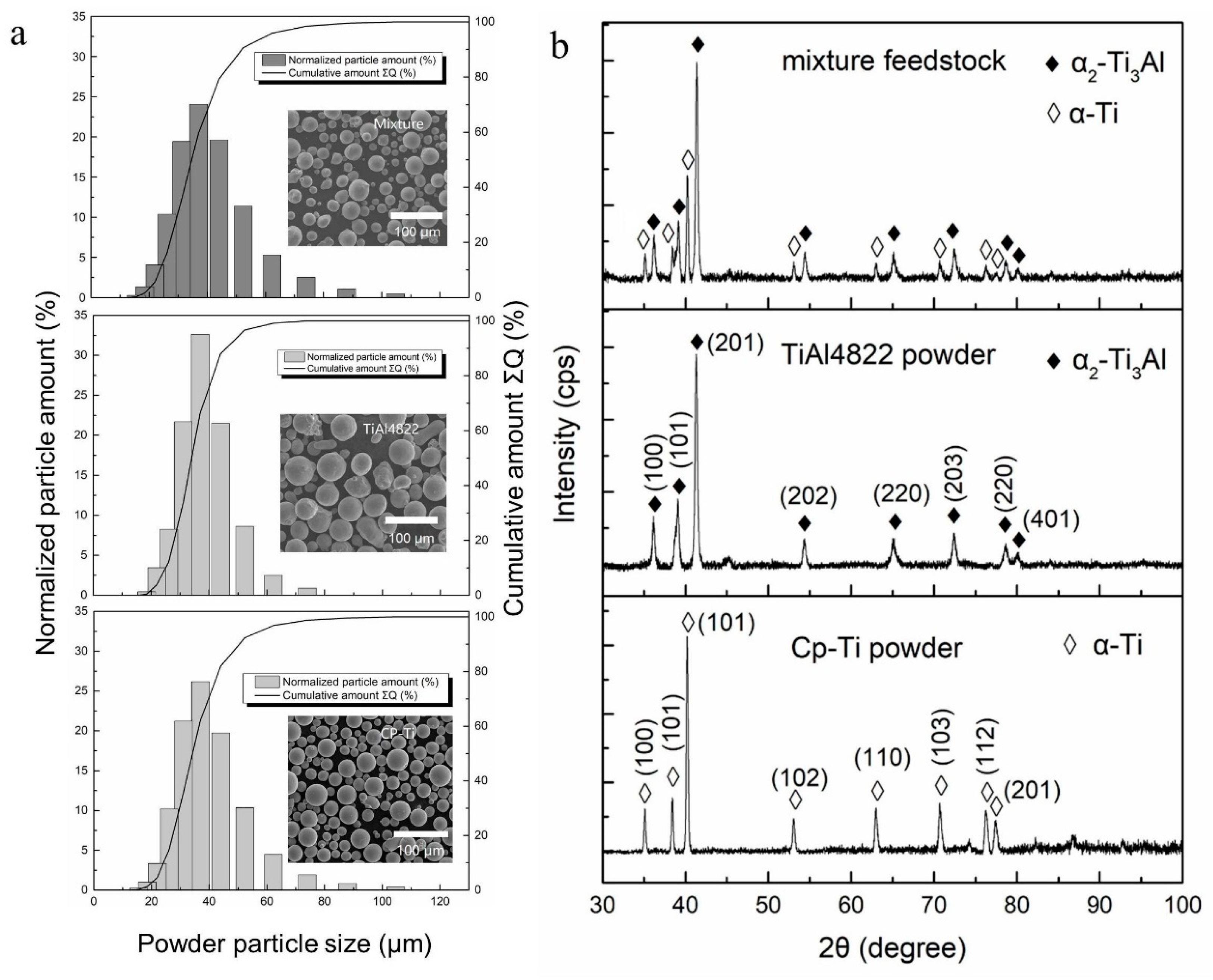
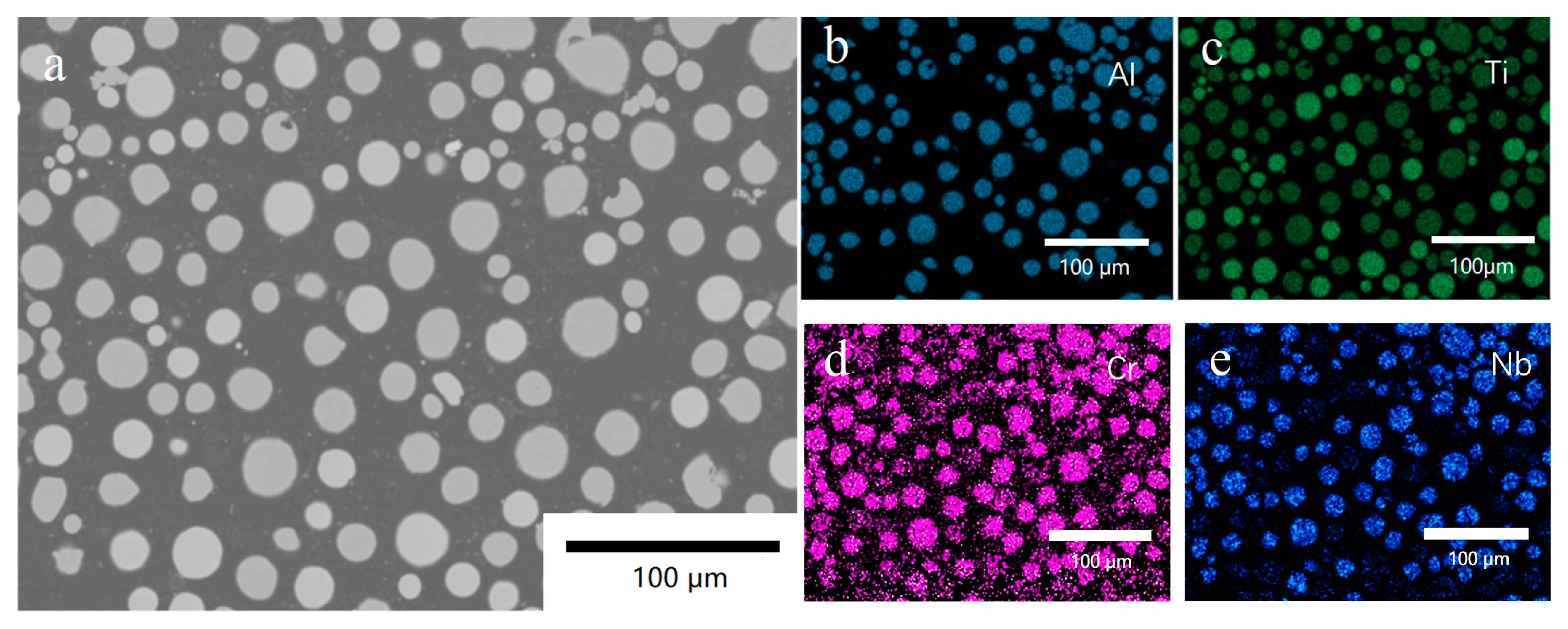
3.1. Powder Mixture Characterization
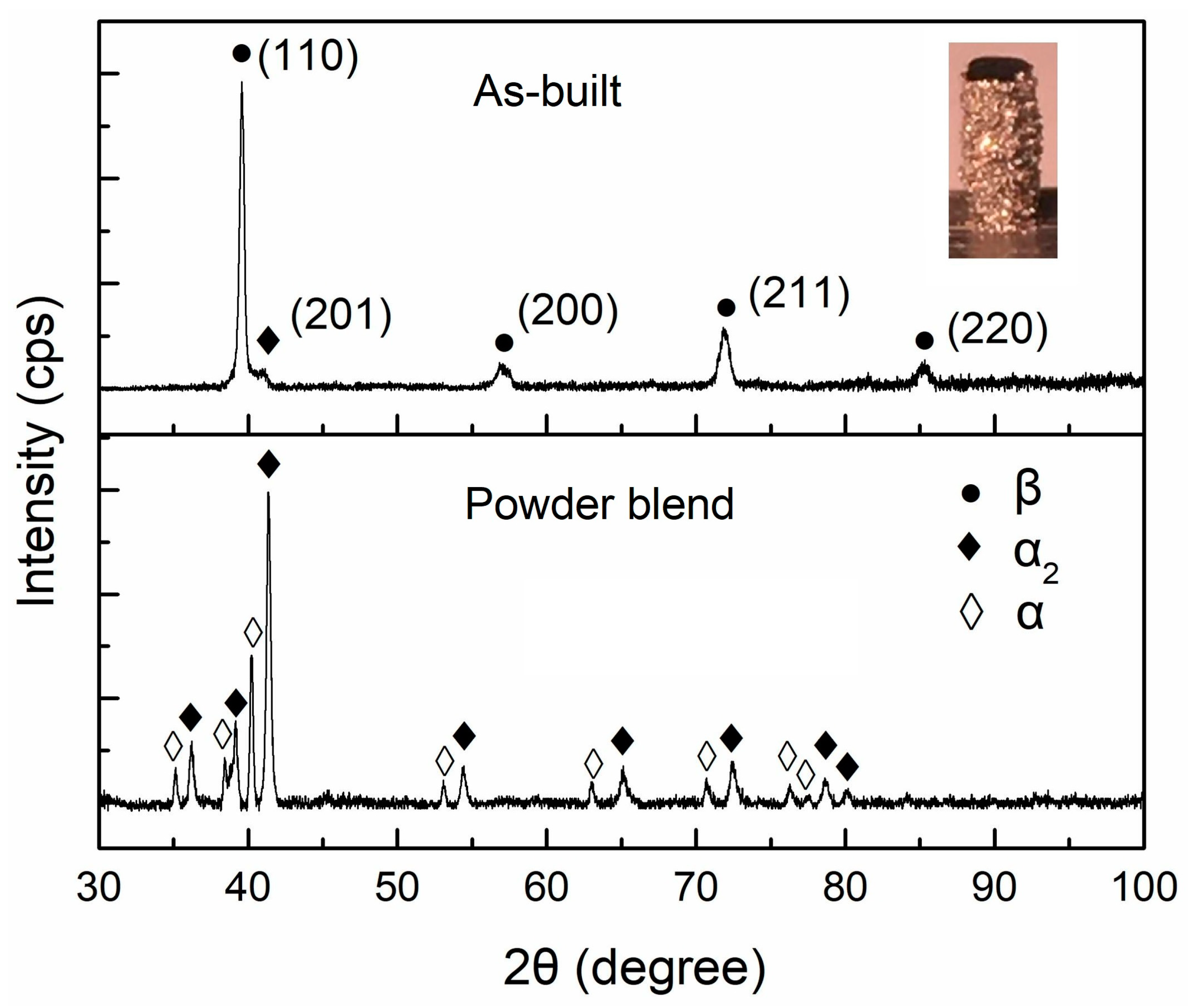
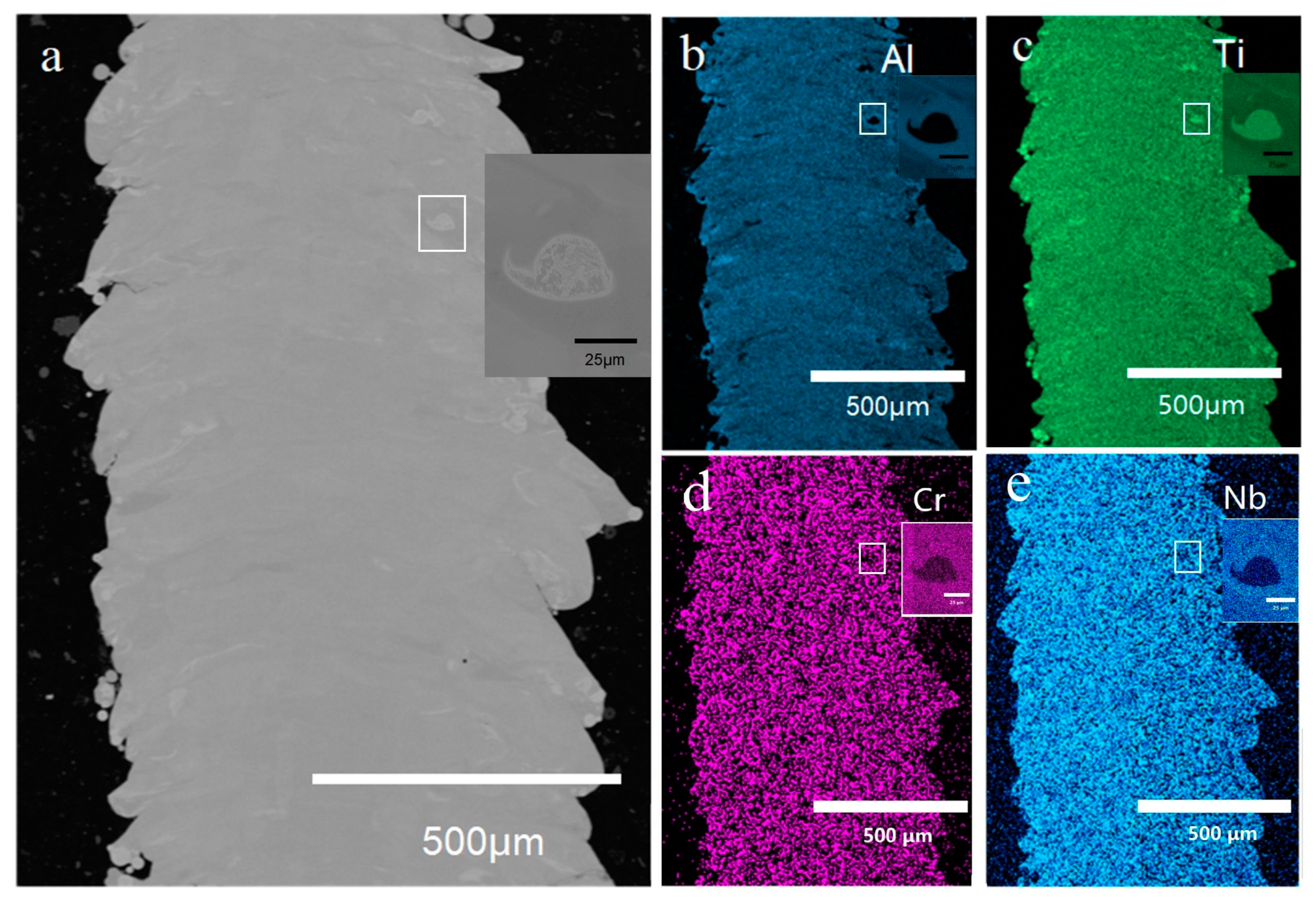
3.2. Characterization of the As-Built Sample
3.3. Characterization of the Heat-Treated Sample
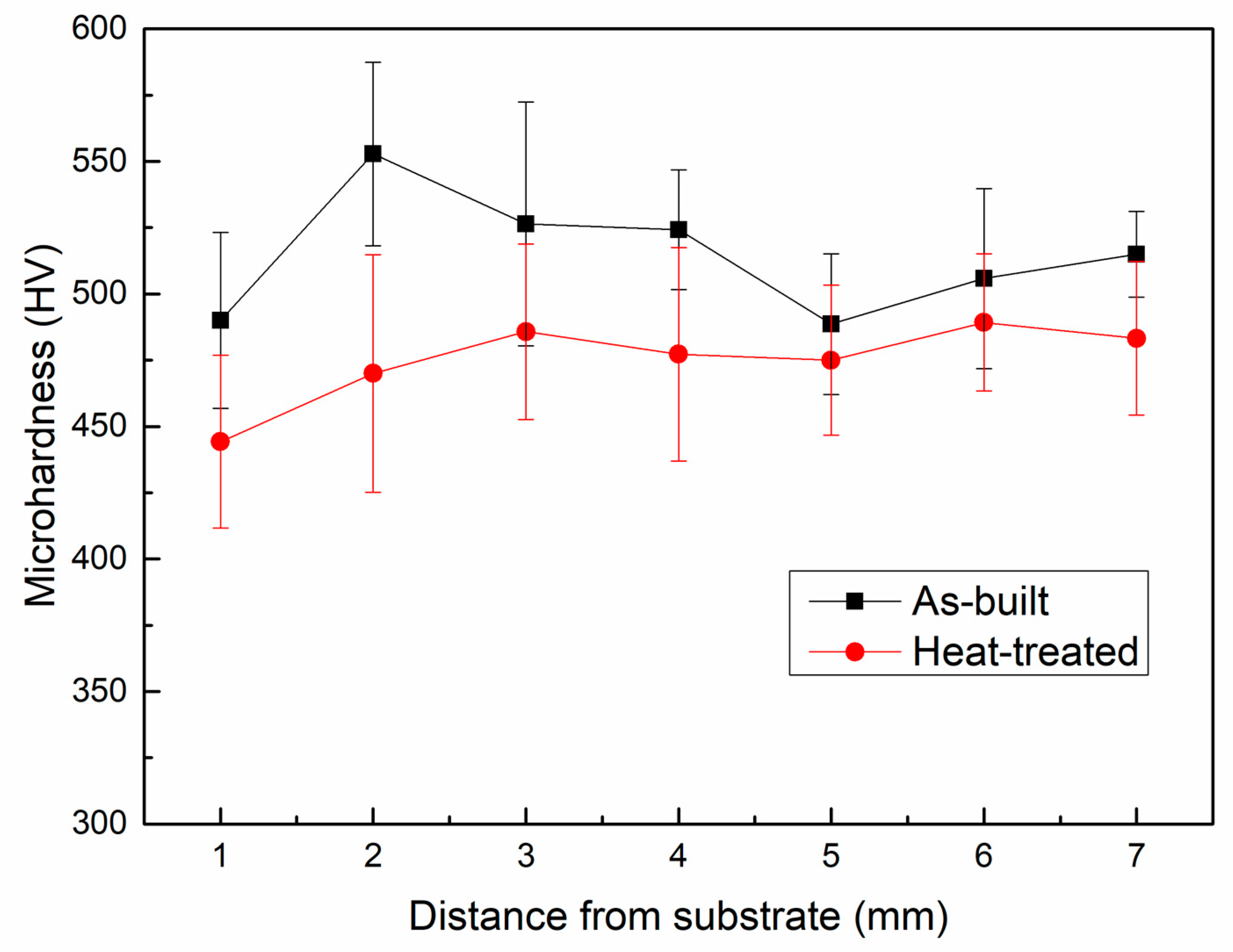
3.4. Microhardness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Djanarthany, S.; Viala, J.-C.; Bouix, J. An overview of monolithic titanium aluminides based on Ti3Al and TiAl. Mater. Chem. Phys. 2001, 72, 301–319. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications–processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Froes, F.; Suryanarayana, C. Titanium aluminides. Phys. Metall. Process. Intermet. Compd. 1996, 297–350. [Google Scholar] [CrossRef]
- Hegab, H.A. Design for additive manufacturing of composite materials and potential alloys: A review. Manuf. Rev. 2016, 3, 11. [Google Scholar] [CrossRef] [Green Version]
- Bandyopadhyay, A.; Traxel, K.D.; Lang, M.; Juhasz, M.; Eliaz, N.; Bose, S. Alloy design via additive manufacturing: Advantages, challenges, applications and perspectives. Mater. Today 2022, 52, 207–224. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of metal and alloy components by additive manufacturing: Examples of 3D materials science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef] [Green Version]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Yue, H.; Chen, Y.; Wang, X.; Kong, F. Effect of beam current on microstructure, phase, grain characteristic and mechanical properties of Ti-47Al-2Cr-2Nb alloy fabricated by selective electron beam melting. J. Alloys Compd. 2018, 750, 617–625. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Liu, T.; Yasuda, H.Y.; Hagihara, K.; Cho, K.; Ueda, M.; Takeyama, M. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Cuiuri, D.; Li, H.; Pan, Z.; Shen, C. The effect of postproduction heat treatment on γ-TiAl alloys produced by the GTAW-based additive manufacturing process. Mater. Sci. Eng. A 2016, 657, 86–95. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. Characterisation of titanium aluminide components manufactured by laser metal deposition. Intermetallics 2018, 93, 89–92. [Google Scholar] [CrossRef]
- Wang, H.; Fang, Z.Z.; Sun, P. A critical review of mechanical properties of powder metallurgy titanium. Int. J. Powder Metall. 2010, 46, 45–57. [Google Scholar]
- Chen, Y.; Zhang, X.; Parvez, M.M.; Liou, F. A Review on Metallic Alloys Fabrication Using Elemental Powder Blends by Laser Powder Directed Energy Deposition Process. Materials 2020, 13, 3562. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Tan, X.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.; Tor, S.; Lim, C.; Wong, C. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Yan, L.; Chen, X.; Li, W.; Newkirk, J.; Liou, F. Direct laser deposition of Ti-6Al-4V from elemental powder blends. Rapid Prototyp. J. 2016, 22, 810–816. [Google Scholar] [CrossRef] [Green Version]
- Chen, X. Fabrication and Characterization of Advanced Materials Using Laser Metal Deposition from Elemental Powder Mixture; Missouri University of Science and Technology: Rolla, MO, USA, 2018. [Google Scholar]
- Li, W.; Yan, L.; Chen, X.; Zhang, J.; Zhang, X.; Liou, F. Directed energy depositing a new Fe-Cr-Ni alloy with gradually changing composition with elemental powder mixes and particle size’effect in fabrication process. J. Mater. Process. Technol. 2018, 255, 96–104. [Google Scholar] [CrossRef]
- Grigoriev, A.; Polozov, I.; Sufiiarov, V.; Popovich, A. In-situ synthesis of Ti2AlNb-based intermetallic alloy by selective laser melting. J. Alloys Compd. 2017, 704, 434–442. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Popovich, A. Selective Laser Melting of Ti2AlNb-based intermetallic alloy using elemental powders: Effect of process parameters and post-treatment on microstructure, composition, and properties. Intermetallics 2019, 112, 106554. [Google Scholar] [CrossRef]
- Jicai, F.; Huiqiang, W.; Jingshan, H.; Bingang, Z. Microstructure evolution of electron beam welded Ti3Al–Nb joint. Mater. Charact. 2005, 54, 99–105. [Google Scholar] [CrossRef]
- Balla, V.K.; Das, M.; Mohammad, A.; Al-Ahmari, A.M. Additive Manufacturing of γ-TiAl: Processing, Microstructure, and Properties. Adv. Eng. Mater. 2016, 18, 1208–1215. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; du Preez, W.B. Additive manufacturing of Ti-based intermetallic alloys: A review and conceptualization of a next-generation machine. Materials 2021, 14, 4317. [Google Scholar] [CrossRef] [PubMed]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Yakovenkova, L.; Malinov, S.; Karkina, L.; Novoselova, T. Crack geometry for basal slip of Ti3Al. Scr. Mater. 2005, 52, 1033–1038. [Google Scholar] [CrossRef]
- Her, Y.; Yang, J.-M.; Wang, P. Effect of fiber coating on the fatigue crack initiation and multiplication of unnotched SCS-6/Ti3Al composites. Mater. Sci. Eng. A 1999, 259, 201–208. [Google Scholar] [CrossRef]
- Chen, W.; Li, Z. Additive manufacturing of titanium aluminides. In Additive Manufacturing for the Aerospace Industry; Elsevier: Beijing, China, 2019; pp. 235–263. [Google Scholar]
- Zhang, Y.; Wang, X.; Kong, F.; Sun, L.; Chen, Y. A high-performance β-solidifying TiAl alloy sheet: Multi-type lamellar microstructure and phase transformation. Mater. Charact. 2018, 138, 136–144. [Google Scholar] [CrossRef]
- Cho, W.; Thompson, A.W.; Williams, J.C. Creep behavior of Ti-25Al-10Nb-3V-1Mo. Metall. Trans. A 1990, 21, 641–651. [Google Scholar] [CrossRef]
- Vaidya, R.U.; Park, Y.S.; Zhe, J.; Gray, G.T.; Butt, D.P. High-temperature oxidation of Ti-48Al-2Nb-2Cr and Ti-25Al-10Nb-3V-1Mo. Oxid. Met. 1998, 50, 215–240. [Google Scholar] [CrossRef]
- Suwas, S.; Ray, R. Evolution of texture in the β (B2) phase of a two phase titanium aluminide intermetallic alloy Ti-24Al-11Nb. Metall. Mater. Trans. A 2000, 31, 2339–2350. [Google Scholar] [CrossRef]
- Li, S.; Lau, K.B.; Wuu, D.; Wei, F.; Lin, M.; Cheong, A.; Wang, P.; Tan, C.C.; Ramamurty, U. 3D printing of ductile equiatomic Fe-Co alloy for soft magnetic applications. Addit. Manuf. 2021, 47, 102291. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Łazińska, M.; Lipiński, S.; Polkowski, W.; Czujko, T.; Varin, R.A. Structure and properties of the Fe3Al-type intermetallic alloy fabricated by laser engineered net shaping (LENS). Mater. Sci. Eng. A 2016, 650, 374–381. [Google Scholar] [CrossRef]
- Li, K.; Wang, X.; Brodusch, N.; Tu, G. Mitigating cracking in laser powder bed fusion of Ti-48Al-2Cr-2Nb via introducing massive β phase. Mater. Charact. 2023, 196, 112558. [Google Scholar] [CrossRef]
- Holec, D.; Legut, D.; Isaeva, L.; Souvatzis, P.; Clemens, H.; Mayer, S. Interplay between effect of Mo and chemical disorder on the stability of β/βo-TiAl phase. Intermetallics 2015, 61, 85–90. [Google Scholar] [CrossRef]
- Clemens, H.; Wallgram, W.; Kremmer, S.; Güther, V.; Otto, A.; Bartels, A. Design of Novel β-Solidifying TiAl Alloys with Adjustable β/B2-Phase Fraction and Excellent Hot-Workability. Adv. Eng. Mater. 2008, 10, 707–713. [Google Scholar] [CrossRef]
- Kaufman, M.J. Phase Relations in the Ti3Al+ Nb System; Washington Univ Seattle Dept of Materials Science and Engineering: Seattle, WA, USA, 1988. [Google Scholar]
- Elmer, J.; Allen, S.; Eagar, T. Microstructural development during solidification of stainless steel alloys. Metall. Trans. A 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Sung, S.-Y.; Kim, Y.-J. Modeling of titanium aluminides turbo-charger casting. Intermetallics 2007, 15, 468–474. [Google Scholar] [CrossRef]
- Aziz, M.J.; Kaplan, T. Continuous growth model for interface motion during alloy solidification. Acta Metall. 1988, 36, 2335–2347. [Google Scholar] [CrossRef]
- Gogia, A.; Banerjee, D.; Nandy, T. Structure, tensile deformation, and fracture of a Ti 3 Al-Nb alloy. Metall. Trans. A 1990, 21, 609–625. [Google Scholar] [CrossRef]
- Wu, Y.; Yang, C.; Koo, C.; Singh, A. A study of texture and temperature dependence of mechanical properties in hot rolled Ti–25Al–xNb alloys. Mater. Chem. Phys. 2003, 80, 339–347. [Google Scholar] [CrossRef]
- Kumar, S.; Reddy, R. Microstructure and phase relations in a powder-processed Ti-22AI-12Nb Alloy. Metall. Mater. Trans. A 1996, 27, 1121–1126. [Google Scholar] [CrossRef]
- Strychor, R.; Williams, J.; Soffa, W. Phase transformations and modulated microstructures in Ti-Al-Nb alloys. Metall. Trans. A 1988, 19, 225–234. [Google Scholar] [CrossRef]
- Sircar, S.; Narasimhan, K.; Mukherjee, K. An investigation of the ordered DO 19 phase formation in the Ti-Al system. J. Mater. Sci. 1986, 21, 4143–4146. [Google Scholar] [CrossRef]
- Ding, H.; Song, D.; Wang, D.; Zhang, C.; Cui, J. Microstructural evolution in superplastic deformation of a Ti3Al alloy. J. Mater. Sci. Lett. 2000, 13, 1135–1137. [Google Scholar] [CrossRef]
- Wang, X.; Muñiz-Lerma, J.A.; Sánchez-Mata, O.; Attarian Shandiz, M.; Brochu, M. Microstructure and mechanical properties of stainless steel 316L vertical struts manufactured by laser powder bed fusion process. Mater. Sci. Eng. A 2018, 736, 27–40. [Google Scholar] [CrossRef]
- Yu, C.-H.; Peng, R.L.; Luzin, V.; Sprengel, M.; Calmunger, M.; Lundgren, J.-E.; Brodin, H.; Kromm, A.; Moverare, J. Thin-wall effects and anisotropic deformation mechanisms of an additively manufactured Ni-based superalloy. Addit. Manuf. 2020, 36, 101672. [Google Scholar] [CrossRef]
- Schuster, J.C.; Palm, M. Reassessment of the binary Aluminum-Titanium phase diagram. J. Phase Equilibria Diffus. 2006, 27, 255–277. [Google Scholar] [CrossRef]
- Tong, V.; Joseph, S.; Ackerman, A.K.; Dye, D.; Britton, T.B. Using transmission Kikuchi diffraction to characterise α variants in an α + β titanium alloy. J. Microsc. 2017, 267, 318–329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gao, X.; Zeng, W.; Li, X.; Zhou, D.; Xu, J.; Wang, Q. Effect of boundary on the alpha phase precipitation in a near-alpha titanium alloy. Mater. Lett. 2018, 233, 298–301. [Google Scholar] [CrossRef]
- Chen, F.-W.; Xu, G.; Zhang, X.-Y.; Zhou, K.-C.; Cui, Y. Effect of α morphology on the diffusional β↔ α transformation in Ti–55531 during continuous heating: Dissection by dilatometer test, microstructure observation and calculation. J. Alloys Compd. 2017, 702, 352–365. [Google Scholar] [CrossRef]
- Pang, G.-D.; Lin, Y.; Jiang, Y.-Q.; Zhang, X.-Y.; Liu, X.-G.; Xiao, Y.-W.; Zhou, K.-C. Precipitation behaviors and orientation evolution mechanisms of α phases in Ti-55511 titanium alloy during heat treatment and subsequent hot deformation. Mater. Charact. 2020, 167, 110471. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Viswanathan, G.; Denkenberger, R.; Furrer, D.; Fraser, H.L. The role of crystallographic and geometrical relationships between α and β phases in an α/β titanium alloy. Acta Mater. 2003, 51, 4679–4691. [Google Scholar] [CrossRef]
- Wu, X.; Cai, C.; Yang, L.; Liu, W.; Li, W.; Li, M.; Liu, J.; Zhou, K.; Shi, Y. Enhanced mechanical properties of Ti-6Al-2Zr-1Mo-1V with ultrafine crystallites and nano-scale twins fabricated by selective laser melting. Mater. Sci. Eng. A 2018, 738, 10–14. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Zhu, Y.; Yang, Y.; Zhang, R.; Zhang, Z.; Huang, A.; Zhang, K. Enhancing high-temperature strength and ductility in laser powder bed fusion Ti–6.5 Al–2Zr–1Mo–1V alloy via heat treatment optimization. Mater. Sci. Eng. A 2022, 859, 144201. [Google Scholar] [CrossRef]
- Brandl, E.; Greitemeier, D. Microstructure of additive layer manufactured Ti–6Al–4V after exceptional post heat treatments. Mater. Lett. 2012, 81, 84–87. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Zhang, T.; Tao, J.; Li, J.; Zhang, Y. Effect of heat treatment on the microstructure and properties of a Ti3Al linear friction welding joint. Materials 2019, 12, 1159. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Chen, Z.Y.; Wu, C.C.; Li, J.W.; Tang, Z.Y.; Wang, Q.J. The effect of annealing on microstructure and tensile properties of Ti–22Al–25Nb electron beam weld joint. Intermetallics 2016, 75, 8–14. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D10 (µm) | D50 (µm) | D90 (µm) | |
|---|---|---|---|
| TiAl-4822 | 25.36 | 33.9 | 45.27 |
| CP-Ti | 27.44 | 40.06 | 56.40 |
| Mixture | 25.36 | 36.05 | 53.47 |
| Composition | Method | Phase | Hardness (HV) | Reference |
|---|---|---|---|---|
| Ti-23Al-17Nb (at.%) | Linear friction welding | β, α2, O 1 | 448 | Li et al. [57] |
| Ti-24Al-11Nb (at.%) | Hot roll + quenching | β/B2, α2 | 443 | Suwas et al. [30] |
| Ti-22Al-12Nb (at.%) | Arc melting + hot vacuum pressing | B2, α2 | 510 (Arc melting) 392 (hot pressing) | Kumar et al. [42] |
| Ti-22Al-25Nb (at.%) | EB 2 welding | α2, O, B2 | 335 (as-weld), 420 (HT) | Chen et al. [58] |
| Ti-10Al-27Nb (wt.%) | EB welding | B2 | 342 | Feng et al. [20] |
| Ti-22Al-25Nb (at.%) | LPBF 3 + HIP 4 | α2, O, B2 | 332 ± 18 | Polozov et al. [19] |
| Ti-22Al-25Nb (at.%) | LPBF + HT | α2, O, B2 | 338.6 ± 7.4 (as-built) 358.1 ± 5.8 (HT) | Grigoriev et al. [18] |
| Ti-33Al-1.4Cr-1.4Nb (at.%) | LPBF | β (as-built), α2 + β (HT) | 515 ± 38 (as-built), 475 ± 37 (HT) | This study |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Wang, X.; Chen, H.; Huang, X.; Zhu, G.; Tu, G. Fabrication of Ti3Al-Based Intermetallic Alloy by Laser Powder Bed Fusion Using a Powder Mixture. Materials 2023, 16, 2699. https://doi.org/10.3390/ma16072699
Li K, Wang X, Chen H, Huang X, Zhu G, Tu G. Fabrication of Ti3Al-Based Intermetallic Alloy by Laser Powder Bed Fusion Using a Powder Mixture. Materials. 2023; 16(7):2699. https://doi.org/10.3390/ma16072699
Chicago/Turabian StyleLi, Kuanhe, Xianglong Wang, Haishao Chen, Xiaoxiao Huang, Guanglin Zhu, and Ganfeng Tu. 2023. "Fabrication of Ti3Al-Based Intermetallic Alloy by Laser Powder Bed Fusion Using a Powder Mixture" Materials 16, no. 7: 2699. https://doi.org/10.3390/ma16072699