
Constitutive Analysis and Microstructure Characteristics of As-Homogenized 2198 Al–Li Alloy under Different Hot Compression Deformation Conditions
 ,
,
Abstract
:1. Introduction
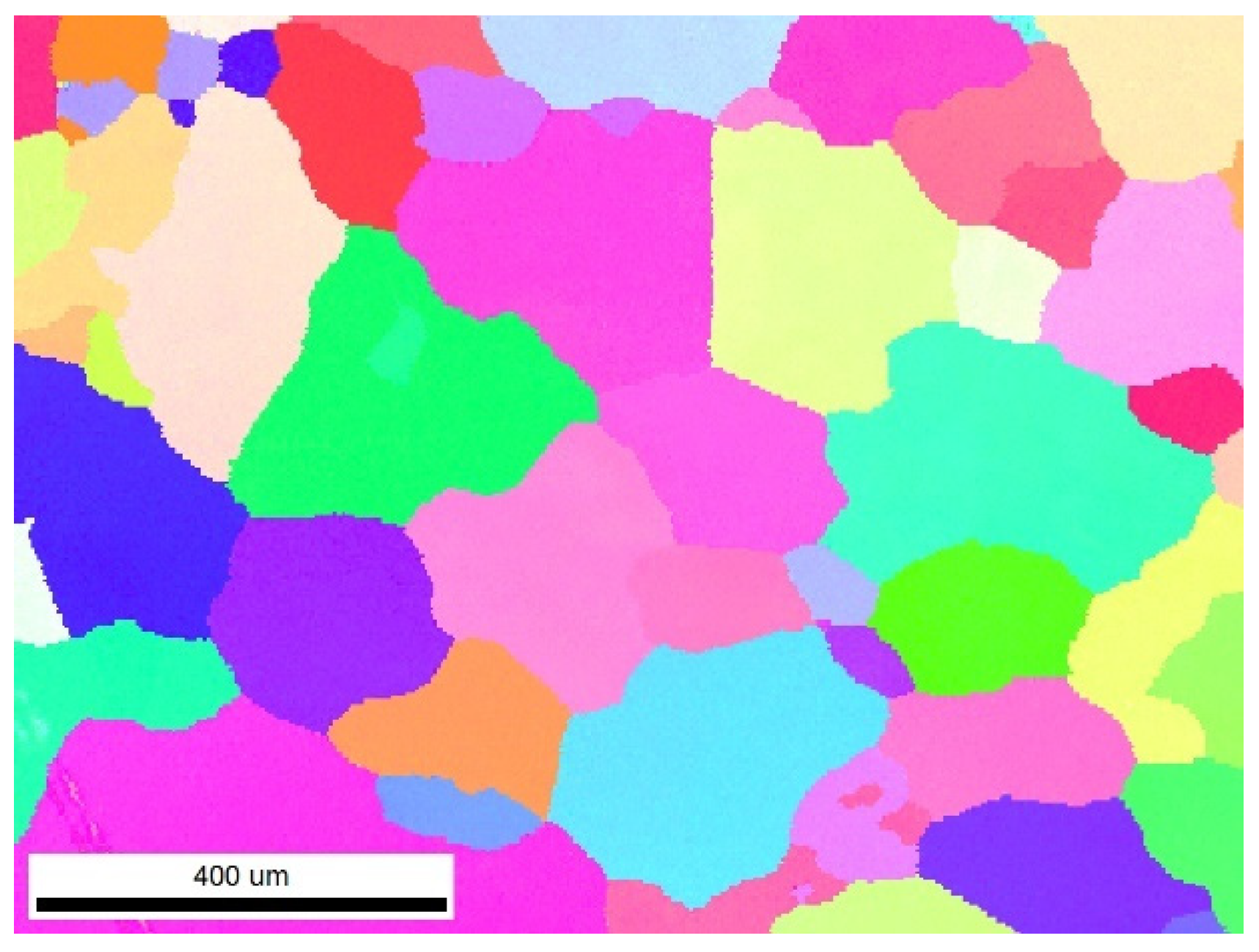
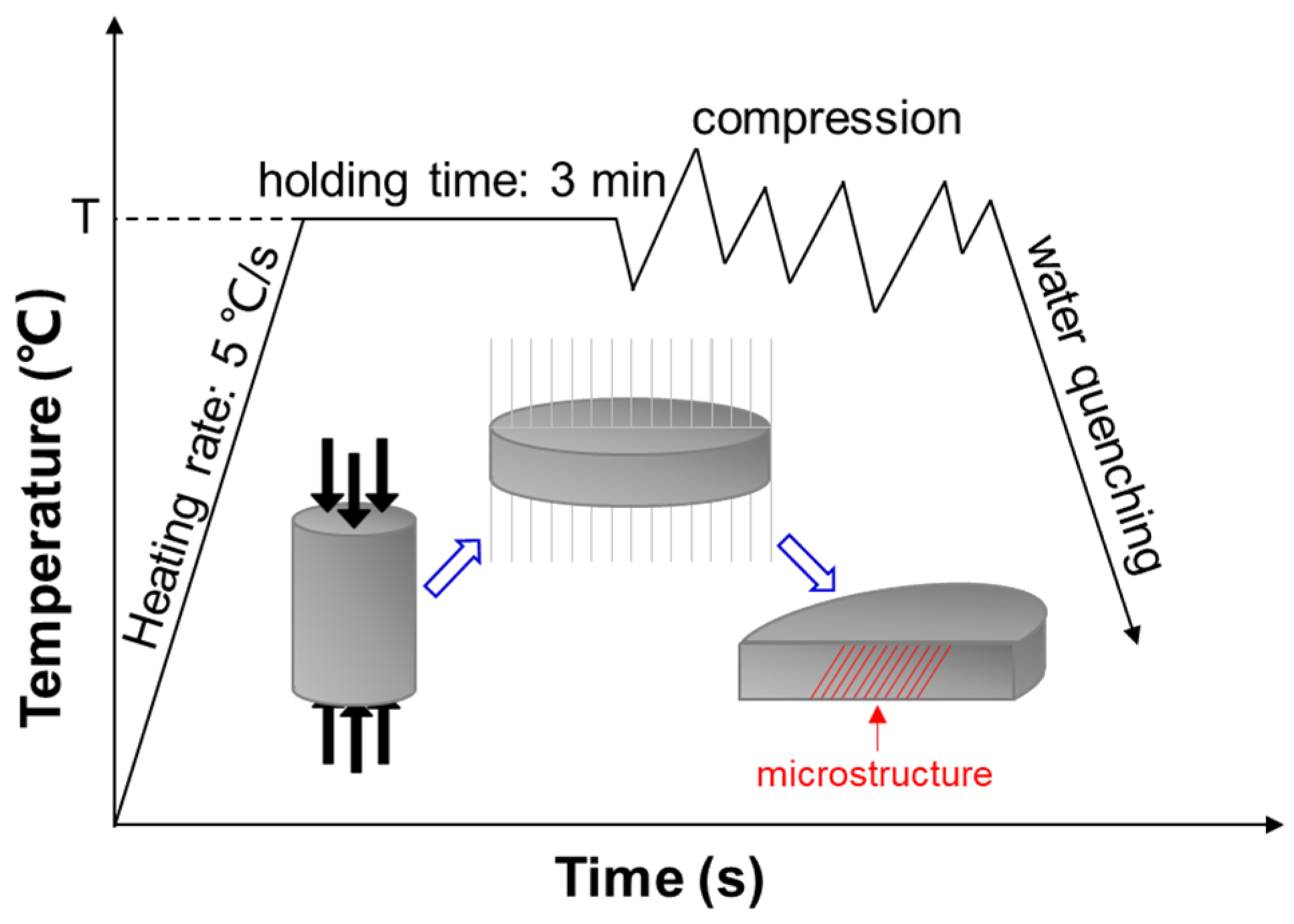
2. Materials and Experimental Methods
3. Results and Discussion
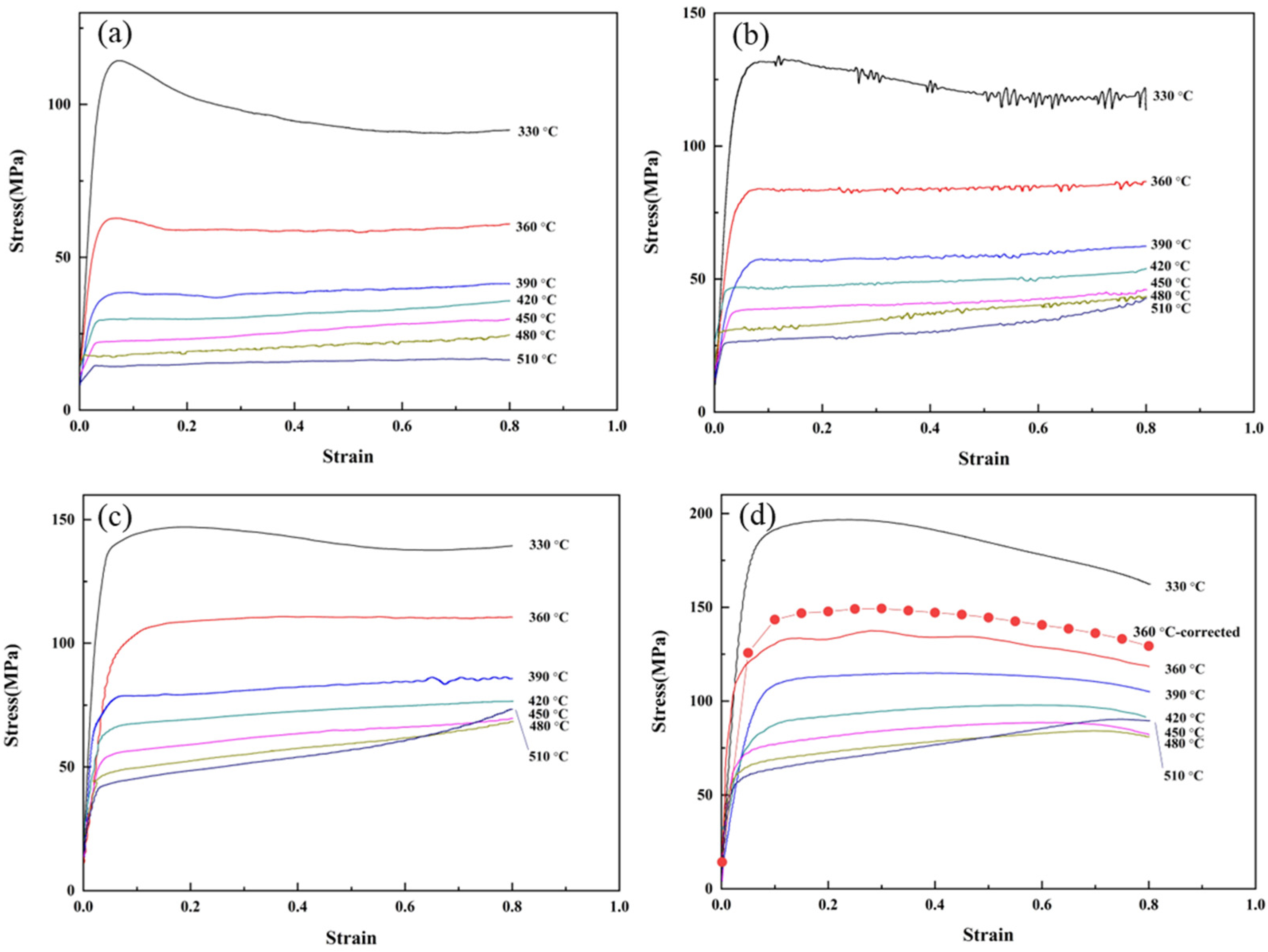
3.1. Flow-Stress Curves
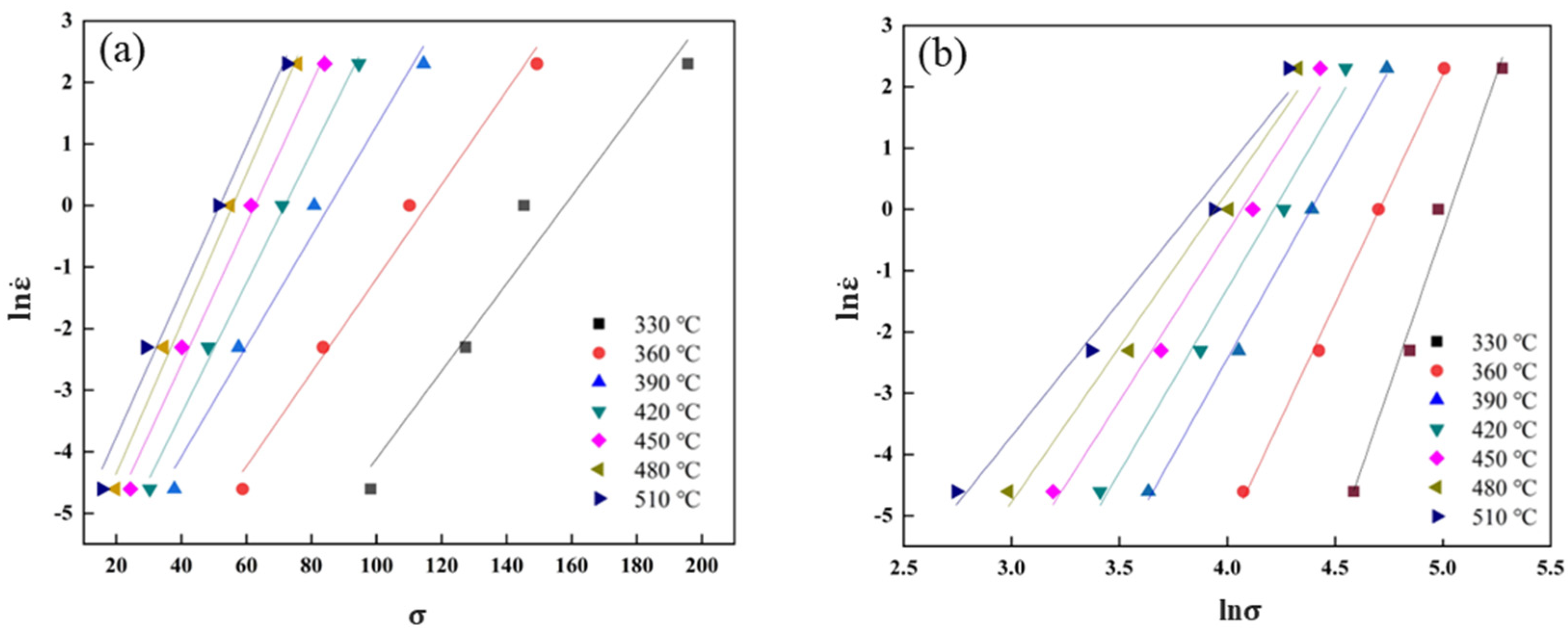
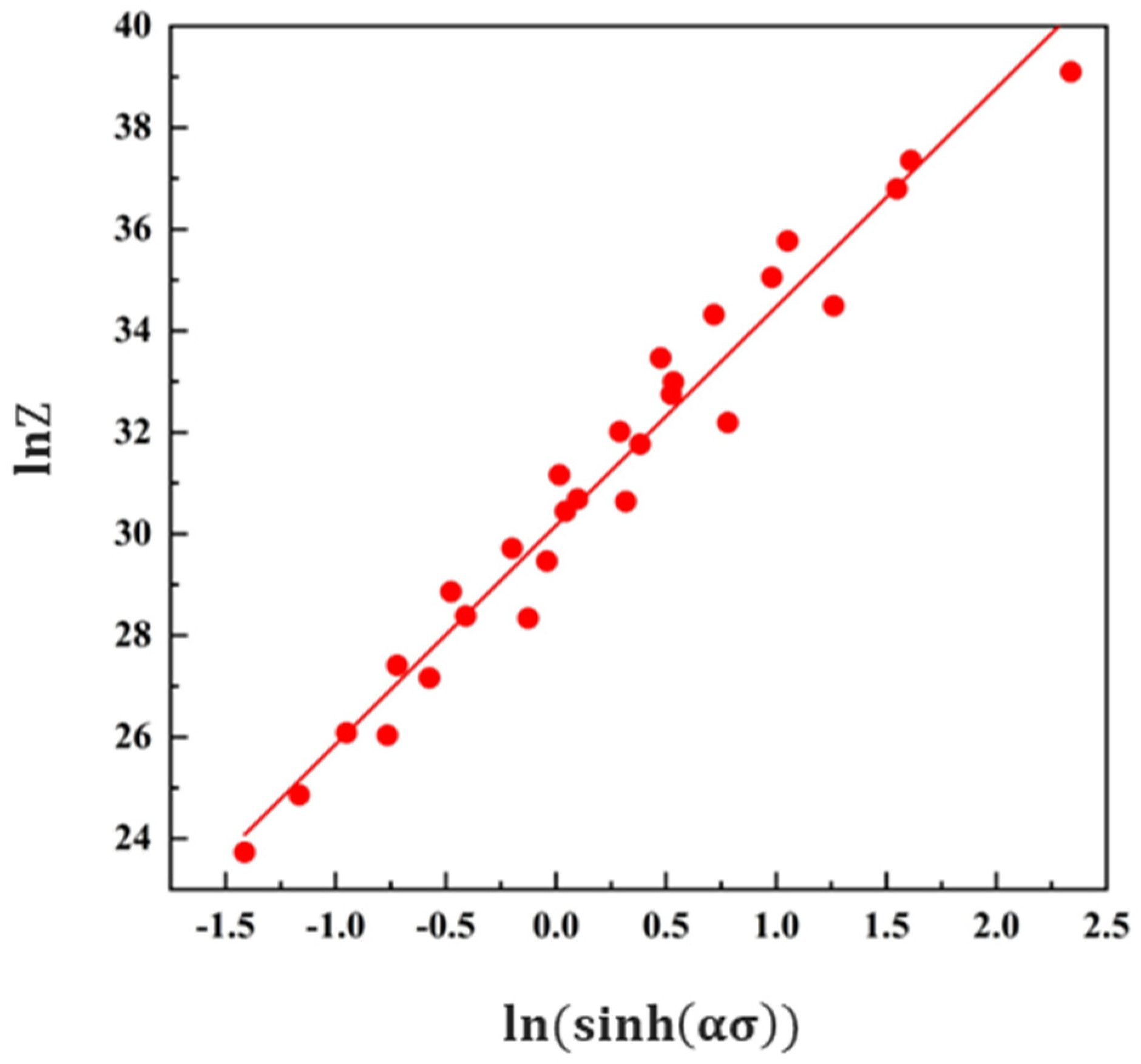
3.2. Constitutive Equation
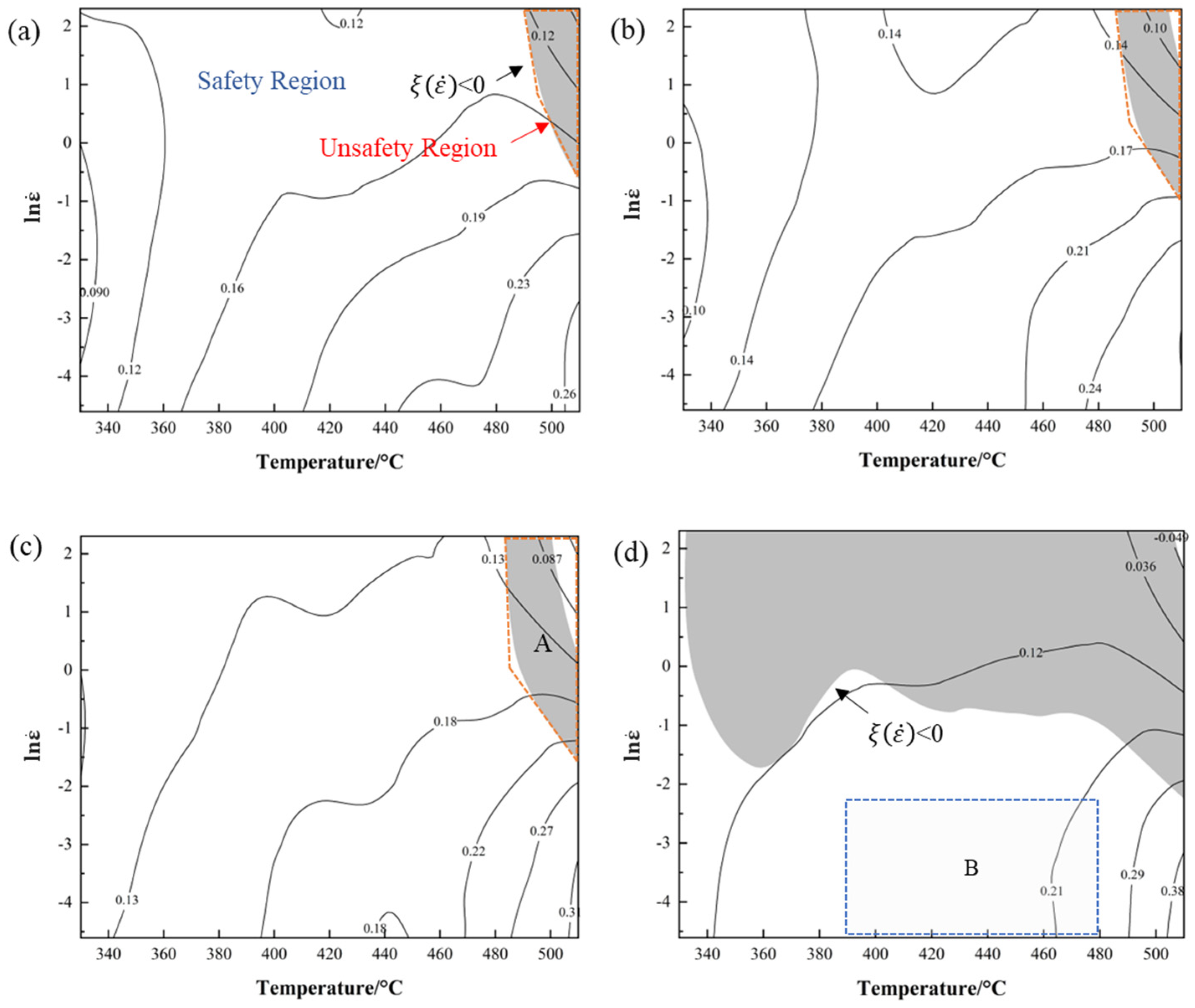
3.3. Establishment of Processing Map
3.4. Microstructure and Dynamic Softening Mechanism
3.4.1. Flow Behavior and Microstructure Evolution
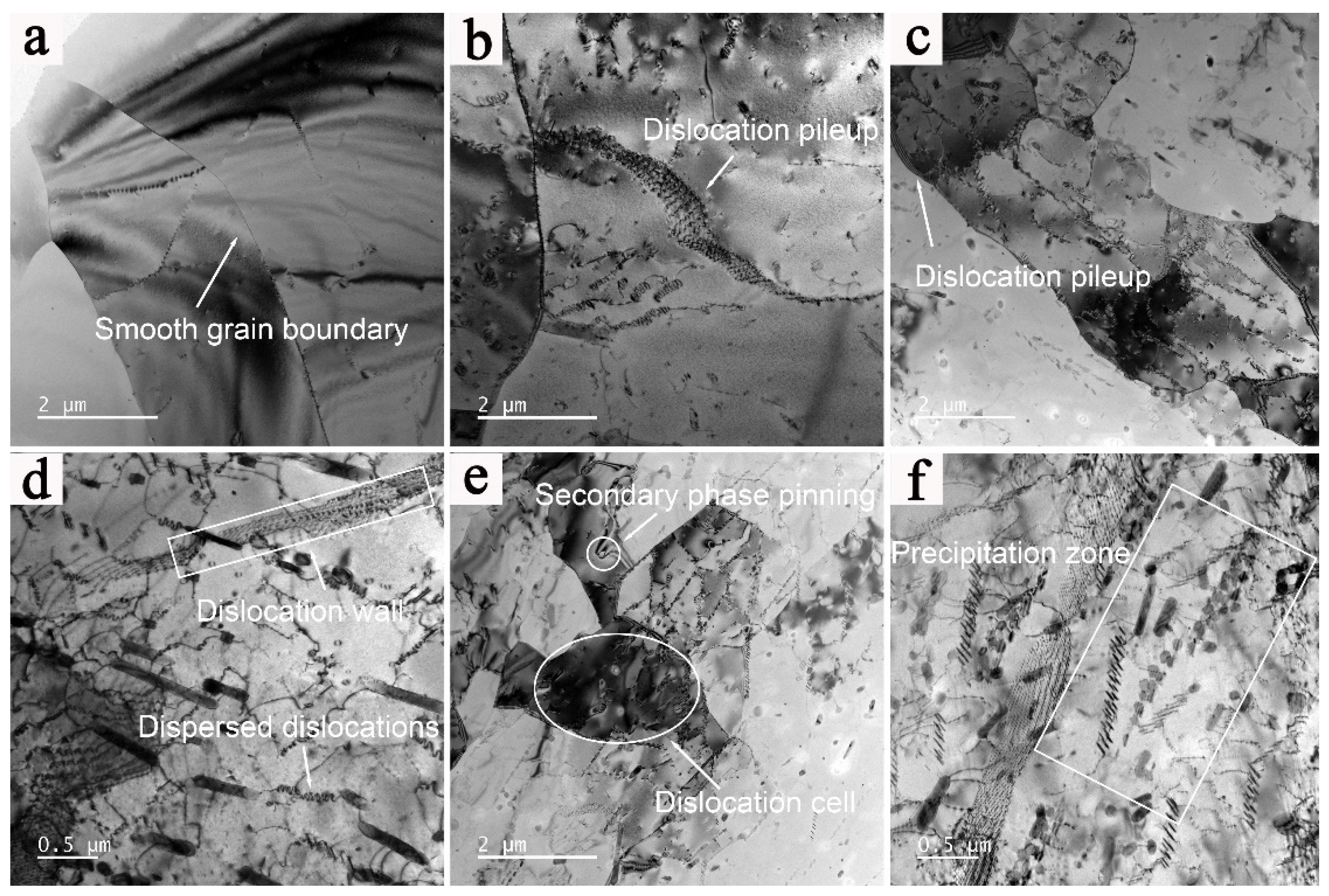
3.4.2. The Influence of Deformation Temperature and Strain Rate on Microstructure
4. Conclusions
- (1)
- The flow stress of the 2198 Al–Li alloy during the hot compression test increases with the increase in strain in the initial stage of deformation, and then gradually tends to be stable due to the increasing effect of microstructure softening. In general, the characteristic stress is inversely proportional to the deformation temperature and proportional to the strain rate.
- (2)
- The Arrhenius constitutive equation of flow behavior for the 2198 Al–Li alloy was determined as . The scope of the unsafe region in the processing maps expands with the increase in strain, and the optimal parameters of the deformation process of the 2198 Al–Li alloy is around 450–480 °C approximately, providing efficient guidance for industrial processing, such as forging, extrusion, and rolling.
- (3)
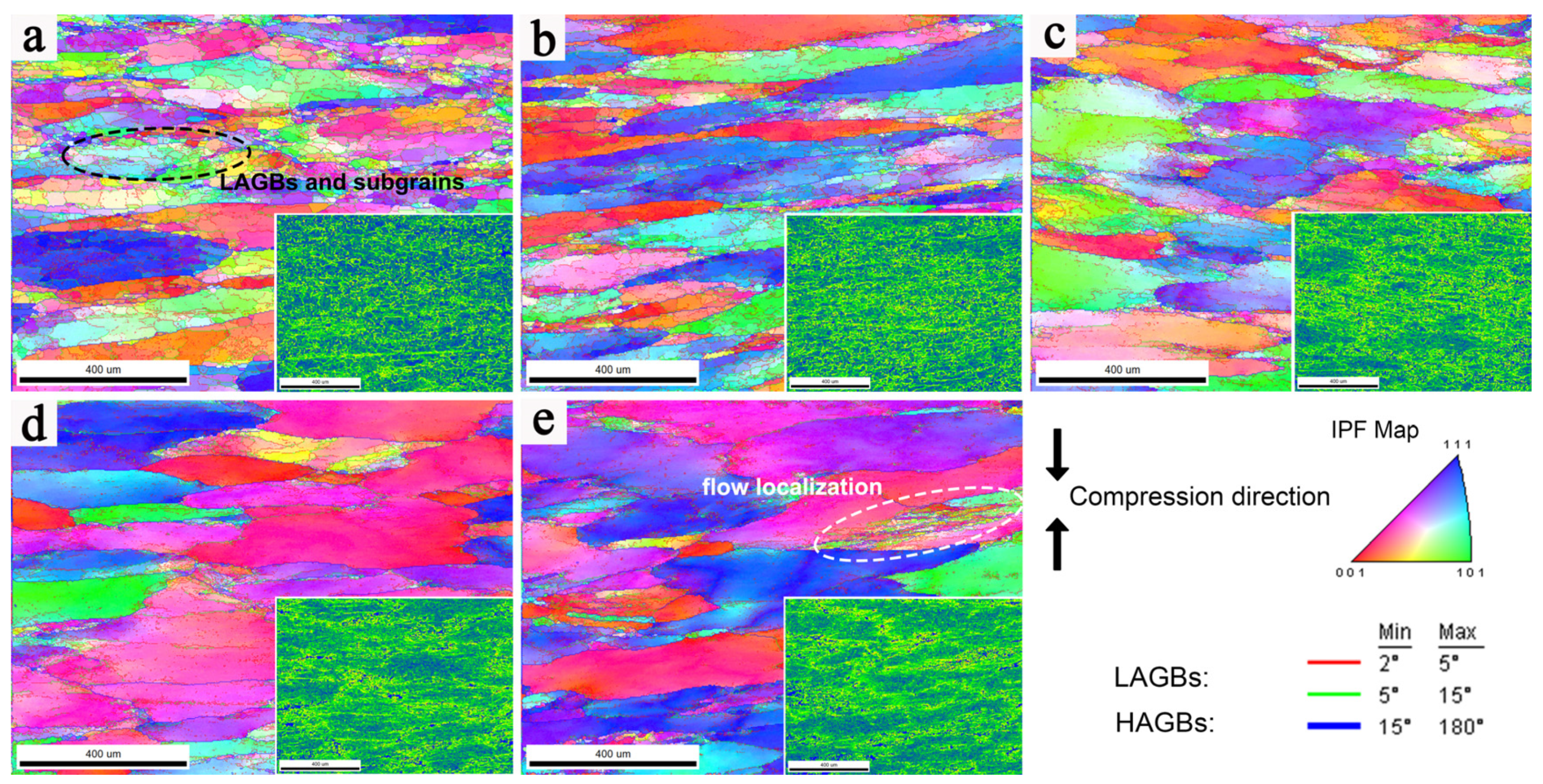
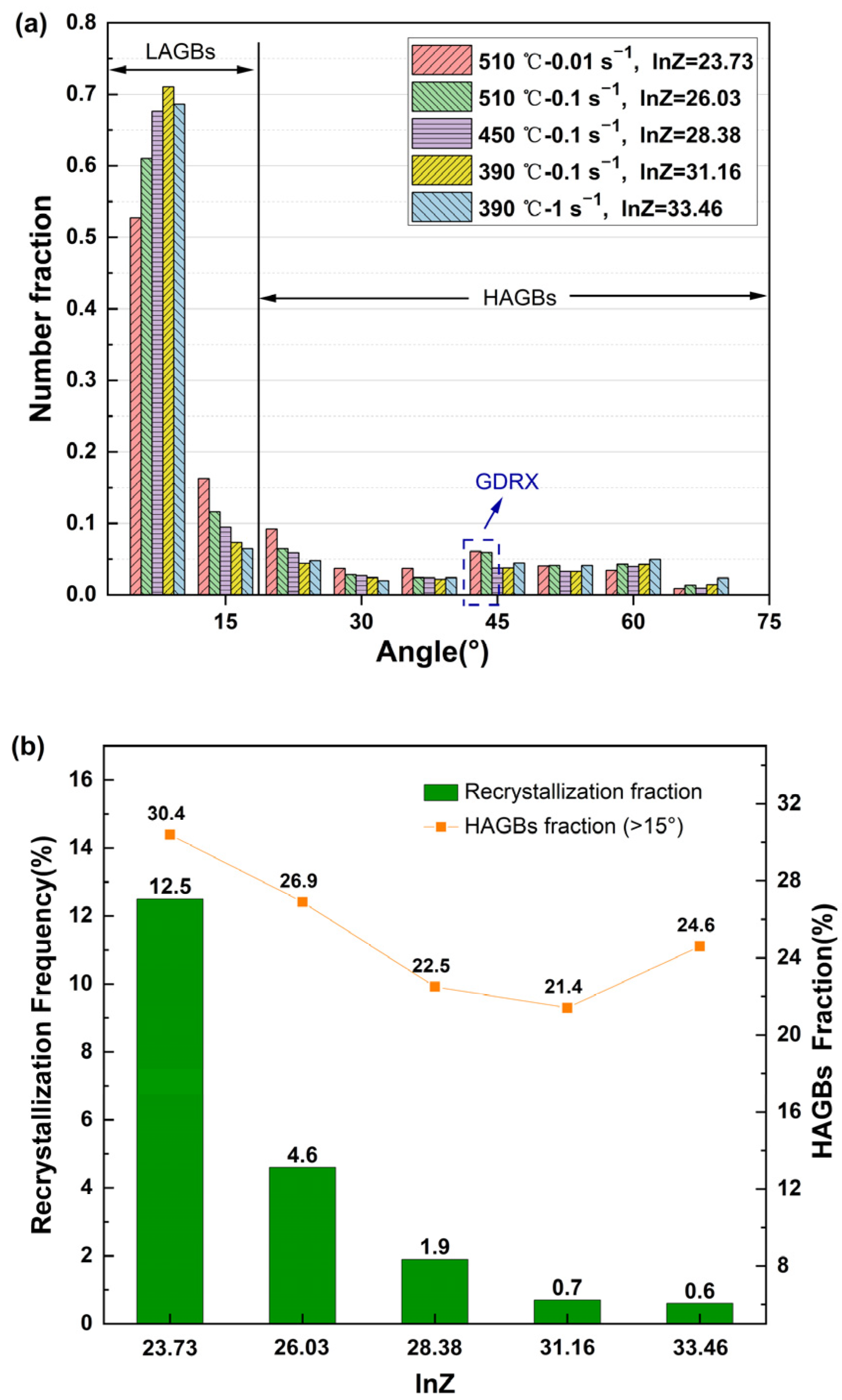
- The CDRX and GDRX mechanisms mainly occur at low Z values, corresponding to the conversion of the misorientation angle of grain boundaries from LAGBs into HAGBs, while the DDRX mechanism mainly occurs at moderate and high Z values.
- (4)
- At low deformation temperatures and high strain rates, flow localization occurs at the triple junctions of deformed grains. The density of secondary phases increases with the increase in the Z value, constraining the forming of DRX grains by hindering the migration of grain boundaries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lavernia, E.J.; Grant, N.J. Aluminium-lithium alloys. J. Mater. Sci. 1987, 22, 1521–1529. [Google Scholar] [CrossRef]
- Lavernia, E.; Srivatsan, T.S.; Mohamed, F. Strength, deformation, fracture behaviour and ductility of aluminium-lithium alloys. J. Mater. Sci. 1990, 25, 1137–1158. [Google Scholar] [CrossRef]
- Prasad, N.E.; Gokhale, A.; Rao, P.R. Mechanical behaviour of aluminium-lithium alloys. Sadhana 2003, 28, 209–246. [Google Scholar] [CrossRef]
- Abd El-Aty, A.; Xu, Y.; Guo, X.; Zhang, S.-H.; Ma, Y.; Chen, D. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; Li, Q.-F.; Xia, Y.-C.; Li, L.-T. A phenomenological constitutive model for high temperature flow stress prediction of Al–Cu–Mg alloy. Mater. Sci. Eng. A 2012, 534, 654–662. [Google Scholar] [CrossRef]
- Yin, H.; Li, H.; Su, X.; Huang, D. Processing maps and microstructural evolution of isothermal compressed Al–Cu–Li alloy. Mater. Sci. Eng. A 2013, 586, 115–122. [Google Scholar] [CrossRef]
- Nayan, N.; Murty, S.N.; Chhangani, S.; Prakash, A.; Prasad, M.J.N.V.; Samajdar, I. Effect of temperature and strain rate on hot deformation behavior and microstructure of Al-Cu-Li alloy. J. Alloy Compd. 2017, 723, 548–558. [Google Scholar] [CrossRef]
- Fan, W.; Kashyap, B.; Chaturvedi, M. Effects of strain rate and test temperature on flow behaviour and microstructural evolution in AA 8090 Al-Li alloy. Mater. Sci. Technol. 2001, 17, 431–438. [Google Scholar] [CrossRef]
- Lou, S.; Zhao, G.; Wang, R.; Wu, X. Modeling of aluminum alloy profile extrusion process using finite volume method. J. Mater. Process. Technol. 2008, 206, 481–490. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Musharavati, F.; Spigarelli, S. Modelling of the flow behaviour of wrought aluminium alloys at elevated temperatures by a new constitutive equation. Mater. Des. 2014, 54, 869–873. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Li, G.-S.; Wang, Y.; Lv, W.Q.; Yu, C.T.; Zhou, J. A characterization for the flow behavior of as-extruded 7075 aluminum alloy by the improved Arrhenius model with variable parameters. Mater. Res. 2013, 16, 19–27. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Zhao, G.; Yu, J. Hot deformation behavior and constitutive modeling of homogenized 6026 aluminum alloy. Mater. Des. 2015, 74, 25–35. [Google Scholar] [CrossRef]
- Jie, Y.; Pan, Q.-L.; An-De, L.; Song, W.B. Flow behavior of Al–6.2 Zn–0.70 Mg–0.30 Mn–0.17 Zr alloy during hot compressive deformation based on Arrhenius and ANN models. Trans. Nonferrous Met. Soc. China 2017, 27, 638–647. [Google Scholar]
- Chen, B.; Tian, X.-L.; Li, X.-L.; Lu, C. Hot Deformation Behavior and Processing Maps of 2099 Al-Li Alloy. J. Mater. Eng. Perform. 2014, 23, 1929–1935. [Google Scholar] [CrossRef]
- Reddy, G.J.; Srinivasan, N.; Gokhale, A.A.; Kashyap, B. Processing map for hot working of spray formed and hot isostatically pressed Al-Li alloy (UL40). J. Mater. Process. Technol. 2009, 209, 5964–5972. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K.; Sasidhar, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Almere, The Netherlands, 2015. [Google Scholar]
- Jenab, A.; Taheri, A.K. Experimental investigation of the hot deformation behavior of AA7075, Development and comparison of flow localization parameter and dynamic material model processing maps. Int. J. Mech. Sci. 2014, 78, 97–105. [Google Scholar] [CrossRef]
- Meng, B.; Du, Z.; Li, C.; Wan, M. Constitutive behavior and microstructural evolution in hot deformed 2297 Al-Li alloy. Chin. J. Aeronaut. 2020, 33, 1338–1348. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Malopheyev, S. Mechanisms of dynamic recrystallization in aluminum alloys. Mater. Sci. Forum. 2014, 794, 784–789. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; Huang, S.; Mao, X.; He, H.; Tang, J.; Guo, W.; Dong, F. Dynamic recrystallization mechanisms of 2195 aluminum alloy during medium/high temperature compression deformation. Mater. Sci. Eng. A 2021, 804, 140650. [Google Scholar] [CrossRef]
- Liu, W.; Zhao, H.; Li, D.; Zhang, Z.; Huang, G.; Liu, Q. Hot deformation behavior of AA7085 aluminum alloy during isothermal compression at elevated temperature. Mater. Sci. Eng. A 2014, 596, 176–182. [Google Scholar] [CrossRef]
- Yang, Q.; Deng, Z.; Zhang, Z.; Liu, Q.; Jia, Z.; Huang, G. Effects of strain rate on flow stress behavior and dynamic recrystallization mechanism of Al-Zn-Mg-Cu aluminum alloy during hot deformation. Mater. Sci. Eng. A 2016, 662, 204–213. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Rioja, R.J. Fabrication methods to manufacture isotropic Al-Li alloys and products for space and aerospace applications. Mater. Sci. Eng. A 1998, 257, 100–107. [Google Scholar] [CrossRef]
- Khokhlatova, L.; Kolobnev, N.; Fridlyander, I.; Alekseev, A.A.; Lukina, E.A.; Ber, L.B.; Tempus, G. Anisotropy decrease in sheets of 1424 Al-Mg-Li alloy. Mater. Sci. Forum 2006, 519, 371–376. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Sun, Y.; Wang, X.; Li, A.; Song, W. Study on hot compressive deformation behaviors and corresponding industrial extrusion of as-homogenized Al-7.82 Zn-1.96 Mg-2.35 Cu-0.11 Zr alloy. J. Mater. Sci. 2018, 53, 11728–11748. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, G.; Zhao, X.; Wang, Y.; Xu, X.; Zhang, C. Constitutive modeling and microstructure characterization of 2196 Al-Li alloy in various hot deformation conditions. J. Manuf. Process. 2020, 59, 326–342. [Google Scholar] [CrossRef]
- Li, P.-W.; Li, H.-Z.; Huang, L.; Liang, X.P.; Zhu, Z.X. Characterization of hot deformation behavior of AA2014 forging aluminum alloy using processing map. Trans. Nonferrous Met. Soc. China 2017, 27, 1677–1688. [Google Scholar] [CrossRef]
- Roebuck, B.; Lord, J.; Brooks, M.; Loveday, M.S.; Sellars, C.M.; Evans, R.W. Measurement of flow stress in hot axisymmetric compression tests. Mater. High Temp. 2006, 23, 59–83. [Google Scholar] [CrossRef]
- Goetz, R.; Semiatin, S. The adiabatic correction factor for deformation heating during the uniaxial compression test. J. Mater. Eng. Perform. 2001, 10, 710–717. [Google Scholar] [CrossRef]
- Raj, R. Development of a processing map for use in warm-forming and hot-forming processes. Metall. Trans. A 1981, 12, 1089–1097. [Google Scholar] [CrossRef]
- Prasad, Y. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Narayana Murty, S.; Nageswara Rao, B.; Kashyap, B. Instability criteria for hot deformation of materials. Int. Mater. Rev. 2000, 45, 15–26. [Google Scholar] [CrossRef]
- Bacca, M.; Hayhurst, D.R.; McMeeking, R.M. Continuous dynamic recrystallization during severe plastic deformation. Mech. Mater. 2015, 90, 148–156. [Google Scholar] [CrossRef] [Green Version]
- Prasad, Y.; Rao, K.; Hort, N.; Kainer, K. Optimum parameters and rate-controlling mechanisms for hot working of extruded Mg–3Sn–1Ca alloy. Mater. Sci. Eng. A 2009, 502, 25–31. [Google Scholar] [CrossRef]
- Santosh, S.; Praveen, R.; Sampath, V. Influence of Cobalt on the Hot Deformation Characteristics of an NiTi Shape Memory Alloy. Trans. Indian Inst. Met. 2019, 72, 1465–1468. [Google Scholar] [CrossRef]
- Jiang, L.; Pérez-Prado, M.; Gruber, P.; Arzt, E.; Ruano, O.; Kassner, M. Texture, microstructure and mechanical properties of equiaxed ultrafine-grained Zr fabricated by accumulative roll bonding. Acta Mater. 2008, 56, 1228–1242. [Google Scholar] [CrossRef]
- Yu, P.; Wu, C.; Shi, L. Analysis and characterization of dynamic recrystallization and grain structure evolution in friction stir welding of aluminum plates. Acta Mater. 2021, 207, 116692. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- McQueen, H. Development of dynamic recrystallization theory. Mater. Sci. Eng. A 2004, 387, 203–208. [Google Scholar] [CrossRef]
- Cram, D.; Zurob, H.; Brechet, Y.; Hutchinson, C. Modelling discontinuous dynamic recrystallization using a physically based model for nucleation. Acta Mater. 2009, 57, 5218–5228. [Google Scholar] [CrossRef]
- Kassner, M.; Barrabes, S. New developments in geometric dynamic recrystallization. Mater. Sci. Eng. A 2005, 410, 152–155. [Google Scholar] [CrossRef]
- Blum, W.; Zhu, Q.; Merkel, R.; McQueen, H.J. Geometric dynamic recrystallization in hot torsion of Al-5Mg-0.6 Mn (AA5083). Mater. Sci. Eng. A 1996, 205, 23–30. [Google Scholar] [CrossRef]
- Henshall, G.; Kassner, M.; McQueen, H. Dynamic restoration mechanisms in Al-5.8 At. Pct Mg deformed to large strains in the solute drag regime. Metall. Trans. A 1992, 23, 881–889. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, J.; Shen, J.; Yan, X.; Chen, J. Flow behavior and processing maps of 2099 alloy. Mater. Sci. Eng. A 2014, 613, 141–147. [Google Scholar] [CrossRef]
- Li, H.; Li, Z.; Song, M.; Liang, X.; Guo, F. Hot deformation behavior and microstructural evolution of Ag-containing 2519 aluminum alloy. Mater. Des. 2010, 31, 2171–2176. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Li | Mg | Ag | Zr | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| wt.% | 3.07 | 0.92 | 0.42 | 0.26 | 0.12 | 0.03 | 0.03 | Bal. |
| Strain Rate/s−1 | 0.01 | 0.1 | 1 | 10 | |
|---|---|---|---|---|---|
| Temperature/°C | |||||
| 330 | 98.20 | 127.37 | 145.35 | 195.72 | |
| 360 | 58.85 | 83.57 | 110.16 | 149.32 | |
| 390 | 37.87 | 57.60 | 80.86 | 114.49 | |
| 420 | 30.27 | 48.24 | 71.00 | 94.57 | |
| 450 | 24.36 | 40.19 | 61.48 | 84.10 | |
| 480 | 19.81 | 34.65 | 55.02 | 75.83 | |
| 510 | 15.55 | 29.04 | 51.30 | 72.43 | |
| Temperature (°C) | Strain Rate (s−1) | |||
|---|---|---|---|---|
| 0.01 | 0.1 | 1 | 10 | |
| 330 | 32.19 | 34.49 | 36.79 | 39.10 |
| 360 | 30.44 | 32.75 | 35.05 | 37.35 |
| 390 | 28.86 | 31.16 | 33.46 | 35.77 |
| 420 | 27.41 | 29.71 | 32.02 | 34.32 |
| 450 | 26.08 | 28.38 | 30.69 | 32.99 |
| 480 | 24.86 | 27.16 | 29.46 | 31.77 |
| 510 | 23.73 | 26.03 | 28.34 | 30.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Li, X.; Yan, H.; Li, Y.; Geng, L.; Xun, C.; Li, Z.; Zhang, Y.; Xiong, B. Constitutive Analysis and Microstructure Characteristics of As-Homogenized 2198 Al–Li Alloy under Different Hot Compression Deformation Conditions. Materials 2023, 16, 2660. https://doi.org/10.3390/ma16072660
Li H, Li X, Yan H, Li Y, Geng L, Xun C, Li Z, Zhang Y, Xiong B. Constitutive Analysis and Microstructure Characteristics of As-Homogenized 2198 Al–Li Alloy under Different Hot Compression Deformation Conditions. Materials. 2023; 16(7):2660. https://doi.org/10.3390/ma16072660
Chicago/Turabian StyleLi, Huiyu, Xiwu Li, Hongwei Yan, Yanan Li, Libo Geng, Chenyang Xun, Zhihui Li, Yongan Zhang, and Baiqing Xiong. 2023. "Constitutive Analysis and Microstructure Characteristics of As-Homogenized 2198 Al–Li Alloy under Different Hot Compression Deformation Conditions" Materials 16, no. 7: 2660. https://doi.org/10.3390/ma16072660