
Rheological Characteristics of Fe–C–Cr(Ni) Alloys
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Determination of Liquidus Temperature
2.3. Determination of Rheological Properties (Parameters)
2.4. SEM and EDX Methods
3. Results and Discussion
3.1. Liquidus Temperatures
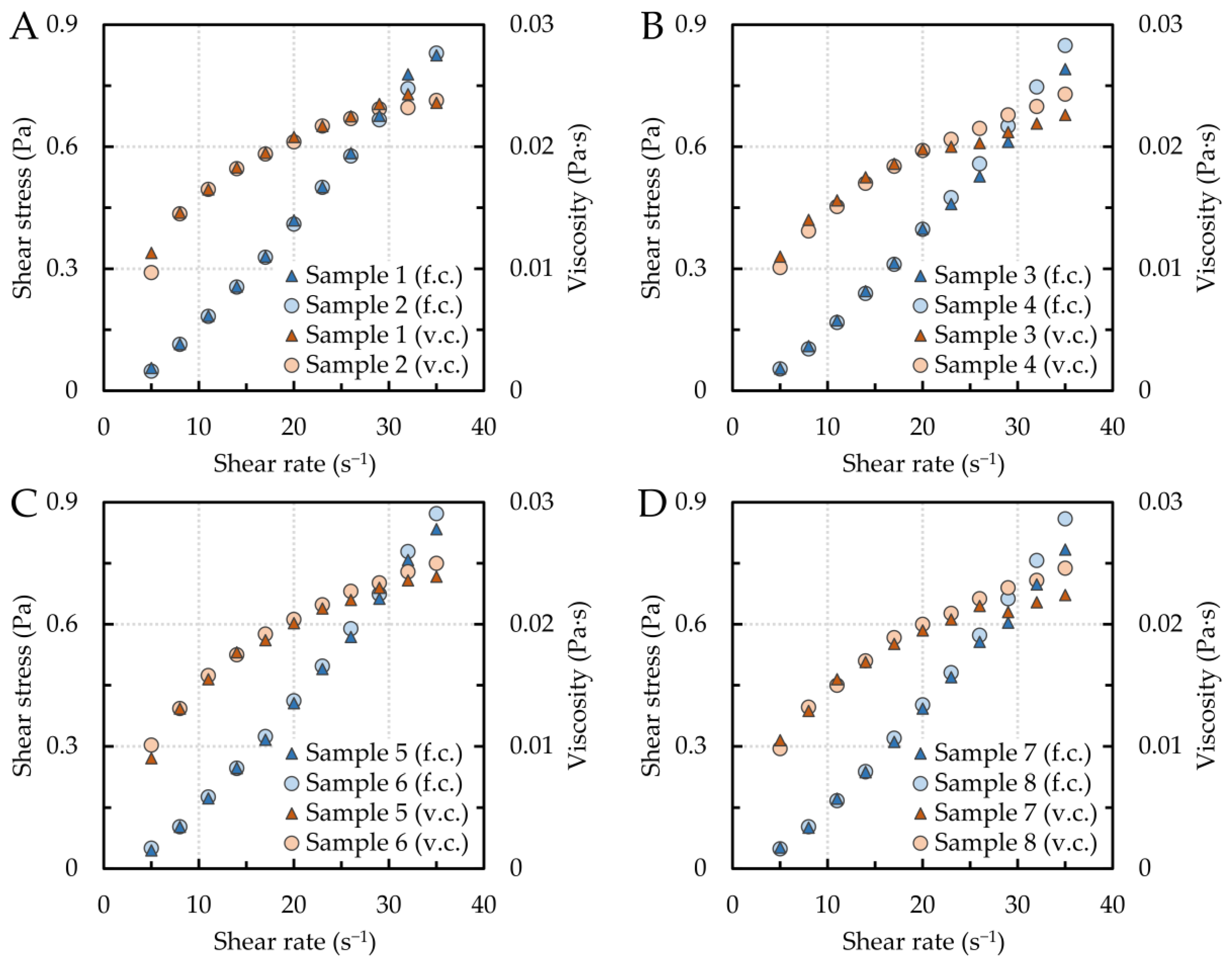
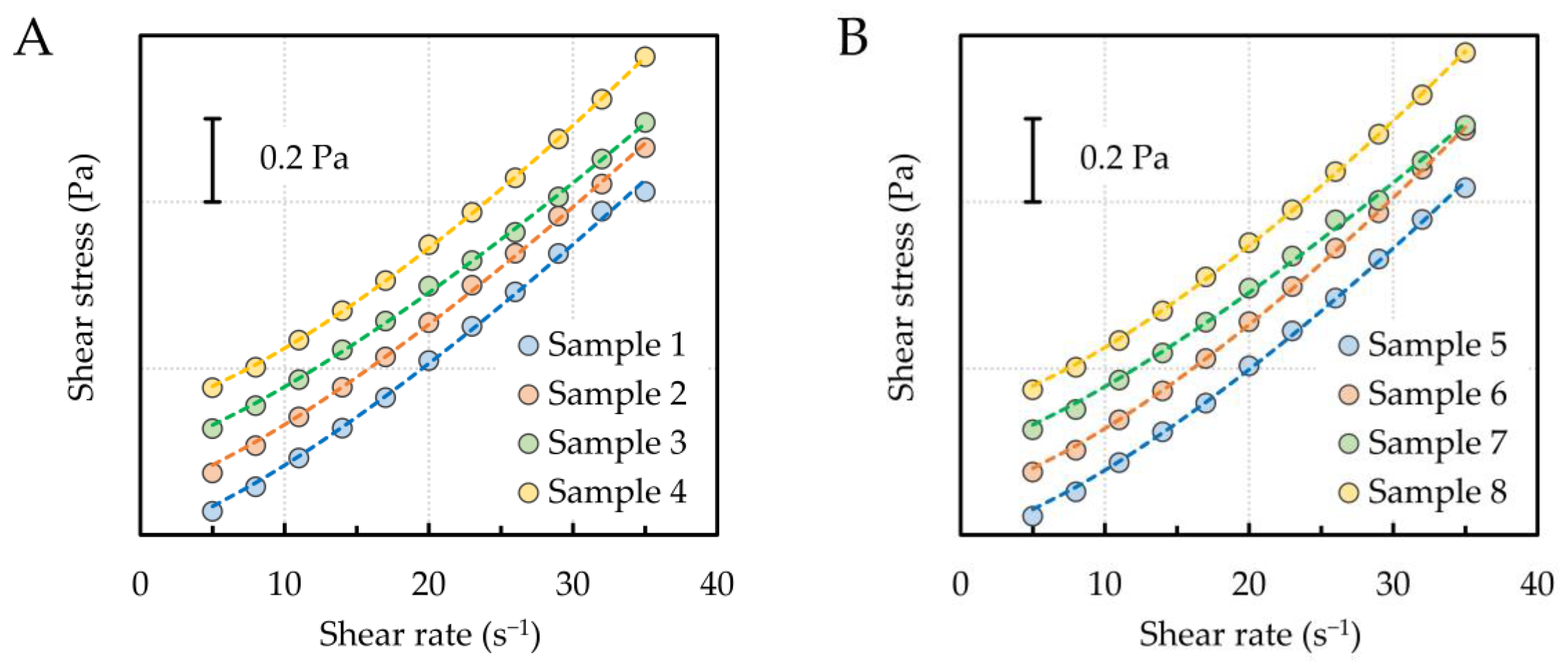
3.2. Flow and Viscosity Curves
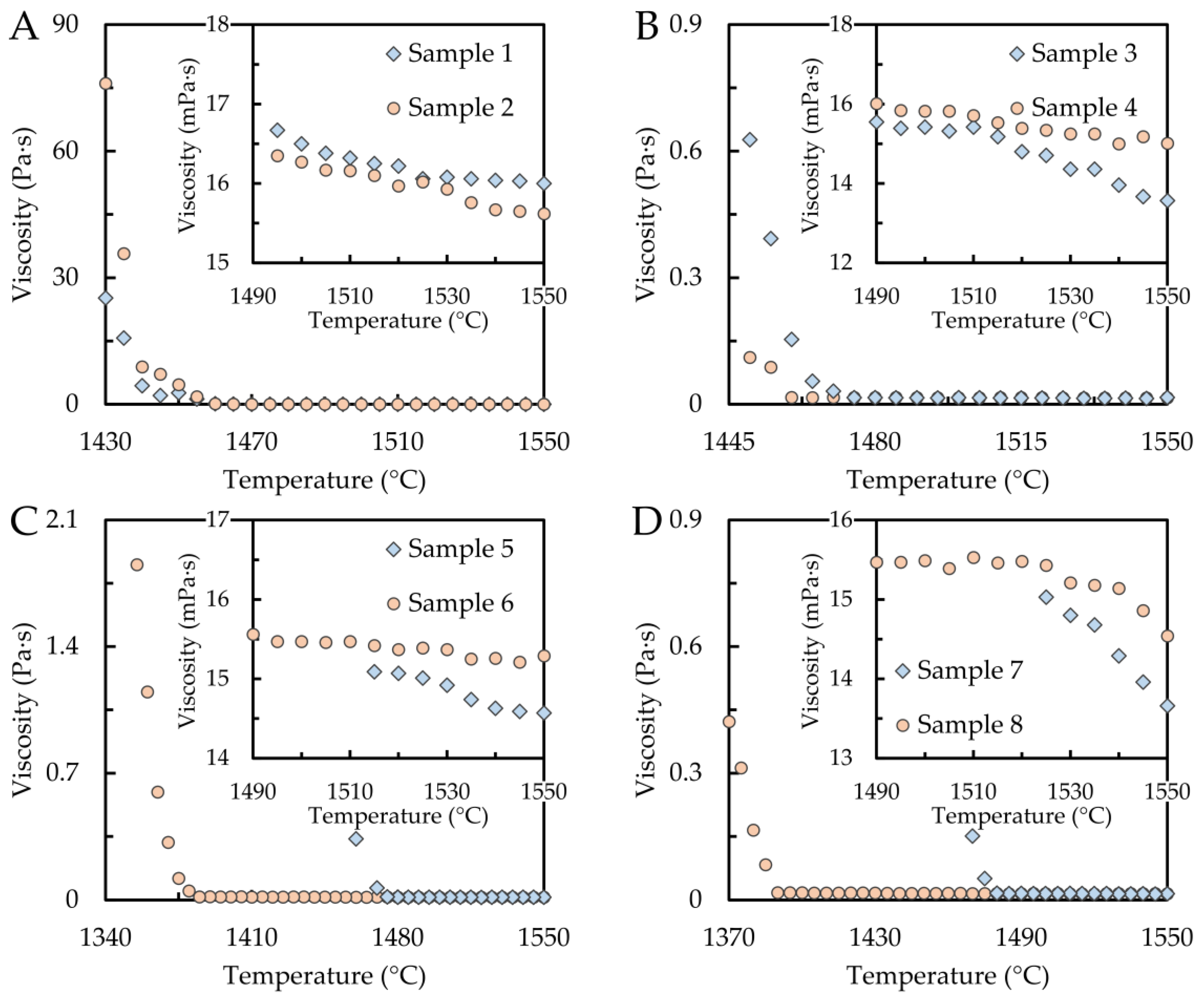
3.3. Temperature Dependence of Dynamic Viscosity
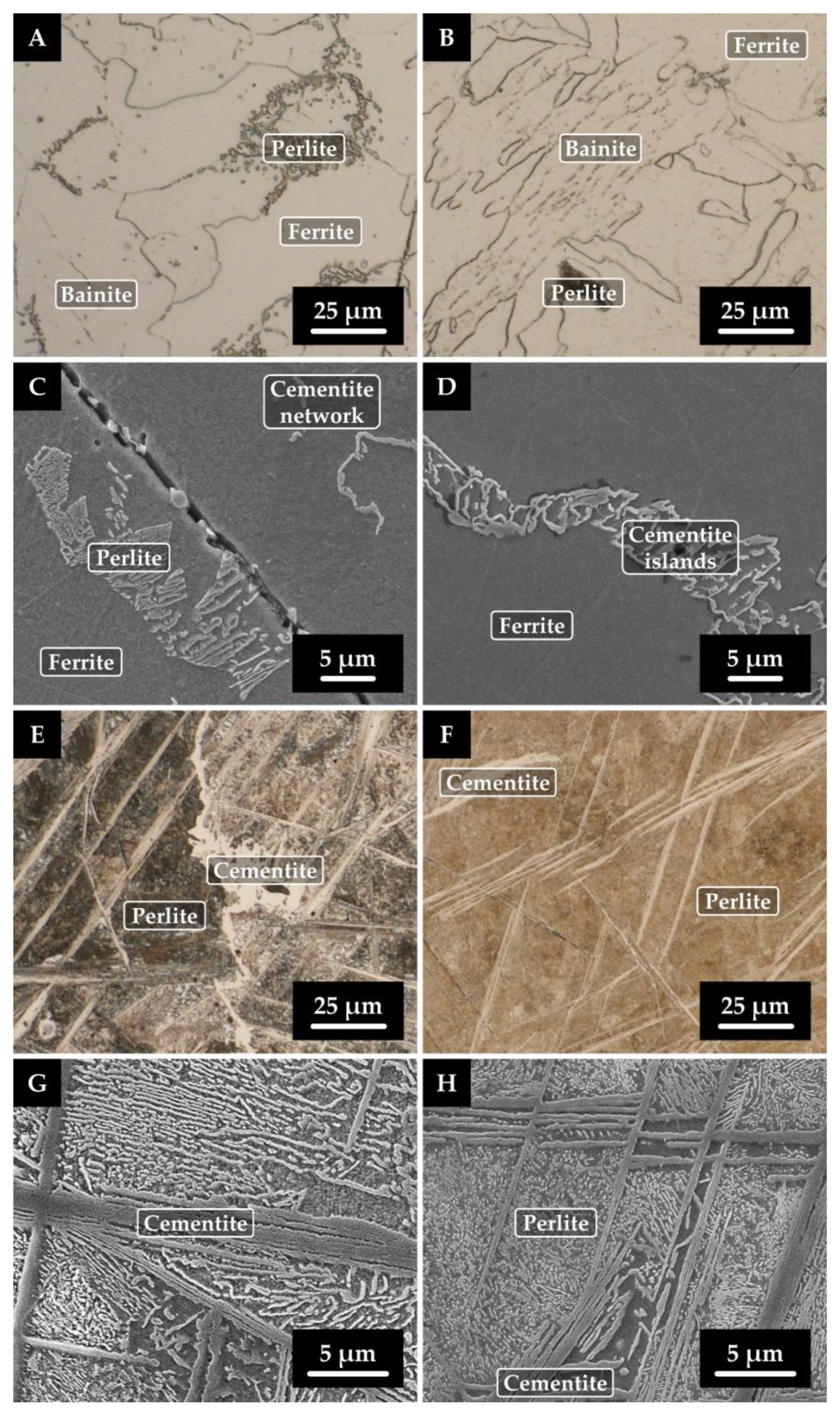
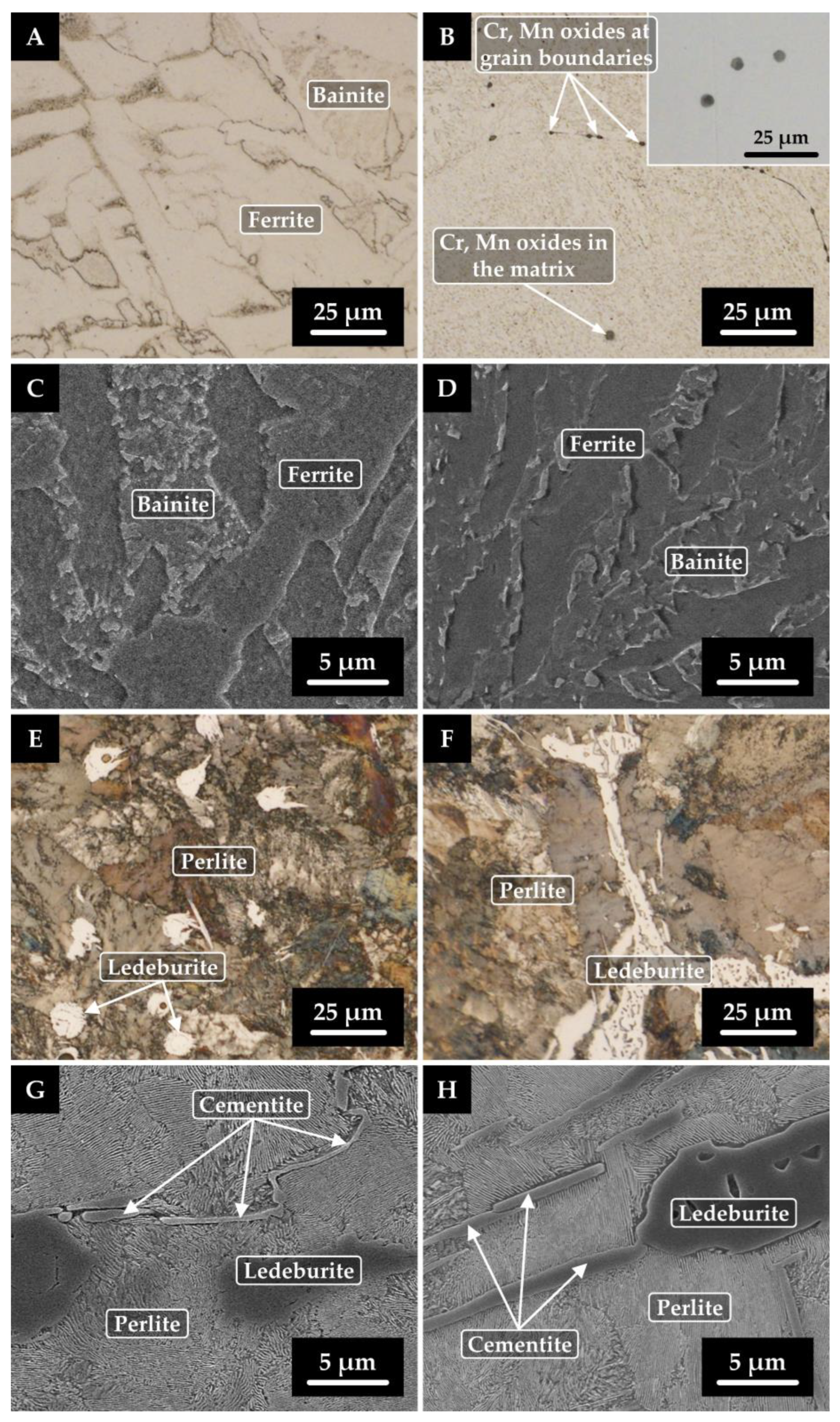
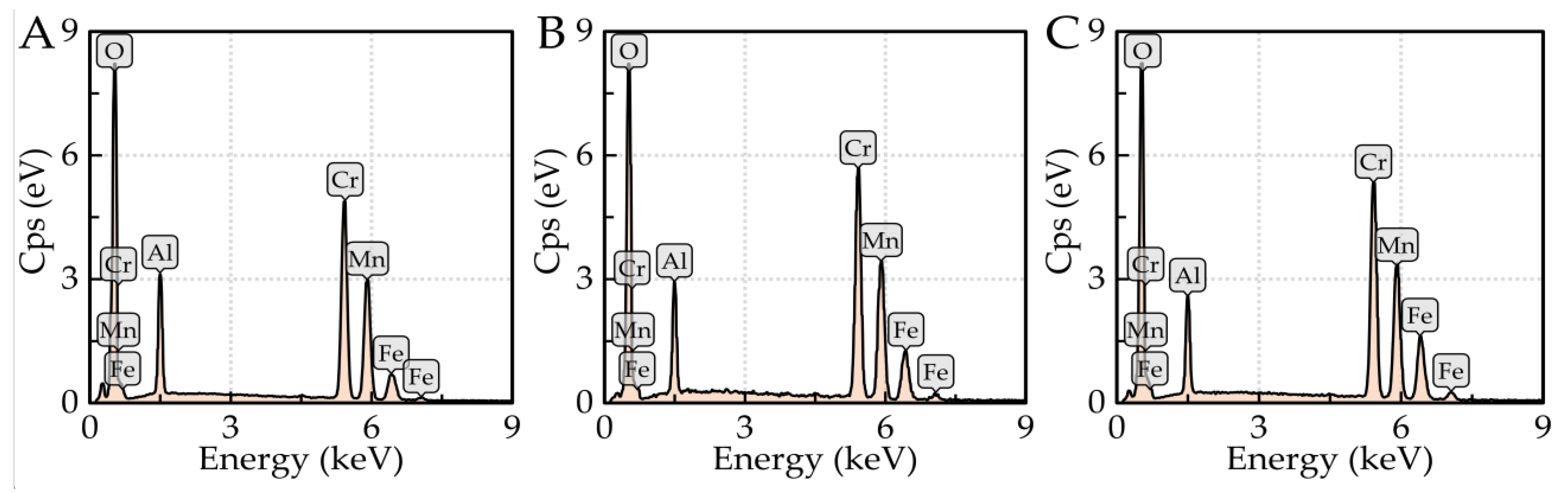
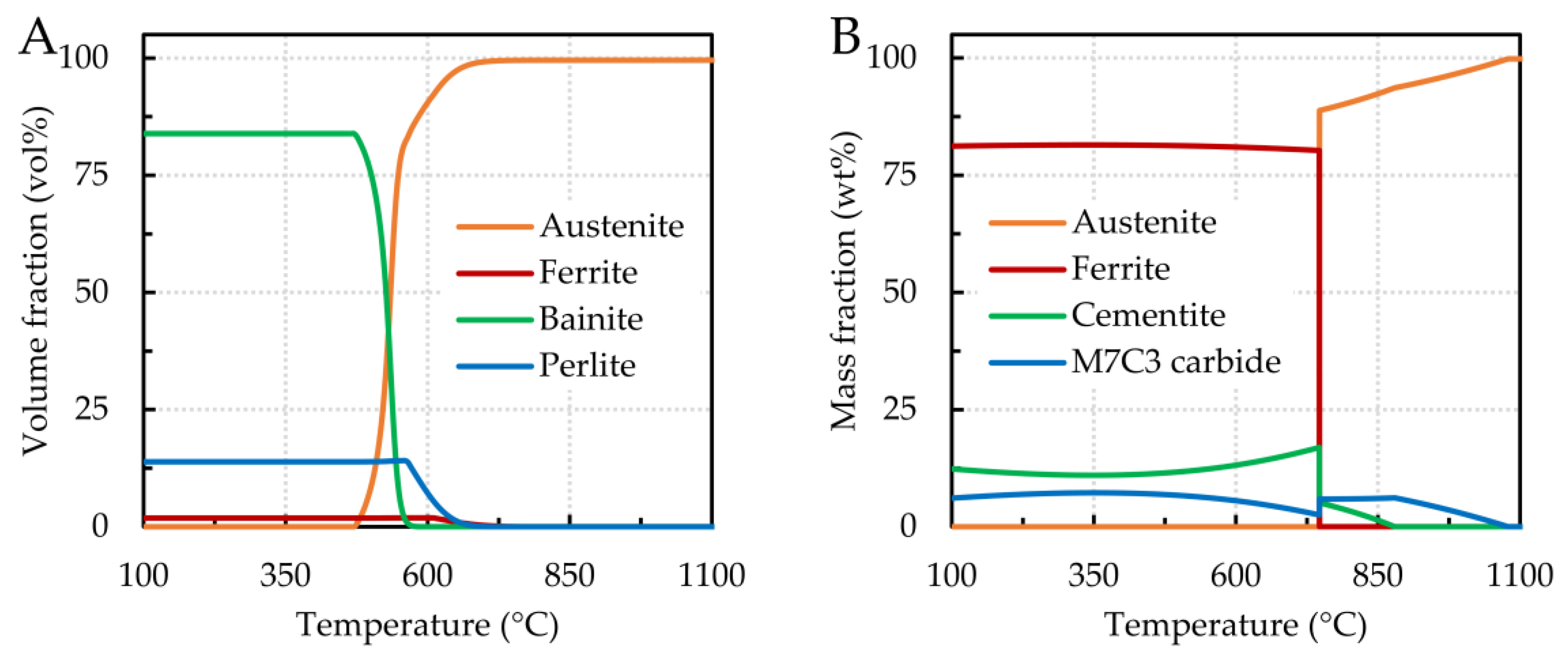
3.4. Results of SEM and EDX Analyses
4. Conclusions
- The liquidus temperature of the alloys studied decreased with increasing carbon content in the samples. The highest liquidus temperature was detected for sample 7, with the lowest carbon content and the highest chromium content (0.043 wt% C, 4.495 wt% Cr), and the lowest liquidus temperature was found for sample 6, with the highest carbon and nickel contents (1.563 wt% C, 4.495 wt% Ni).
- The flow properties of the alloys studied were represented by flow and viscosity curves. Based on their shape, it was found that all samples exhibited non-Newtonian behavior since the shear stress increased non-linearly with the shear rate, as in the case of dynamic viscosity.
- All samples under study showed an exponential increase in viscosity with decreasing temperature. The effect of chromium, nickel, and carbon on the dynamic viscosity value in a given concentration range was minimal. A slight increase in viscosity was observed with the addition of chromium and carbon, while the viscosity decreased moderately with the addition of nickel.
- Changes in the microstructure of the selected samples were examined using SEM and EDX analyses, and it was found that no significant changes in the internal structure occurred during high-temperature rheological testing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DTA | Differential Thermal Analysis |
| EDX | Energy Dispersive X-ray Spectroscopy |
| GDOES | Glow Discharge Optical Emission Spectrometry |
| SEM | Scanning Electron Microscopy |
References
- Prasad, N.E.; Wanhill, R.J.H. Aero Steels: Part 1—Low Alloy Steels. In Aerospace Materials and Material Technologies, 1st ed.; Springer: Singapore, 2017; pp. 149–171. [Google Scholar]
- Singh, R. Applied Welding Engineering, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2016; pp. 201–238. [Google Scholar]
- Im, Y.-R.; Oh, Y.J.; Lee, B.-J.; Hong, J.H.; Lee, H.-C. Effects of carbide precipitation on the strength and Charpy impact properties of low carbon Mn-Ni-Mo bainitic steels. J. Nucl. Mater. 2001, 297, 138–148. [Google Scholar] [CrossRef]
- Kryukov, A.M.; Nikolaev, Y.A.; Nikolaeva, A.V. Behavior of mechanical properties of nickel-alloyed reactor pressure vessel steel under neutron irradiation and post-irradiation annealing. Nucl. Eng. Des. 1998, 186, 353–359. [Google Scholar] [CrossRef]
- Park, S.-G.; Kim, M.-C.; Lee, B.-S.; Wee, D.-M. Correlation of the thermodynamic calculation and the experimental observation of Ni-Mo-Cr low alloy steel changing Ni, Mo, and Cr contents. J. Nucl. Mater. 2010, 407, 126–135. [Google Scholar] [CrossRef]
- Hong, S.; Song, J.; Kim, M.-C.; Choi, K.-J.; Lee, B.-S. Effects of microstructural variation on Charpy impact properties in heavy-section Mn-Mo-Ni low alloy steel for reactor pressure vessel. Met. Mater. Int. 2016, 22, 196–203. [Google Scholar] [CrossRef]
- Lee, B.S.; Kim, M.C.; Yoon, J.H.; Hong, J.H. Characterization of high strength and high toughness Ni-Mo-Cr low alloy steels for nuclear application. Int. J. Pres. Ves. Pip. 2010, 87, 74–80. [Google Scholar] [CrossRef]
- Kim, M.-C.; Jun Oh, Y.; Hwa Hong, J. Characterization of boundaries and determination of effective grain size in Mn-Mo-Ni low alloy steel from the view of misorientation. Scripta Mater. 2000, 43, 205–211. [Google Scholar] [CrossRef]
- Zhao, M.; Huang, L.; Zeng, R.; Wen, D.; Su, H.; Li, J. In-situ observations and modeling of static recrystallization in 300 M steel. Mater. Sci. Eng. A 2019, 765, 138300. [Google Scholar] [CrossRef]
- Kinney, C.C.; Pytlewski, K.R.; Khachaturyan, A.G.; Morris, J.W., Jr. The microstructure of lath martensite in quenched 9Ni steel. Acta Mater. 2014, 69, 372–385. [Google Scholar] [CrossRef]
- Zhang, S.S.; Li, M.Q.; Liu, Y.G.; Luo, J.; Liu, T.Q. The growth behavior of austenite grain in the heating process of 300 M steel. Mater. Sci. Eng. A 2011, 528, 4967–4972. [Google Scholar] [CrossRef]
- Yang, G.W.; Sun, X.J.; Yong, Q.L.; Li, Z.D.; Li, X.X. Austenite grain refinement and isothermal growth behavior in a low carbon vanadium microalloyed steel. J. Iron Steel Res. Int. 2014, 21, 757–764. [Google Scholar] [CrossRef]
- Sun, H.M.; Li, M.Q.; Liu, Y.G. Development of processing map coupling grain size for the isothermal compression of 300 M steel. Mater. Sci. Eng. A 2014, 595, 77–85. [Google Scholar] [CrossRef]
- Kobatake, H.; Brillo, J. Density and viscosity of ternary Cr-Fe-Ni liquid alloys. J. Mater. Sci. 2013, 48, 6818–6824. [Google Scholar] [CrossRef]
- Dysthe, D.K.; Fuchs, A.H.; Rousseau, B.; Durandeau, M. Fluid transport properties by equilibrium molecular dynamics. II. Multicomponent systems. J. Chem. Phys. 1999, 110, 4060–4067. [Google Scholar] [CrossRef]
- Brooks, R.F.; Dinsdale, A.T.; Quested, P.N. The measurement of viscosity of alloys—A review of methods, data and models. Meas. Sci. Technol. 2005, 16, 354–362. [Google Scholar] [CrossRef]
- Dinsdale, A.T.; Quested, P.N. The viscosity of aluminium and its alloys—A review of data and models. J. Mater. Sci. 2004, 39, 7221–7228. [Google Scholar] [CrossRef]
- Chapman, T.W. The viscosity of liquid metals. AIChE J. 1966, 12, 395–400. [Google Scholar] [CrossRef]
- Battezzati, L.; Greer, A.L. The viscosity of liquid metals and alloys. Acta Metall. Mater. 1989, 37, 1791–1802. [Google Scholar] [CrossRef]
- Deng, Y.; Zhang, J.; Jiao, K. Viscosity measurement and prediction model of molten iron. Ironmak. Steelmak. 2018, 45, 773–777. [Google Scholar] [CrossRef]
- Gao, S.; Jiao, K.; Zhang, J.; Liu, Z.; Zheng, A. Review on the Viscosity of Iron-based Melts in Metallurgical Process. ISIJ Int. 2022, 62, 2172–2182. [Google Scholar] [CrossRef]
- Kawai, Y.; Tsuji, M.; Kanemoto, M. Viscosity of liquid Fe-C-Si alloys. Tetsu Hagane 1974, 60, 38–44. [Google Scholar] [CrossRef] [Green Version]
- Sato, Y.; Sugisawa, K.; Aoki, D.; Yamamura, T. Viscosities of Fe-Ni, Fe-Co and Ni-Co binary melts. Meas. Sci. Technol. 2005, 16, 363–371. [Google Scholar] [CrossRef]
- Krieger, W.; Trenkler, H. Interpretation of the structure of molten Fe-C and Fe-Ni alloys on the basis of their viscosity, (Die Deutung der Schmelzstrukturen von Eisen-Kohlenstoff und Eisen-Nickel-Legierungen aus dem Viskositaetsverhalten). Arch. Eisenhuettenw. 1971, 42, 175–184. [Google Scholar]
- Kamaeva, L.V.; Sterkhova, I.V.; Lad’yanov, V.I. Viscosity and supercooling of Fe-Cr (≤40 at % Cr) melts. Inorg. Mater. 2012, 48, 318–324. [Google Scholar] [CrossRef]
- Liu, Y.; Lv, X.; Bai, C. Evaluation model for viscosity of Fe-Ni-Cr alloys using gibbs free energy of mixing and geometric methods. ISIJ Int. 2017, 57, 1296–1302. [Google Scholar] [CrossRef] [Green Version]
- Dubberstein, T.; Heller, H.-P.; Fabrichnaya, O.; Aneziris, C.G.; Volkova, O. Determination of Viscosity for Liquid Fe–Cr–Mn–Ni Alloys. Steel. Res. Int. 2016, 87, 1024–1029. [Google Scholar] [CrossRef]
- Tsepelev, V.S.; Starodubtsev, Y.N.; Konashkov, V.V. The effect of nickel on the viscosity of iron-based multicomponent melts. Metals 2021, 11, 1724. [Google Scholar] [CrossRef]
- Sagadin, C.; Luidold, S.; Wagner, C.; Wenzl, C. Melting behaviour of ferronickel slags. JOM J. Met. 2016, 68, 3022–3028. [Google Scholar] [CrossRef] [Green Version]
- Kawuloková, M.; Smetana, B.; Zlá, S.; Kalup, A.; Mazancová, E.; Váňová, P.; Kawulok, P.; Dobrovská, J.; Rosypalová, S. Study of equilibrium and nonequilibrium phase transformations temperatures of steel by thermal analysis methods. J. Therm. Anal. Calorim. 2017, 127, 423–429. [Google Scholar] [CrossRef]
- Kousksou, T.; Jamil, A.; El Omari, K.; Zeraouli, Y.; Le Guer, Y. Effect of heating rate and sample geometry on the apparent specific heat capacity: DSC applications. Thermochim. Acta 2011, 519, 59–64. [Google Scholar] [CrossRef]
- Kalup, A.; Smetana, B.; Kawuloková, M.; Zlá, S.; Francová, H.; Dostál, P.; Waloszková, K.; Waloszková, L.; Dobrovská, J. Liquidus and solidus temperatures and latent heats of melting of steels. J. Therm. Anal. Calorim. 2017, 127, 123–128. [Google Scholar] [CrossRef]
- Pouyafar, V.; Sadough, S.A. An enhanced Herschel-Bulkley model for thixotropic flow behavior of semisolid steel alloys. Metall. Mater. Trans. B 2013, 44, 1304–1310. [Google Scholar] [CrossRef]
- Lasdon, L.S.; Waren, A.D.; Jain, A.; Ratner, M. Design and testing of a generalized reduced gradient code for nonlinear programming. ACM T. Math. Softw. 1978, 4, 34–50. [Google Scholar] [CrossRef]
- Ferreira, I.L.; de Castro, J.A.; Garcia, A. On the prediction of temperature-dependent viscosity of multicomponent liquid alloys. Continuum Mech. Therm. 2019, 31, 1369–1385. [Google Scholar] [CrossRef]
- Cardarelli, F. Ferrous Metals and Their Alloys. In Materials Handbook, 2nd ed.; Springer: London, UK, 2008; pp. 59–157. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Cr | Ni | O | P | S | Mn | Cu | N | Ti | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.382 | 0.010 | 1.084 | 0.002 | 0.004 | 0.006 | 0.030 | 0.014 | 0.003 | 0.004 | <0.001 |
| 2 | 0.338 | 0.010 | 4.478 | 0.001 | 0.005 | 0.006 | 0.031 | 0.012 | 0.003 | 0.003 | <0.001 |
| 3 | 0.344 | 0.924 | 0.001 | 0.002 | 0.005 | 0.068 | 0.056 | 0.007 | 0.026 | - | - |
| 4 | 0.34 | 4.796 | 0.001 | 0.002 | 0.002 | 0.006 | 0.042 | 0.005 | 0.001 | 0.010 | 0.044 |
| 5 | 0.043 | 0.013 | 4.465 | 0.005 | 0.004 | 0.006 | 0.062 | 0.007 | 0.002 | 0.003 | <0.001 |
| 6 | 1.563 | 0.011 | 4.495 | 0.002 | 0.005 | 0.006 | 0.046 | 0.009 | 0.003 | 0.004 | <0.001 |
| 7 | 0.043 | 4.863 | 0.001 | 0.022 | 0.004 | 0.064 | 0.053 | 0.006 | 0.024 | - | - |
| 8 | 1.378 | 4.591 | <0.001 | 0.011 | 0.004 | 0.054 | 0.047 | 0.007 | 0.016 | <0.001 | 0.038 |
| Sample | DTA | DSC | Optical Method | ThermoCalc |
|---|---|---|---|---|
| 1 | 1495 | 1498 | 1502 | 1503 |
| 2 | 1492 | 1493 | 1500 | 1497 |
| 3 | 1501 | 1504 | 1512 | 1506 |
| 4 | 1496 | 1500 | 1496 | 1501 |
| 5 | 1514 | 1515 | 1516 | 1516 |
| 6 | 1405 | 1406 | 1404 | 1403 |
| 7 | 1522 | 1527 | 1532 | 1524 |
| 8 | 1417 | 1421 | 1408 | 1428 |
| Sample | 103 (Pa) | 103 (Pa·sn) | R2 | SSE | |
|---|---|---|---|---|---|
| 1 | 1.2 | 8.2 | 1.3 | 0.9989 | 0.0017 |
| 2 | 1.9 | 8.1 | 1.3 | 0.9994 | 0.0009 |
| 3 | 1.1 | 7.8 | 1.3 | 0.9995 | 0.0006 |
| 4 | 1.5 | 5.9 | 1.4 | 0.9999 | 0.0001 |
| 5 | 1.3 | 6.7 | 1.4 | 0.9994 | 0.0009 |
| 6 | 0.9 | 6.3 | 1.4 | 0.9998 | 0.0004 |
| 7 | 1.7 | 7.7 | 1.3 | 0.9989 | 0.0014 |
| 8 | 1.4 | 5.9 | 1.4 | 0.9998 | 0.0003 |
| Spectrum | O | Al | Cr | Mn | Fe |
|---|---|---|---|---|---|
| (wt%) | |||||
| 1 | 29.2 | 6.6 | 31.5 | 20.3 | 12.6 |
| 2 | 29.7 | 7.3 | 32.6 | 21.0 | 9.4 |
| 3 | 31.9 | 8.9 | 32.6 | 21.3 | 5.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rosypalová, S.; Řeháčková, L.; Novák, V.; Kawuloková, M.; Váňová, P.; Konečná, K.; Ďuricová, B. Rheological Characteristics of Fe–C–Cr(Ni) Alloys. Materials 2023, 16, 2656. https://doi.org/10.3390/ma16072656
Rosypalová S, Řeháčková L, Novák V, Kawuloková M, Váňová P, Konečná K, Ďuricová B. Rheological Characteristics of Fe–C–Cr(Ni) Alloys. Materials. 2023; 16(7):2656. https://doi.org/10.3390/ma16072656
Chicago/Turabian StyleRosypalová, Silvie, Lenka Řeháčková, Vlastimil Novák, Monika Kawuloková, Petra Váňová, Kateřina Konečná, and Barbora Ďuricová. 2023. "Rheological Characteristics of Fe–C–Cr(Ni) Alloys" Materials 16, no. 7: 2656. https://doi.org/10.3390/ma16072656