
Influence of Different Metal Types on the Bonding Strength of Concrete Using the Arc Thermal Metal Spraying Method

Abstract
:1. Introduction
2. Experimental Program
2.1. Experimental Overview
2.2. Metals
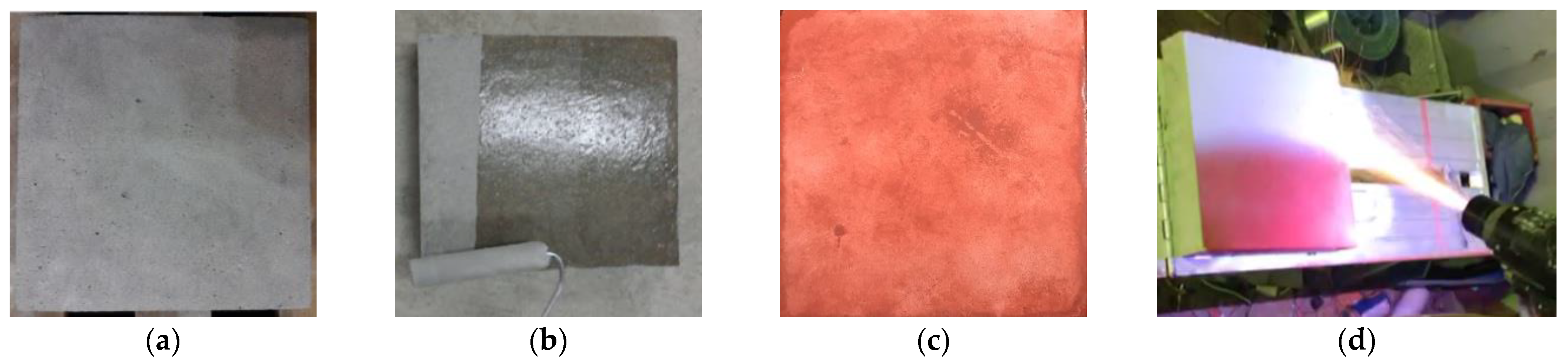
2.3. Fabrication of Concrete as a Substrate
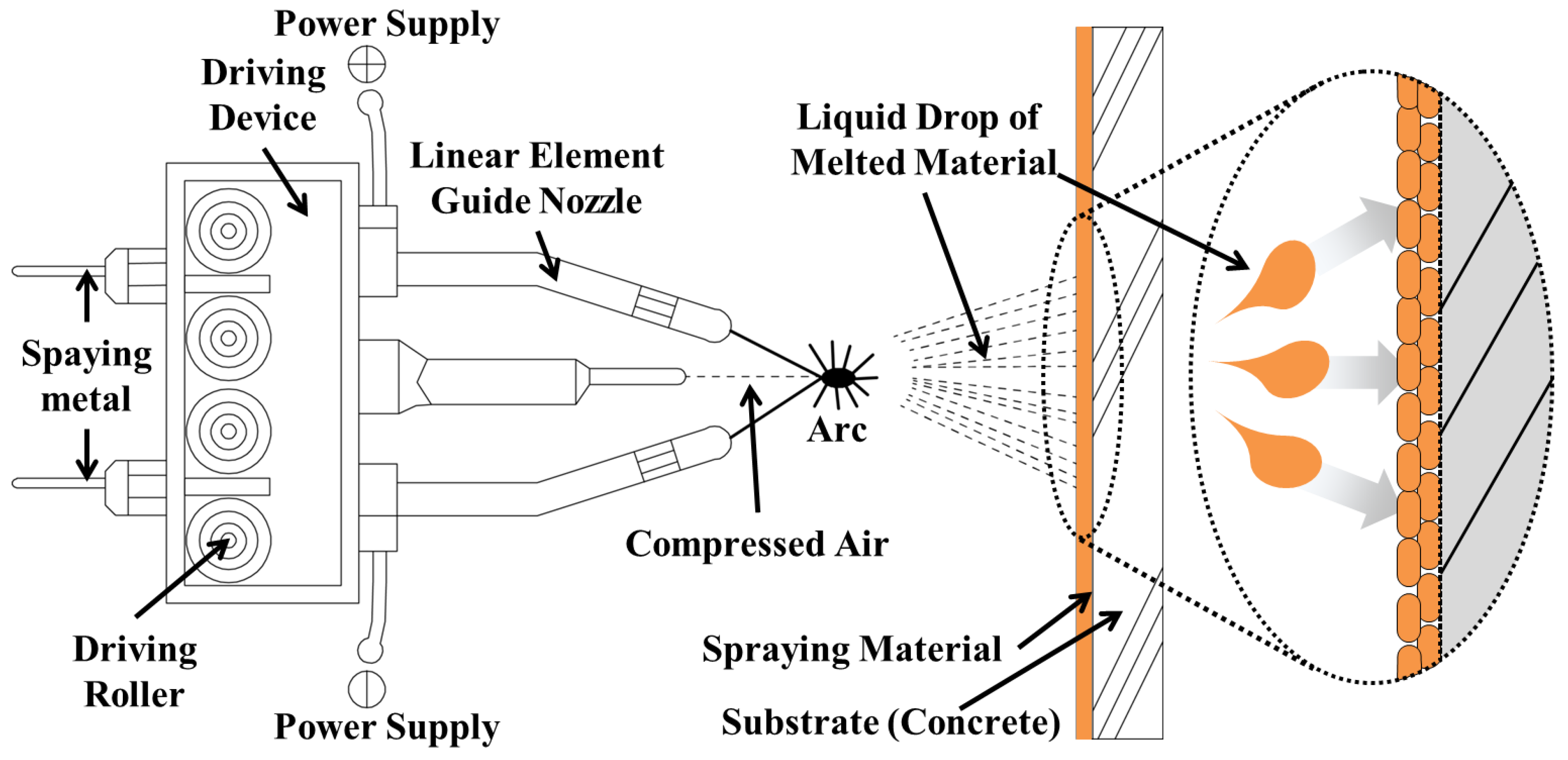
2.4. ATMS
2.5. Test Methods
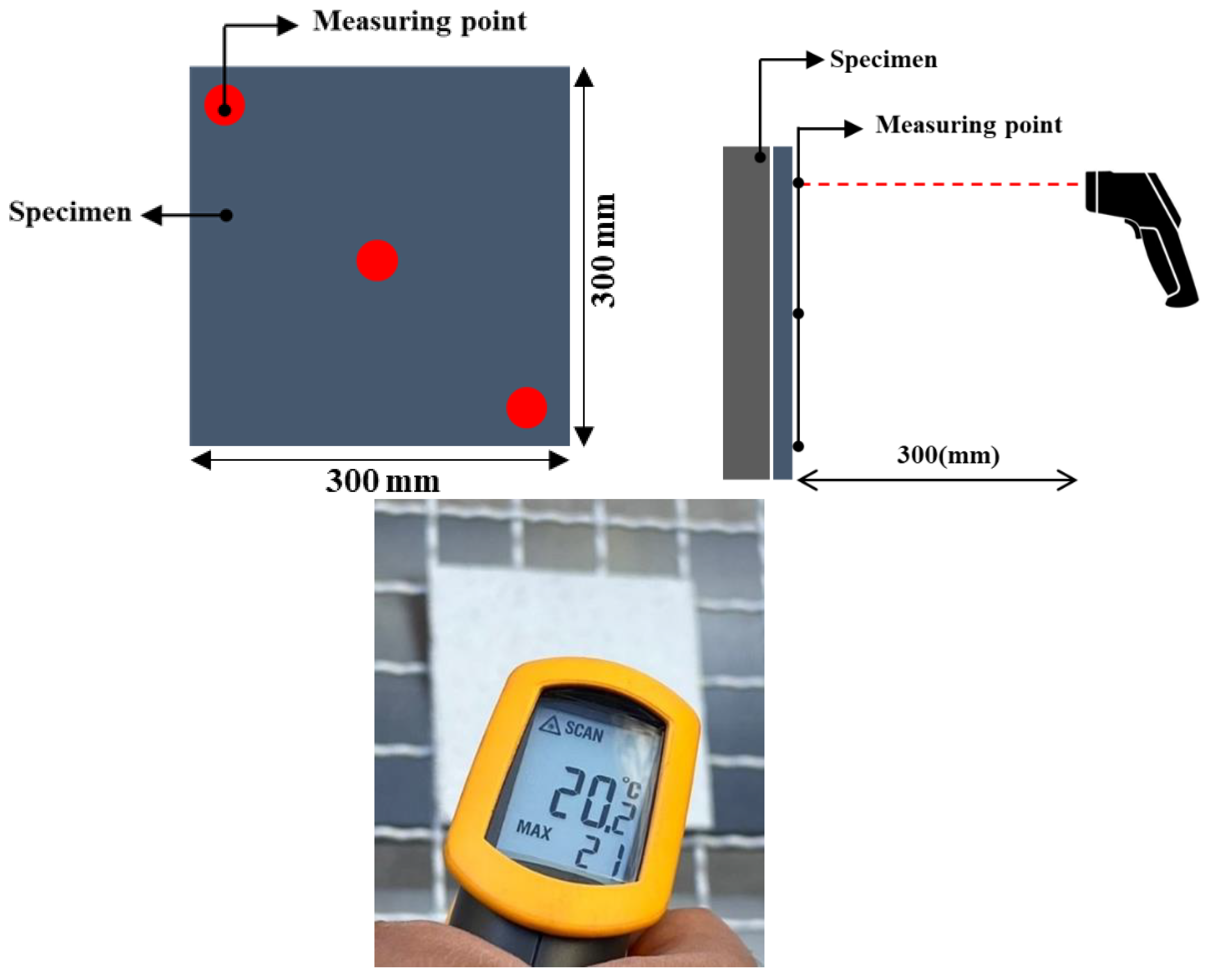
2.5.1. Temperature Measurement
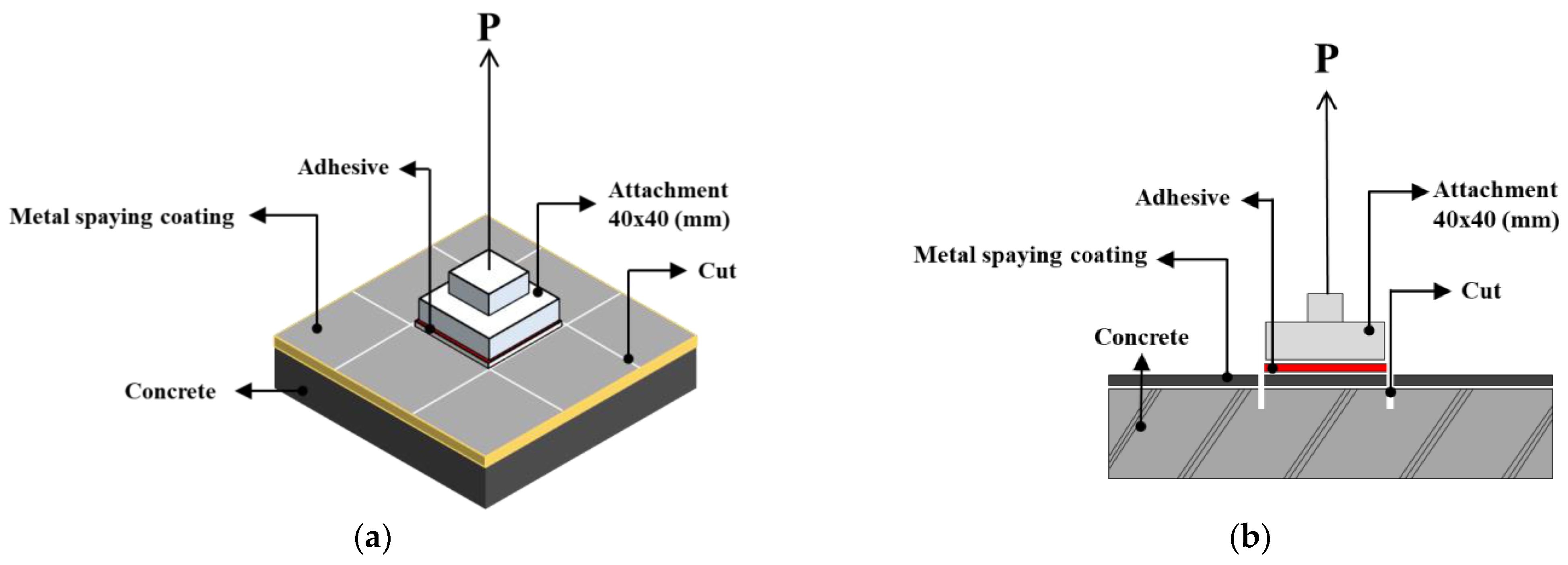
2.5.2. Bonding Strength and Failure Mode
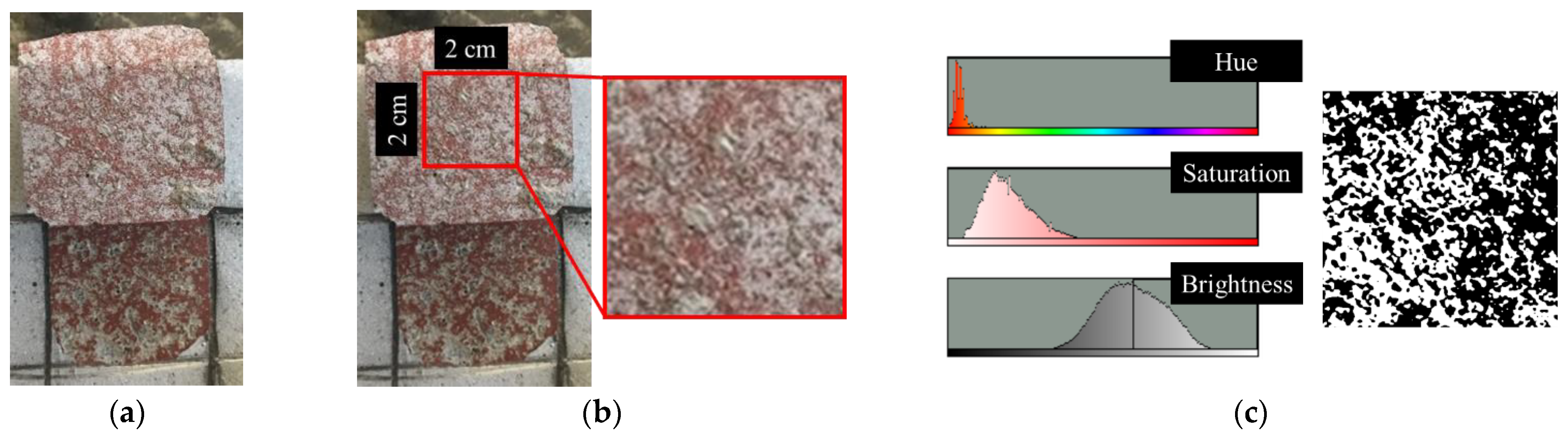
2.5.3. Image Analysis
2.5.4. OM
3. Results and Discussions
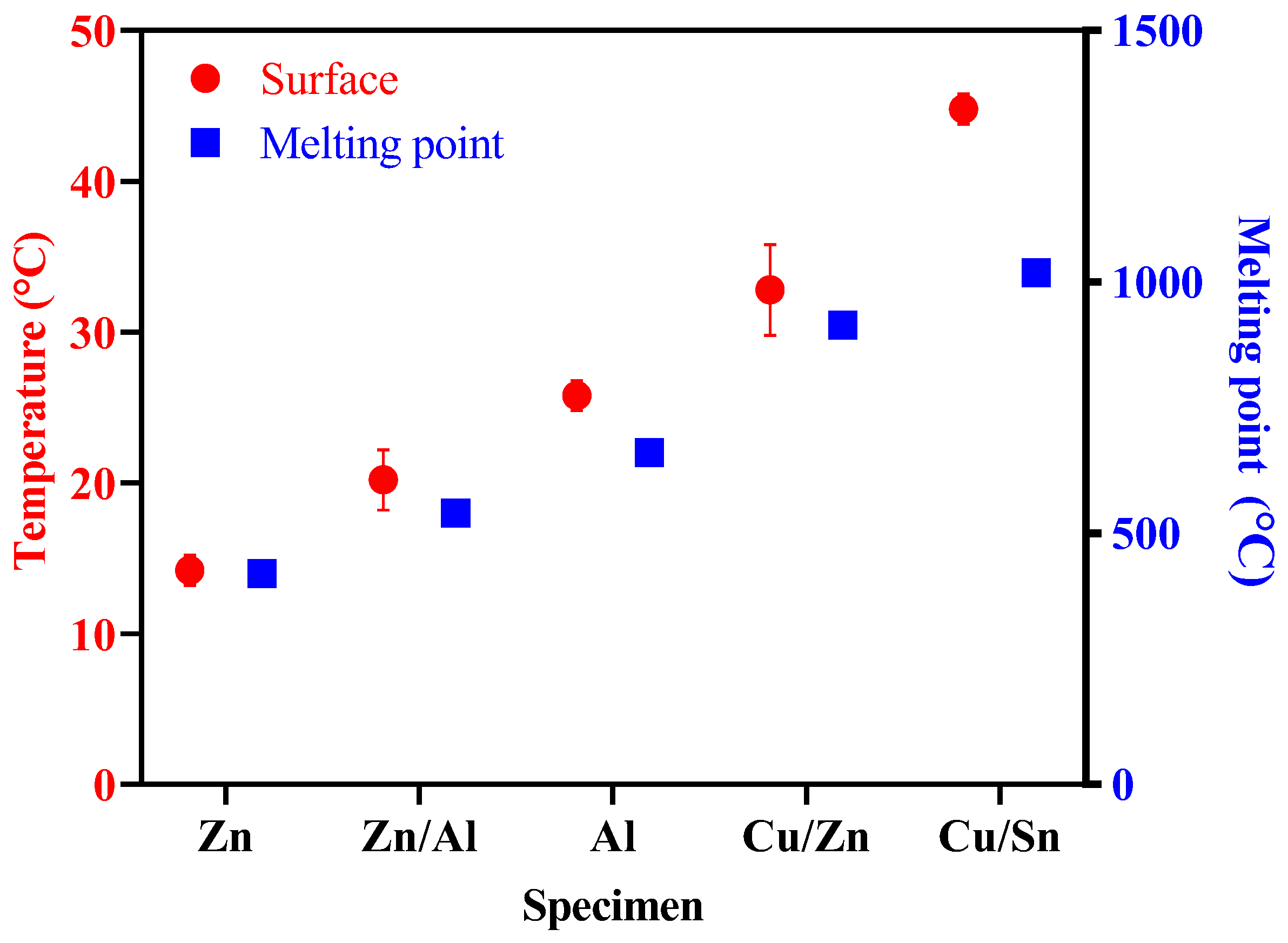
3.1. Temperature
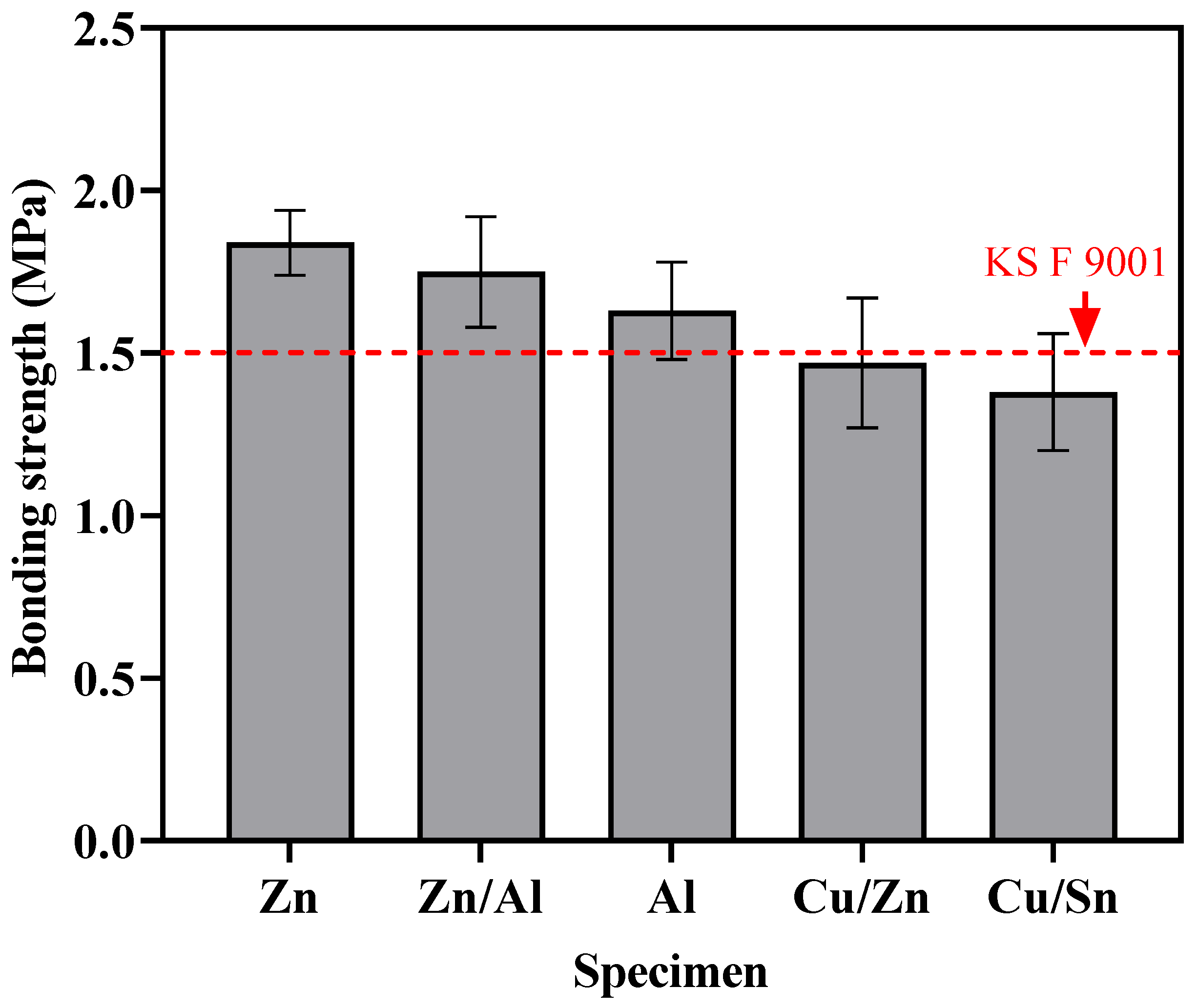
3.2. Bonding Strength
3.3. Image Analysis
3.4. OM
4. Conclusions
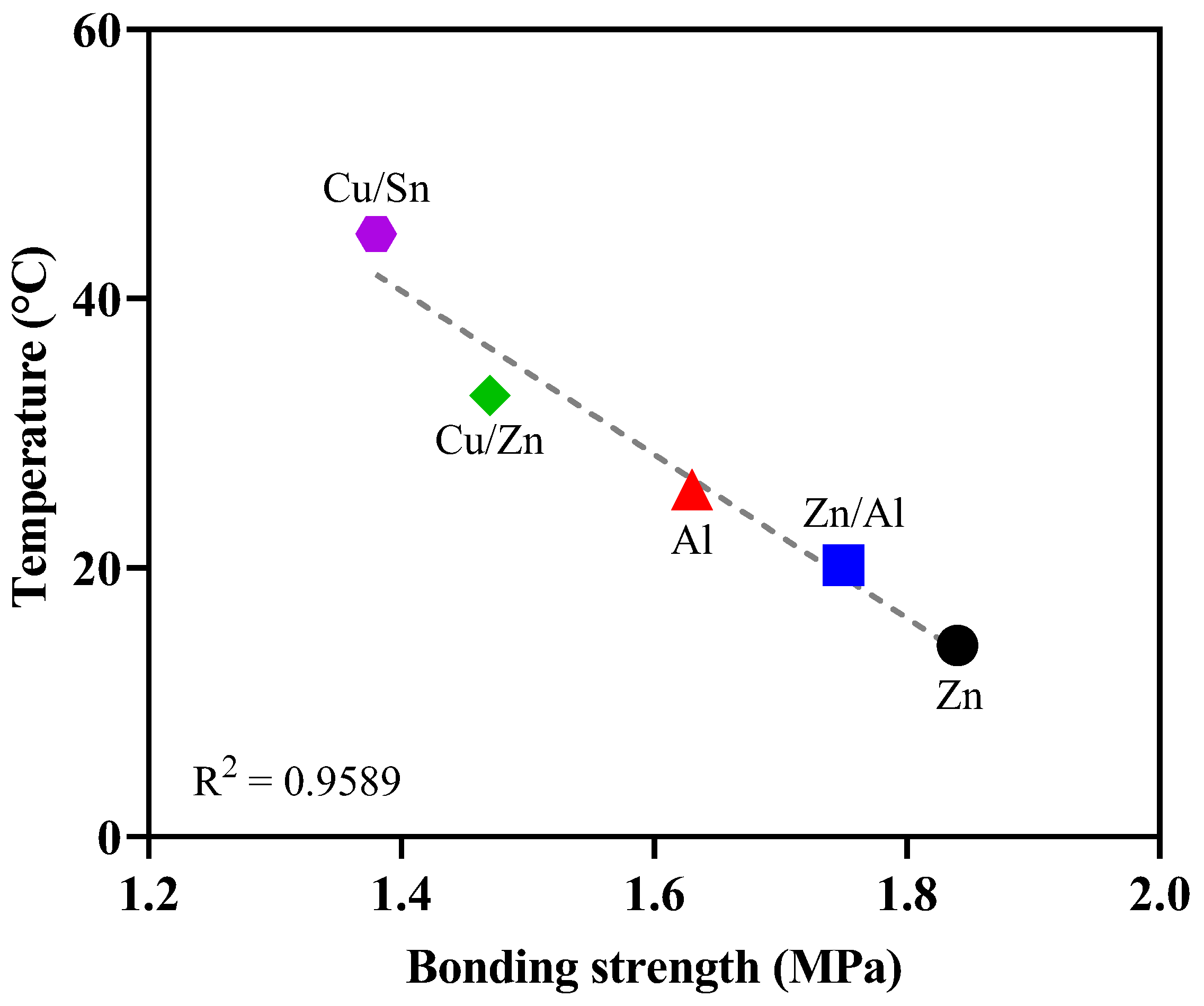
- The surface temperature varied depending on the type of metal used. Zn showed the lowest surface temperature, while Cu/Sn exhibited the highest. The surface temperature immediately after metal spraying increased with the metal’s melting point.
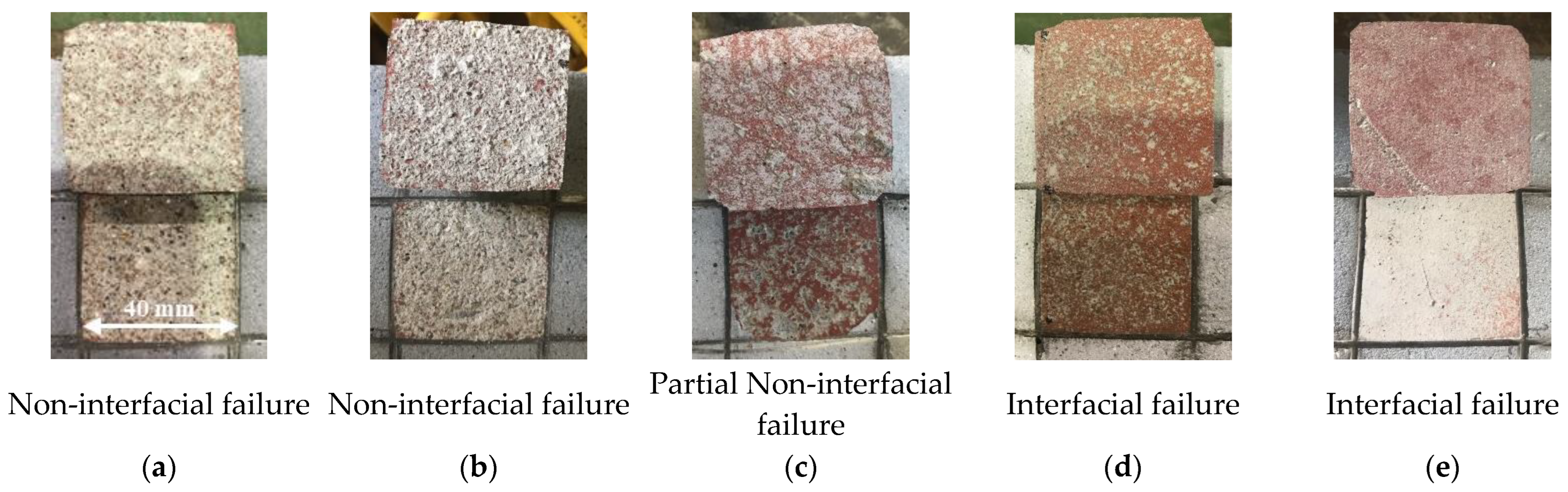
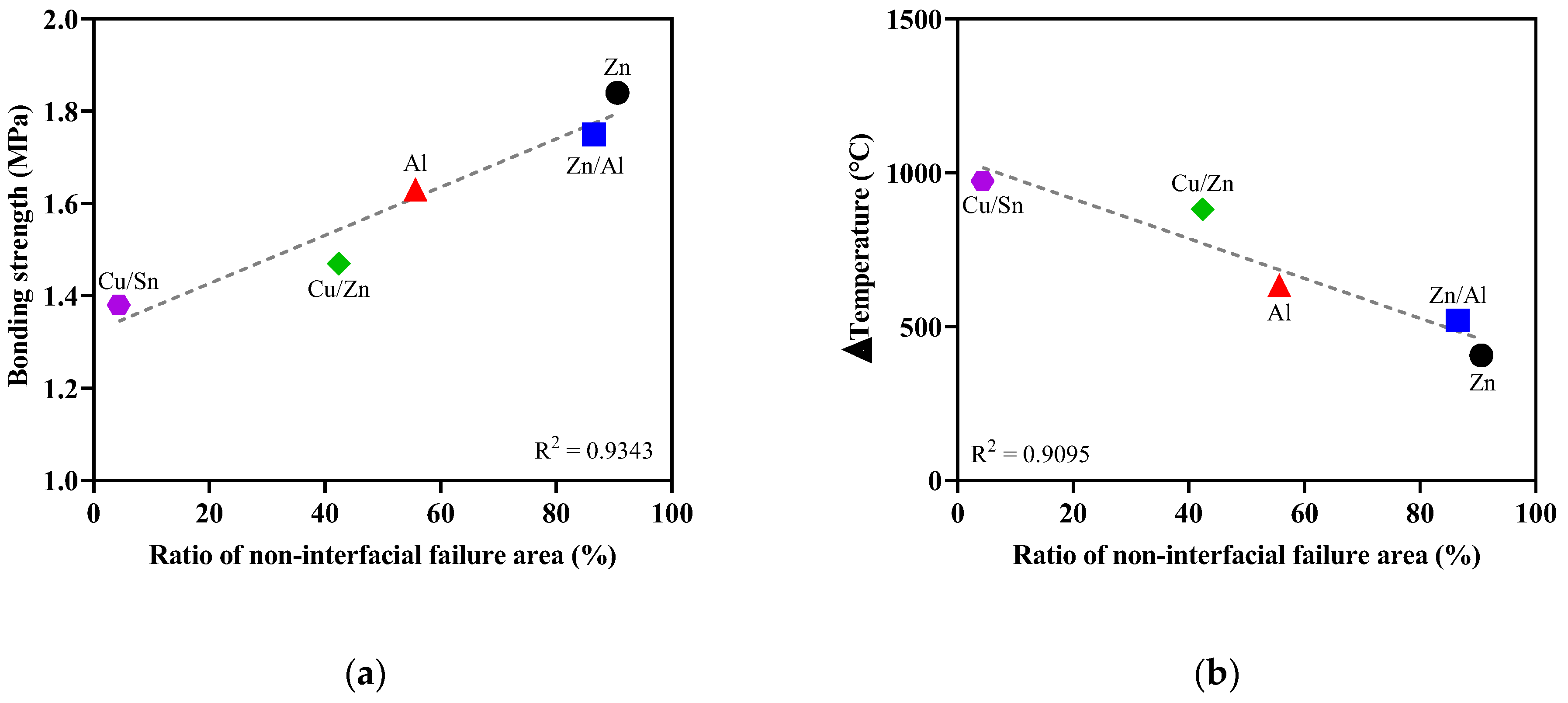
- The strength of the bond between the concrete and metal coatings also differed depending on the type of metal used. Zn exhibited the highest bonding strength (1.84 MPa), while Cu/Sn showed the lowest (1.38 MPa). Upon examining the failure modes, non-interfacial failure occurred mostly with Zn, whereas interfacial failure occurred mostly with Cu/Sn.
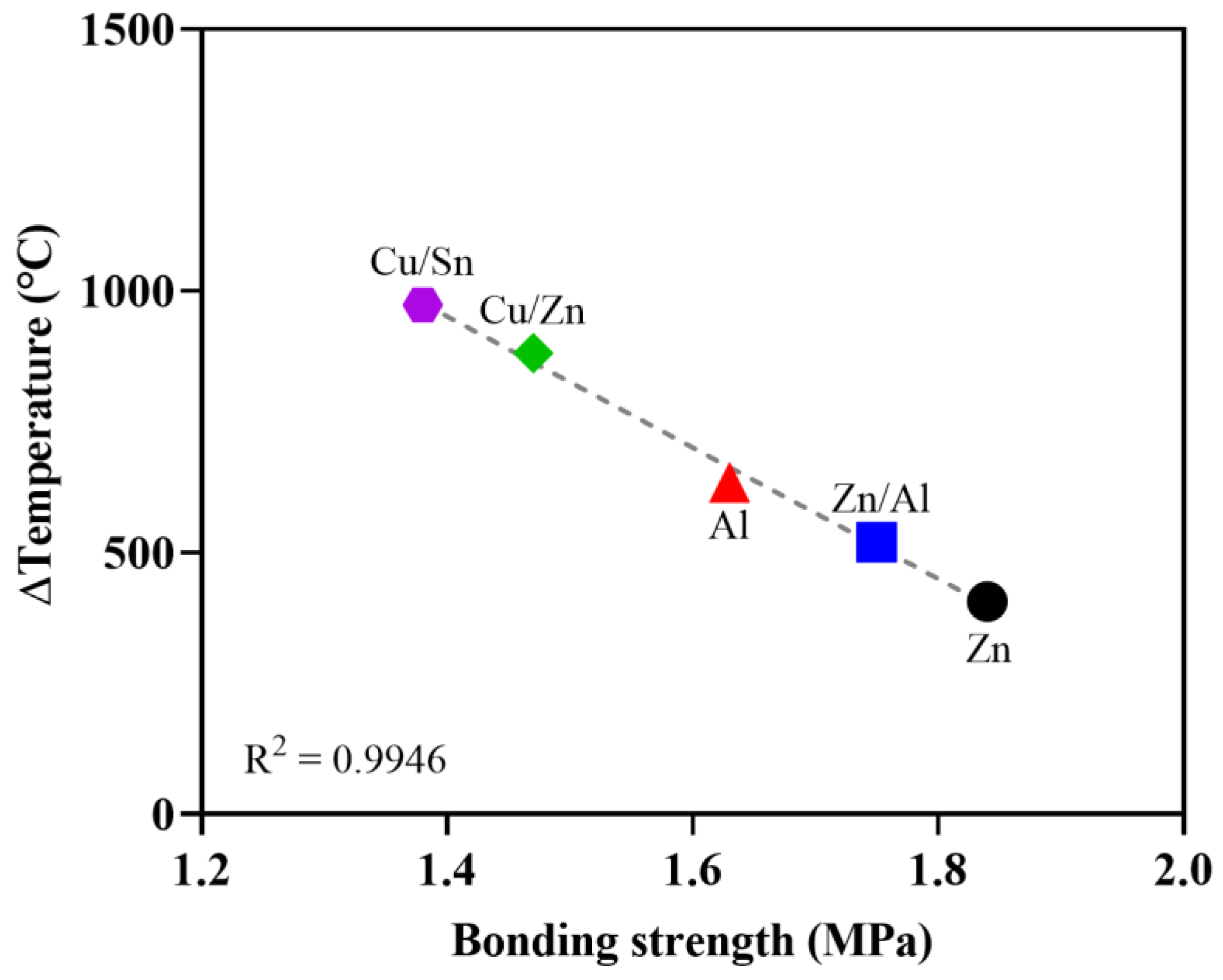
- Because the bonding strength exhibited a close relationship (R2 = 0.9946) with the difference between the melting point of the metal and surface temperature immediately after metal spraying compared to its relationship (R2 = 0.9589) with the surface temperature immediately after metal spraying, the difference between the melting point and surface temperature immediately after metal spraying was assessed to have a greater impact on the bonding strength between the sprayed metal coating and concrete.
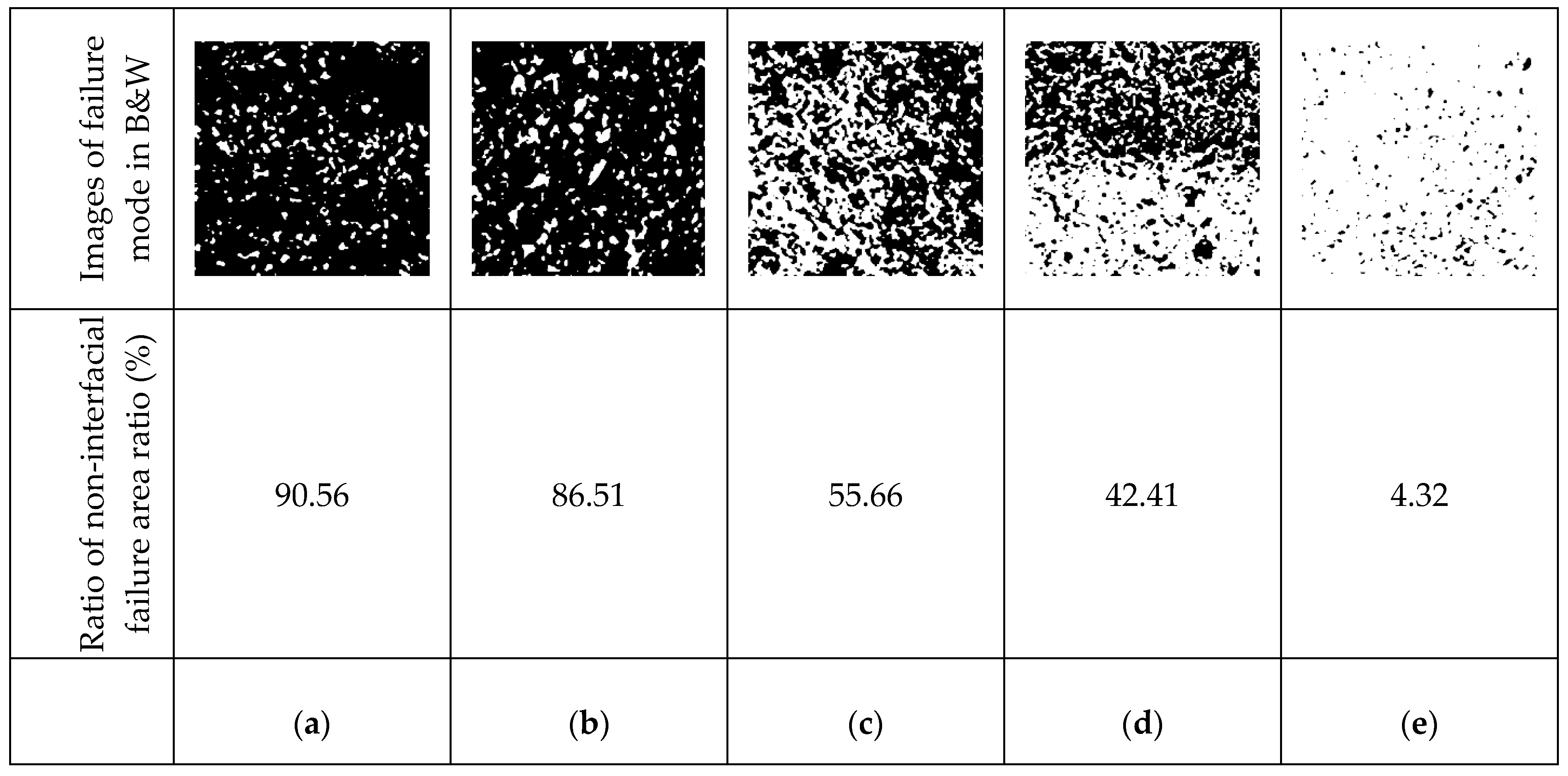
- The non-interfacial failure area was quantitatively evaluated using image analysis, and the results exhibited a tendency similar to the bonding strength. Zn exhibited the highest ratio of the non-interfacial failure area to total area (RN), whereas Cu/Sn exhibited the lowest RN value.
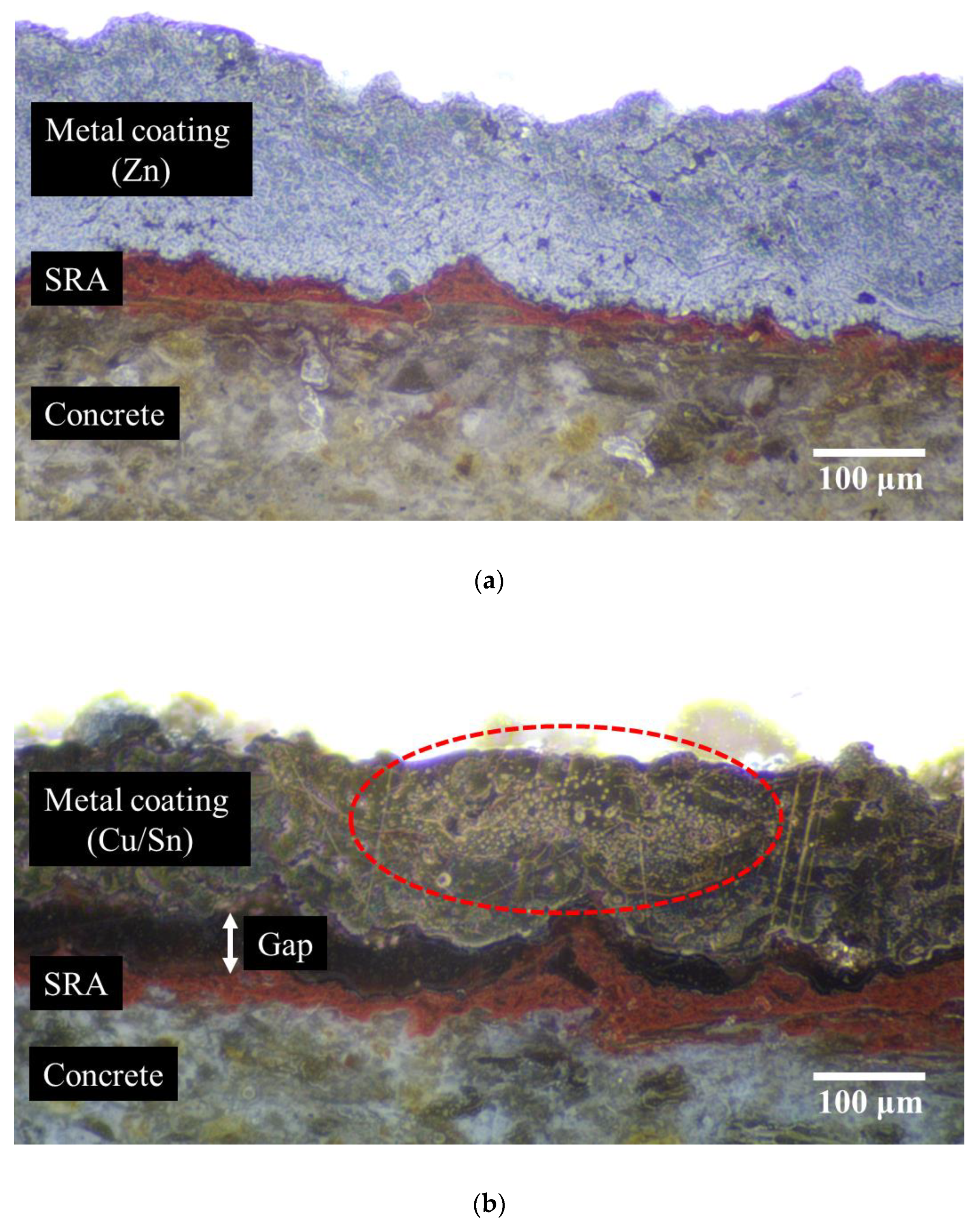
- The metal coating was found to be closely attached to the concrete surface with Zn; however, there was a gap between the metal coating and the concrete surface with Cu/Sn. This gap induces interfacial failure and ultimately has a negative impact on the bonding strength.
- The metal type (namely, the melting point of the metal) was found to have a significant influence on the bonding strength. For the application of metals with a high melting point to the concrete surface, further research on surface treatment methods is required to ensure adequate bonding strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nam, G. The Develop Mentand Application of In-Situ Water-Repellent Painting Method. Ph.D. Thesis, Pukyong National University, Busan, Republic of Korea, 2012; pp. 1–2. [Google Scholar]
- Sung-Ho, J. Experimental study on the Adhesion Property between Spraying Metal and Concrete Surface according to the Treatment Method of Concrete Surface. J. Archit. Inst. Korea 2003, 19, 83–90. [Google Scholar]
- Park, J.-H.; Kim, S.-Y.; Lee, H.-S. An Experimental Study on the Effect of Concrete Surface Treatment Methods on the Bond Strength of Metal Spray Coating. J. Archit. Inst. Korea Struct. Constr. 2020, 36, 147–154. [Google Scholar]
- Lim, J.-T.; Jung, H.-R. Study on the Development of Finishing Design Methods for Building Structures Using the Metal Films. J. Korea Inst. Struct. Maint. Insp. 2018, 22, 183–189. [Google Scholar]
- Park, J.-H. A Study on the Ozone-Resistive and Corrosion Protecting Method for Concrete Structure of Water Treatment Facilities by Applying Anti-Corrosive Arc Thermal Spraying Coatings. Ph.D. Thesis, Hanyang University, Seoul, Republic of Korea, 2018. [Google Scholar]
- Lee, H.-S.; Park, J.-H.; Singh, J.K.; Choi, H.-J.; Mandal, S.; Jang, J.-M.; Yang, H.-M. Electromagnetic shielding performance of carbon black mixed concrete with Zn–Al metal thermal spray coating. Materials 2020, 13, 895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kondo, T.; Hamaki, H.; Masuyama, T.; Kamigaki, N.; Takeuchi, N. Metal-spraying finishing onto concrete surface. In Proceedings of the 1992 Annual Meeting, Japan Society of Finishing Technology, Tokyo, Japan, 9 October 1992; pp. 167–170. [Google Scholar]
- Lee, H.-S.; Park, J.-H.; Singh, J.K.; Ismail, M.A. Protection of reinforced concrete structures of waste water treatment reservoirs with stainless steel coating using arc thermal spraying technique in acidified water. Materials 2016, 9, 753. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Legoux, J.-G.; Dallaire, S. Adhesion mechanisms of arc-sprayed zinc on concrete. J. Therm. Spray Technol. 1995, 4, 395–400. [Google Scholar] [CrossRef]
- Park, J.-H.; Singh, J.K.; Lee, H.-S. Ozone resistance, water permeability, and concrete adhesion of metallic films sprayed on a concrete structure for advanced water purification. Coatings 2017, 7, 41. [Google Scholar] [CrossRef] [Green Version]
- Jang, J.; Wi, K.; Lee, H.-S.; Singh, J.K.; Lee, H.-H. Effects of surface treatment conditions on the bonding strength and electromagnetic pulse shielding of concrete using the 85Zn-15Al arc thermal metal spraying method. Materials 2023, 16, 1372. [Google Scholar] [CrossRef] [PubMed]
- Jeong, H.-R. A Study on the Evaluation of Corrosion Characteristics of Al-Mg Coating Deposited by Arc Thermal Spray Process; Hanyang University: Seoul, Republic of Korea, 2022. [Google Scholar]
- Lee, H.-S.; Park, J.-H.; Singh, J.K.; Ismail, M.A. Deposition of coating to protect waste water reservoir in acidic solution by arc thermal spray process. Adv. Mater. Sci. Eng. 2018, 2018, 4050175. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.-S.; Kwon, S.-J.; Singh, J.K.; Ismail, M.A. Influence of Zn and Mg alloying on the corrosion resistance properties of Al coating applied by arc thermal spray process in simulated weather solution. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 591–603. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.-S.; Singh, J.K.; Ismail, M.A. An effective and novel pore sealing agent to enhance the corrosion resistance performance of Al coating in artificial ocean water. Sci. Rep. 2017, 7, 41935. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jang, J.-M.; Lee, H.-S.; Singh, J.K. Electromagnetic shielding performance of different metallic coatings deposited by arc thermal spray process. Materials 2020, 13, 5776. [Google Scholar] [CrossRef] [PubMed]
- KS L 5201; Portland Cement. Korean Industrial Standards: Eumseong-gun, Republic of Korea, 2016.
- KS F 2405; Standard Test Method for Compressive Strength of Concrete. Korean Industrial Standards: Eumseong-gun, Republic of Korea, 2010.
- KS F 2402; Standard Test Method for Concrete Slump. Korean Industrial Standards: Eumseong-gun, Republic of Korea, 2012.
- KS F 2409; Standard Test Method for Unit Volume Mass and Air Volume Test Method of Unhardened Concrete (Mass Method). Korean Industrial Standards: Eumseong-gun, Republic of Korea, 2000.
- Cinca, N.; Lima, C.R.C.; Guilemany, J.M. An overview of intermetallics research and application: Status of thermal spray coatings. J. Mater. Res. Technol. 2013, 2, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Bettridge, D.; Ubank, R. Quality control of high-temperature protective coatings. Mater. Sci. Technol. 1986, 2, 232–242. [Google Scholar] [CrossRef]
- Jandin, G.; Liao, H.; Feng, Z.; Coddet, C. Correlations between operating conditions, microstructure and mechanical properties of twin wire arc sprayed steel coatings. Mater. Sci. Eng. A 2003, 349, 298–305. [Google Scholar] [CrossRef] [Green Version]
- Chaliampalias, D.; Vourlias, G.; Pavlidou, E.; Stergioudis, G.; Skolianos, S.; Chrissafis, K. High temperature oxidation and corrosion in marine environments of thermal spray deposited coatings. Appl. Surf. Sci. 2008, 255, 3104–3111. [Google Scholar] [CrossRef]
- Park, J.-H.; Lee, H.-S.; Shin, J.-H. An Experimental Study on Evaluation of Bond Strength of Arc Thermal Metal Spaying According to Treatment Method of Water Facilities Concrete Surface. J. Korea Inst. Build. Constr. 2016, 16, 107–115. [Google Scholar] [CrossRef] [Green Version]
- KS F 4716; Cement Filling Compound for Surface Preparation. Korean Industrial Standards: Eumseong-gun, Republic of Korea, 2022.
- A.D. 4541; Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers. ASTM: West Conshohocken, PA, USA, 2022.
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Paredes, R.S.; Amico, S.; d’Oliveira, A. The effect of roughness and pre-heating of the substrate on the morphology of aluminium coatings deposited by thermal spraying. Surf. Coat. Technol. 2006, 200, 3049–3055. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of the MDPI and/or editor(s). The MDPI and/or editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Factor | Experimental Level | Measure Catalog |
|---|---|---|
| Types of metals | Zn | Temperature measurement |
| Al | Bonding strength | |
| Zn/Al | Failure mode analysis | |
| Cu/Zn (Brass) | Image analysis | |
| Cu/Sn (Bronze) | Optical microscopy | |
| Common list | Substrate: Concrete Concrete Strength: 27 MPa Concrete Size: 300 mm × 300 mm × 50 mm Surface treatment: (1) Sand blasting → (2) SH → (3) SRA Coating Thickness: 200 μm | |
| Metal | Melting Point (°C) | Density (g/cm3) | Weight Ratio (%) | Color |
|---|---|---|---|---|
| Zn | 420 | 7.13 | 100 | Light gray |
| Zn/Al | 540 | 4.91 | 85/15 (Zn/Al) | Gray |
| Al | 660 | 2.70 | 100 | White |
| Cu/Zn | 914 | 8.60 | 80/20 (Cu/Zn) | Red brown |
| Cu/Sn | 1018 | 8.75 | 90/10 (Cu/Sn) | Red gold |
| SiO2 (%) | Al2O3 (%) | Fe2O3 (%) | CaO (%) | MgO (%) | Na2O (%) | K2O (%) | SO3 (%) | LOI | |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 19.5 | 5.2 | 2.7 | 61.8 | 3.7 | 2.5 | 0.1 | 0.8 | 2.6 |
| Density (g/cm3) | Blaine (cm2/g) | 44 μm on Residue (%) | Setting Time (min) | Compressive Strength (MPa) | ||||
|---|---|---|---|---|---|---|---|---|
| Initial | Final | 3 Day | 7 Day | 28 Day | ||||
| Cement | 3.14 | 3200 | 12.5 | 240 | 370 | 22.5 | 30.0 | 39.5 |
| Specimen | W/B | Unit Weight (kg/m3) | Superplasticizer (%) | |||
|---|---|---|---|---|---|---|
| Water | Cement | Fine Aggregate | Coarse Aggregate | |||
| Concrete | 0.5 | 175 | 350 | 905 | 835 | 0.8 |
| Specimen | Slump (mm) | Air content (%) | 7D-Compressive Strength (MPa) | 28D-Compressive Strength (MPa) |
|---|---|---|---|---|
| Concrete | 180 | 4.5 | 20 | 27 |
| Type | Element | Density (g/m3) | Usage (g/m2) |
|---|---|---|---|
| Surface hardener (SH) | Silicate | 1.10 | 500–700 |
| Surface roughness agent (SRA) | Epoxy, silica | 1.30 | 50 |
| Temperature Range (°C) | Distance: Spot Size | Accuracy (°C) | Emissivity | Response Time (ms) |
|---|---|---|---|---|
| −30–500 °C | 10:0.1 | ±1 | 0.95 | <500 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-H.; Kim, S.-Y.; Lee, H.-S.; Wi, K. Influence of Different Metal Types on the Bonding Strength of Concrete Using the Arc Thermal Metal Spraying Method. Materials 2023, 16, 2651. https://doi.org/10.3390/ma16072651
Park J-H, Kim S-Y, Lee H-S, Wi K. Influence of Different Metal Types on the Bonding Strength of Concrete Using the Arc Thermal Metal Spraying Method. Materials. 2023; 16(7):2651. https://doi.org/10.3390/ma16072651
Chicago/Turabian StylePark, Jin-Ho, Sang-Youl Kim, Han-Seung Lee, and Kwangwoo Wi. 2023. "Influence of Different Metal Types on the Bonding Strength of Concrete Using the Arc Thermal Metal Spraying Method" Materials 16, no. 7: 2651. https://doi.org/10.3390/ma16072651