
Investigation of the Internal Structure of Hardened 3D-Printed Concrete by X-CT Scanning and Its Influence on the Mechanical Performance

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
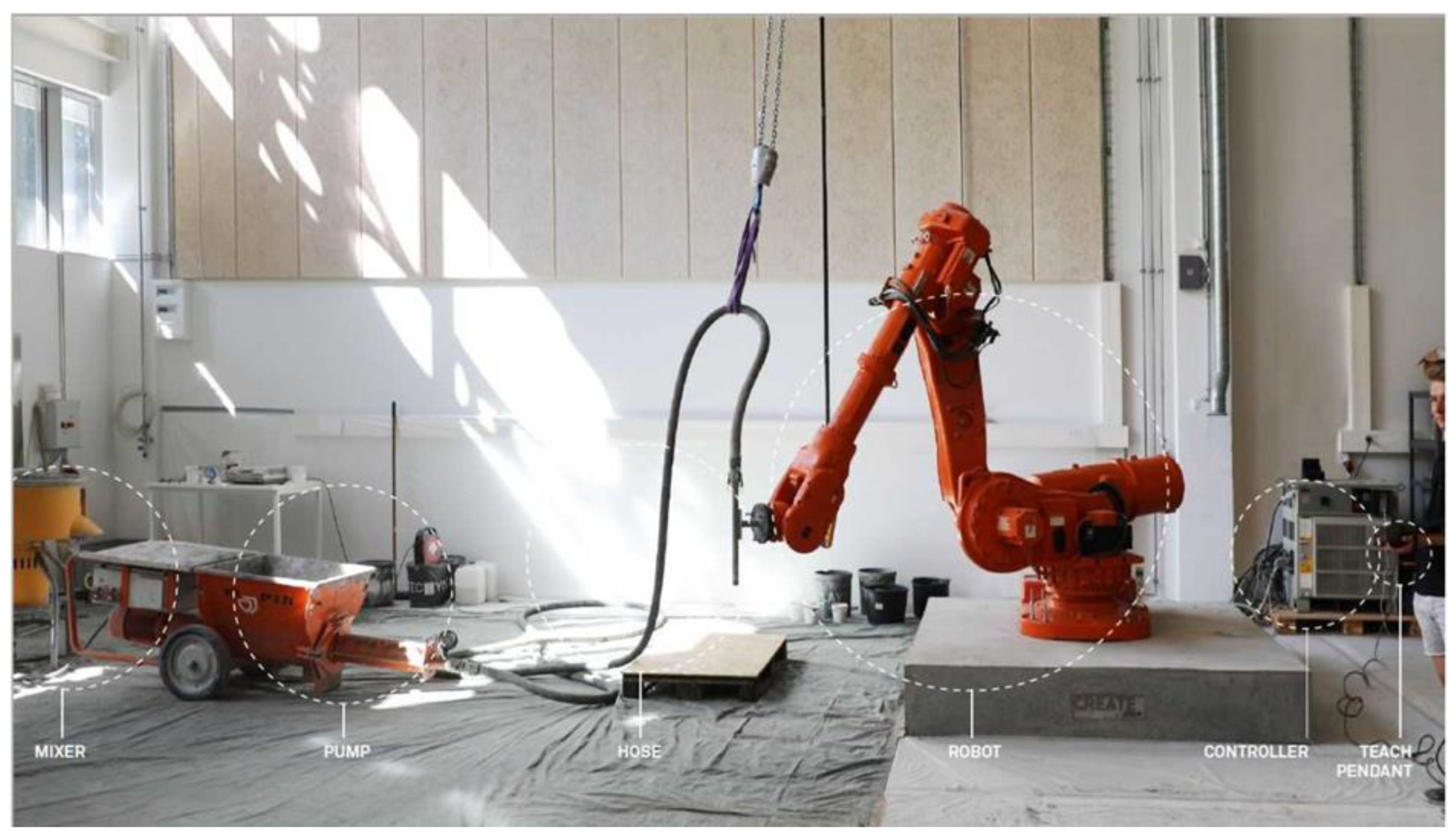
2.2. Printing Process and Mold-Casting Process
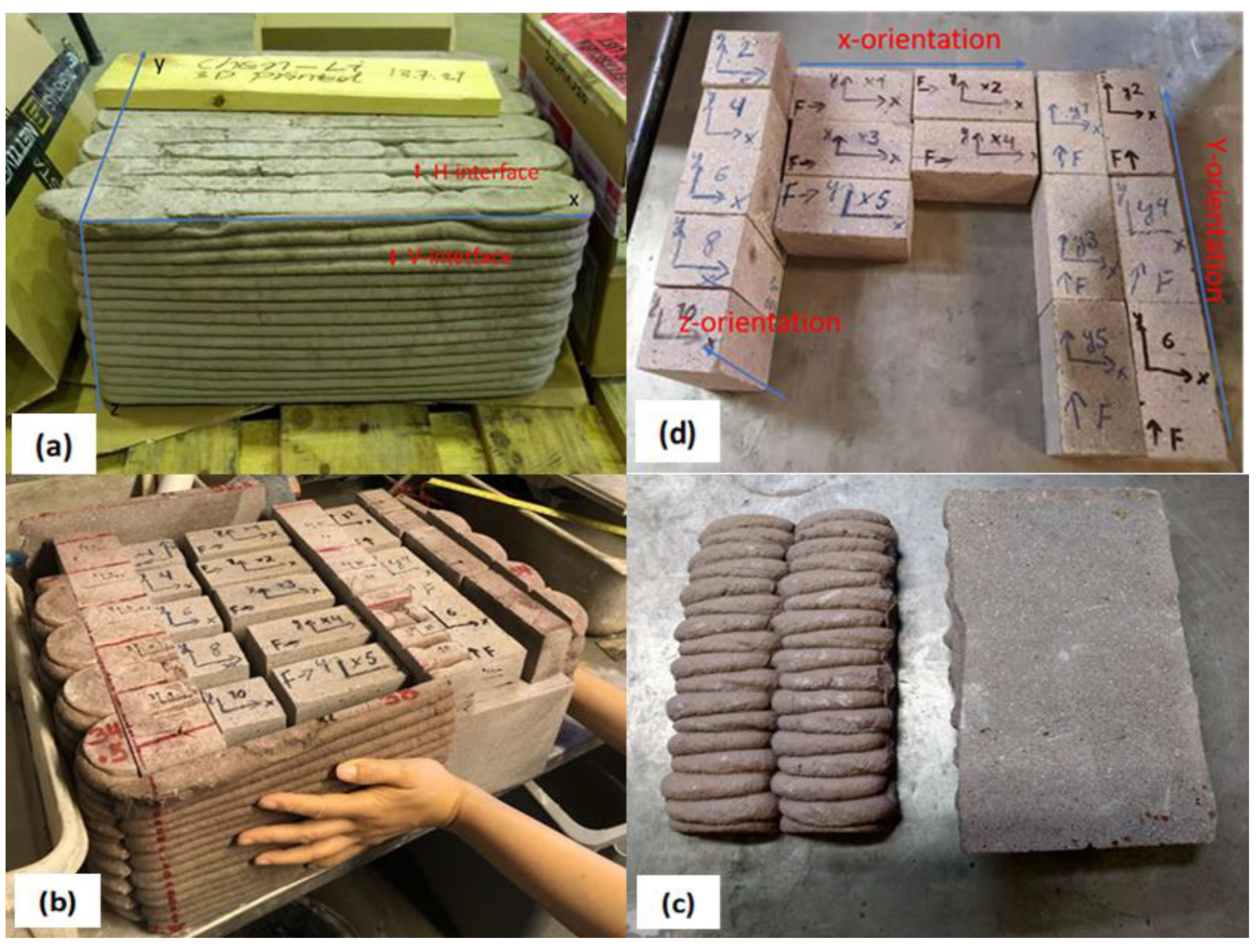
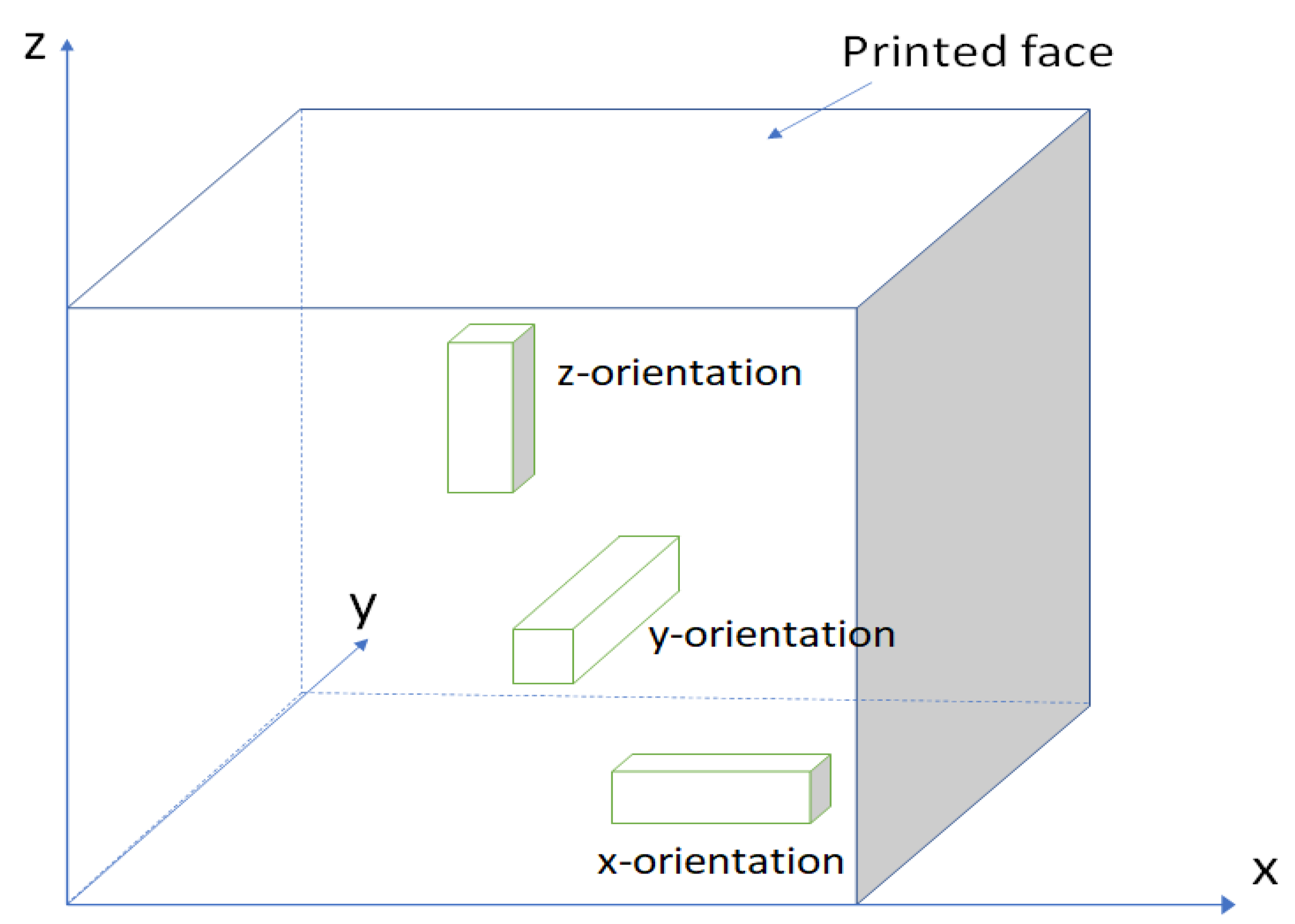
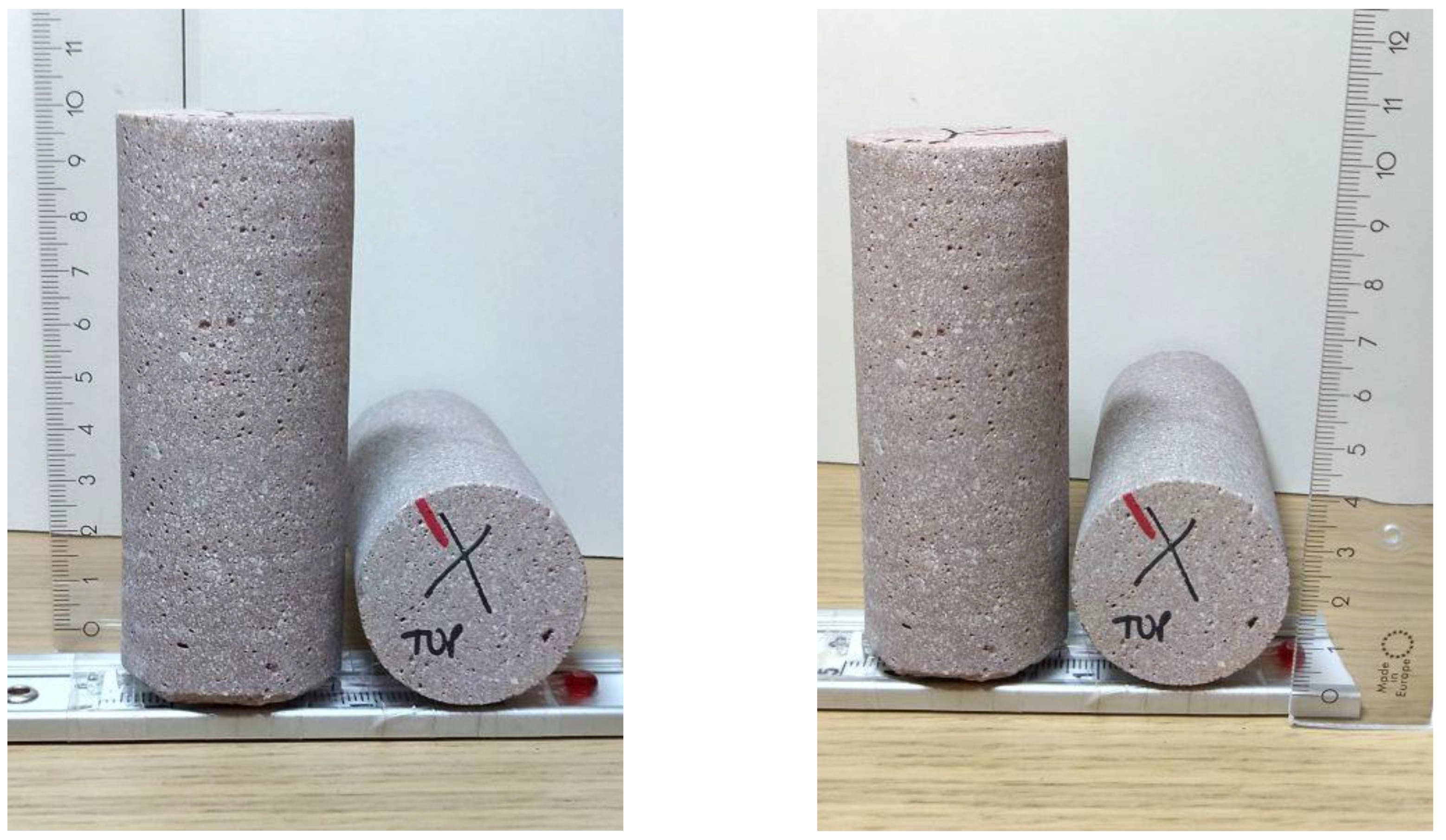
2.3. Sampling
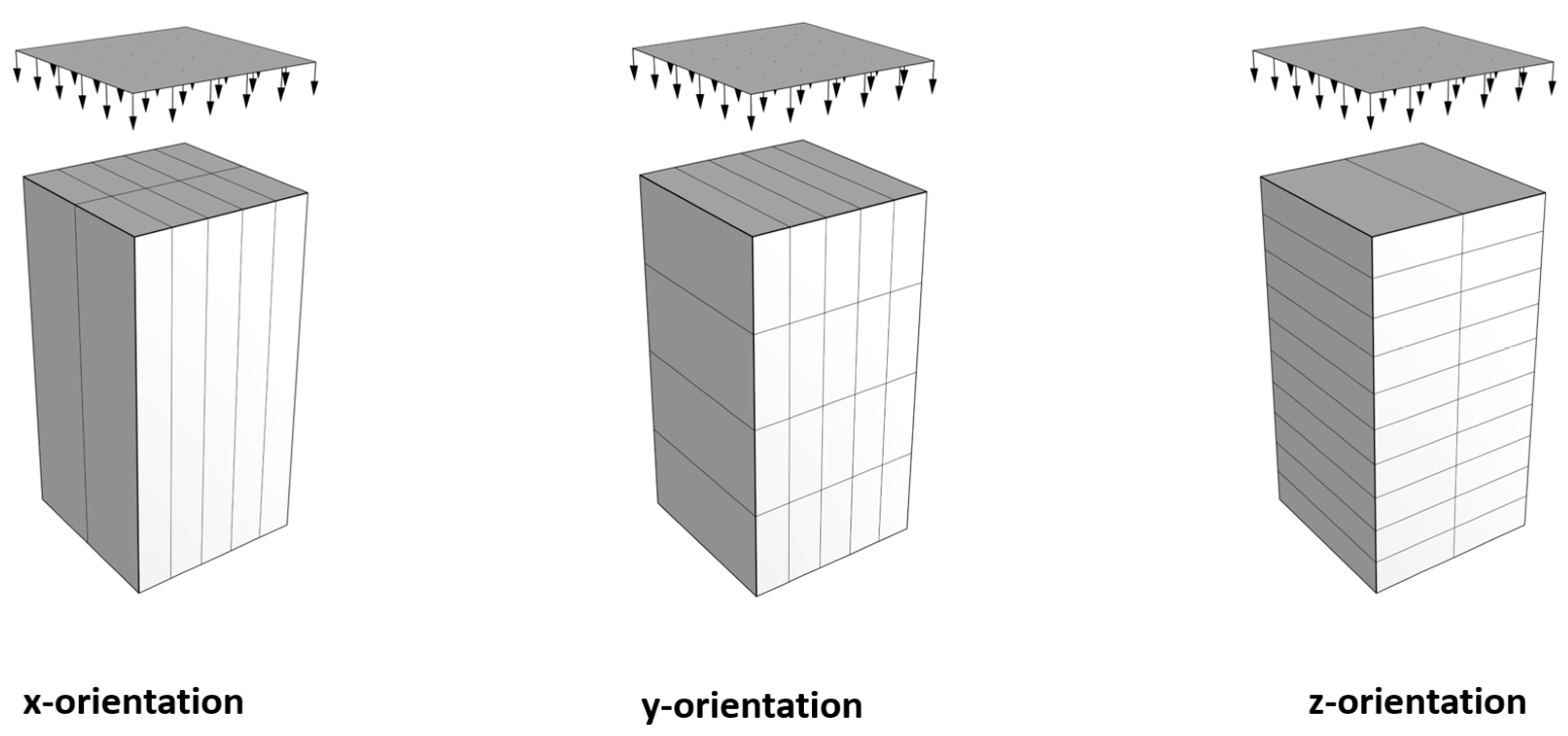
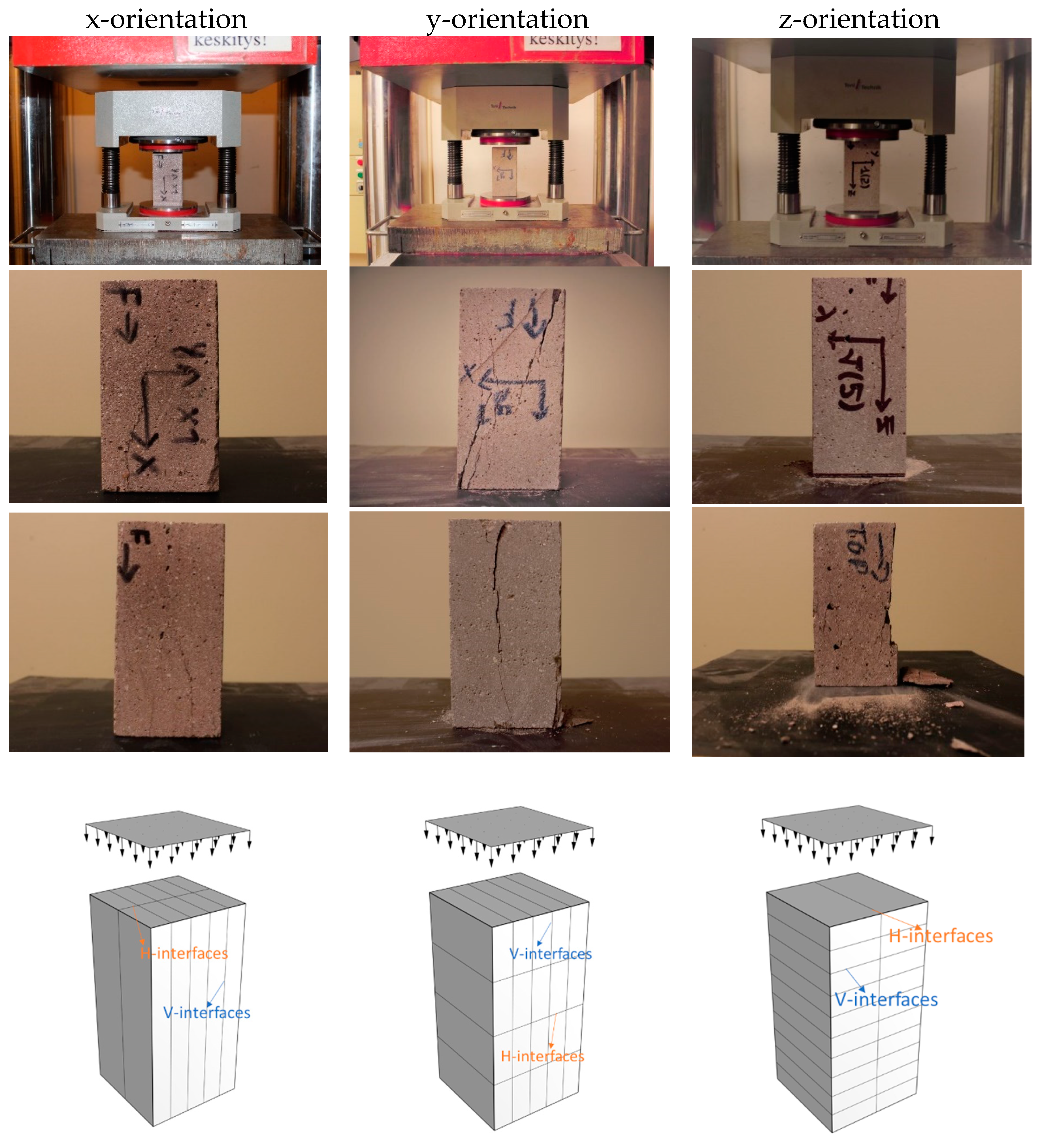
2.4. Compressive Strength Tests
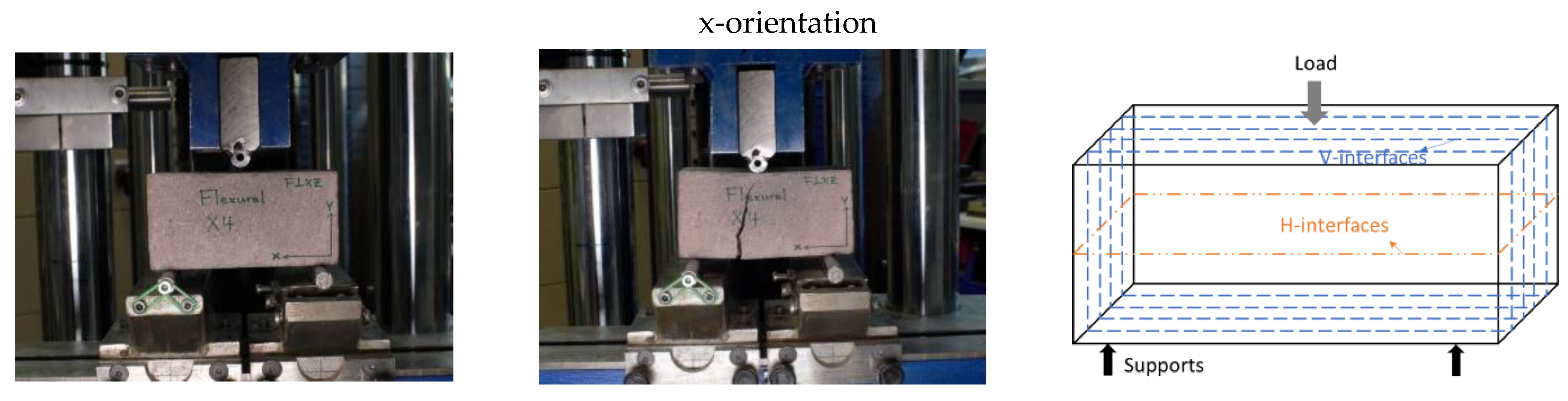
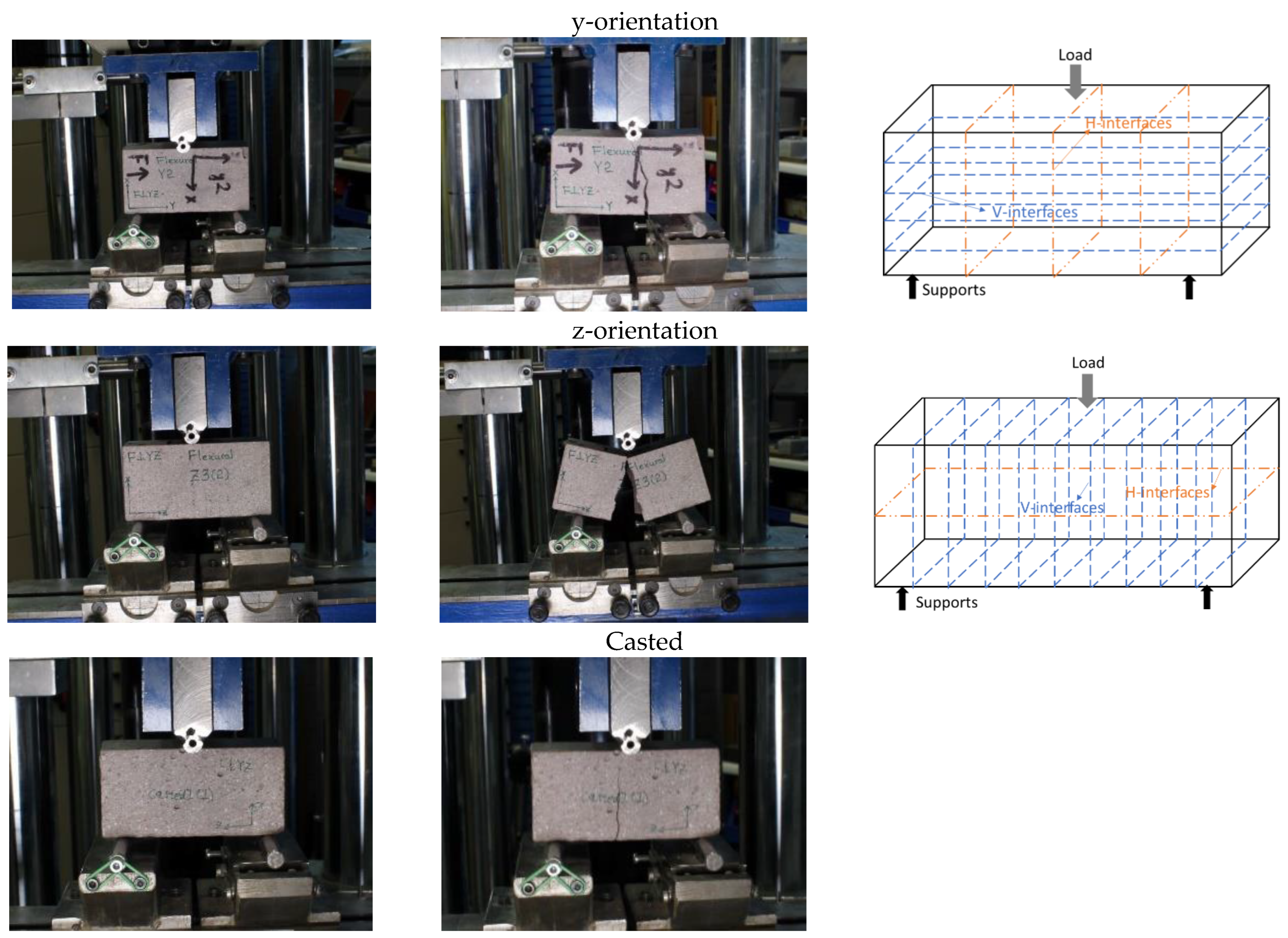
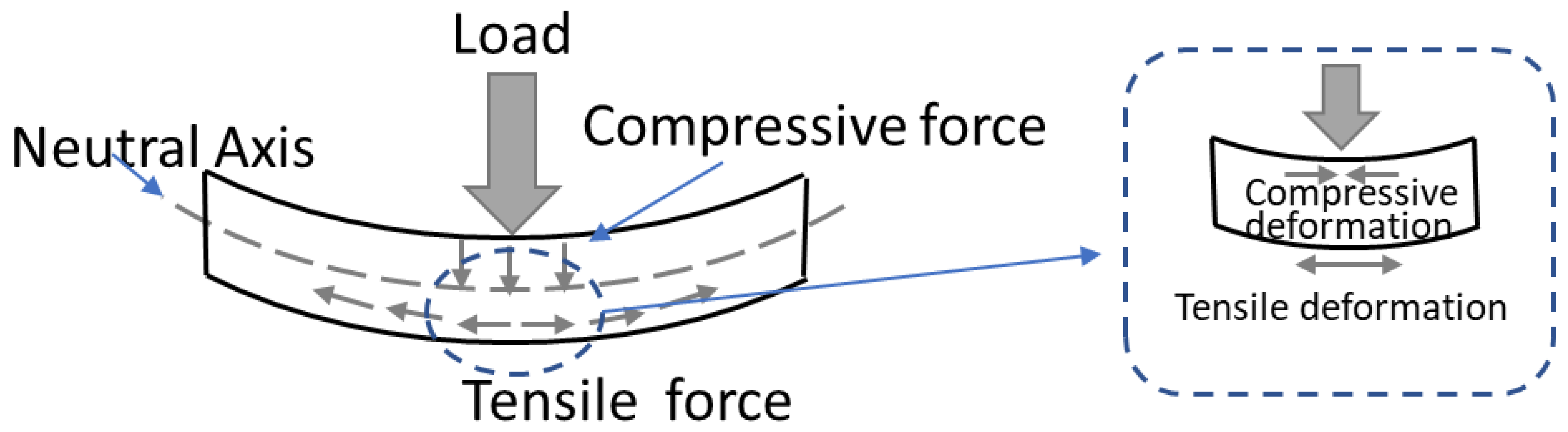
2.5. Flexural Tension Tests
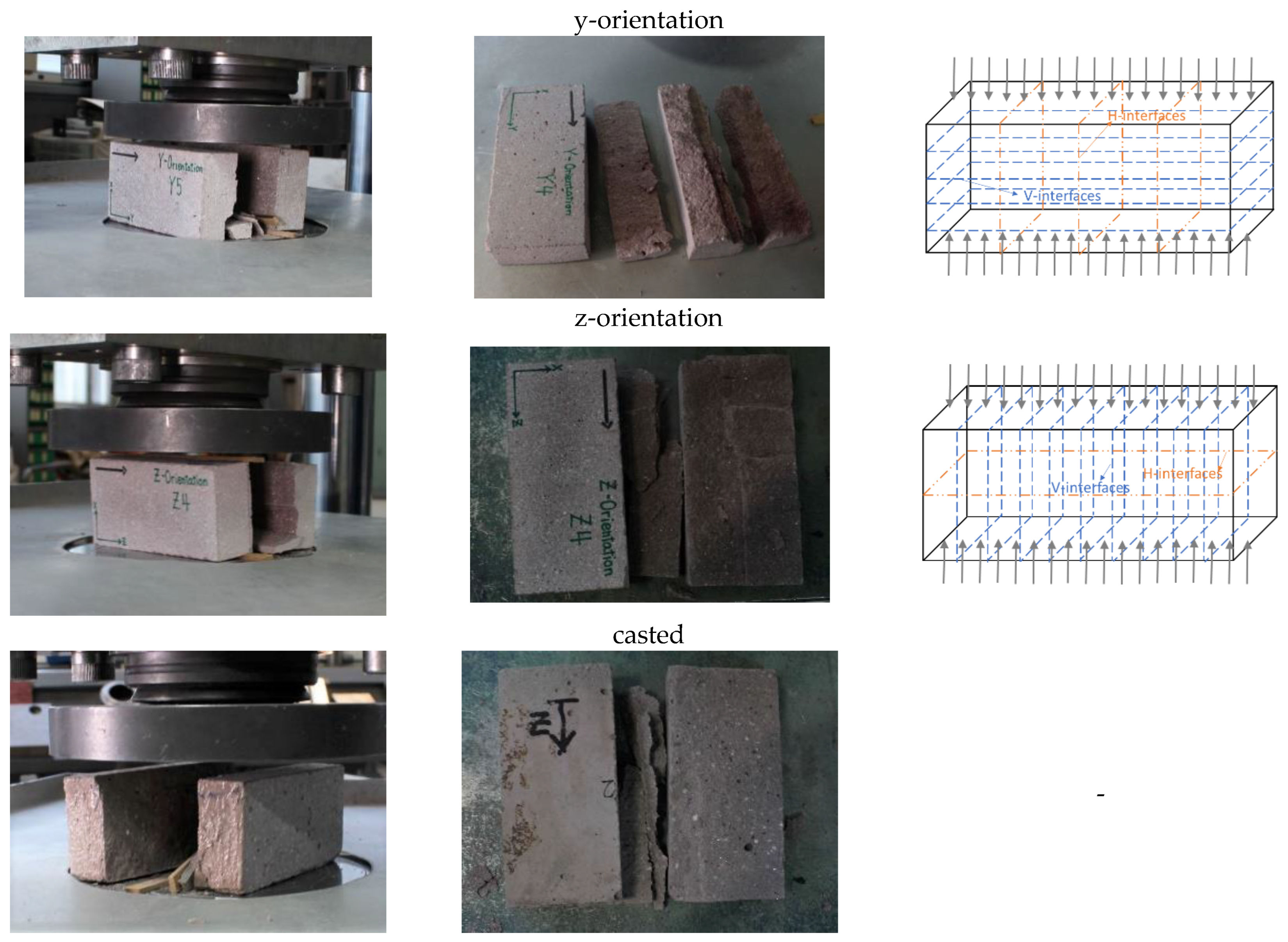
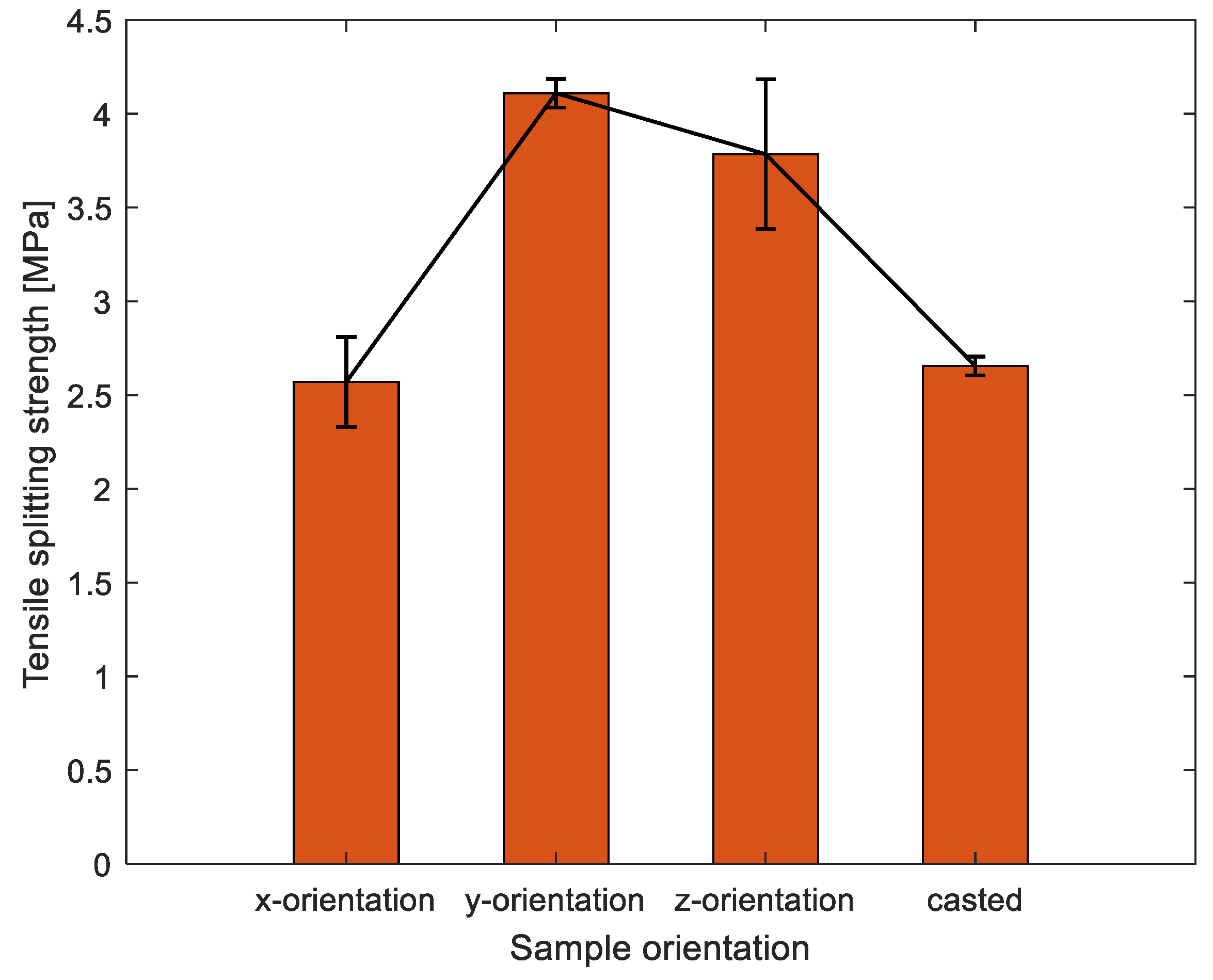
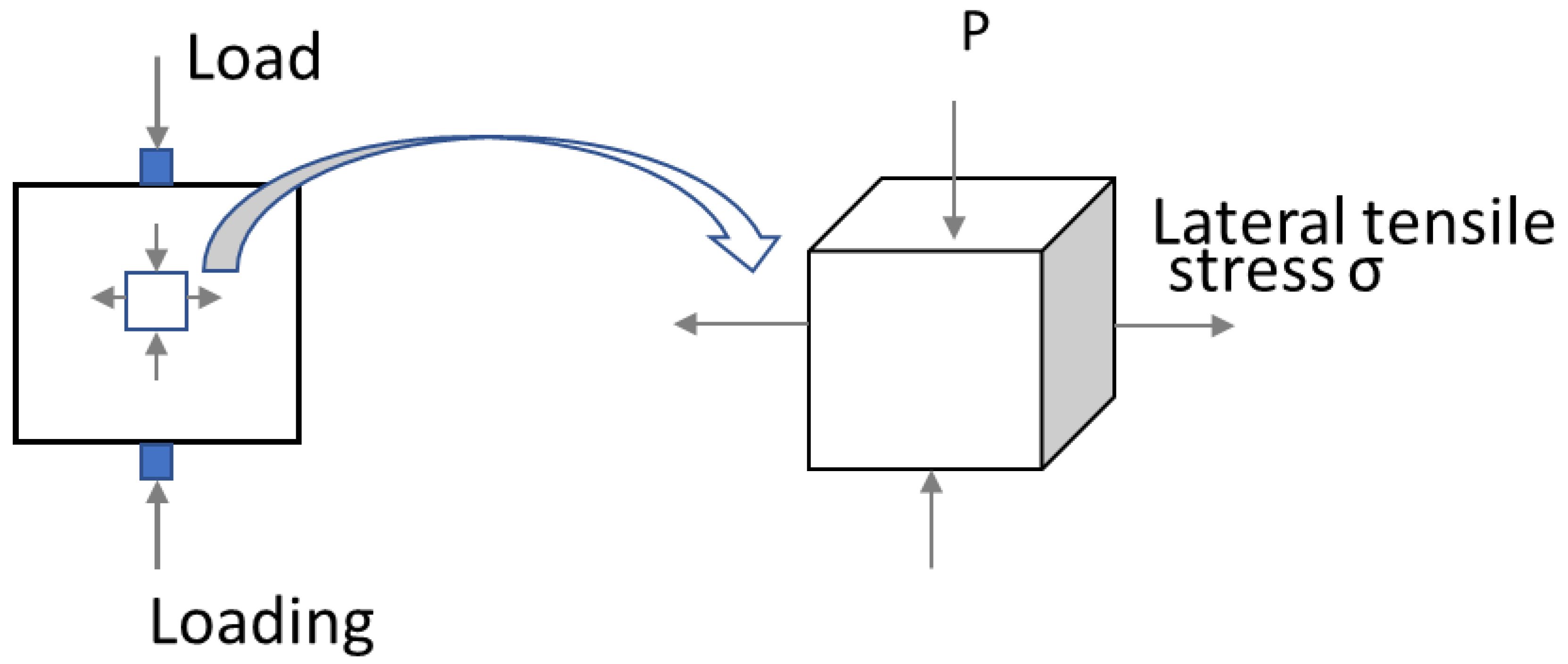
2.6. Tensile Splitting Tests
2.7. X-CT Test
3. Results and Discussion
3.1. Compressive Strength and Ultrasonic Pulse Velocity (UPV) Test Results
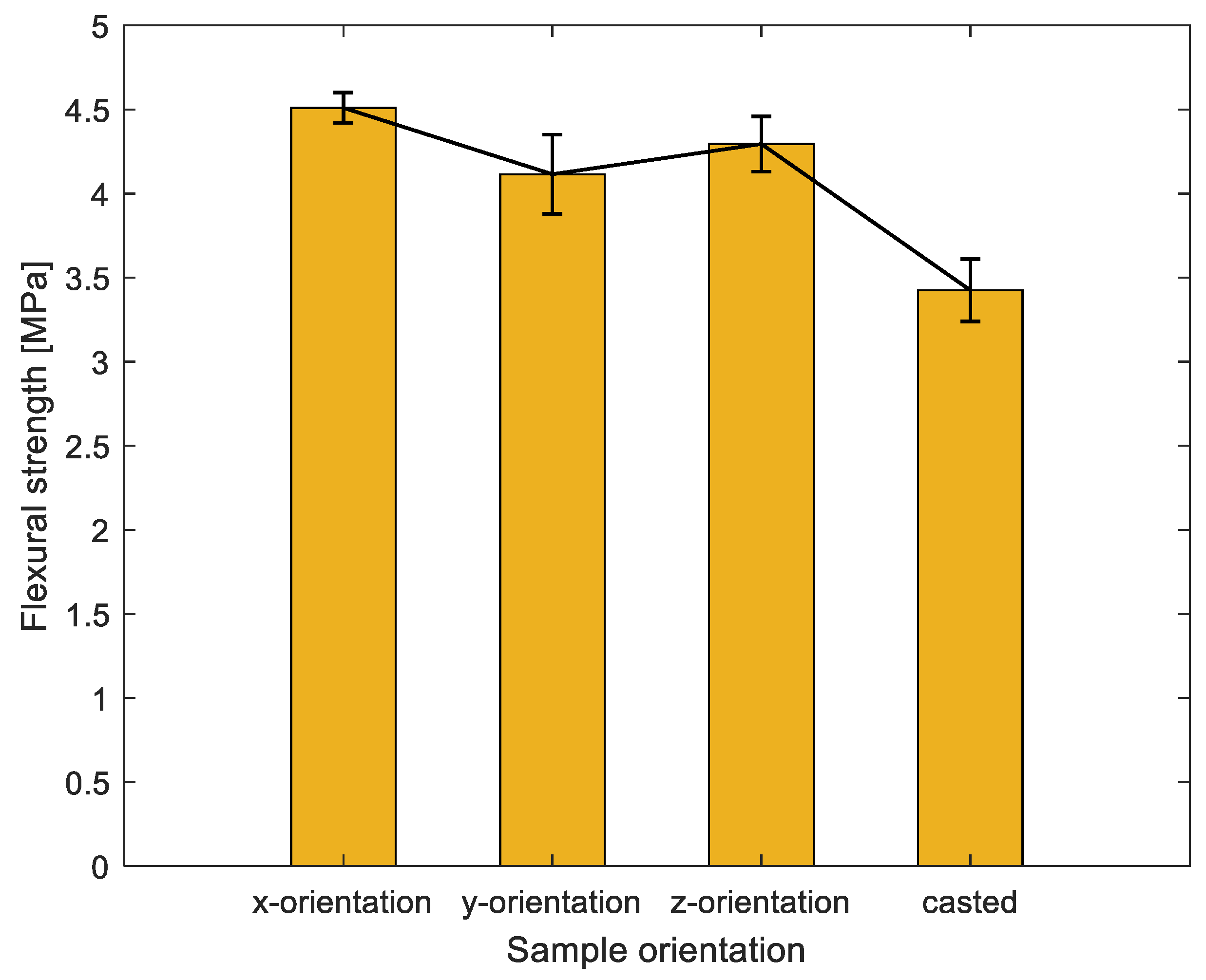
3.2. Flexural Strength Results
3.3. Splitting Tension Results
4. X-CT Results Analysis
4.1. Samples, Equipment, and Method
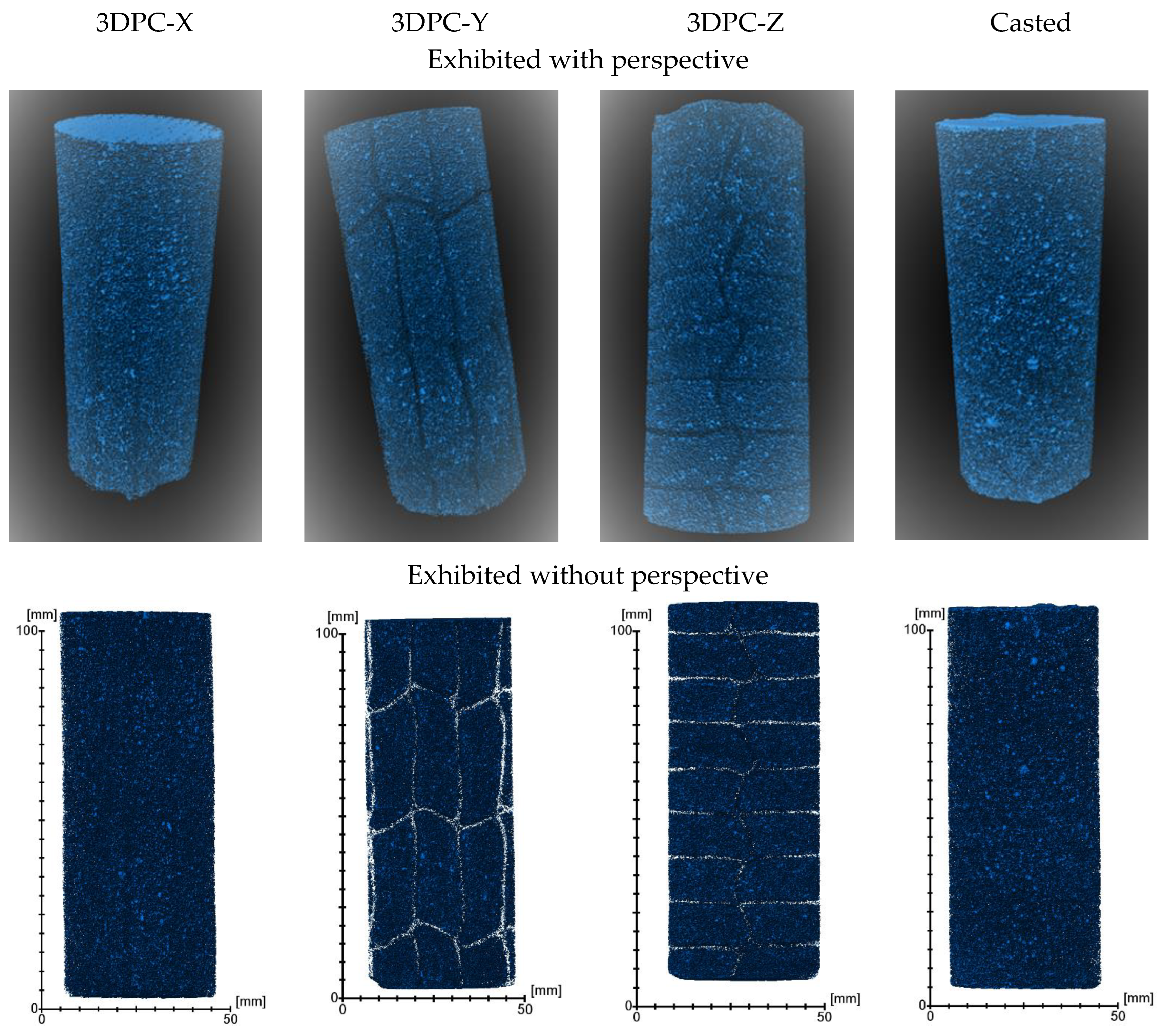
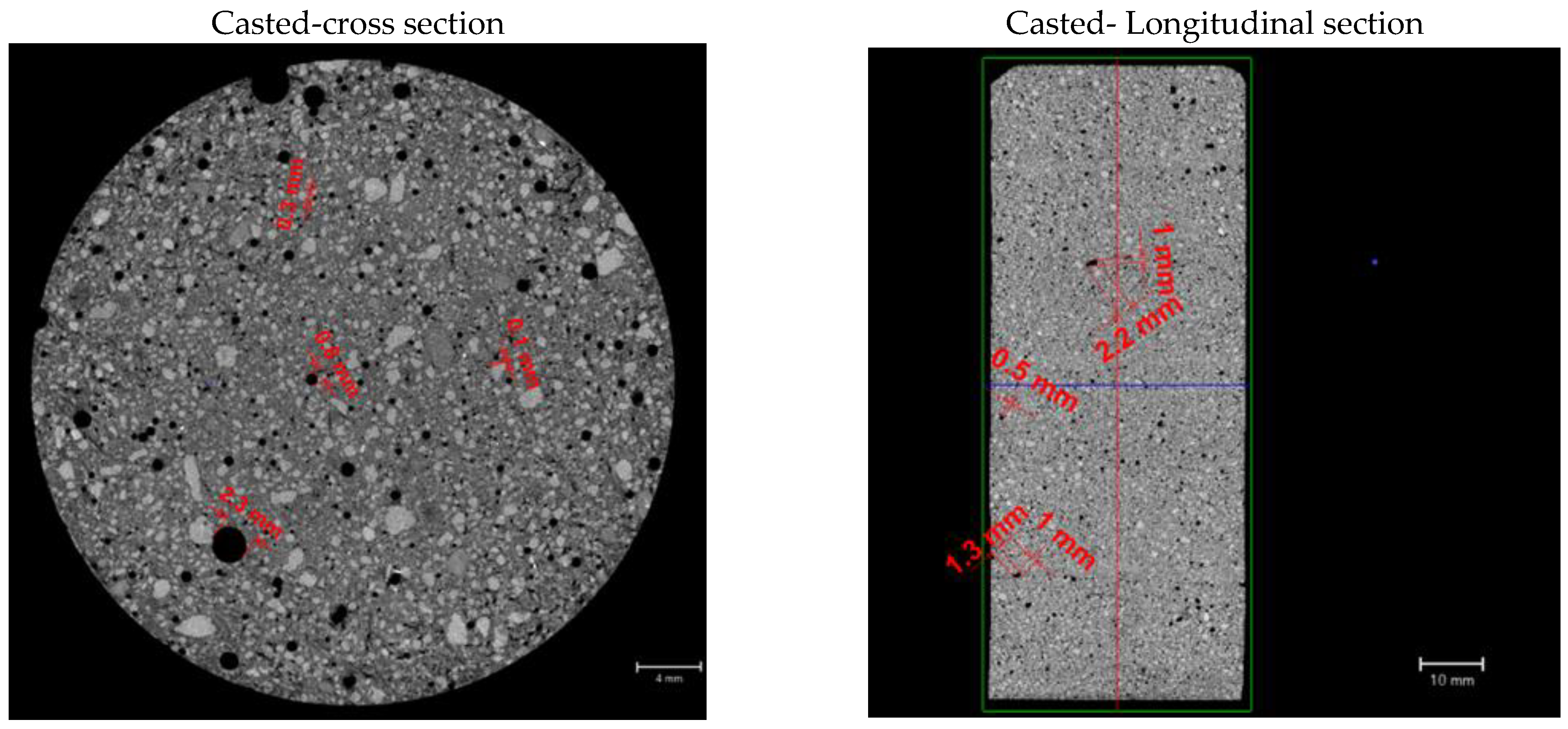
4.2. Interfaces Characterizing for 3DPC from X-CT Results
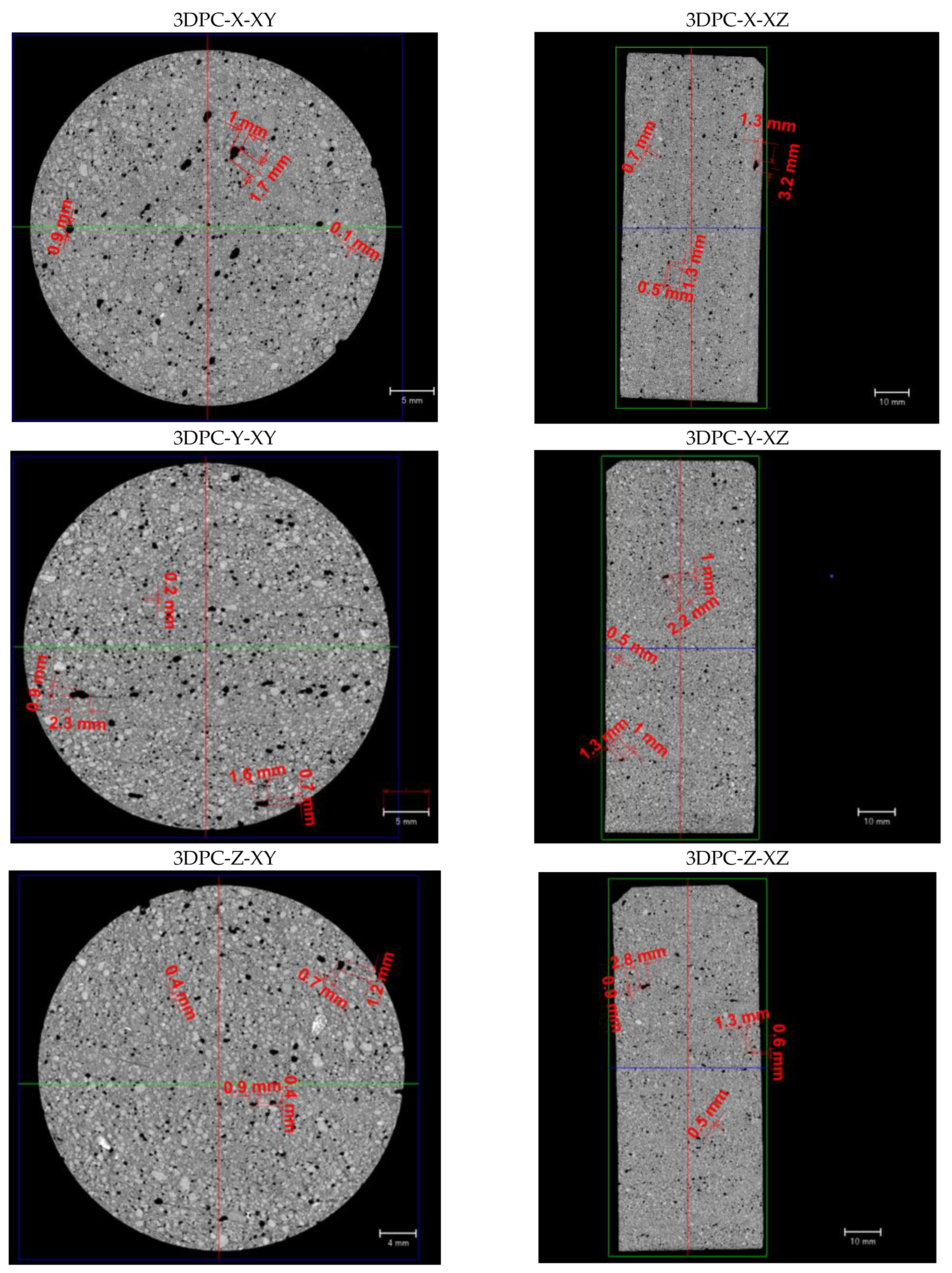
4.3. Pore Information Characterizing for 3DPC from the X-CT Results
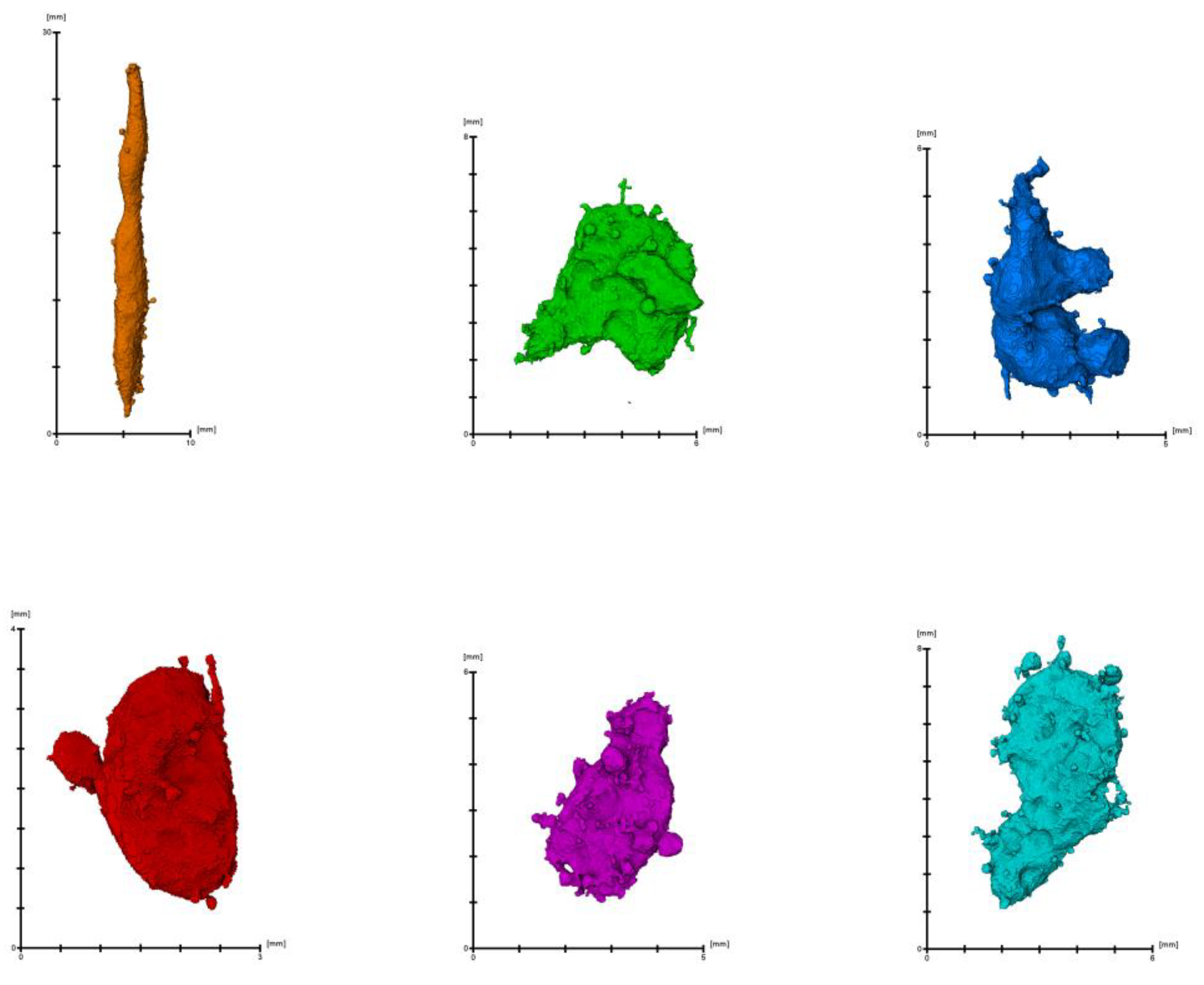
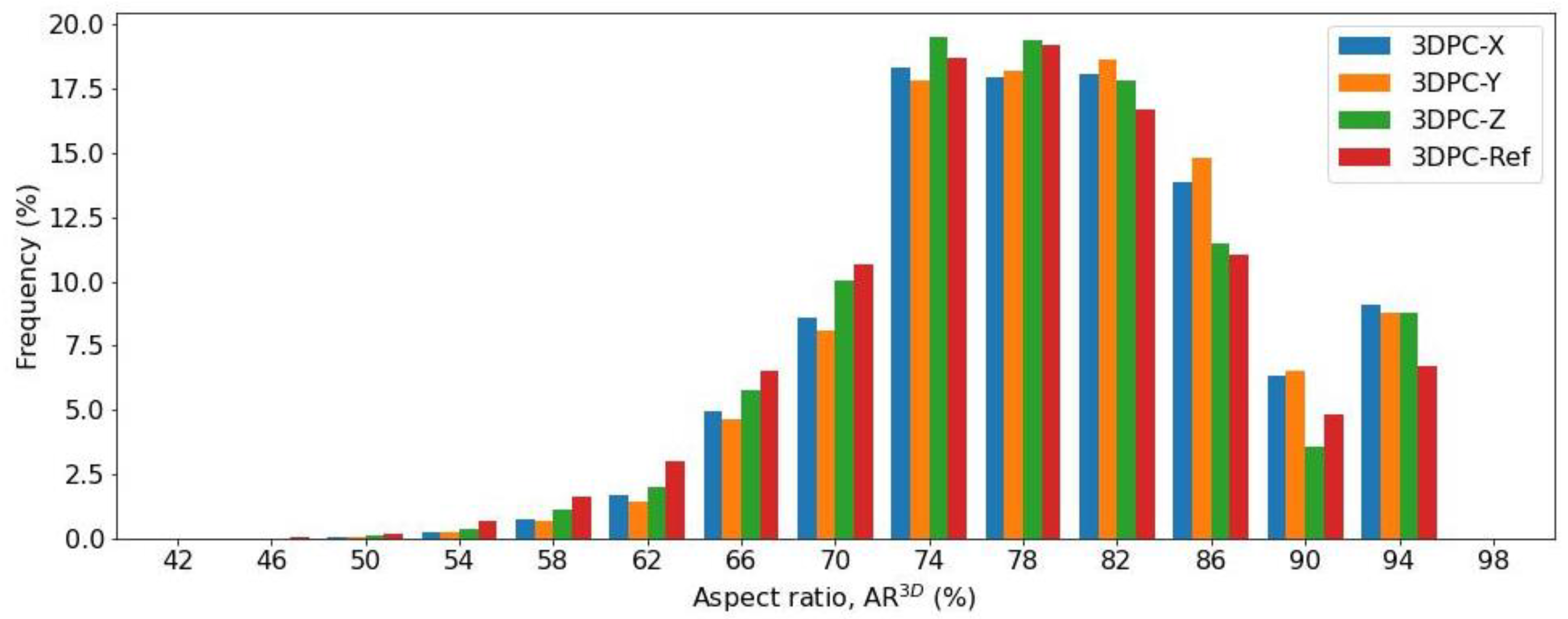
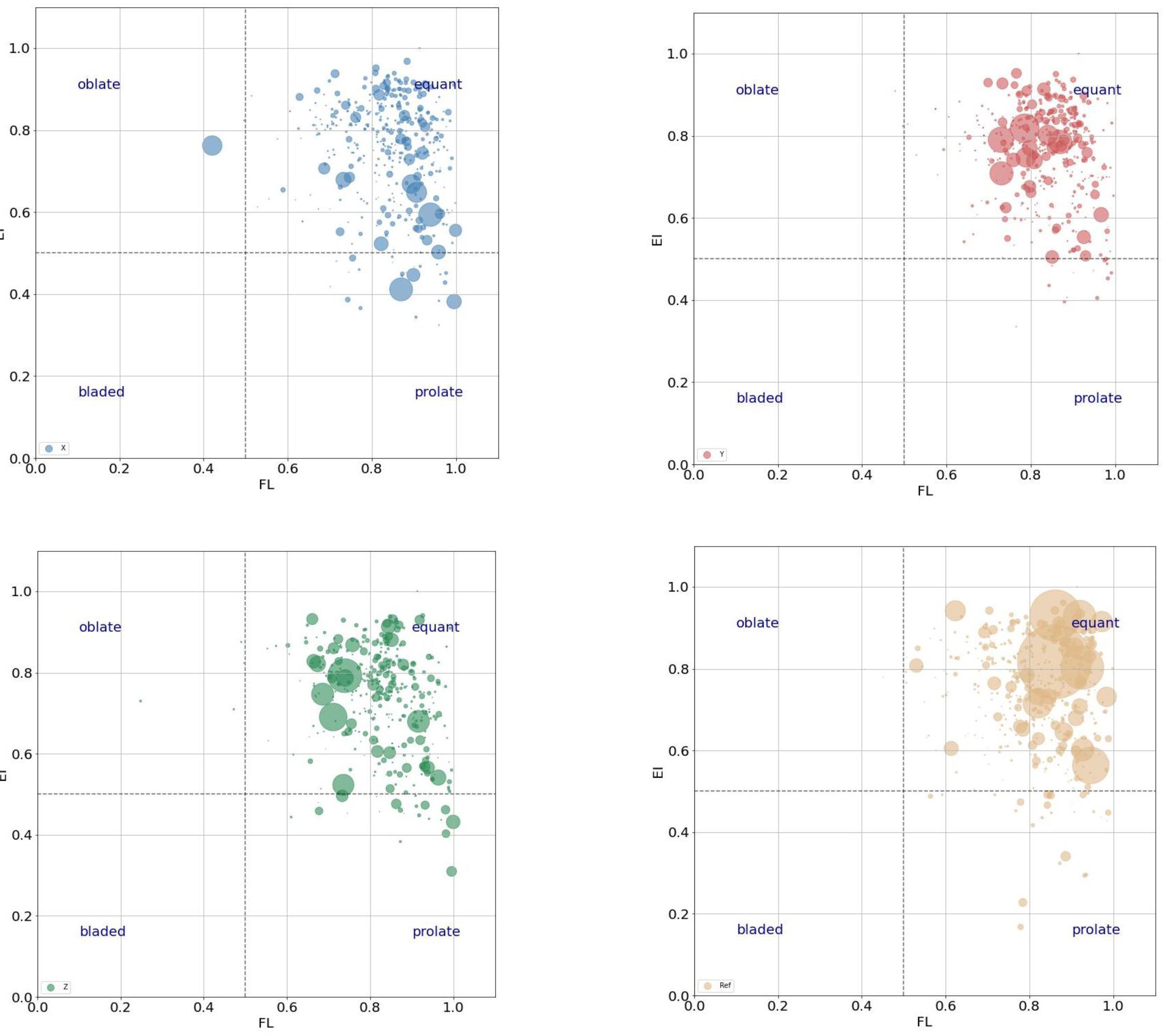
4.3.1. Pores’ Shape Characterizing
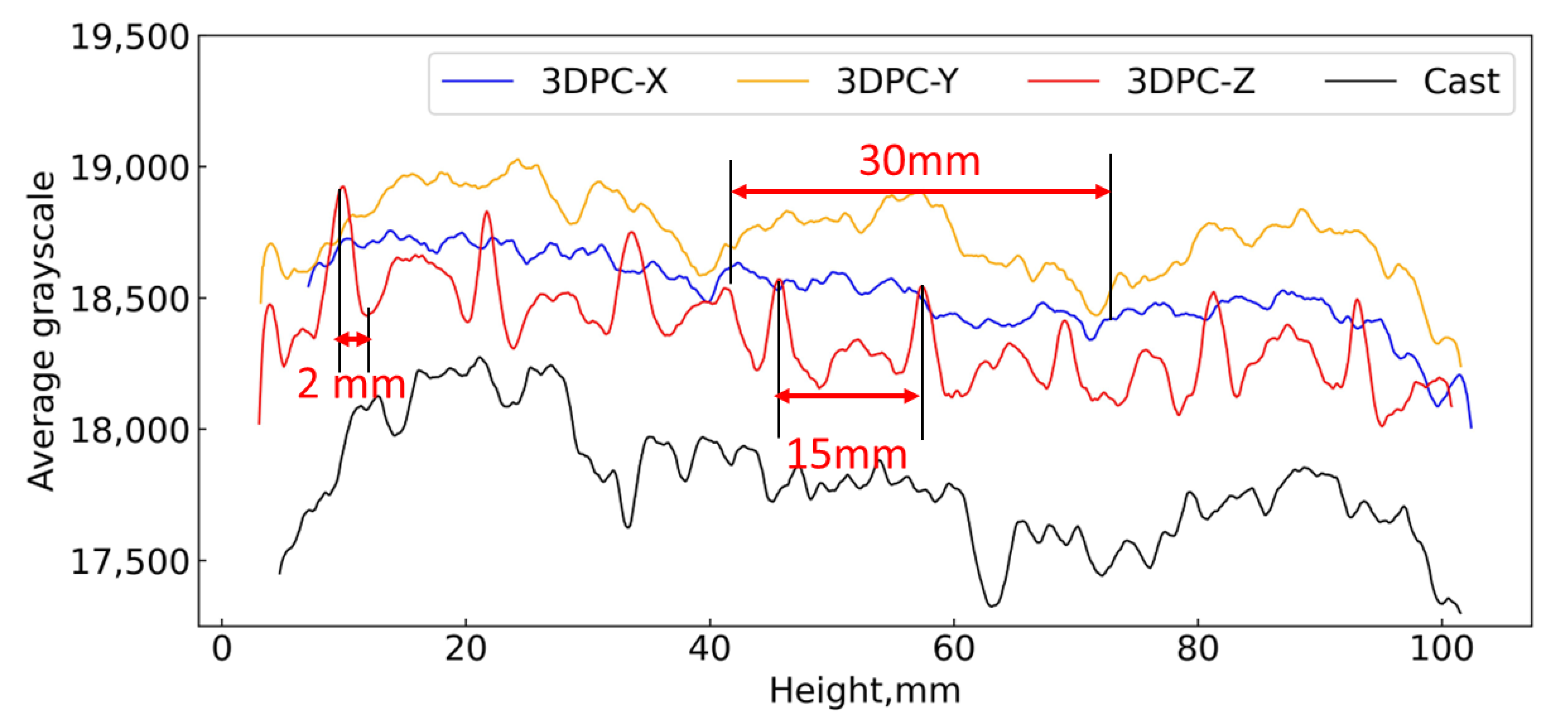
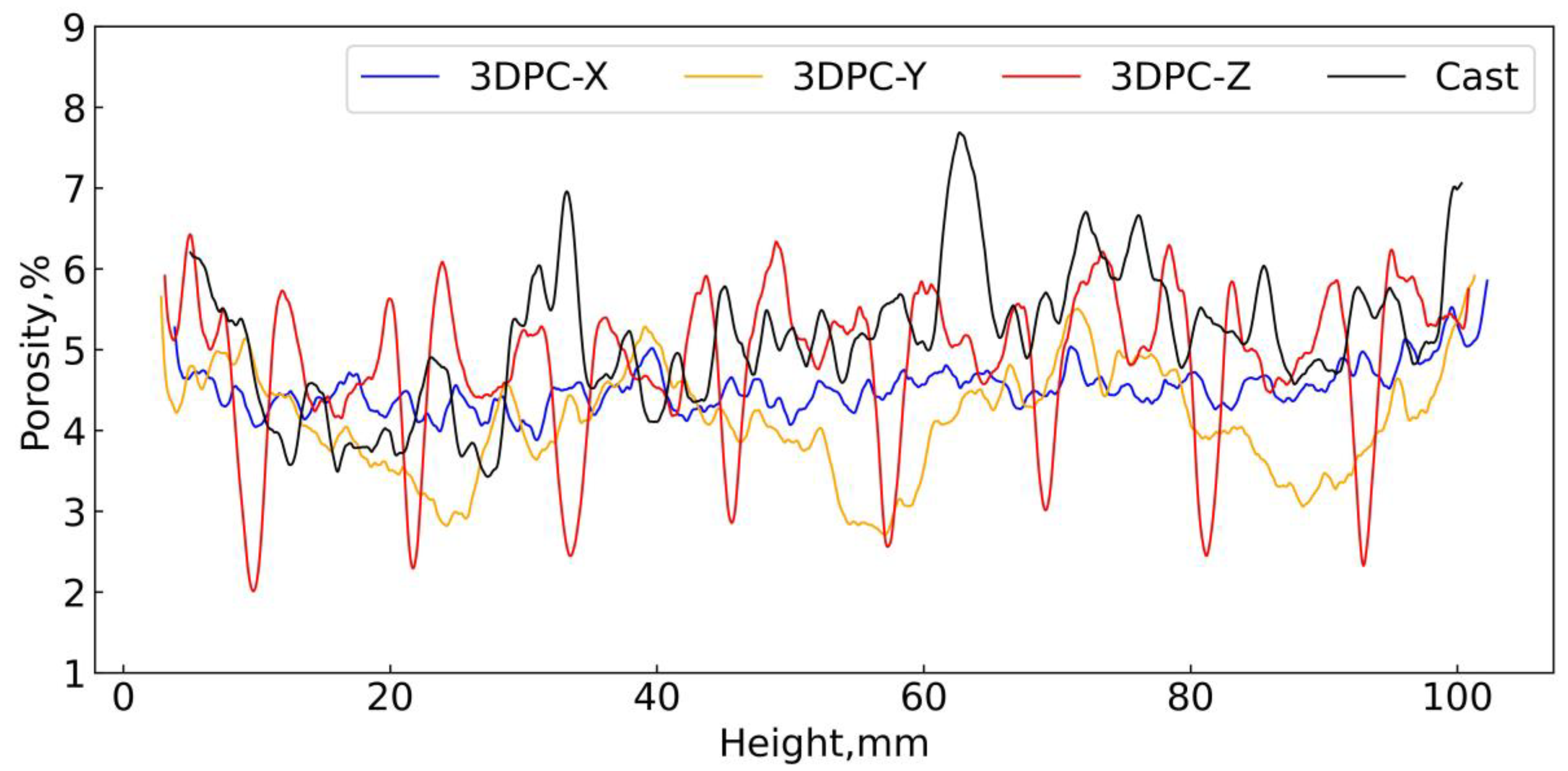
4.3.2. Profile of the Porosity Regarding the Height of Different Samples
4.3.3. Estimate the Depth of Printing Interfaces
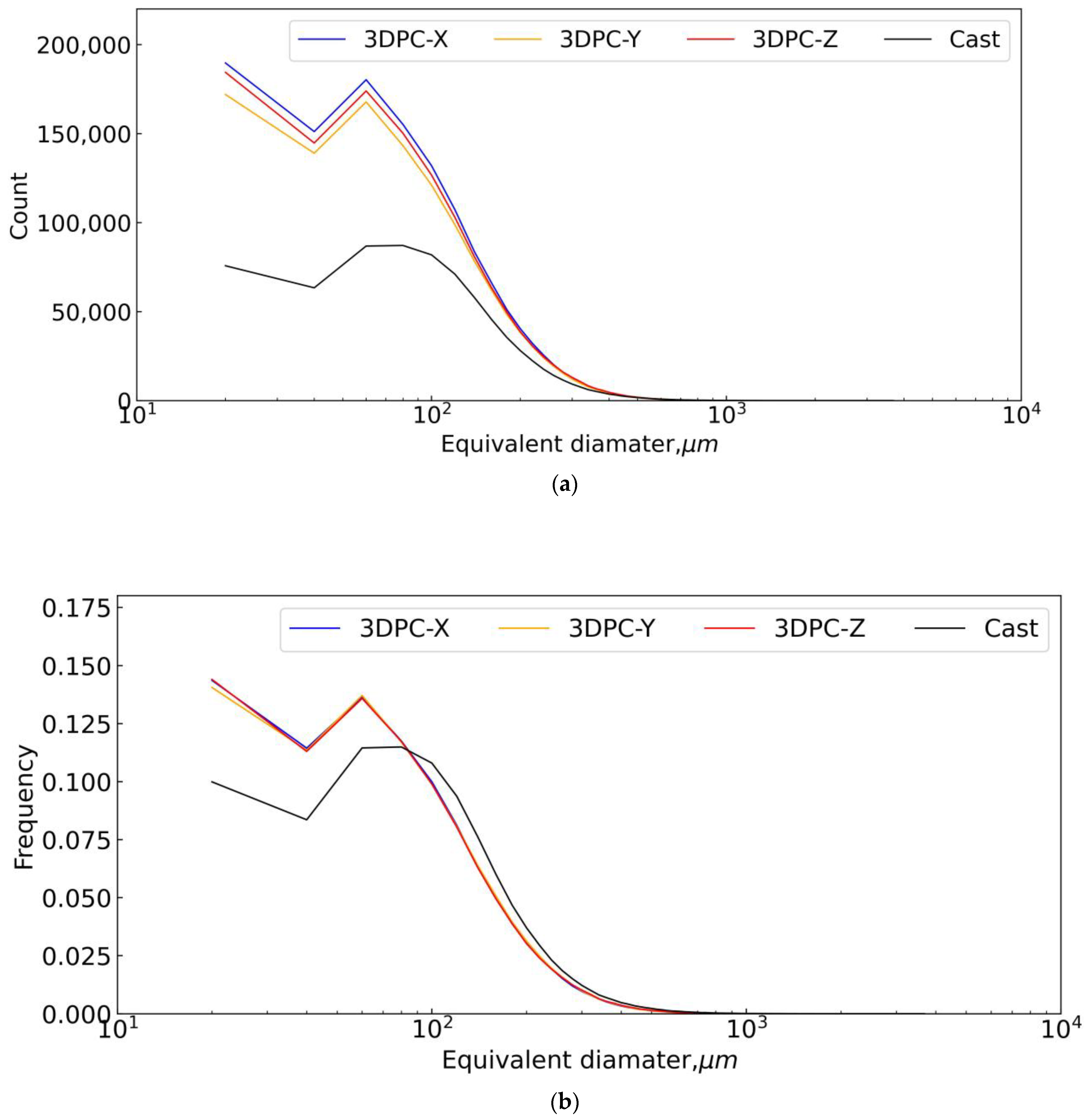
4.3.4. Pore Size Distribution of Different Concrete
5. Conclusions
- (1)
- The results of mechanical investigation (including compressive stress, ultrasonic Pulse Velocity test, flexural tension, and tensile splitting) have shown that 3DPC significantly tends toward interlayers’ orientation dependency with respect to mechanical performance, especially regarding the splitting tensile resistance. The results also showed that 3DPC has good mechanical performance, i.e., compressive strength, flexural strength, and tensile splitting strength, which is not inferior to casted concrete with the same recipe.
- (2)
- The results from X-CT revealed that higher total porosity and more coarse voids in casted concrete than 3DPC could be the fundamental reason for its slightly inferior strength. The results of this study indicate that specimens’ mechanical strength can be solely attributed to neither the bonding strength of interfaces nor the total porosity of specimens; still, the force diagram of specimens under loading (as shown in Section 3) requires consideration due to its interlayers’ orientation dependency.
- (3)
- Concerning the X-CT analysis, the first major finding was that porosity profiles for 3DPC (samples with several interfaces, i.e., 3DPC-Y, Z) showed several regular adjacent valleys and peaks with comparison to casted concrete, and that the distance between the adjacent valley and peak happens to be equal to the thickness of each layer of matrix. Based on this finding, this study first attempted to provide the specific definition of the layer-to-layer interfaces and therefore quantified the depth/width of the interfaces. Moreover, the porosity results suggested that porosity in an interface area varies in a certain range.
- (4)
- The second significant finding was that the distribution curves regarding the aspect ratio statistic follow similar trends regardless of the type of concrete (printed or casted), and coarser voids in casted concrete are somewhat more “equant” compared to printed concrete.
- (5)
- The third significant finding was the samples from different orientations of 3DPC had a unified pore size distribution, which can be easily distinguished from the casted concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.O.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2021, 115, 103855. [Google Scholar] [CrossRef]
- Nodehi, M.; Aguayo, F.; Nodehi, S.E.; Gholampour, A.; Ozbakkaloglu, T.; Gencel, O. Durability properties of 3D printed concrete (3DPC). Autom. Constr. 2022, 142, 104479. [Google Scholar] [CrossRef]
- Mechtcherine, V.; van Tittelboom, K.; Kazemian, A.; Kreiger, E.; Nematollahi, B.; Nerella, V.N.; Santhanam, M.; de Schutter, G.; Van Zijl, G.; Lowke, D.; et al. A roadmap for quality control of hardening and hardened printed concrete. Cem. Concr. Res. 2022, 157, 106800. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Kloft, H.; Krauss, H.-W.; Hack, N.; Herrmann, E.; Neudecker, S.; Varady, P.A.; Lowke, D. Influence of process parameters on the interlayer bond strength of concrete elements additive manufactured by Shotcrete 3D Printing (SC3DP). Cem. Concr. Res. 2020, 134, 106078. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Zhang, D.; Tan, M.J.; Qian, S. Investigation of interlayer adhesion of 3D printable cementitious material from the aspect of printing process. Cem. Concr. Res. 2021, 143, 106386. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.G.; Nematollahi, B.; Xia, M. Interlayer strength of 3D printed concrete: Influencing factors and method of enhancing. In 3D Concrete Printing Technology; Butterworth-Heinemann: Oxford, UK, 2019; pp. 241–264. [Google Scholar]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of U-nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Hosseini, E.; Zakertabrizi, M.; Korayem, A.H.; Xu, G. A novel method to enhance the interlayer bonding of 3D printing concrete: An experimental and computational investigation. Cem. Concr. Compos. 2019, 99, 112–119. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Van Der Putten, J.; Snoeck, D.; Van Tittelboom, K. 3D Printing of cementitious materials with superabsorbent polymers. In Durable Concrete for Infrastructure under Severe Conditions-Smart Admixtures, Self-Responsiveness and Nano-Additions; Magnel Laboratory for Concrete Research: Ghent, Belgium, 2019. [Google Scholar]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Van Der Putten, J.; De Schutter, G.; Van Tittelboom, K. Surface modification as a technique to improve inter-layer bonding strength in 3D printed cementitious materials. RILEM Tech. Lett. 2019, 4, 33–38. [Google Scholar] [CrossRef] [Green Version]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction–Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Jia, Z.; Liu, C.; Deng, Z.; Zhang, Y. Effect of drying environment on mechanical properties, internal RH and pore structure of 3D printed concrete. Constr. Build. Mater. 2022, 315, 125731. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- van den Heever, M.; du Plessis, A.; Bester, F.; Kruger, J.; van Zijl, G. A mechanistic evaluation relating microstructural morphology to a modified Mohr-Griffith compression-shear constitutive model for 3D printed concrete. Constr. Build. Mater. 2022, 325, 126743. [Google Scholar] [CrossRef]
- Sonebi, M.; Amziane, S.; Perrot, A. Mechanical Behavior of 3D Printed Cement Materials. In 3D Printing of Concrete; ISTE: London, UK, 2019; pp. 101–124. [Google Scholar] [CrossRef]
- Chen, Y.; Jansen, K.; Zhang, H.; Rodriguez, C.R.; Gan, Y.; Çopuroğlu, O.; Schlangen, E. Effect of printing parameters on interlayer bond strength of 3D printed limestone-calcined clay-based cementitious materials: An experimental and numerical study. Constr. Build. Mater. 2020, 262, 120094. [Google Scholar] [CrossRef]
- Ji, G.; Xiao, J.; Zhi, P.; Wu, Y.-C.; Han, N. Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates. Constr. Build. Mater. 2022, 325, 126740. [Google Scholar] [CrossRef]
- Yao, H.; Xie, Z.; Li, Z.; Huang, C.; Yuan, Q.; Zheng, X. The relationship between the rheological behavior and interlayer bonding properties of 3D printing cementitious materials with the addition of attapulgite. Constr. Build. Mater. 2022, 316, 125809. [Google Scholar] [CrossRef]
- Huang, X.; Yang, W.; Song, F.; Zou, J. Study on the mechanical properties of 3D printing concrete layers and the mechanism of influence of printing parameters. Constr. Build. Mater. 2022, 335, 127496. [Google Scholar] [CrossRef]
- Liu, C.; Xiong, Y.; Chen, Y.; Jia, L.; Ma, L.; Deng, Z.; Wang, Z.; Chen, C.; Banthia, N.; Zhang, Y. Effect of sulphoaluminate cement on fresh and hardened properties of 3D printing foamed concrete. Compos. Part B Eng. 2022, 232, 109619. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Modelling the interlayer bond strength of 3D printed concrete with surface moisture. Cem. Concr. Res. 2021, 150, 106559. [Google Scholar] [CrossRef]
- Van Der Putten, J.; Azima, M.; Heede, P.V.D.; Van Mullem, T.; Snoeck, D.; Carminati, C.; Hovind, J.; Trtik, P.; De Schutter, G.; Van Tittelboom, K. Neutron radiography to study the water ingress via the interlayer of 3D printed cementitious materials for continuous layering. Constr. Build. Mater. 2020, 258, 119587. [Google Scholar] [CrossRef]
- Sokhansefat, G.; Ley, M.T.; Cook, M.D.; Alturki, R.; Moradian, M. Investigation of concrete workability through characterization of aggregate gradation in hardened concrete using X-ray computed tomography. Cem. Concr. Compos. 2019, 98, 150–161. [Google Scholar] [CrossRef]
- Trtik, P.; Diaz, A.; Guizar-Sicairos, M.; Menzel, A.; Bunk, O. Density mapping of hardened cement paste using ptychographic X-ray computed tomography. Cem. Concr. Compos. 2013, 36, 71–77. [Google Scholar] [CrossRef]
- Gallucci, E.; Scrivener, K.; Groso, A.; Stampanoni, M.; Margaritondo, G. 3D experimental investigation of the microstructure of cement pastes using synchrotron X-ray microtomography (μCT). Cem. Concr. Res. 2007, 37, 360–368. [Google Scholar] [CrossRef]
- Hu, Q.; Ley, M.T.; Davis, J.; Hanan, J.C.; Frazier, R.; Zhang, Y. 3D chemical segmentation of fly ash particles with X-ray computed tomography and electron probe microanalysis. Fuel 2014, 116, 229–236. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Markoe, A. Analytic Tomography; Cambridge University Press: Cambridge, UK, 2006; Volume 13. [Google Scholar]
- Pushpakumara, B.J.; De Silva, S.; De Silva, G.S. Visual inspection and non-destructive tests-based rating method for concrete bridges. Int. J. Struct. Eng. 2017, 8, 74–91. [Google Scholar] [CrossRef]
- Al-Neshawy, F.; Hassan, A. Defining Concrete Compressive Strength by Combining the Results of Different NDT Methods; Aalto University: Espoo, Finland, 2021. [Google Scholar]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, J. 3D quantitative shape analysis on form, roundness, and compactness with μCT. Powder Technol. 2016, 291, 262–275. [Google Scholar] [CrossRef] [Green Version]
- Su, D.; Yan, W.M. Prediction of 3D size and shape descriptors of irregular granular particles from projected 2D images. Acta Geotech. 2020, 15, 1533–1555. [Google Scholar] [CrossRef]
- Strzelecki, P.J.; Fheed, A.; Raczyński, P. 3D geometric evaluation of porosity types in carbonates. In AIP Conference Proceedings; AIP Publishing LLC: New York, NY, USA, 2020; Volume 2209. [Google Scholar]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse Velocity (km/s) | Concrete Quality | Rating |
|---|---|---|
| >4.0 | Very good | 1 |
| 3.5 to 4.0 | Good, but may be porous | |
| 3.0 to 3.5 | Poor | 2 |
| 2.5 to 3.0 | Very poor | 3 |
| 2.0 to 2.5 | Very poor and low integrity | |
| <2.0 and reading fluctuating | No integrity, large voids suspected | 4 |
| NO. | Pulse Velocity (km/s) | Correlated Strength (MPa) | Tested Strength (MPa) | Variation between Correlated and Tested Strength |
|---|---|---|---|---|
| x-orientation | 4.15 | 57.8 | 66.4 | 13% |
| y-orientation | 3.88 | 54.5 | 49.8 | 9% |
| z-orientation | 3.9 | 54.8 | 54.7 | 2% |
| casted | 3.6 | 51.4 | 43.9 | 17% |
| Total Porosity (%) | Number of Slices | Number of Pores | |||
|---|---|---|---|---|---|
| Minimum | Maximum | Average | |||
| 3DPC-X | 3.9 | 5.7 | 4.5 | 3932 | >104 M |
| 3DPC-Y | 2.7 | 5.8 | 4.1 | 3936 | >104 M |
| 3DPC-Z | 2.0 | 6.4 | 4.8 | 3908 | >104 M |
| Casted | 3.4 | 7.5 | 5.1 | 3810 | >100 M |
| Values of Distance from Valley to Peak (mm) | |||
|---|---|---|---|
| Minimum | Maximum | Average | |
| H-interface | 12.9 | 15.5 | 14.4 |
| V-interface | 1.5 | 2.6 | 1.9 |
| Values of Porosity from Valley to Peak (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| H-interface | 2.8–5.1 | 2.7–5.4 | 3.0–5.8 | |||||
| V-interface | 2.8–5.8 | 2.0–5.6 | 2.3–5.9 | 2.4–5.3 | 2.8–6.2 | 2.5–5.7 | 3.0–6.1 | 2.4–5.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Kuva, J.; Mohite, A.; Li, Z.; Rahier, H.; Al-Neshawy, F.; Shu, J. Investigation of the Internal Structure of Hardened 3D-Printed Concrete by X-CT Scanning and Its Influence on the Mechanical Performance. Materials 2023, 16, 2534. https://doi.org/10.3390/ma16062534
Chen Y, Kuva J, Mohite A, Li Z, Rahier H, Al-Neshawy F, Shu J. Investigation of the Internal Structure of Hardened 3D-Printed Concrete by X-CT Scanning and Its Influence on the Mechanical Performance. Materials. 2023; 16(6):2534. https://doi.org/10.3390/ma16062534
Chicago/Turabian StyleChen, Yanjuan, Jukka Kuva, Ashish Mohite, Zhongsen Li, Hubert Rahier, Fahim Al-Neshawy, and Jiangpeng Shu. 2023. "Investigation of the Internal Structure of Hardened 3D-Printed Concrete by X-CT Scanning and Its Influence on the Mechanical Performance" Materials 16, no. 6: 2534. https://doi.org/10.3390/ma16062534