
Experimental Research for the Establishment of the Optimal Forging and Heat Treatment Technical Parameters for Special Purpose Forged Semi-Finishes

 ,
,
Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
2.2. Method
- -
- ingot forging D = 1160 mm in a square 750 × 750 × 1 (minimum degree of deformation 1.9:1).
- -
- cutting the foot of the ingot and the semi-finished product.
- -
- removing the semi-finished product (starting from dimensions 750 × 750 × 2119);
- -
- adjusting the semi-finished product to the forging size.
- -
- notching and stretching the semi-finished product for a sizing step.
- -
- Type of heat treatment:
- -
- Tempering: 820–860 °C/oil
- -
- Recovery: 540–580 °C/air
2.2.1. Description of Mechanical Shock Tests—Resilience
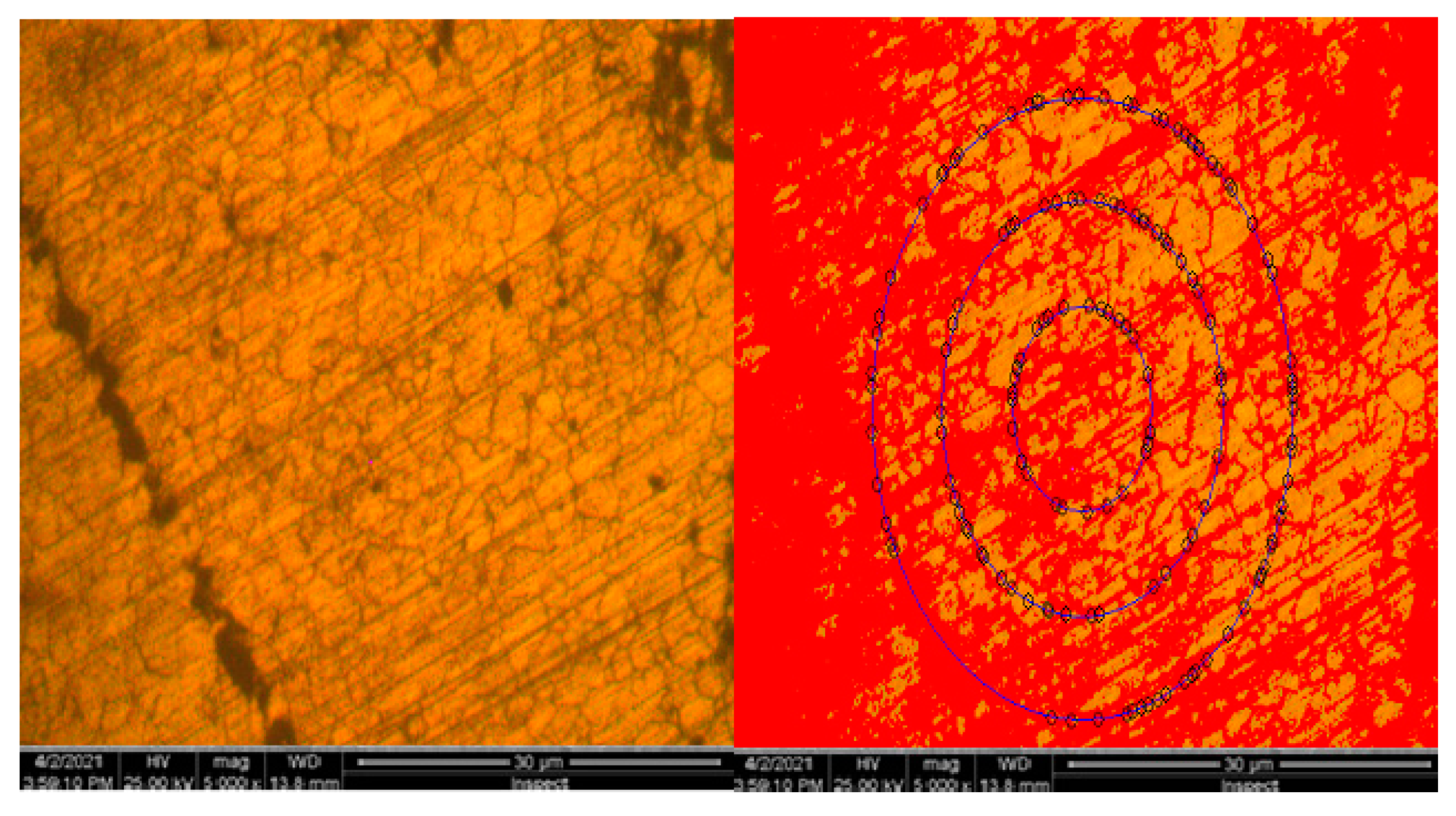
2.2.2. Description of the Determination of the Size of the Austenitic Grain for Forged Semi-Manufactures
- -
- -
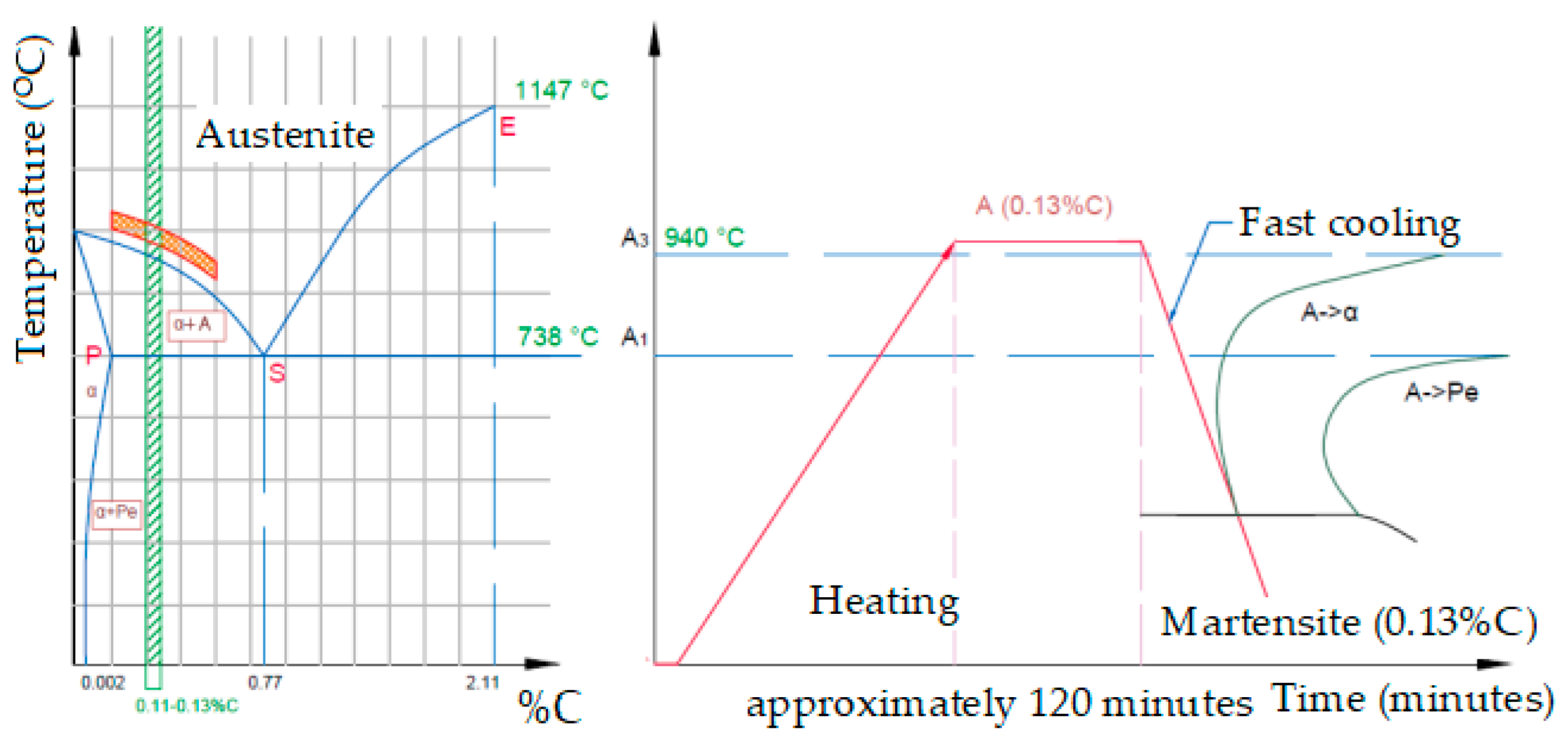
- The sample is placed in the oven with the surface sanded up and is kept for 1 h at the austenite temperature provided for each quality of material; then open the oven door and leave the sample in its door for about 10–15 s for oxidation, then place the iron in water;
- -
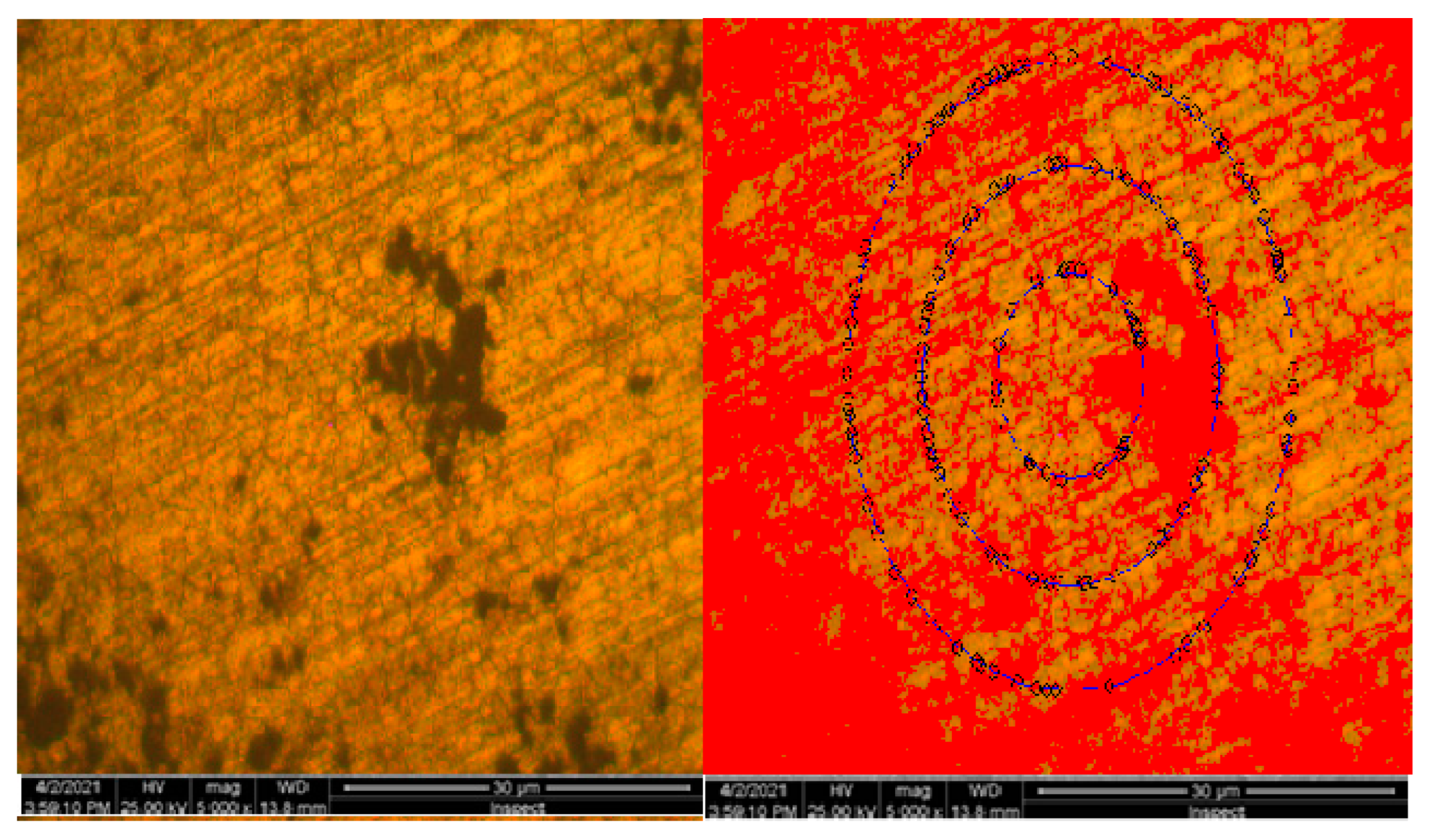
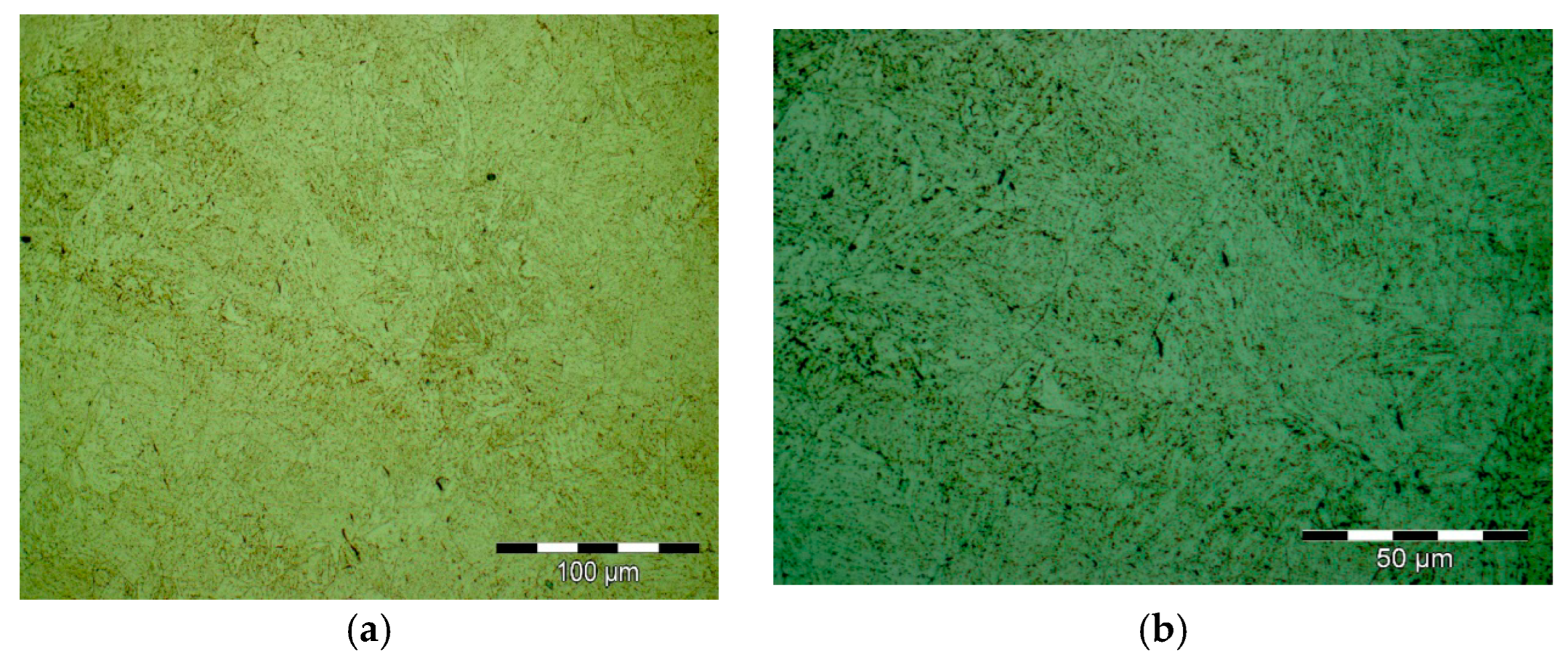
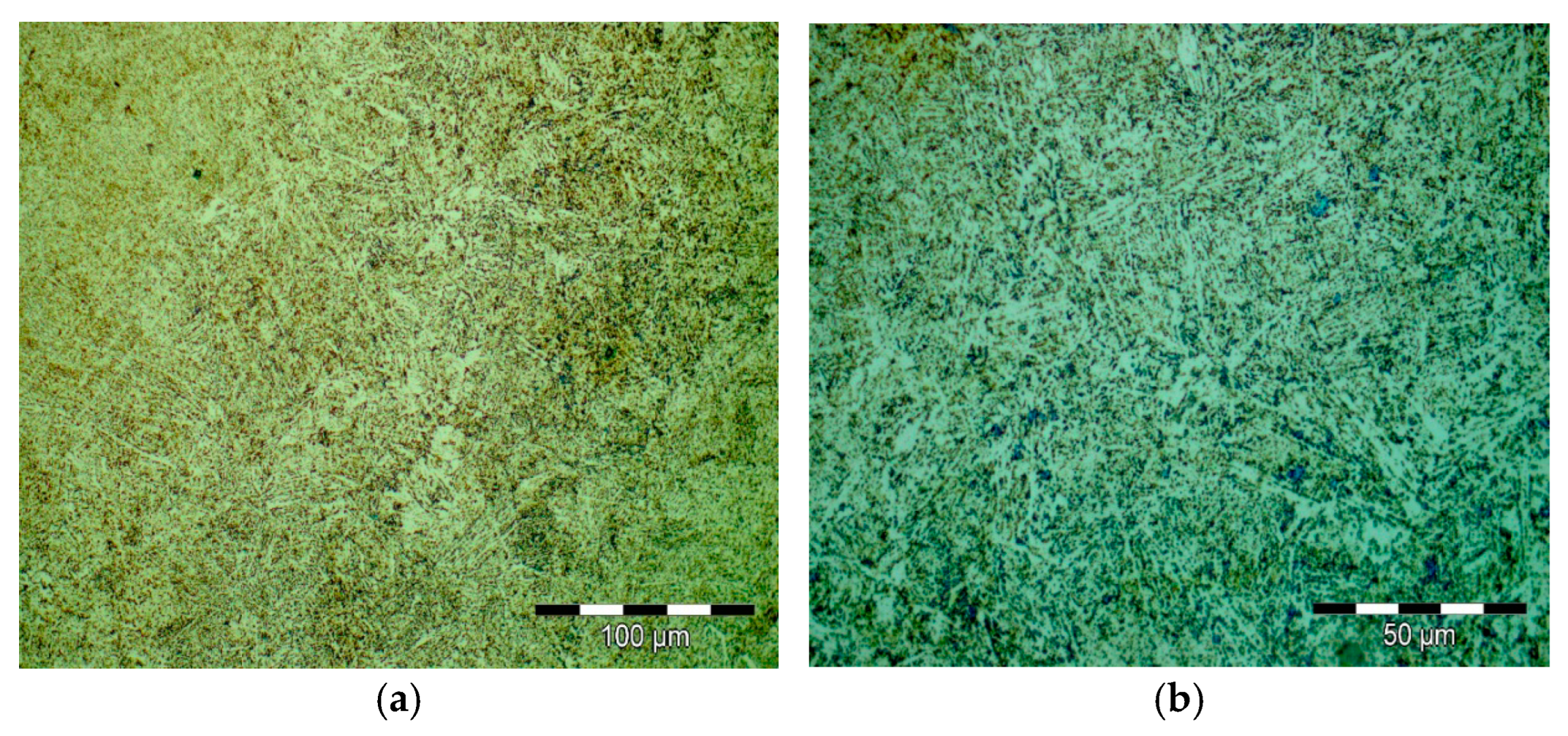
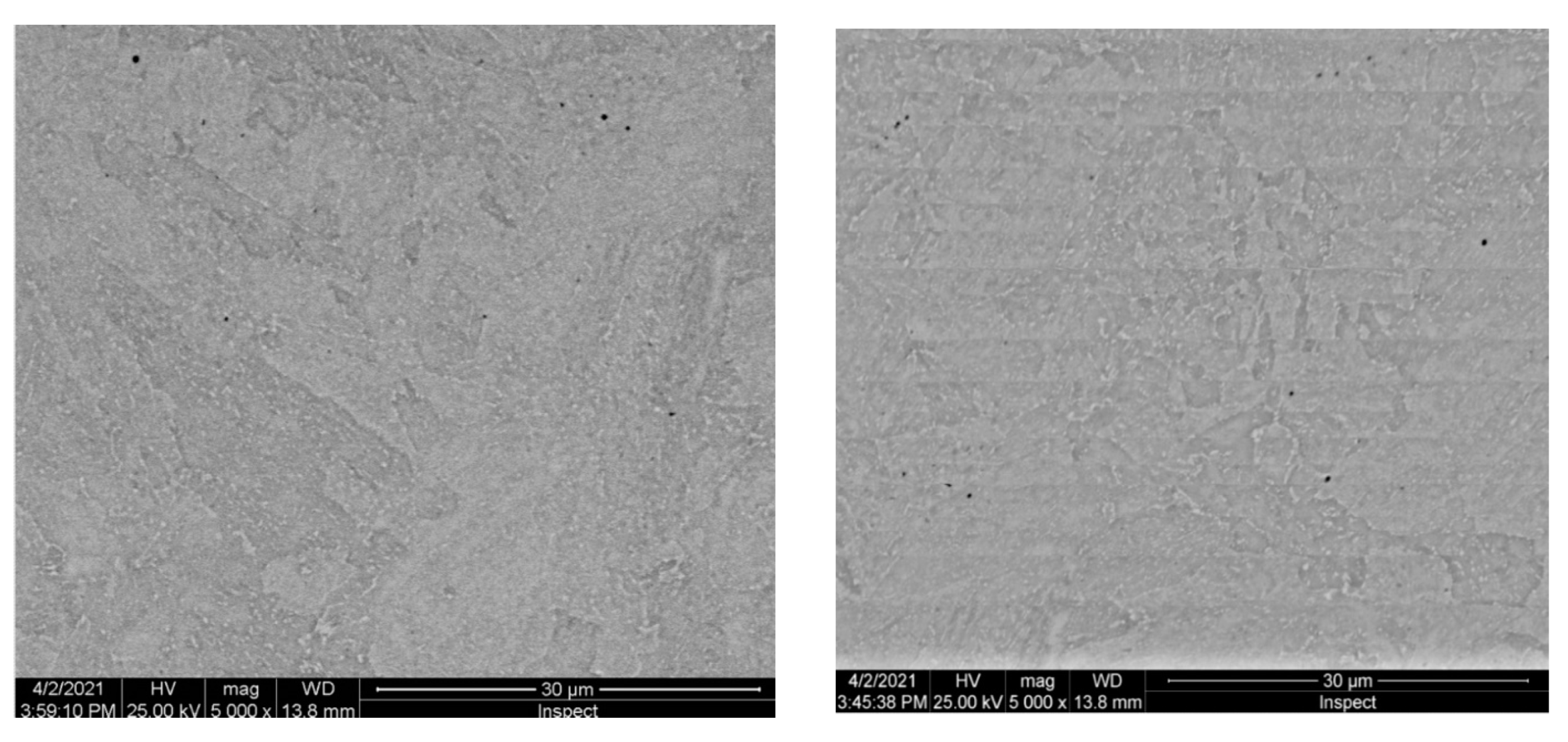
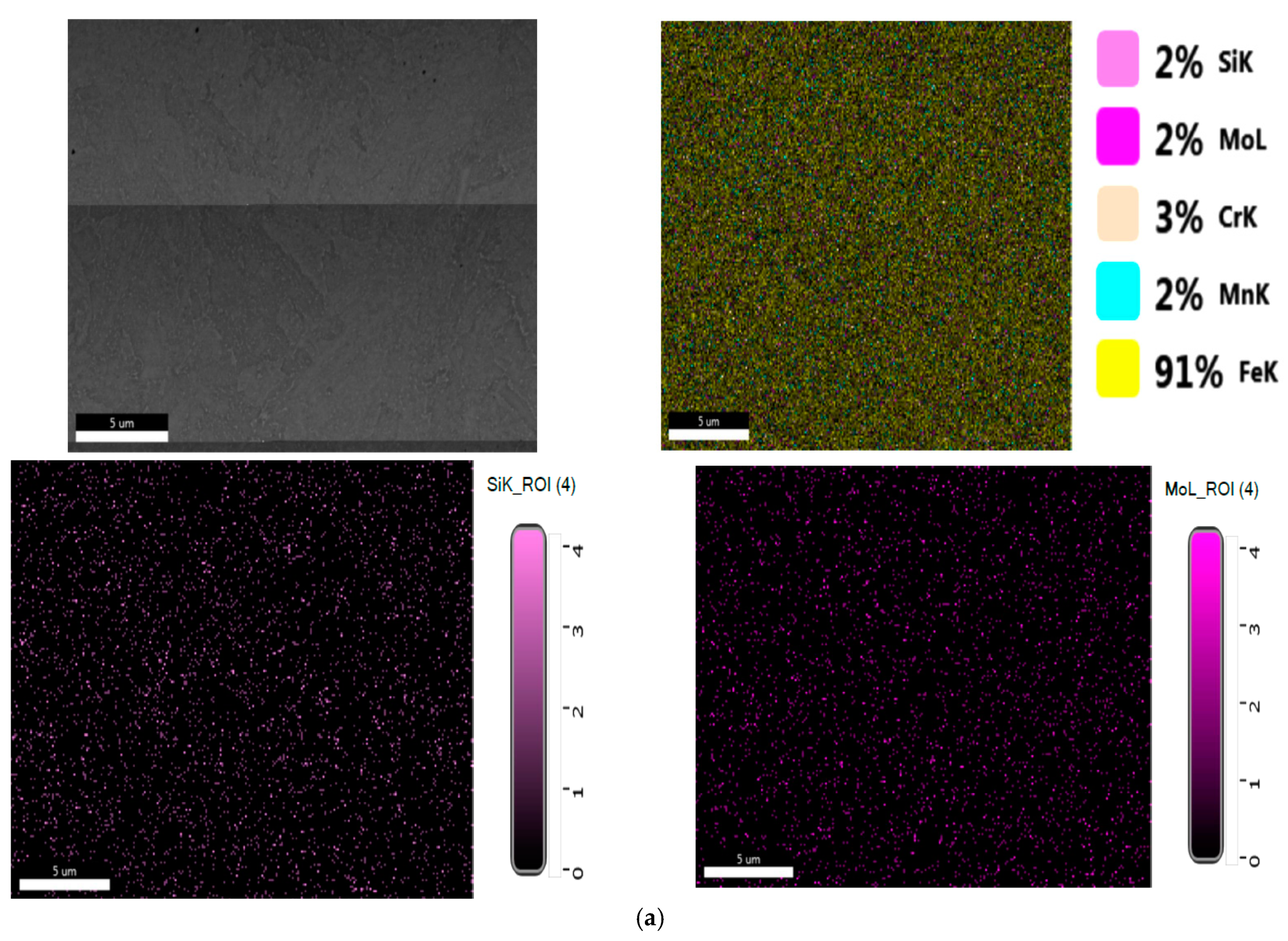
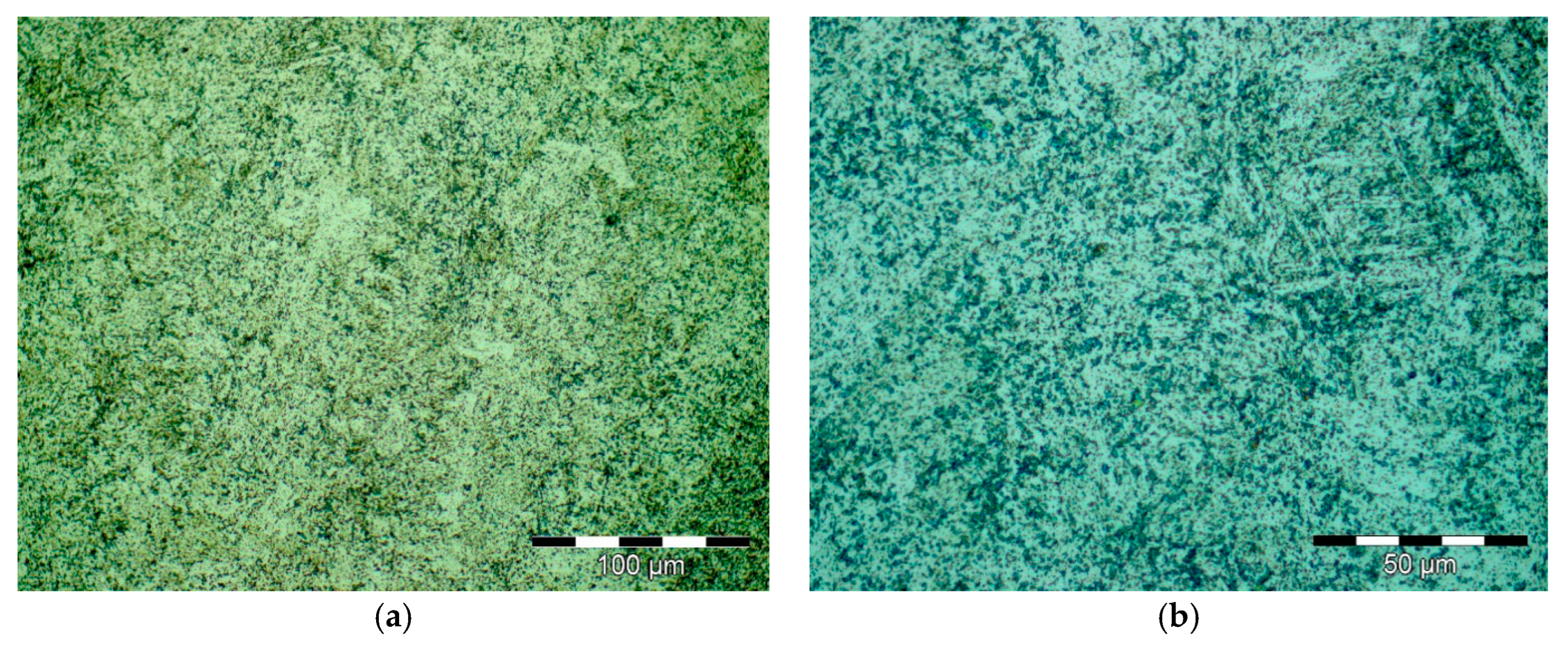
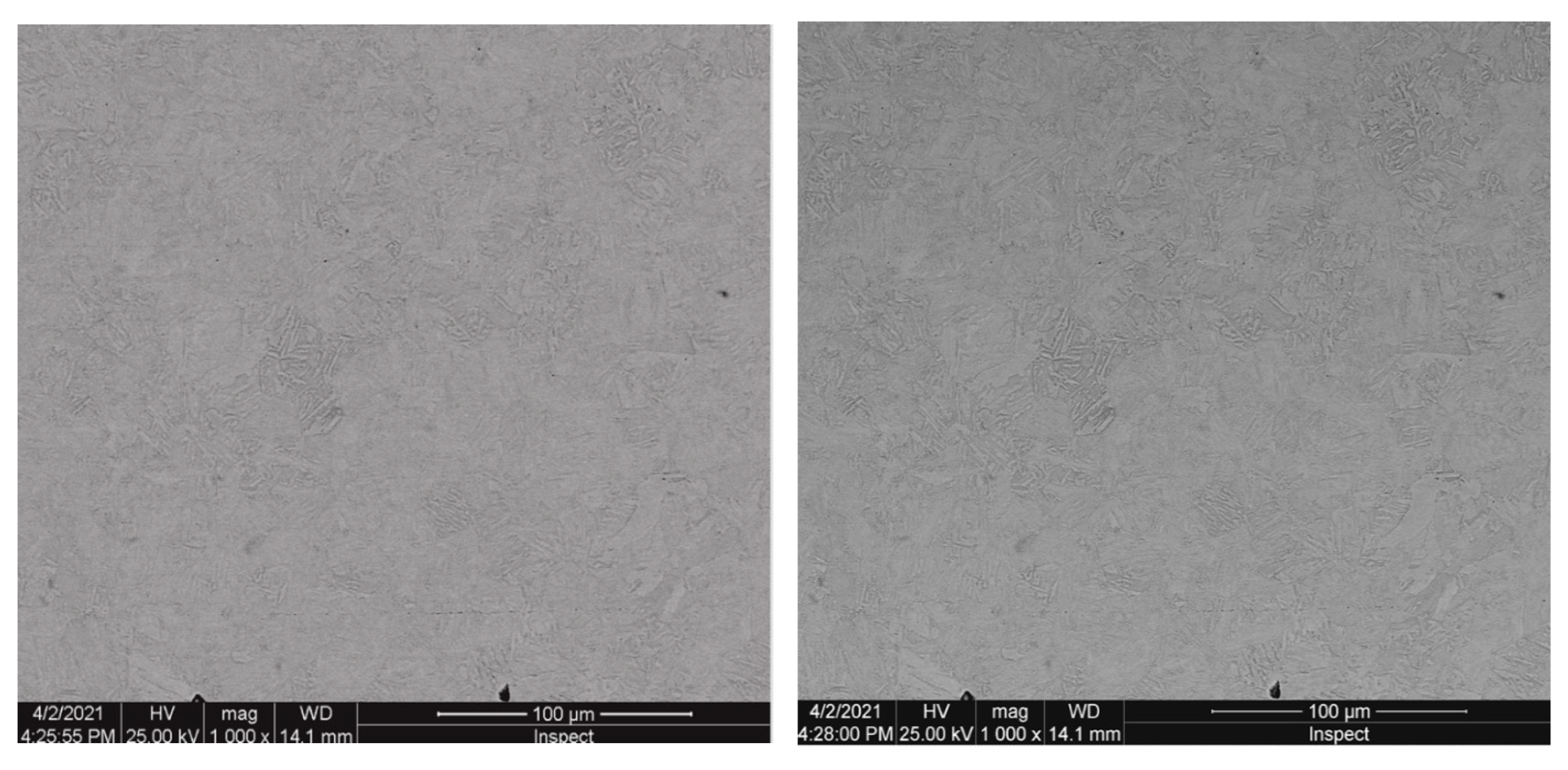
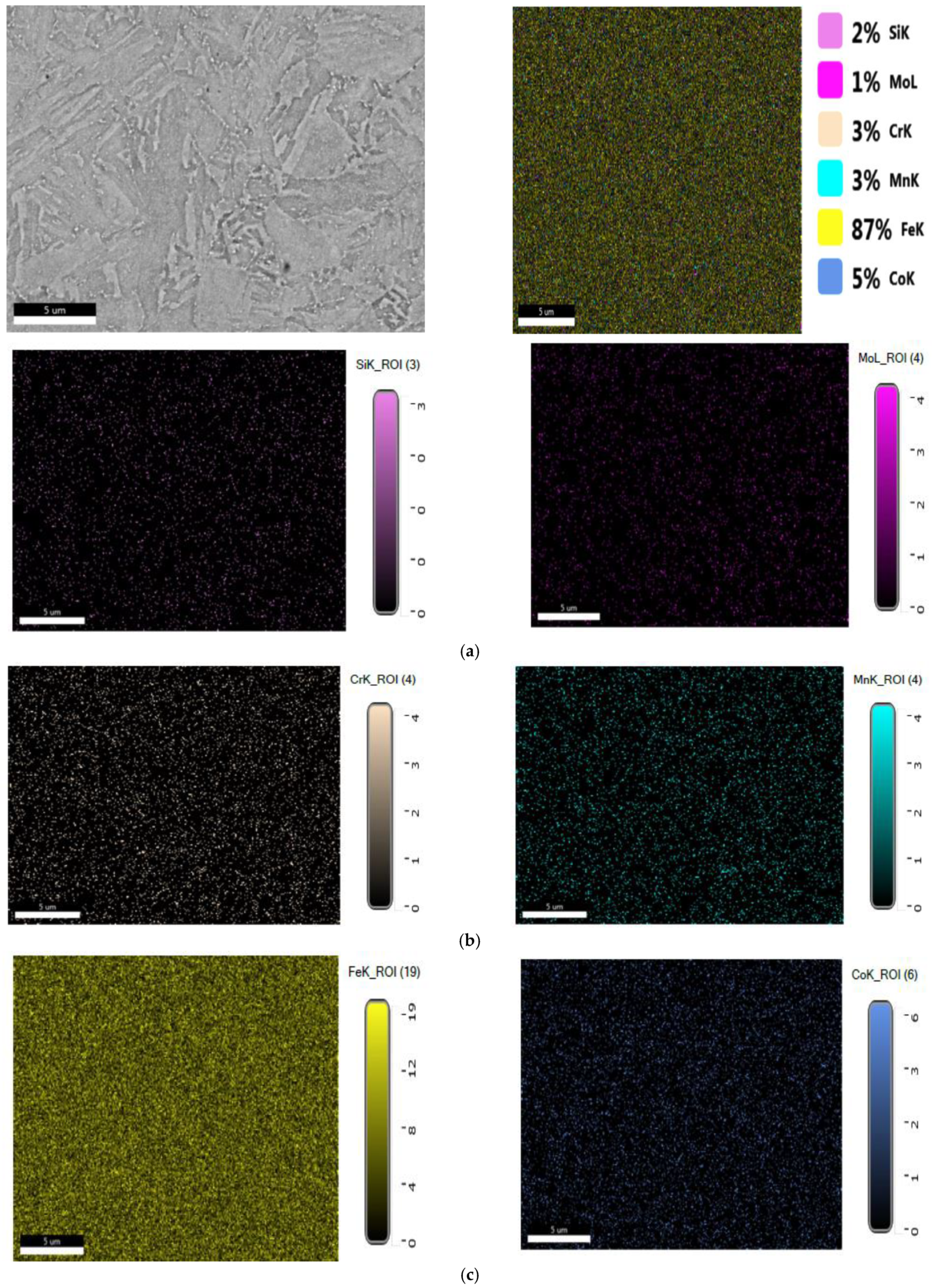
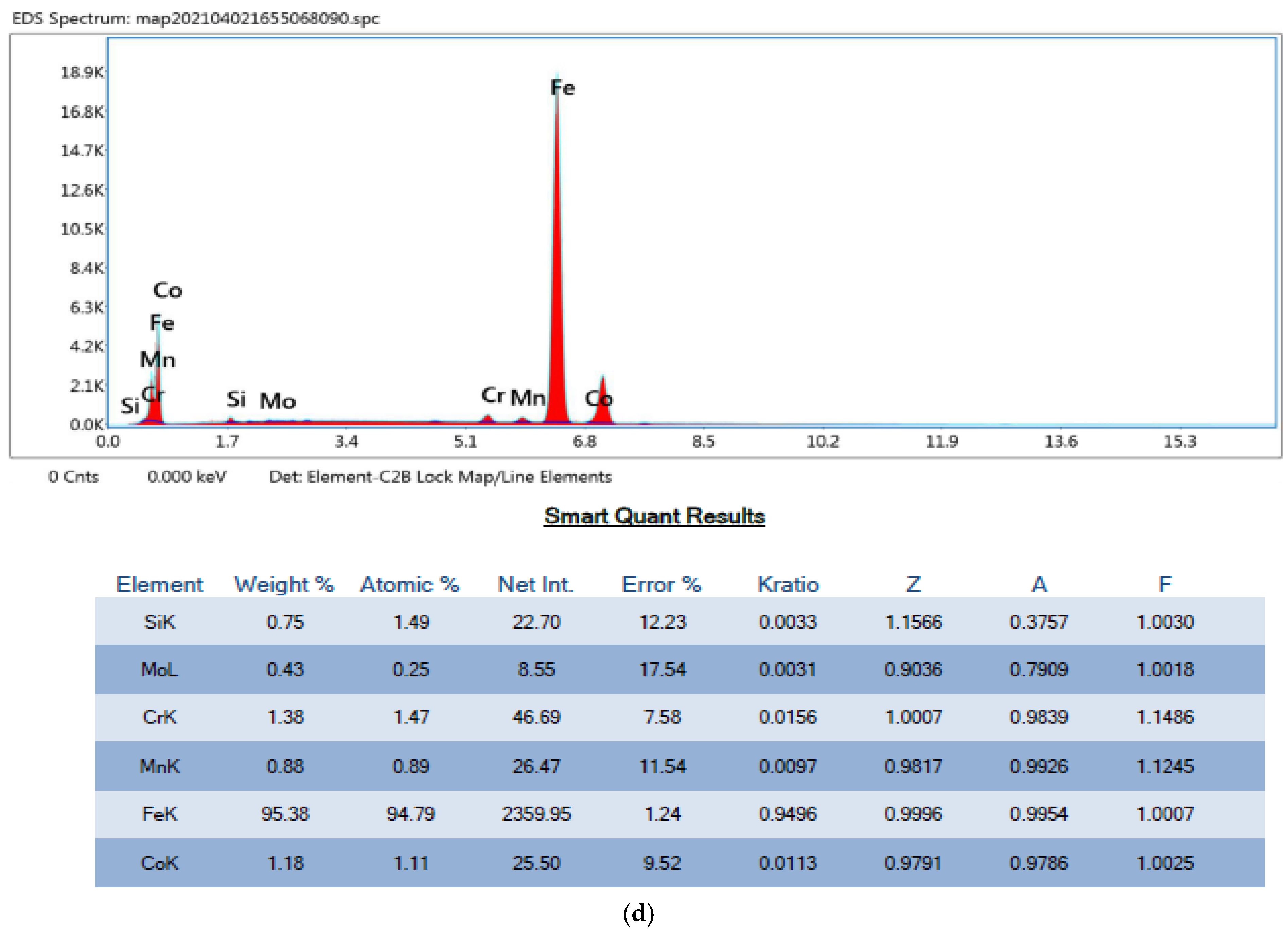
2.2.3. Description of Metallographic Analysis—Structural Determinations
- -
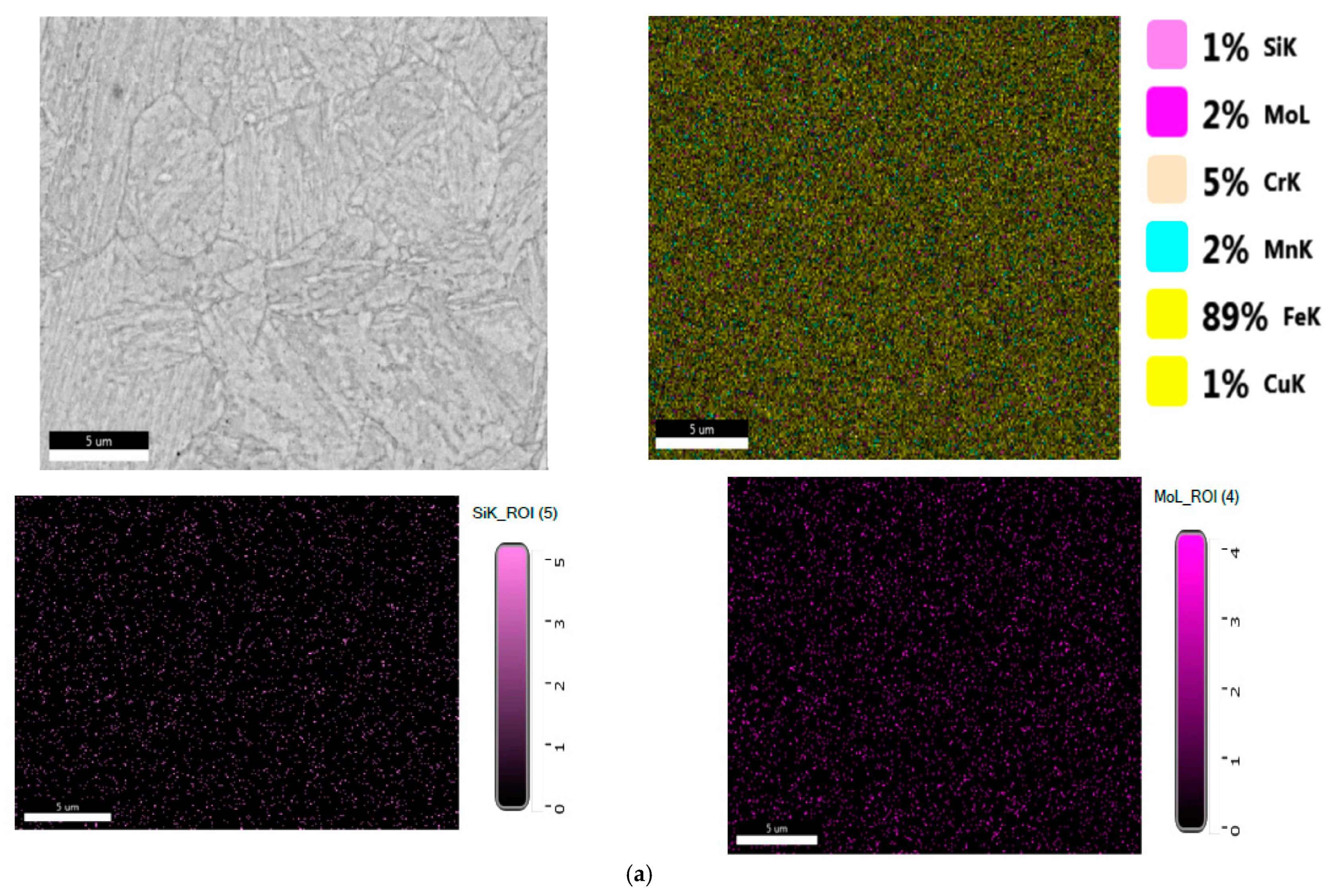
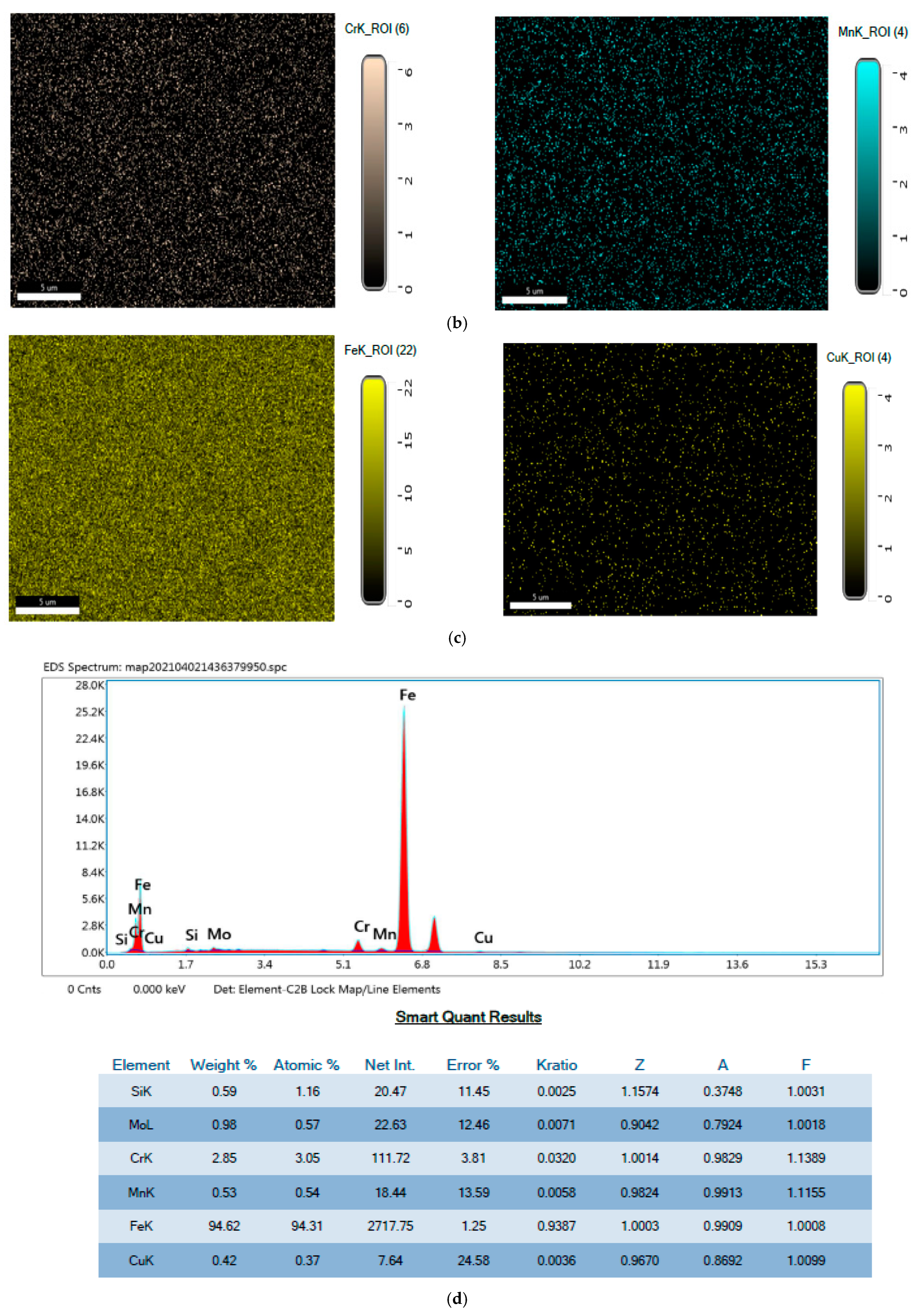
- There are different materials with different chemical compositions: 10CrMo9-10 has a lower percentage of C (0.15%) and Mn (0.55%) and more significant by Cr (2.48%), Mo (1.02%) the initial amount of Fe = 95.28%; 25CrMo4 has a higher percentage of C (0.32%) and Mn (0.73%) and lower by Cr (1.07%) and Mo (0.26%) the final amount of Fe = 96.81%; 42CrMo4 has a higher percentage of C (0.42%) and Mn (0.83%) and lower by Cr (1.04%) and Mo (0.25%) the final amount of Fe = 96.84%;
- -
- They are regulated by different standards; therefore, 10CRMO9-10 is found in EN 10222-2 as being part of the category of ferrite and martensitic steels having specific mechanical characteristics at high temperatures, and 25CrMo4 and 42CrMo4 are both regulated by EN 10250-3 as being part of the allied special steel category.
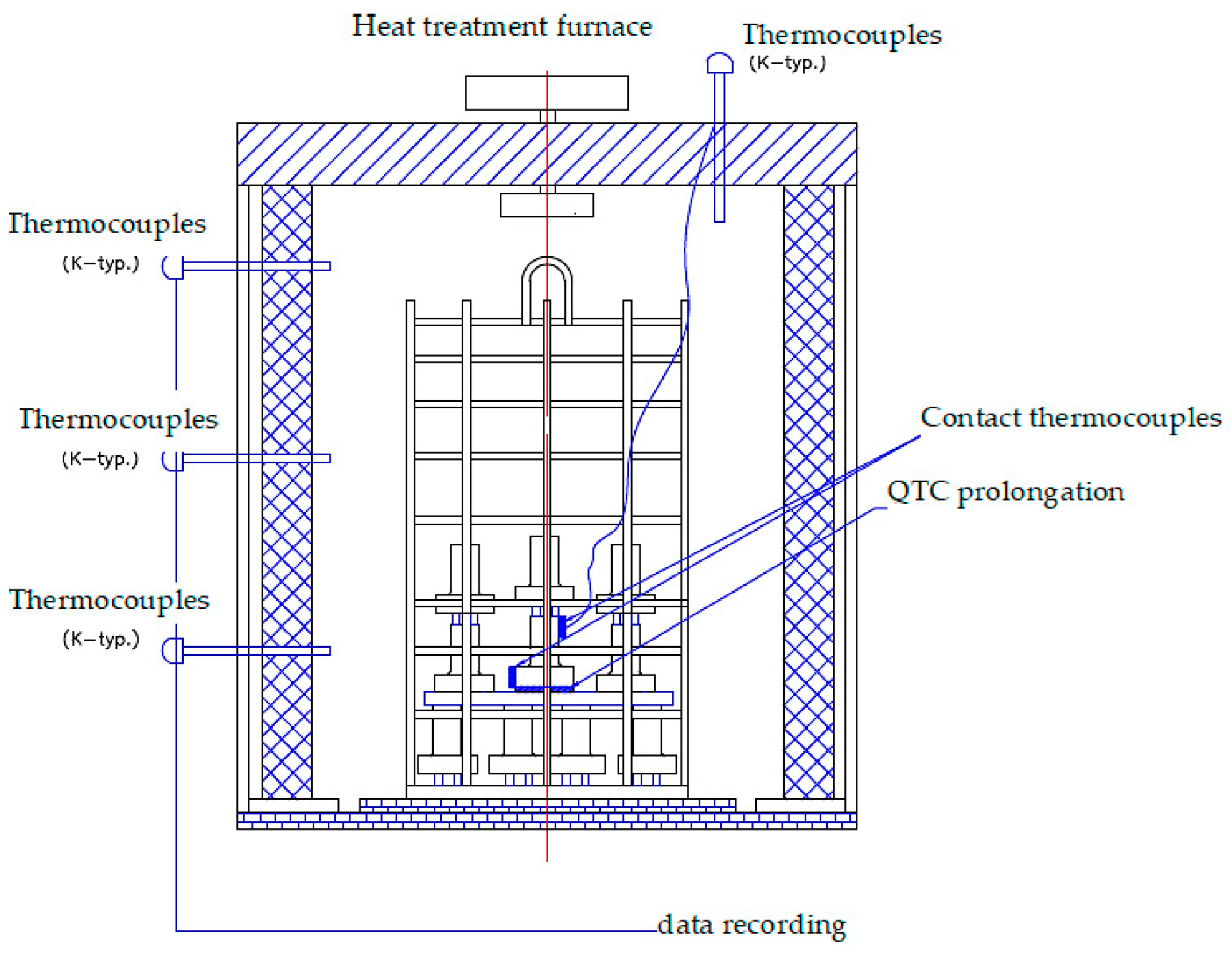
2.3. Equipment Used for Experimental Research
3. Results and Discussion
3.1. Results
3.1.1. Results Obtained for the Forged Semi-Finished 10CrMo9-10
3.1.2. Results Obtained for the Forged Semi-Finished 25CrMo4
3.1.3. Results Obtained for the Forged Semi-Finished 42CrMo4
3.2. Discussion
4. Conclusions
- -
- Both the forging technique and the types of heat treatment applied are important to meet the requirements of the evaluation norm and offer the possibility of issuing an internationally recognized quality certificate.
- -
- The obtained results can be used to establish different technologies for the elaboration of steels from the analyzed materials at the national and international industrial levels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caloian, V. Experimental Research for Establishment of the Optimum Technology for the Execution of Forged Semi-Products with Special Destination, Politehnica. Ph.D. Thesis, University of Bucharest, Bucharest, Romania, 2021. [Google Scholar]
- Du, F.; Zhou, P.; Guo, P.; Li, C.; Deng, L.; Wang, X.; Jin, J. Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel. Materials 2022, 15, 8927. [Google Scholar] [CrossRef] [PubMed]
- Qian, D.S.; Peng, Y.Y. Effects of forming parameters on coupled thermomechanical behaviours in combined ring rolling. Ironmak. Steelmak. Process. Prod. Appl. 2015, 42, 471–480. [Google Scholar] [CrossRef]
- Liu, X.-J.; Liao, S.-M.; Rao, Z.-H.; Liu, G. An input–output model for energy accounting and analysis of industrial production processes: A case study of an integrated steel plant. J. Iron Steel Res. Int. 2018, 25, 524–538. [Google Scholar] [CrossRef]
- Lu, J.-L.; Cheng, G.-G.; Wu, M.; Yang, G.; Che, J.-L. Detection and analysis of magnetic particle testing defects on heavy truck crankshaft manufactured by microalloyed medium-carbon forging steel. J. Iron Steel Res. Int. 2020, 27, 608–616. [Google Scholar] [CrossRef]
- Zhu, S.; Peng, W.-F.; Shu, X.-D. Effect of tempering on bonding characteristics of cross wedge rolling 42CrMo/Q235 laminated shafts. J. Iron Steel Res. Int. 2020, 27, 1170–1178. [Google Scholar] [CrossRef]
- Sun, C.; Yang, S.-W.; Zhang, R.; Wang, X.; Guo, H. Influence of plastic deformation on thermal stability of low carbon bainitic steel. J. Iron Steel Res. Int. 2015, 22, 60–66. [Google Scholar] [CrossRef]
- Kim, S.H.; Yeon, S.-M.; Lee, J.H.; Kim, Y.W.; Lee, H.; Park, J.; Lee, N.-K.; Choi, J.P.; Jr, C.A.; Lee, Y.J.; et al. Additive manufacturing of a shift block via laser powder bed fusion: The simultaneous utilisation of optimised topology and a lattice structure. Virtual Phys. Prototyp. 2020, 15, 460–480. [Google Scholar] [CrossRef]
- Di Schino, A.; Gaggiotti, M.; Testani, C. Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging. Metals 2020, 10, 808. [Google Scholar] [CrossRef]
- Mengaroni, S.; Cianetti, F.; Calderini, M.; Evangelista, E.; Di Schino, A.; McQueen, H. Tool Steels: Forging Simulation and Microstructure Evolution of Large-Scale Ingot. Acta Phys. Pol. A 2015, 128, 629–633. [Google Scholar] [CrossRef]
- Morales-Cruz, E.; Vargas-Ramírez, M.; Lobo-Guerrero, A.; Cruz-Ramírez, A.; Colin-García, E.; Sánchez-Alvarado, R.; Gutiérrez-Pérez, V.; Martínez-Vázquez, J. Effect of low aluminum additions in the microstructure and mechanical properties of hot forged high-manganese steels. J. Min. Met. Sect. B Met. 2023, 7. [Google Scholar] [CrossRef]
- Santosh, S.; Sampath, V.; Mouliswar, R. Hot deformation characteristics of NiTiV shape memory alloy and modeling using constitutive equations and artificial neural networks. J. Alloys Compd. 2022, 901, 163451. [Google Scholar] [CrossRef]
- Lv, Y.; Zhao, S.; Liu, T.; Cheng, H.; Fan, J.; Huang, Y. Hot Deformation Behavior and Simulation of Hot-Rolled Damage Process for Fine-Grained Pure Tungsten at Elevated Temperatures. Materials 2022, 15, 8246. [Google Scholar] [CrossRef]
- Yang, C.; Hu, Z. Research on the ovality of hollow shafts in cross wedge rolling with mandrel. Int. J. Adv. Manuf. Technol. 2016, 83, 67–76. [Google Scholar] [CrossRef]
- Santosh, S.; Praveen, R.; Sampath, V. Influence of Cobalt on the Hot Deformation Characteristics of an NiTi Shape Memory Alloy. Trans. Indian Inst. Met. 2019, 72, 1465–1468. [Google Scholar] [CrossRef]
- Artyukhova, N.; Anikeev, S.; Promakhov, V.; Korobenkov, M. The Effect of Cobalt on the De-formation Behaviour of a Porous TiNi-Based Alloy Obtained by Sintering. Materials 2021, 14, 7584. [Google Scholar] [CrossRef]
- Liu, T.; Long, M.-J.; Chen, D.-F.; Duan, H.-M.; Gui, L.-T.; Yu, S.; Cao, J.-S.; Chen, H.-B.; Fan, H.-L. Effect of coarse TiN inclusions and microstructure on impact toughness fluctuation in Ti micro-alloyed steel. J. Iron Steel Res. Int. 2018, 25, 1043–1053. [Google Scholar] [CrossRef]
- Li, X.; Bao, Y.; Wang, M. Peeling defects of cold rolled interstitial-free steel sheet due to inclusion movement. Ironmak. Steelmak. Process. Prod. Appl. 2020, 47, 1–5. [Google Scholar] [CrossRef]
- Yang, C.; Ma, J.; Hu, Z. Analysis and design of cross wedge rolling hollow axle sleeve with mandrel. J. Mater. Process. Technol. 2017, 239, 346–358. [Google Scholar] [CrossRef]
- Liu, G.Y.; Dong, L.M.; Wang, K.K.; Zhu, D.M.; Zhang, S.J.; Gong, S.C.; Li, M.W. Water–air online quenching process of 3Cr2Mo steel based on numerical simulation. Ironmak. Steelmak. 2016, 43, 780–789. [Google Scholar] [CrossRef]
- Zhou, J.; Jia, Z.; Liu, H.; Wang, M. A study on simulation of deformation during roll-forging process using system of special shaped and hat groove. Rev. Adv. Mater. Sci. 2013, 33, 354–359. [Google Scholar]
- Zhuang, W.; Hua, L.; Wang, X.; Liu, Y.; Han, X.; Dong, L. Numerical and experimental investigation of roll-forging of automotive front axle beam. Int. J. Adv. Manuf. Technol. 2015, 79, 1761–1777. [Google Scholar] [CrossRef]
- Zhuang, W.; Hua, L.; Wang, X.; Liu, Y.; Dong, L.; Dai, H. The influences of process parameters on the preliminary roll-forging process of the AISI-1045 automobile front axle beam. J. Mech. Sci. Technol. 2016, 30, 837–846. [Google Scholar] [CrossRef]
- Bulzak, T.; Tomczak, J.; Pater, Z. Theoretical and Experimental Research on Forge Rolling Process of Preforms from Magnesium Alloy AZ31. Arch. Met. Mater. 2015, 60, 437–443. [Google Scholar] [CrossRef]
- Caloian, V.E.; Constantin, N.; Ioana, A.; Vlad, M.E. The procedure for drawing up specifications for flanged forged semi-finished products of A694F65 with special purpose for naval systems. In Proceedings of the 14th International Research Conference, International Conference on Applied Mechanics and Materials Engineering, IRC, Lisbon, Portugal, 16–17 April 2020; Available online: https://waset.org/applied-mechanics-and-materials-engineering-conference-in-april-2020-in-lisbon (accessed on 14 March 2023).
- Caloian, V. Experimental research on the procedure for the preparation of standardized forged. U.P.B. Sci. Bull. Ser. B 2019, 81, 253–262. [Google Scholar]
- Caloian, V.; Constantin, N.; Vlad, M. The influence of heating temperature and cooling rate after free forging on the micro-structure and the mechanical properties of 42CRMO4 Steel. U.P.B. Sci. Bull. Ser. B 2019, 81, 173–182. [Google Scholar]
- Zhang, J.-T.; Zhao, Y.-G.; Tan, J.; Xu, X.-F. Austenite Grain Refinement by Reverse α′➝γ Transformation in Metastable Austenitic Manganese Steel. J. Iron Steel Res. Int. 2015, 22, 157–162. [Google Scholar] [CrossRef]
- Kwon, S.-H.; Hong, D.-G.; Yim, C.-H. Prediction of hot ductility of steels from elemental composition and thermal history by deep neural networks. Ironmak. Steelmak. Process. Prod. Appl. 2020, 47, 1176–1187. [Google Scholar] [CrossRef]
- Zhao, J.; Zuo, H.; Wang, Y.; Wang, J.; Xue, Q. Review of green and low-carbon ironmaking technology. Ironmak. Steelmak. Process. Prod. Appl. 2020, 47, 296–306. [Google Scholar] [CrossRef]
- Ren, Z.; Xiao, H.; Liu, X.; Wang, G. Experimental and theoretical analysis of roll flattening in the deformation zone for ultra-thin strip rolling. Ironmak. Steelmak. Process. Prod. Appl. 2018, 45, 805–812. [Google Scholar] [CrossRef]
- Manwatkar, S.K.; Sunil, M.; Prabhu, A.; Murty, S.V.S.N.; Joseph, R.; Narayanan, P.R. Effect of Grain Size on the Mechanical Properties of Aluminum Alloy AA2219 Parent and Weldments at Ambient and Cryogenic Temperature. Trans. Indian Inst. Met. 2019, 72, 1515–1519. [Google Scholar] [CrossRef]
- Tao, C.; Huang, H.; Zhou, G.; Zheng, B.; Zuo, X.; Chen, L.; Yuan, X. Anomalous Hot Deformation Behavior and Microstructure Evolution of As-Cast Martensitic Niti Alloy During Hot Compression. Available online: https://ssrn.com/abstract=4153247 (accessed on 14 June 2016).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C % | Mn% | Si% | P% | S% | Cr% | Mo% | Cu% |
|---|---|---|---|---|---|---|---|
| 0.08 | 0.40 | <0.50 | <0.020 | <0.010 | 2.00 | 0.90 | <0.30 |
| 0.14 | 0.80 | 2.50 | 1.10 |
| C% | Si % max | Mn% | P% max | S% | Cr% | Mo% |
|---|---|---|---|---|---|---|
| 0.22 | 0.40 | 0.60 | 0.025 | 0.035 | 0.90 | 0.15 |
| 0.29 | 0.90 | 1.20 | 0.20 |
| C% | Si% | Mn% | P% | S% | Cr% | Mo% | Cu% |
|---|---|---|---|---|---|---|---|
| 0.38 | 0.10 | 0.60 | <0.025 | <0.035 | 0.90 | 0.15 | <0.40 |
| 0.45 | 0.40 | 0.90 | 1.20 | 0.30 |
| Product | Material | HN | HN | Specification | ||||||||
| Forged | 10CrMo9-10 | 91,884 | 11,466 | ISO 6892 | ||||||||
| Sample size (mm) | 102 × 102 × 204 mm | |||||||||||
| Mechanical characteristics | ||||||||||||
| Traction test | The impact test | Hardness | ||||||||||
| Method | ||||||||||||
| ISO 6892-1 | ISO-6892-2 | - | - | ISO 148-1 | ISO 6506-1 | |||||||
| Sampling mode | Specimen orientation | Sample size (mm) | Sample size | Lateral expansion | Temperature (°C) | |||||||
| Ø 12.5 | Ø 10 | 10 × 10 × 55 | 22 | |||||||||
| x | ||||||||||||
| Temperature (°C): 22 | Temperature (°C): −60 | |||||||||||
| Rp0.2 [N/mm2] | Rm [N/mm2] | A (%) | Z (%) | KV (J) | KV (J) | KV (J) | mm | mm | mm | HBW | ||
| 1/4T | L | 596 | 719 | 235 | 77 | 240 | 240 | 240 | - | - | - | 223 |
| Current Number | Intercepts Number | Grain Size (mm) |
|---|---|---|
| 1. | 115 | 6 |
| 2. | 141 | 7 |
| 3. | 139 | 7 |
| 4. | 120 | 6 |
| Material | 10CrMo9-10 |
| Method | E112-2013 |
| Equipment | MICROSCOPE JP-6A |
| Objective | ×100 |
| HT | 11,466 |
| HN | 91,884 |
| Product | Material | HN | HN | Specification | ||||||||
| Forged | 25CrMo4 | 51,185 | 50,531 | ISO 6892 | ||||||||
| Sample size (mm) | 102 × 102 × 204 | |||||||||||
| Mechanical characteristics | ||||||||||||
| Traction test | The impact test | Hardness | ||||||||||
| Method | ||||||||||||
| ISO 6892-1 | ISO-6892-2 | - | - | ISO 148-1 | ISO 6506-1 | |||||||
| Sampling mode | Specimen orientation | Sample size (mm) | Sample size | Lateral expansion | Temperature (°C) | |||||||
| Ø 12.5 | Ø 10 | 10 × 10 × 55 | 22 | |||||||||
| x | ||||||||||||
| Temperature (°C): 22 | Temperature (°C): −60 | |||||||||||
| Rp0.2 [N/mm2] | Rm [N/mm2] | A (%) | Z (%) | KV (J) | KV (J) | KV (J) | mm | mm | mm | HBW | ||
| 1/4T | L | 597 | 728 | 255 | 705 | 240 | 240 | 240 | - | - | - | 235 |
| Current Number | Intercepts Number | Grain Size (mm) |
|---|---|---|
| 1. | 139 | 7 |
| 2. | 139 | 7 |
| 3. | 128 | 7 |
| 4. | 123 | 6 |
| Material | 25CrMo4 |
| Method | E112-2013 |
| Equipment | MICROSCOPE JP-6A |
| Objective | ×100 |
| HT | 50,531 |
| HN | 51,185 |
| Product | Material | HN | HN | Specification | ||||||||
| Forged | 42CrMo4 | 92,083 | 11,606 | ISO 6892 | ||||||||
| Sample size (mm) | 102 × 102 × 204 | |||||||||||
| Mechanical characteristics | ||||||||||||
| Traction test | The impact test | Hardness | ||||||||||
| Method | ||||||||||||
| ISO 6892-1 | ISO-6892-2 | - | - | ISO 148-1 | ISO 6506-1 | |||||||
| Sampling mode | Specimen orientation | Sample size (mm) | Sample size | Lateral expansion | Temperature (°C) | |||||||
| Ø 12.5 | Ø 10 | 10 × 10 × 55 | 22 | |||||||||
| x | ||||||||||||
| Temperature (°C): 22 | Temperature (°C): −60 | |||||||||||
| Rp0.2 [N/mm2] | Rm [N/mm2] | A (%) | Z (%) | KV (J) | KV (J) | KV (J) | mm | mm | mm | HBW | ||
| 1/4T | L | 607 | 784 | 215 | 62 | 212 | 220 | 215 | - | - | - | 229 |
| Current Number | Intercepts Number | Grain Size (mm) |
|---|---|---|
| 1. | 161 | 7 |
| 2. | 161 | 7 |
| 3. | 173 | 7 |
| 4. | 165 | 7 |
| Material | 42CrMo4 |
| Method | E112-2013 |
| Equipment | MICROSCOPE JP-6A |
| Objective | ×100 |
| HT | 11,606 |
| HN | 92,083 |
| Steel Brands | Rm, N/mm2 | Rp0.2, N/mm2 | A, % | Z, % | KV | HBV |
|---|---|---|---|---|---|---|
| 10CRMo9-10 | 697 | 577 | 24 | 76 | 240 | 217 |
| 42CrMo4 | 843 | 512 | 15 | 31 | 210 | 255 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Constantin, N.; Ioana, A.; Caloian, V.; Rucai, V.; Dobrescu, C.; Istrate, A.; Pasare, V. Experimental Research for the Establishment of the Optimal Forging and Heat Treatment Technical Parameters for Special Purpose Forged Semi-Finishes. Materials 2023, 16, 2432. https://doi.org/10.3390/ma16062432
Constantin N, Ioana A, Caloian V, Rucai V, Dobrescu C, Istrate A, Pasare V. Experimental Research for the Establishment of the Optimal Forging and Heat Treatment Technical Parameters for Special Purpose Forged Semi-Finishes. Materials. 2023; 16(6):2432. https://doi.org/10.3390/ma16062432
Chicago/Turabian StyleConstantin, Nicolae, Adrian Ioana, Valentina Caloian, Valeriu Rucai, Cristian Dobrescu, Alexandra Istrate, and Vili Pasare. 2023. "Experimental Research for the Establishment of the Optimal Forging and Heat Treatment Technical Parameters for Special Purpose Forged Semi-Finishes" Materials 16, no. 6: 2432. https://doi.org/10.3390/ma16062432