
Influence of Antibacterial Coating and Mechanical and Chemical Treatment on the Surface Properties of PA12 Parts Manufactured with SLS and MJF Techniques in the Context of Medical Applications


Abstract
:1. Introduction
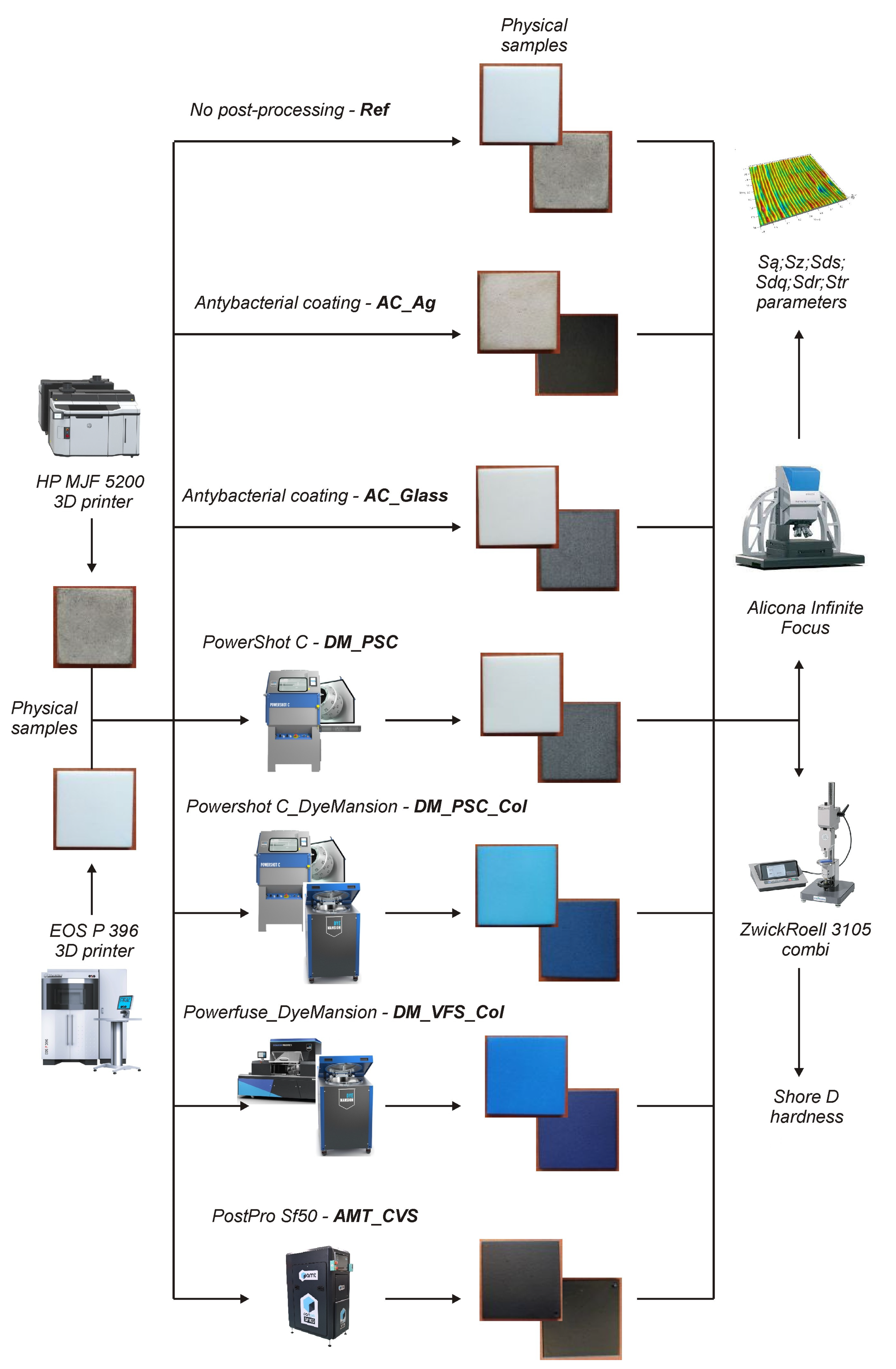
2. Materials and Methods
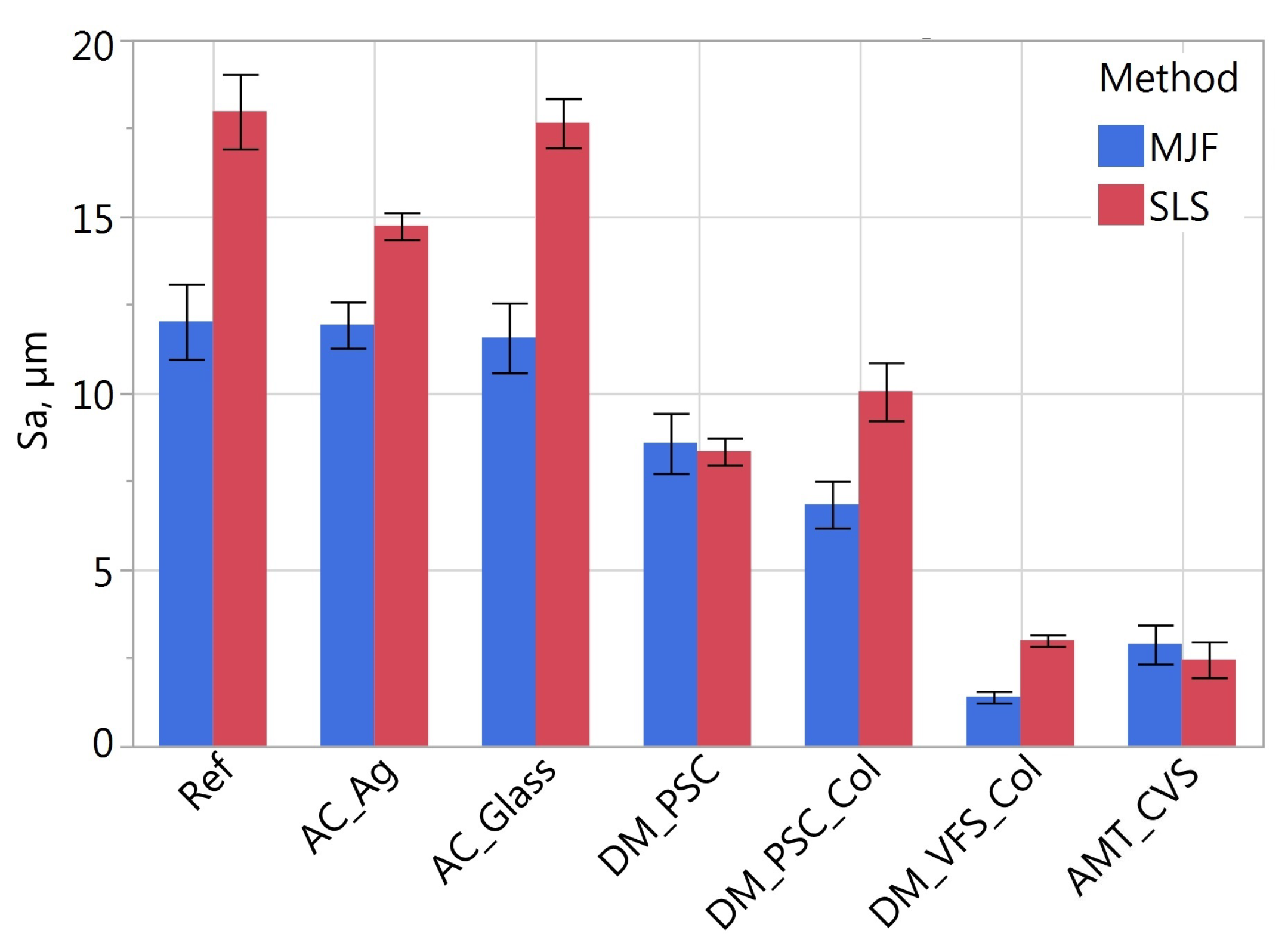
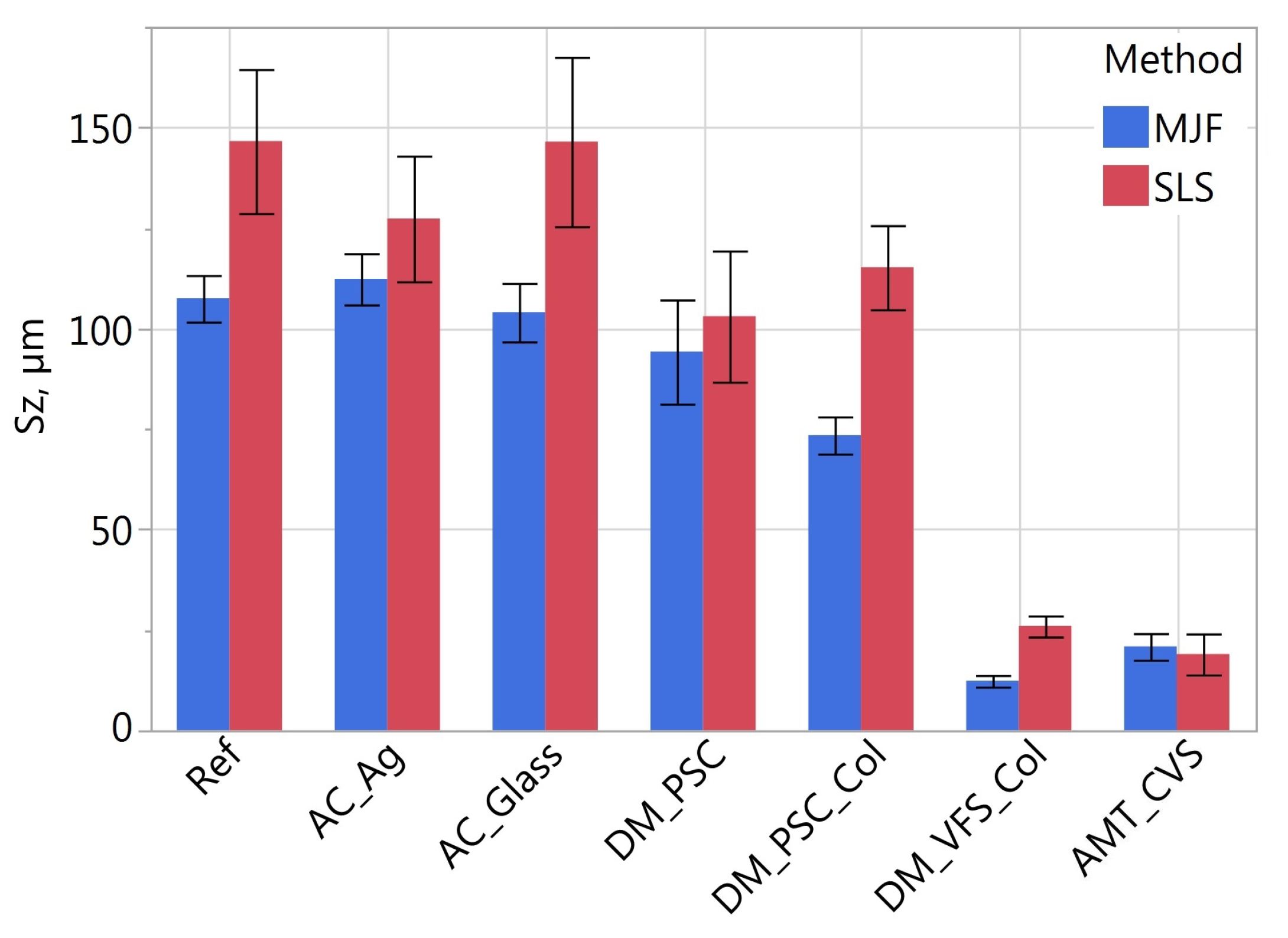
- Height parameters Sa (arithmetical mean height) and Sz (maximum height) are determined according to the ISO 25178-2 standard [81]. Parameters are the most commonly used for assessing the surface topography, giving an overview of the differences in the height of unevenness on a given surface. The parameter Sa is the arithmetical mean height of the surface. This parameter is more averaging than Sz. The Sz parameter is the maximum height of the surface, i.e., the difference between the highest peak and the most significant valley.
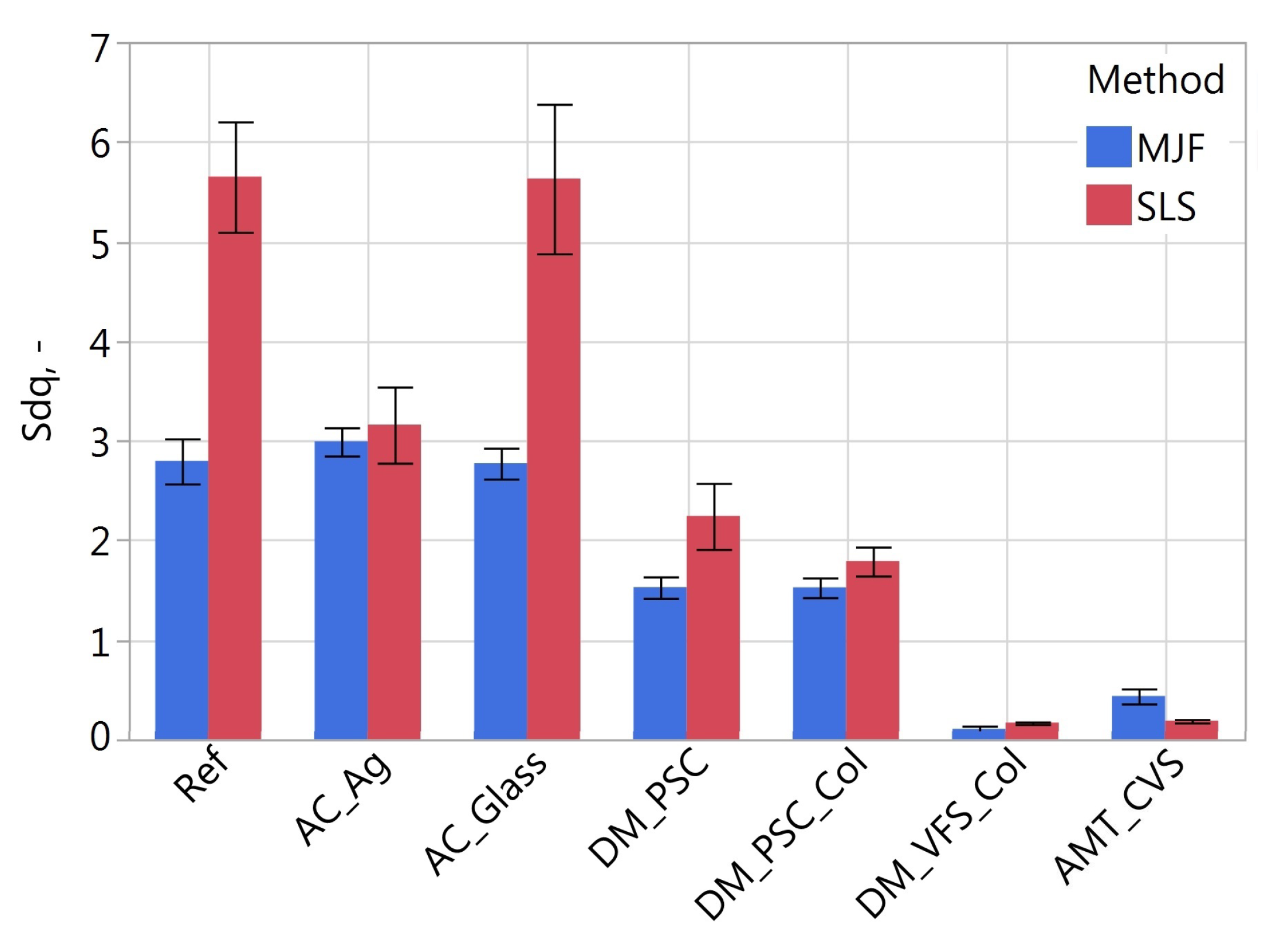
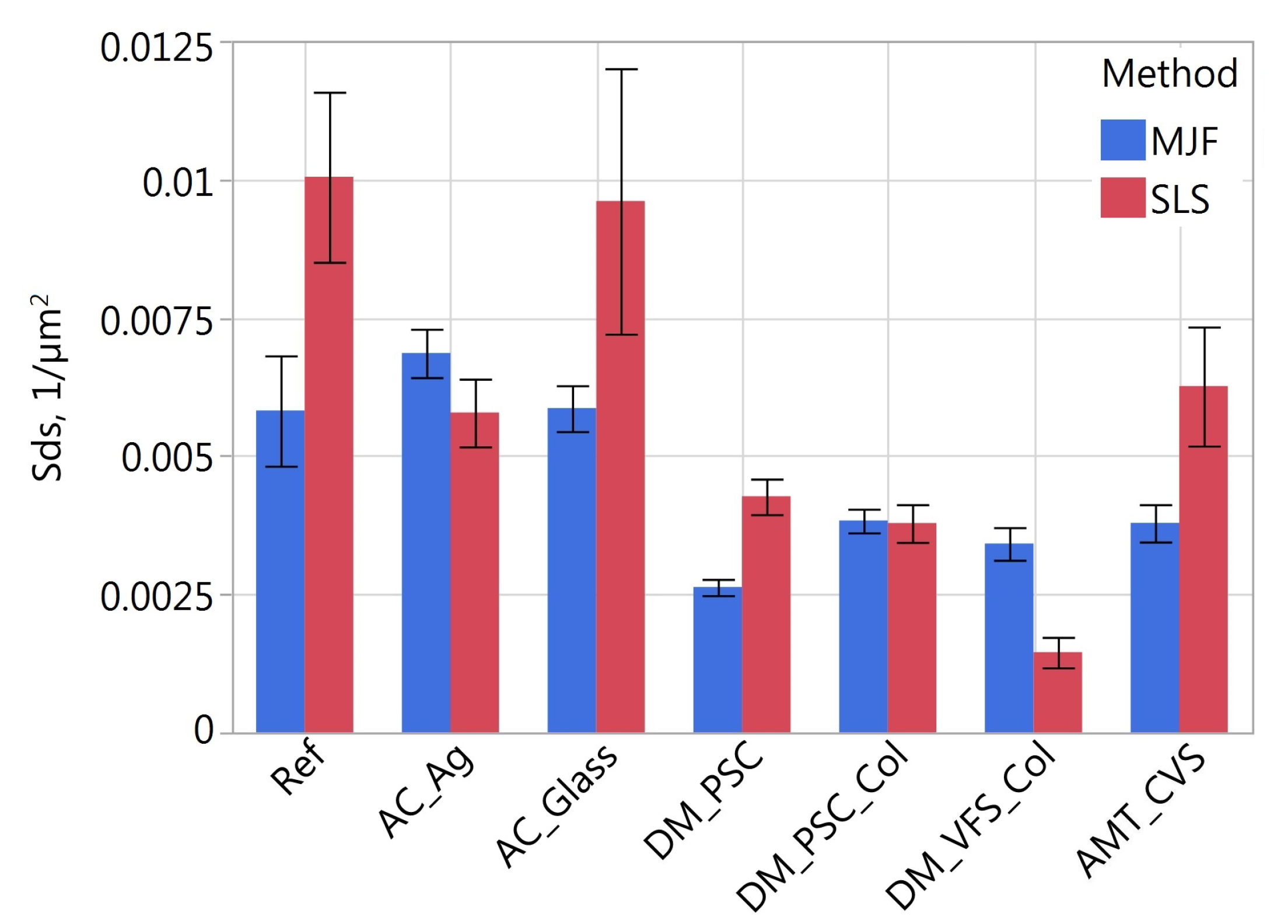
- The parameters affecting the cosmetic appearance are Sdq (root mean square gradient) and Sds (density of summits). Sdq is determined according to ISO 25178-2 [81], and Sds according to ASME B46.1 [82]. The root mean square gradient is a general measurement of the slopes. It is a hybrid parameter depending on texture amplitude and spacing. With a similar value, the surface seems smoother if the Sdq is larger (the unevenness is more widely distributed). Sdq may be related to the degree of surface wetting by various fluid parameters. The density of summit is the number of peaks calculated based on hills per unit of the area.
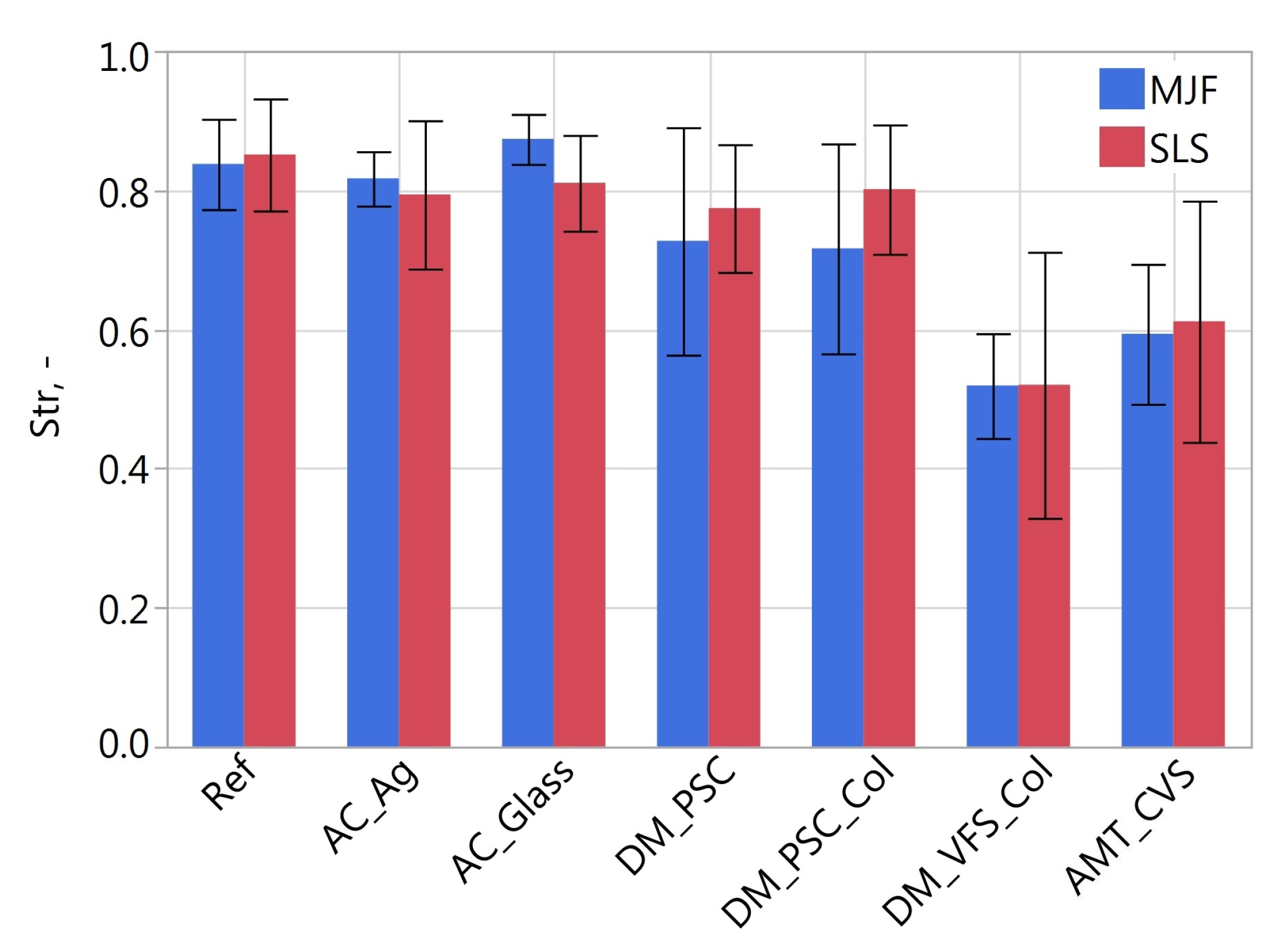
- Str (texture aspect ratio) is determined according to the ISO 25178-2 [81]. The parameter measures isotropy. Parameters tend to be 0 for periodic surfaces with a dominant lay. For isotropic surfaces, its value approaches 1.
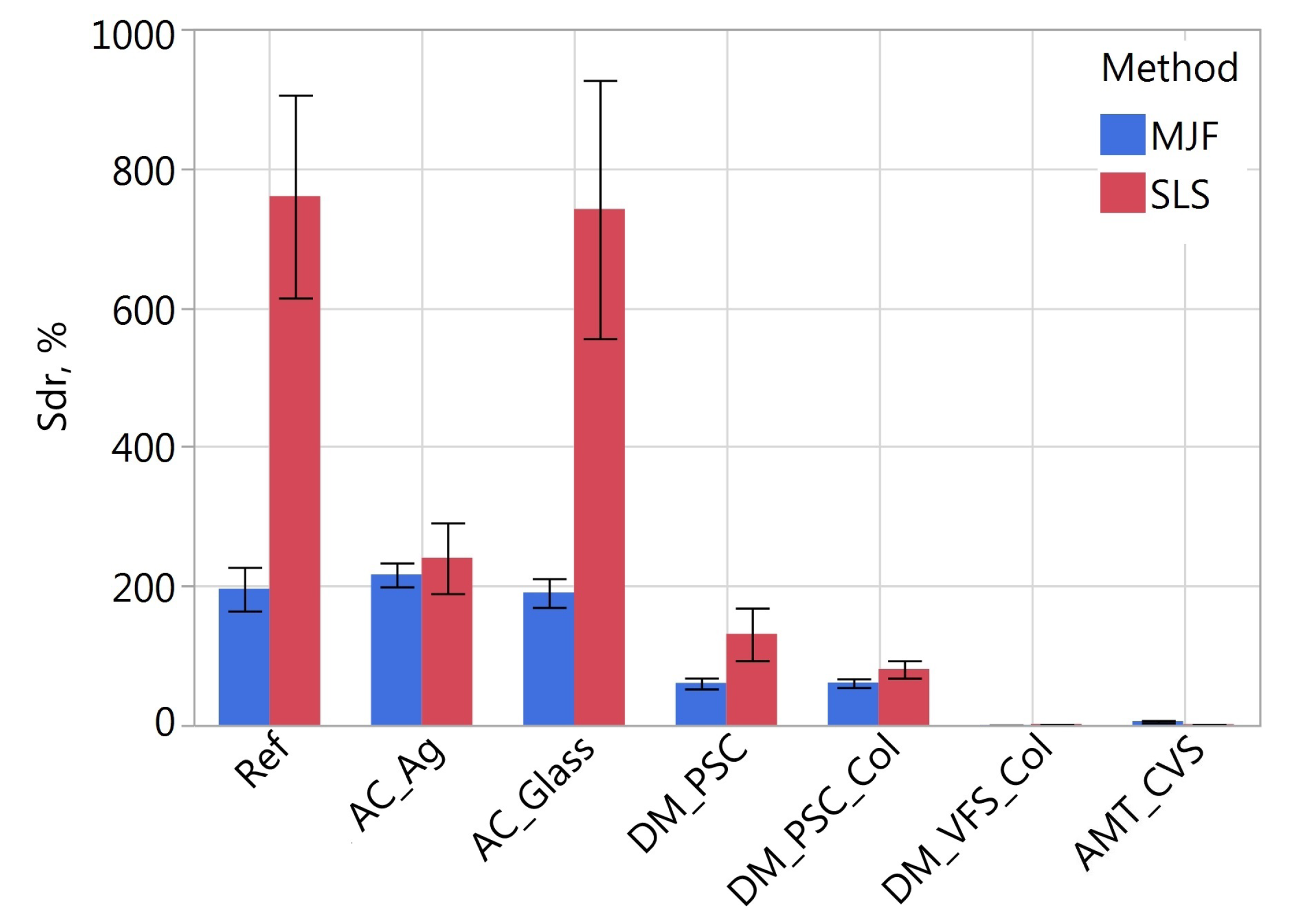
- Sdr (developed interfacial area ratio) is determined according to the ISO 25178-2 [81]. The parameter is helpful for surface coatings and adhesion tests. It expresses the increment of the interfacial surface area relative to an ideal plane in the size of the measurement region. It is a hybrid parameter dependent on texture amplitude and spacing. A surface with a lower Sa and finer spaced texture may have a higher Sdr value than a higher Sa but broader spaced texture.
3. Results and Discussion
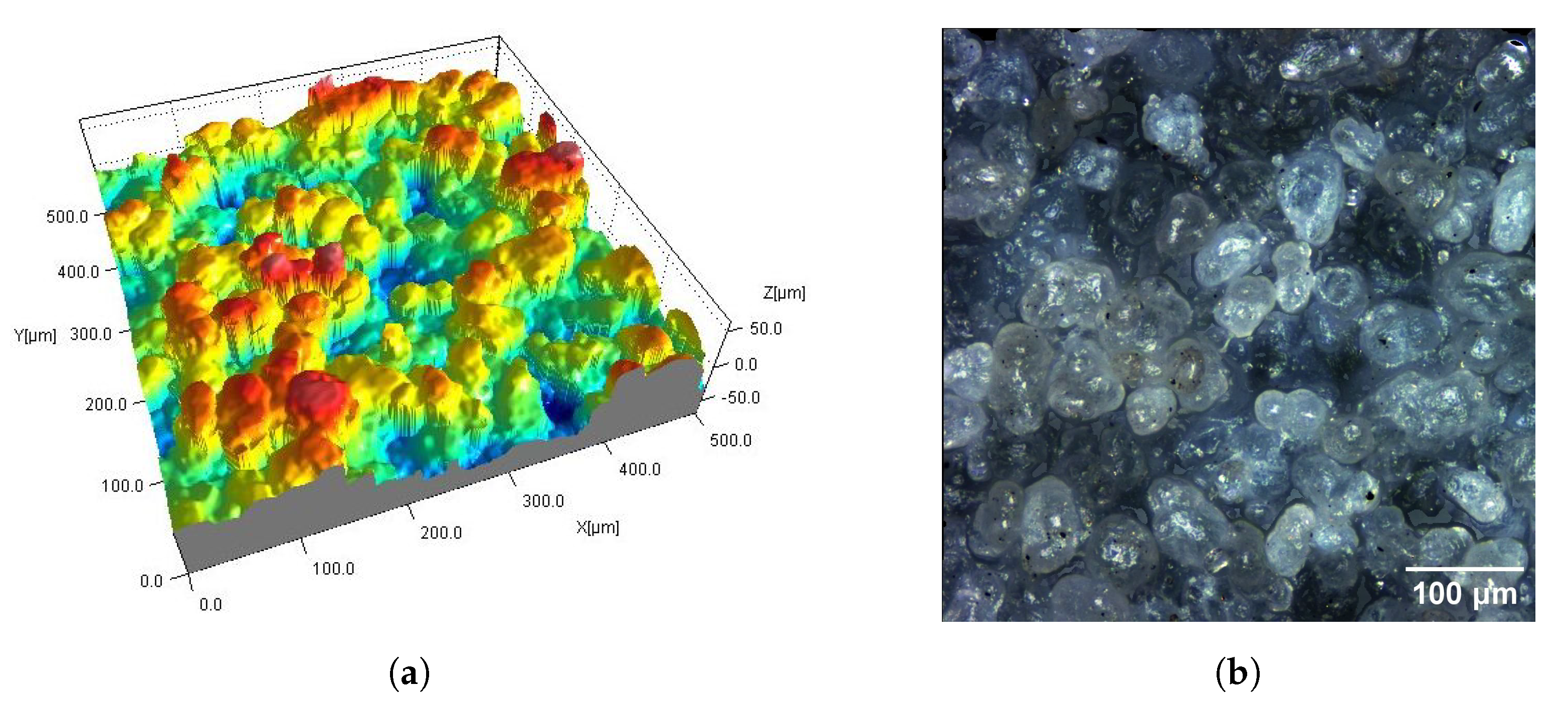
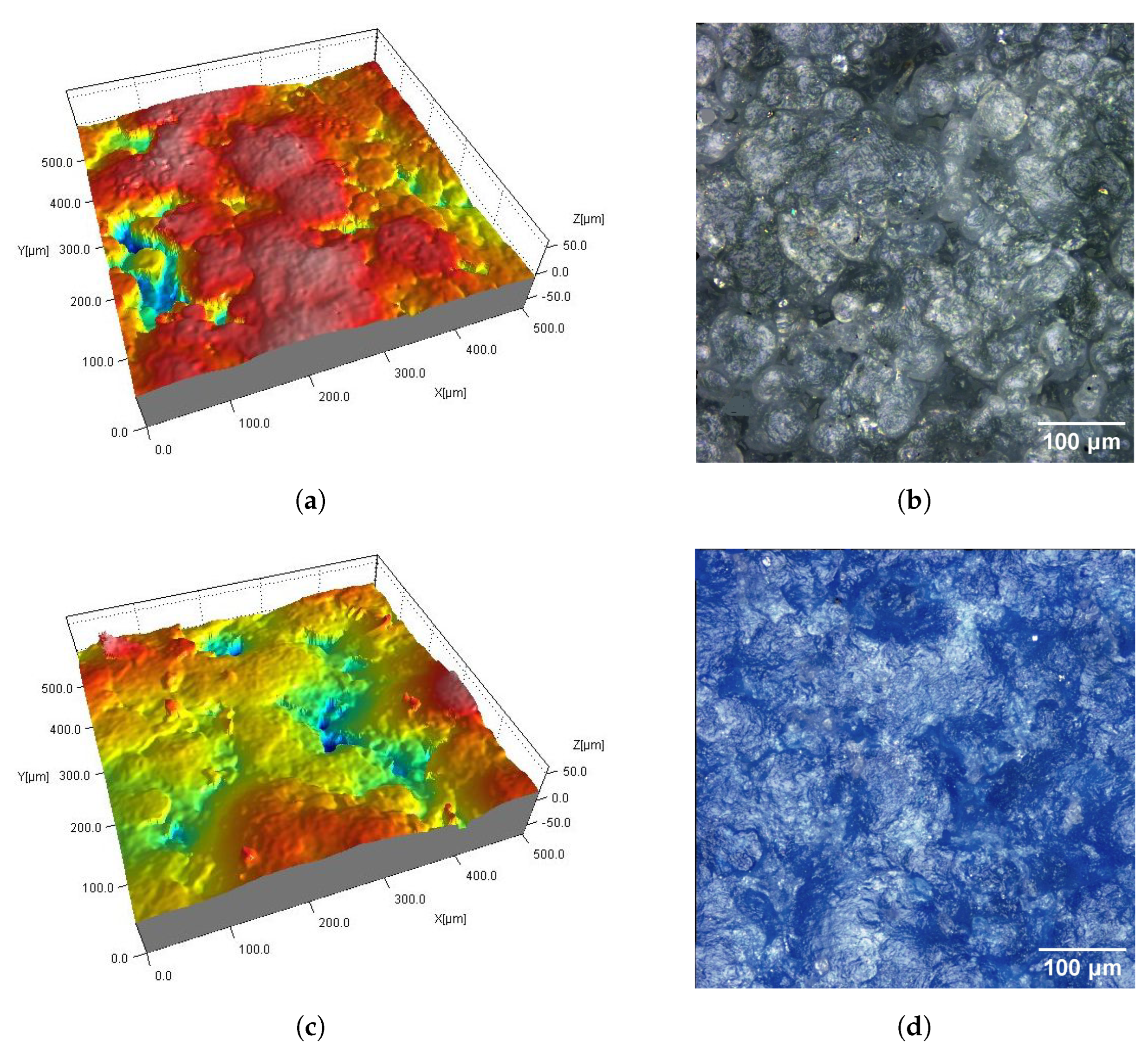
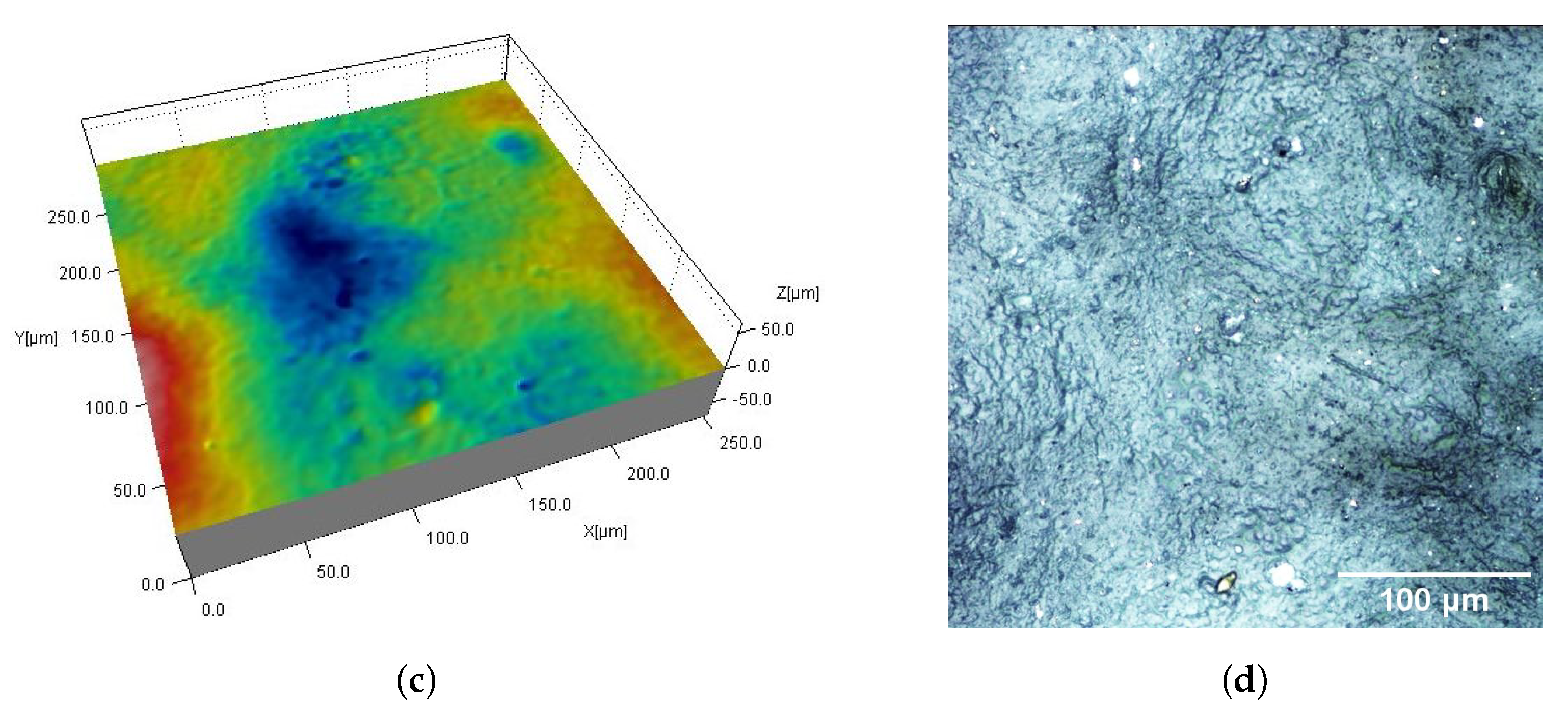
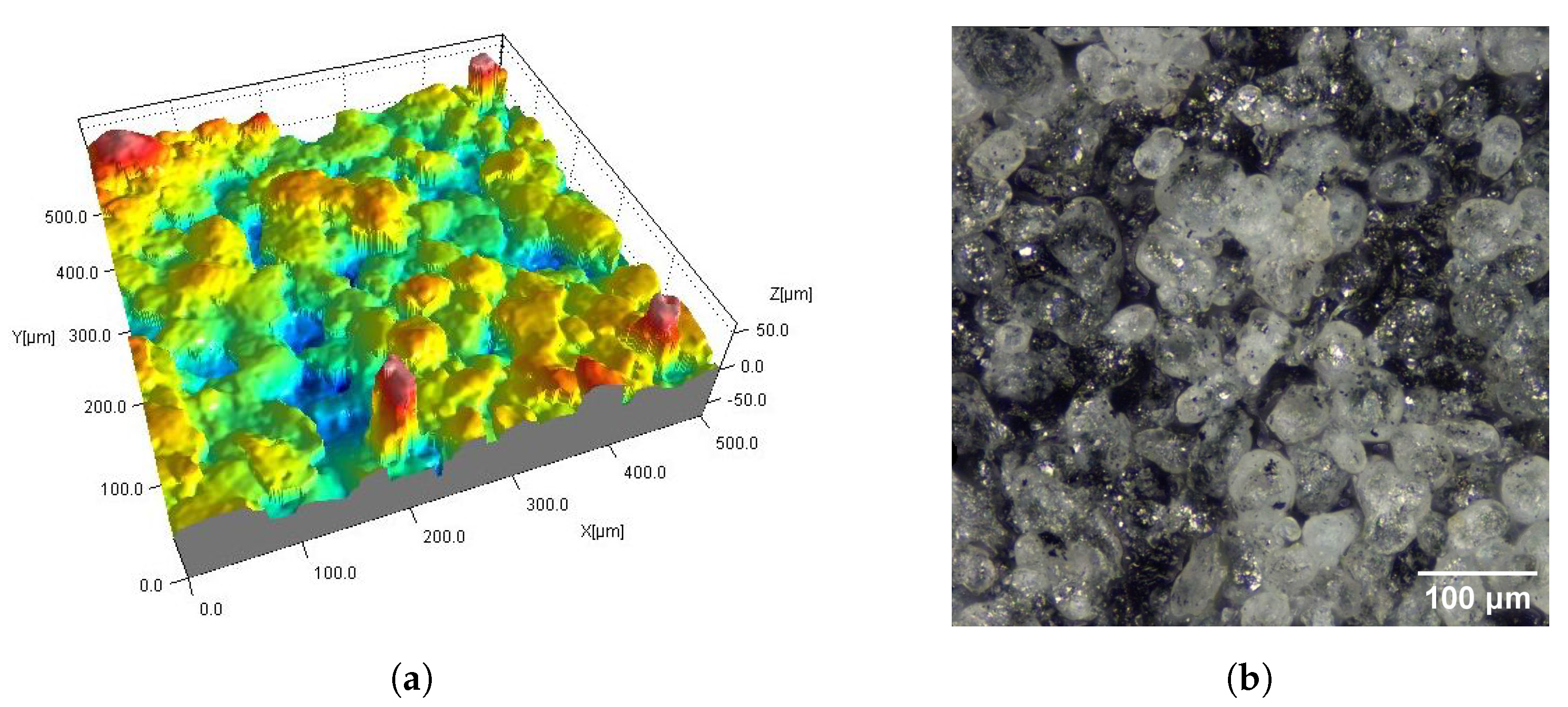
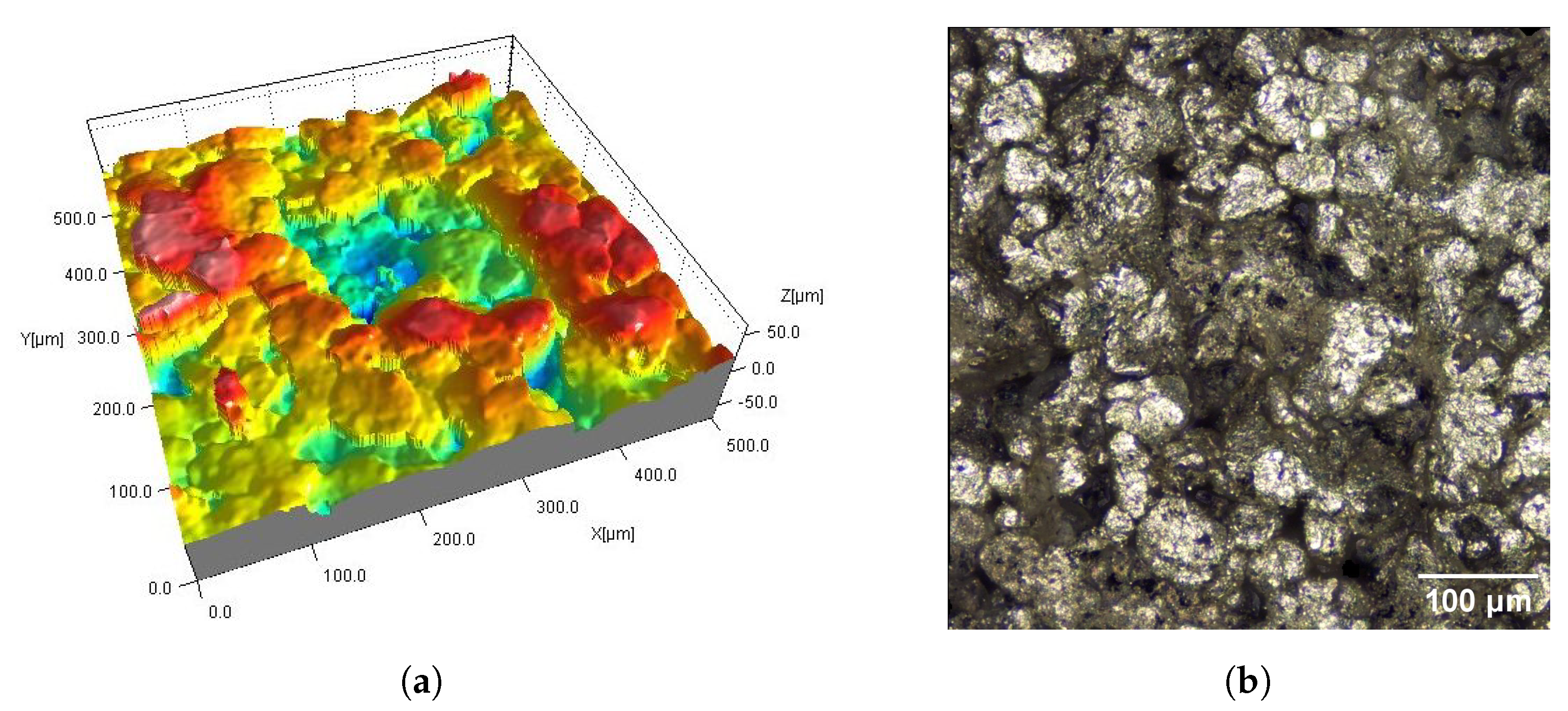
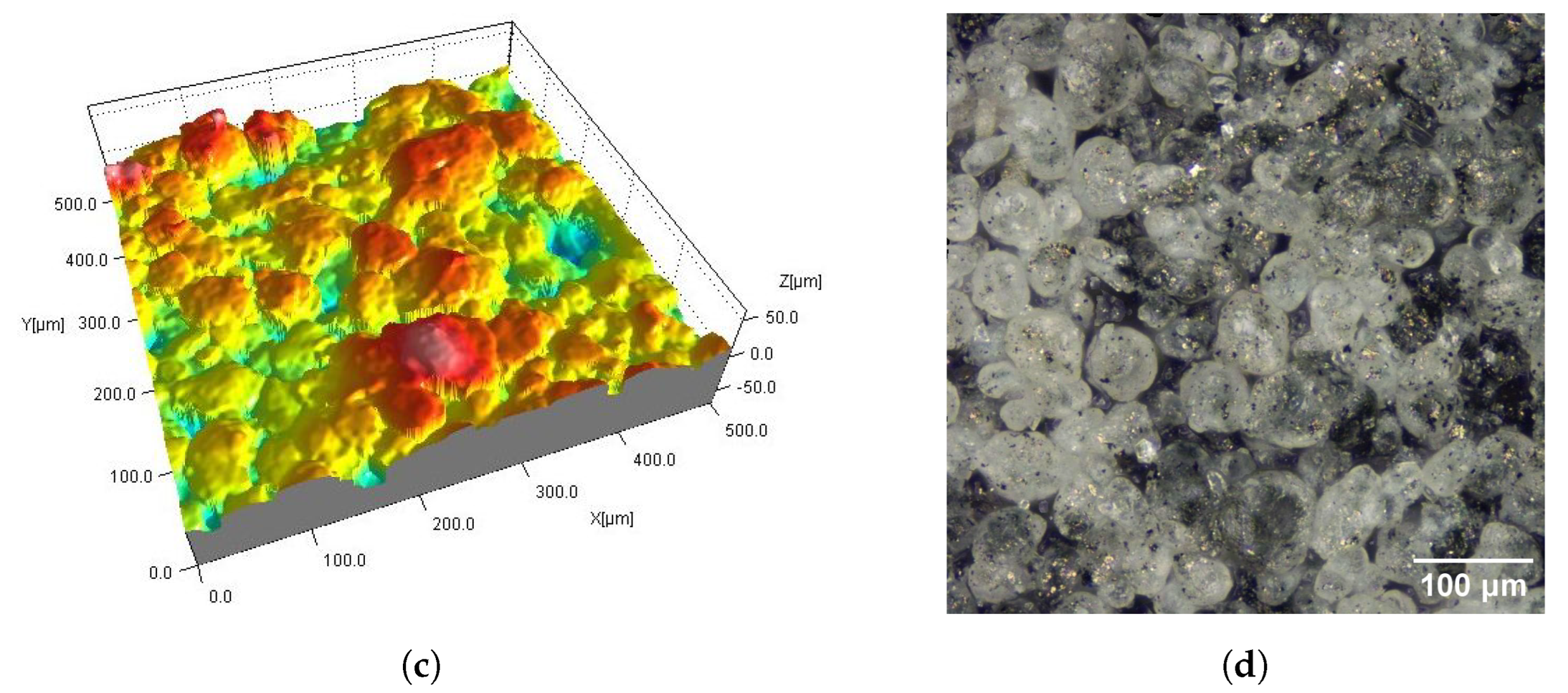
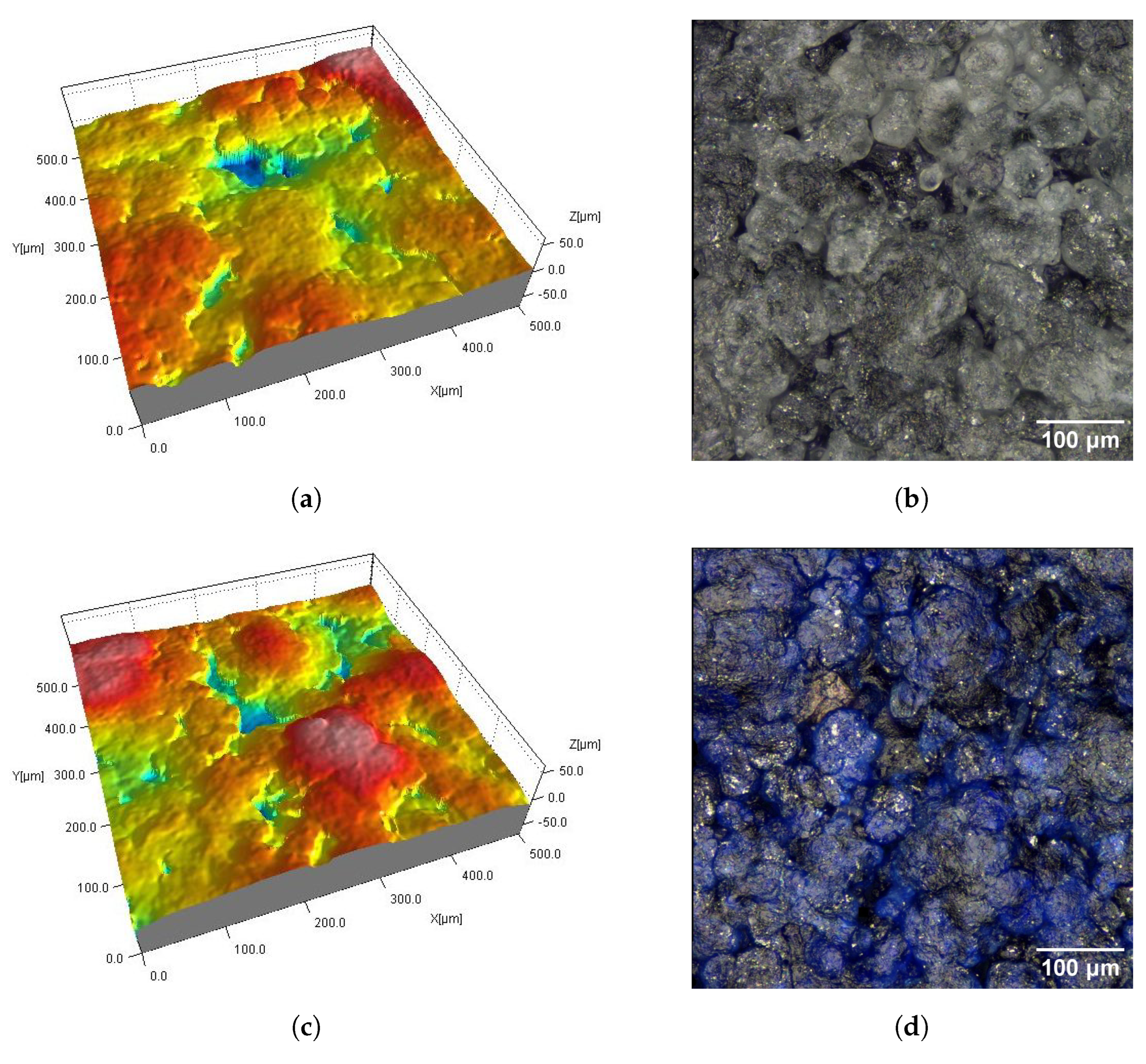
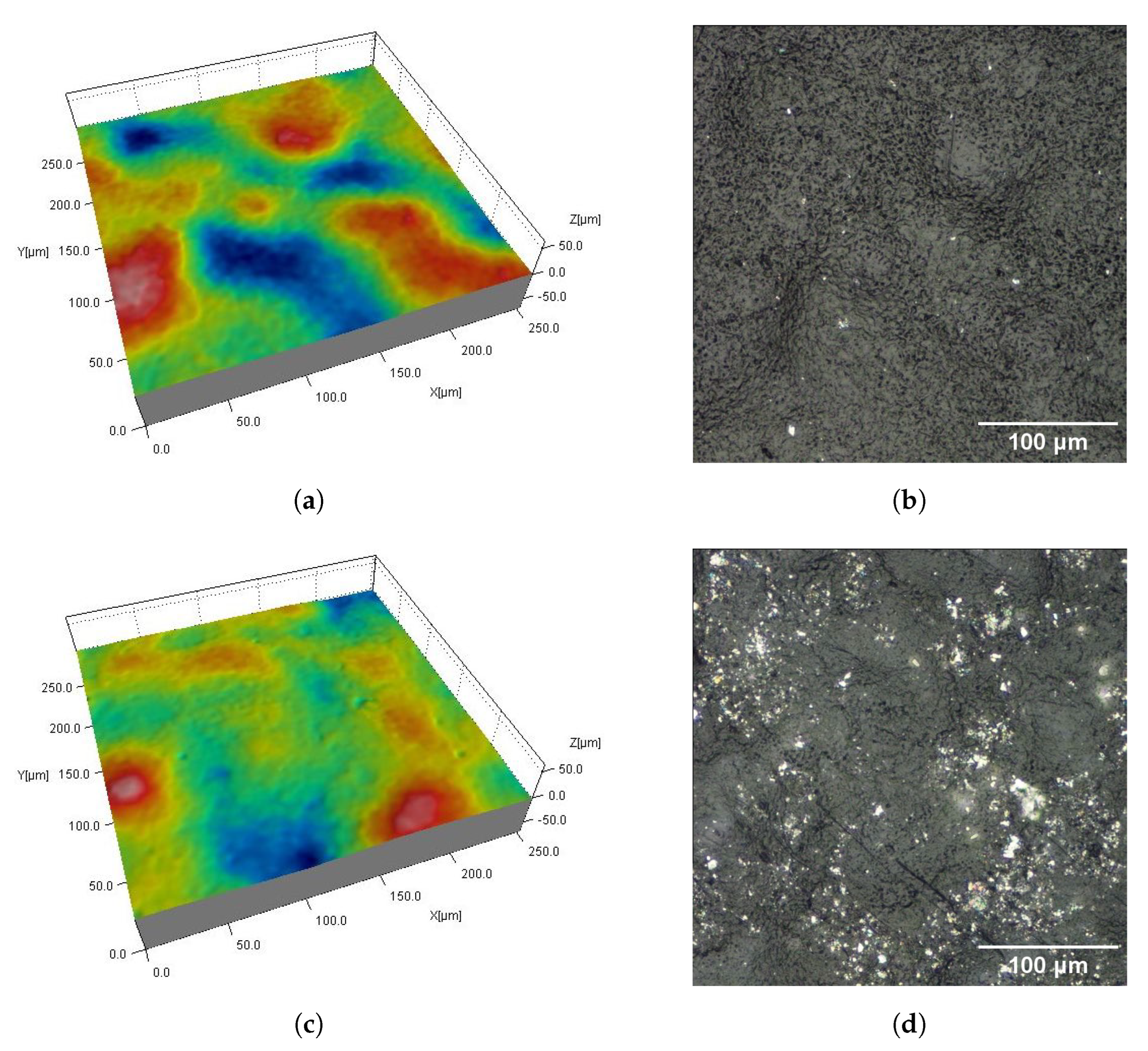
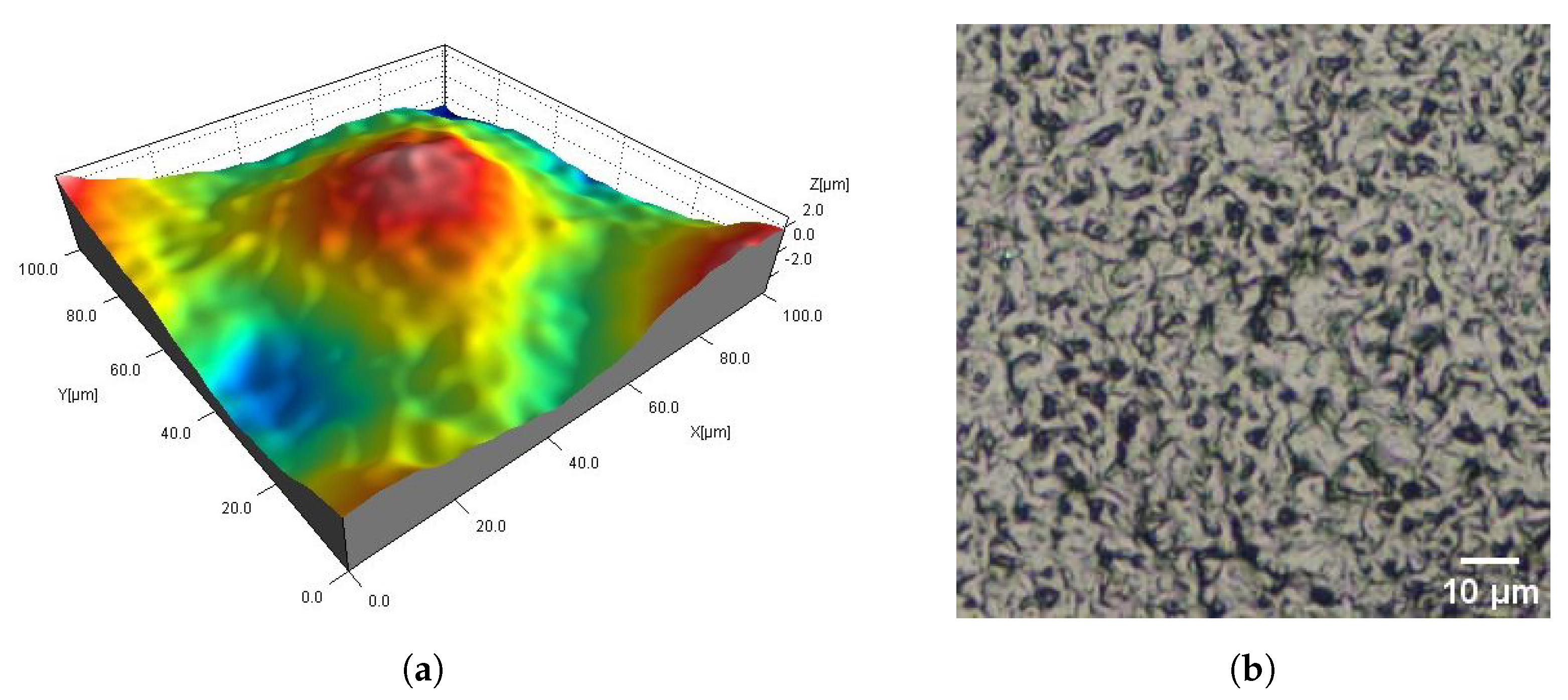
3.1. Visual Assesment
3.2. Surface Topography Parameters
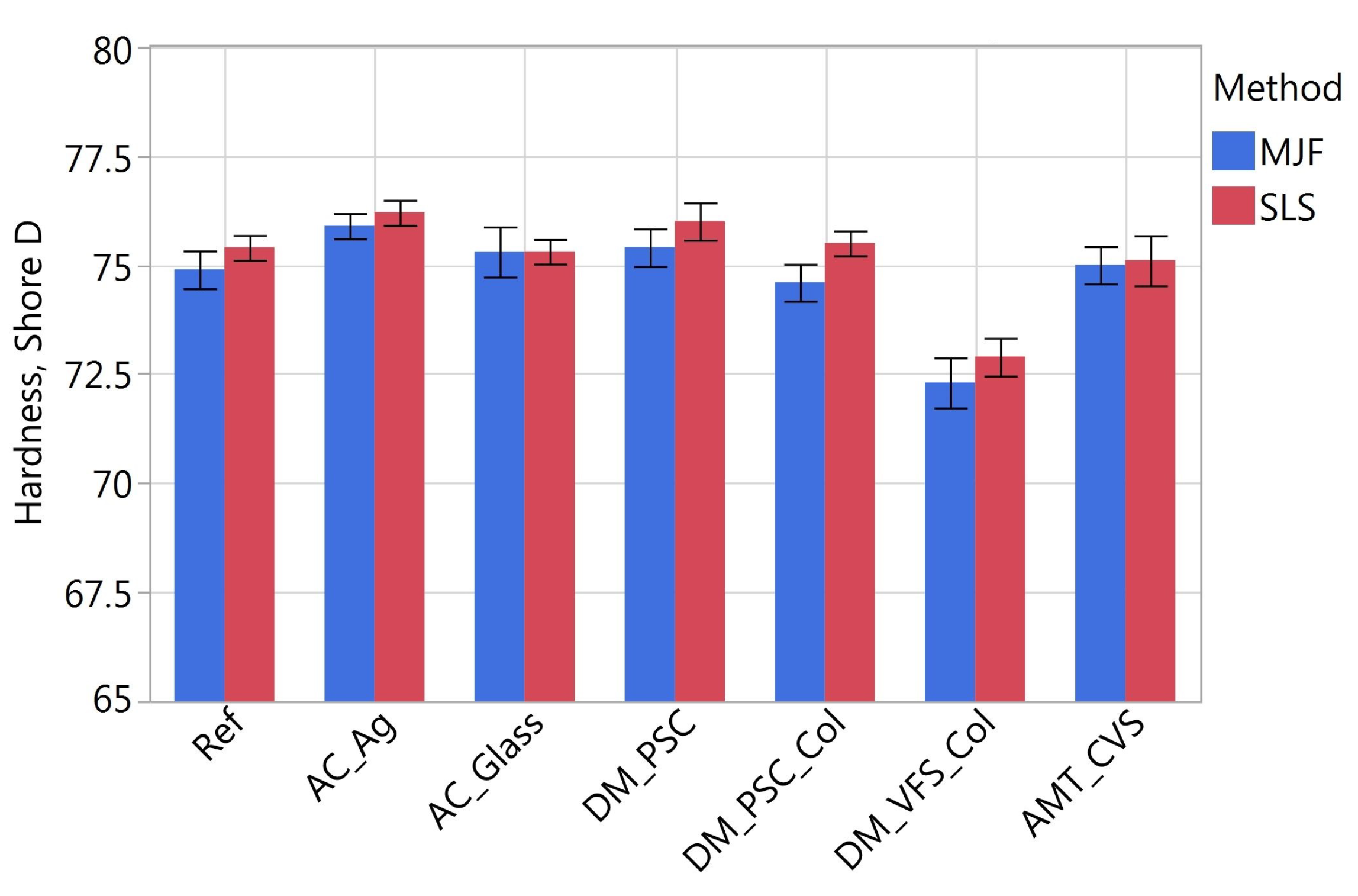
3.3. Surface Hardness
4. Conclusions
- The type of manufacturing method (SLS or MJF) had a statistically significant effect only on the value of the height parameters Sa and Sz. A higher value of these parameters, on average by 22%, was observed for the SLS samples.
- The values of all analyzed parameters (Sa, Sz, Sdq, Sds, Str, Sdr) were highest for the samples without smoothing treatment (the reference sample and those with anti-bacterial coatings), medium after mechanical smoothing, and lowest after chemical smoothing.
- The chemical treatment reduced the roughness expressed by the Sa and Sz parameters by approximately 80%. After mechanical treatment, the height parameters Sa and Sz decreased by more than 42% and 23%, respectively.
- As a result of the mechanical and chemical smoothing treatment, the value of Sdq decreased by approximately 55% and 94%, respectively, and the parameter Sdr by 78% and 99%. The reduction in the values of these parameters is in the increased surface gloss—surface visually became less matte.
- Irrespective of the type of smoothing treatment, the density of summits Sds decreased by approximately 50%.
- There was no statistically significant effect of the type of chemical treatment on the topography parameter values.
- There was no statistically significant effect of dyeing on the topography parameter values.
- The antibacterial coating DAGlass had no statistically significant effect on topography parameter values.
- The antimicrobial coating containing silver had a larger effect on the topography of the SLS samples than MJF. This effect was of a ‘smoothing’ nature—the value of the analyzed parameters decreased.
- SLS samples had a hardness higher than MJF samples by an average of 0.43 Shore D.
- The hardness of samples DM_VFS_Col and AC_Ag were statistically different from the other samples, for which the average hardness was 75.3 Shore D. Sample DM_VFS_Col had the lowest hardness (72.6 Shore D). The application of a silver-containing antibacterial coating increased the hardness to 76 Shore D.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| SLS | Selective Laser Sintering |
| MJF | Multi Jet Fusion |
| AM | Additive Manufacturing |
| PA12 | Polyamide 12 |
References
- Gardan, J. Additive manufacturing technologies. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2017; pp. 149–168. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. Cirp Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Chu, M.Q.; Wang, L.; Ding, H.Y.; Sun, Z.G. Additive Manufacturing for Aerospace Application. Appl. Mech. Mater. 2015, 798, 457–461. [Google Scholar] [CrossRef]
- Rokicki, P.; Budzik, G.; Kubiak, K.; Dziubek, T.; Zaborniak, M.; Kozik, B.; Bernaczek, J.; Przeszlowski, L.; Nowotnik, A. The assessment of geometric accuracy of aircraft engine blades with the use of an optical coordinate scanner. Aircr. Eng. Aerosp. Technol. 2016, 88, 374–381. [Google Scholar] [CrossRef]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Negrea, A.P.; Cojanu, V. Innovation as Entrepreneurial Drives in the Romanian Automotive Industry. J. Econ. Bus. Manag. 2016, 4, 58–64. [Google Scholar] [CrossRef]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Melchels, F.P.; Domingos, M.A.; Klein, T.J.; Malda, J.; Bartolo, P.J.; Hutmacher, D.W. Additive manufacturing of tissues and organs. Prog. Polym. Sci. 2012, 37, 1079–1104. [Google Scholar] [CrossRef] [Green Version]
- Melchels, F.P.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Turek, P.; Budzik, G.; Oleksy, M.; Bulanda, K. Polymer materials used in medicine processed by additive techniques. Polimery 2020, 65, 510–515. [Google Scholar] [CrossRef]
- Turek, P.; Filip, D.; Przeszłowski, Ł.; Łazorko, A.; Budzik, G.; Snela, S.; Oleksy, M.; Jabłoński, J.; Sęp, J.; Bulanda, K.; et al. Manufacturing Polymer Model of Anatomical Structures with Increased Accuracy Using CAx and AM Systems for Planning Orthopedic Procedures. Polymers 2022, 14, 2236. [Google Scholar] [CrossRef] [PubMed]
- Ciocca, L.; Mazzoni, S.; Fantini, M.; Persiani, F.; Baldissara, P.; Marchetti, C.; Scotti, R. A CAD/CAM-prototyped anatomical condylar prosthesis connected to a custom-made bone plate to support a fibula free flap. Med. Biol. Eng. Comput. 2012, 50, 743–749. [Google Scholar] [CrossRef]
- Kwon, S.Y.; Kim, Y.; Ahn, H.W.; Kim, K.B.; Chung, K.R.; Sunny, S.H.K. Computer-Aided Designing and Manufacturing of Lingual Fixed Orthodontic Appliance Using 2D/3D Registration Software and Rapid Prototyping. Int. J. Dent. 2014, 2014, 164164. [Google Scholar] [CrossRef] [Green Version]
- Martorelli, M.; Gerbino, S.; Giudice, M.; Ausiello, P. A comparison between customized clear and removable orthodontic appliances manufactured using RP and CNC techniques. Dent. Mater. 2013, 29, e1–e10. [Google Scholar] [CrossRef]
- Chen, C.Y.; Ke, C.J.; Yen, K.C.; Hsieh, H.C.; Sun, J.S.; Lin, F.H. 3D Porous Calcium-Alginate Scaffolds Cell Culture System Improved Human Osteoblast Cell Clusters for Cell Therapy. Theranostics 2015, 5, 643–655. [Google Scholar] [CrossRef] [Green Version]
- Patel, P.; Gohil, P. Custom orthotics development process based on additive manufacturing. Mater. Today Proc. 2022, 59, A52–A63. [Google Scholar] [CrossRef]
- Palousek, D.; Rosicky, J.; Koutny, D.; Stoklásek, P.; Navrat, T. Pilot study of the wrist orthosis design process. Rapid Prototyp. J. 2014, 20, 27–32. [Google Scholar] [CrossRef]
- Górski, F.; Kuczko, W.; Weiss, W.; Wichniarek, R.; Żukowska, M. Prototyping of an Individualized Multi-Material Wrist Orthosis using Fused Deposition Modelling. Adv. Sci. Technol. Res. J. 2019, 13, 39–47. [Google Scholar] [CrossRef]
- Górski, F.; Sahaj, N.; Kuczko, W.; Hamrol, A.; Żukowska, M. Risk Assessment of Individualized 3D Printed Prostheses Using Failure Mode and Effect Analysis. Adv. Sci. Technol. Res. J. 2022, 16, 189–200. [Google Scholar] [CrossRef]
- Górski, F.; Wichniarek, R.; Kuczko, W.; Żukowska, M.; Suszek, E. Rapid Manufacturing of Individualized Prosthetic Sockets. Adv. Sci. Technol. Res. J. 2020, 14, 42–49. [Google Scholar] [CrossRef]
- Niu, X.; Singh, S.; Garg, A.; Singh, H.; Panda, B.; Peng, X.; Zhang, Q. Review of materials used in laser-aided additive manufacturing processes to produce metallic products. Front. Mech. Eng. 2018, 14, 282–298. [Google Scholar] [CrossRef] [Green Version]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive Manufacturing of Ceramic-Based Materials. Adv. Eng. Mater. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Levi, H. Additive Manufacturing in Technical Ceramics. Interceram -Int. Ceram. Rev. 2018, 67, 12–13. [Google Scholar] [CrossRef]
- Jafferson, J.; Chatterjee, D. A review on polymeric materials in additive manufacturing. Mater. Today Proc. 2021, 46, 1349–1365. [Google Scholar] [CrossRef]
- García-Martínez, H.; Ávila-Navarro, E.; Torregrosa-Penalva, G.; Rodríguez-Martínez, A.; Blanco-Angulo, C.; de la de la Casa-Lillo, M.A. Low-Cost Additive Manufacturing Techniques Applied to the Design of Planar Microwave Circuits by Fused Deposition Modeling. Polymers 2020, 12, 1946. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Farina, I.; Singh, N.; Colangelo, F.; Luciano, R.; Bonazzi, G.; Fraternali, F. High-Performance Nylon-6 Sustainable Filaments for Additive Manufacturing. Materials 2019, 12, 3955. [Google Scholar] [CrossRef] [Green Version]
- Toncheva, A.; Brison, L.; Dubois, P.; Laoutid, F. Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites. Appl. Sci. 2021, 11, 8778. [Google Scholar] [CrossRef]
- Fateri, M.; Carneiro, J.F.; Frick, A.; Pinto, J.B.; de Almeida, F.G. Additive Manufacturing of Flexible Material for Pneumatic Actuators Application. Actuators 2021, 10, 161. [Google Scholar] [CrossRef]
- Ulu, F.; Tomar, R.P.S.; Mohan, R. Processing and mechanical behavior of rigid and flexible material composite systems formed via voxel digital design in polyjet additive manufacturing. Rapid Prototyp. J. 2021, 27, 617–626. [Google Scholar] [CrossRef]
- Udroiu, R.; Braga, I.C. System Performance and Process Capability in Additive Manufacturing: Quality Control for Polymer Jetting. Polymers 2020, 12, 1292. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.B.; Lee, G.T.; Lee, I.H.; Cho, H.Y. Finite Element Analysis for Fracture Criterion of PolyJet Materials. J. Korean Soc. Manuf. Process. Eng. 2015, 14, 134–139. [Google Scholar] [CrossRef] [Green Version]
- Palanisamy, C.; Raman, R.; Dhanraj, P.K. Additive manufacturing: A review on mechanical properties of polyjet and FDM printed parts. Polym. Bull. 2021, 79, 7065–7116. [Google Scholar] [CrossRef]
- Böckin, D.; Tillman, A.M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Kalender, M.; Kilic, S.E.; Ersoy, S.; Bozkurt, Y.; Salman, S. Additive Manufacturing and 3D Printer Technology in Aerospace Industry. In Proceedings of the 2019 9th International Conference on Recent Advances in Space Technologies (RAST), Istanbul, Turkey, 11–14 June 2019. [Google Scholar] [CrossRef]
- Miguel, M.; Leite, M.; Ribeiro, A.; Deus, A.; Reis, L.; Vaz, M. Failure of polymer coated nylon parts produced by additive manufacturing. Eng. Fail. Anal. 2019, 101, 485–492. [Google Scholar] [CrossRef]
- Dickson, A.N.; Ross, K.A.; Dowling, D.P. Additive manufacturing of woven carbon fibre polymer composites. Compos. Struct. 2018, 206, 637–643. [Google Scholar] [CrossRef]
- Shakiba, M.; Ghomi, E.R.; Khosravi, F.; Jouybar, S.; Bigham, A.; Zare, M.; Abdouss, M.; Moaref, R.; Ramakrishna, S. Nylon—A material introduction and overview for biomedical applications. Polym. Adv. Technol. 2021, 32, 3368–3383. [Google Scholar] [CrossRef]
- Paterson, A.M.; Donnison, E.; Bibb, R.J.; Campbell, R.I. Computer-aided design to support fabrication of wrist splints using 3D printing: A feasibility study. Hand Ther. 2014, 19, 102–113. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, M.; Panneerselvam, K. Mechanical investigation and optimization of parameter selection for Nylon material processed by FDM. Mater. Today Proc. 2021, 46, 9303–9307. [Google Scholar] [CrossRef]
- Rosenthal, W.S.; Grogan, F.C.; Li, Y.; Barker, E.I.; Christ, J.F.; Pope, T.R.; Battu, A.K.; Varga, T.; Barrett, C.A.; Warner, M.G.; et al. “Sintering” Models and In-Situ Experiments: Data Assimilation for Microstructure Prediction in SLS Additive Manufacturing of Nylon Components. Mrs Adv. 2020, 5, 1593–1601. [Google Scholar] [CrossRef]
- Yelamanchi, B.; Mummareddy, B.; Santiago, C.C.; Ojoawo, B.; Metsger, K.; Helfferich, B.; Zapka, J.; Sillani, F.; MacDonald, E.; Cortes, P. Mechanical and fatigue performance of pressurized vessels fabricated with Multi Jet Fusion™ for automotive applications. Addit. Manuf. 2021, 44, 102048. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.; Taylor, J. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]
- Triantaphyllou, A.; Giusca, C.L.; Macaulay, G.D.; Roerig, F.; Hoebel, M.; Leach, R.K.; Tomita, B.; Milne, K.A. Surface texture measurement for additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 024002. [Google Scholar] [CrossRef] [Green Version]
- Dziubek, T.; Oleksy, M. Application of ATOS II optical system in the techniques of rapid prototyping of epoxy resin-based gear models. Polimery 2017, 62, 44–52. [Google Scholar] [CrossRef]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Sabantina, L. Quality of the Surface Texture and Mechanical Properties of FDM Printed Samples after Thermal and Chemical Treatment. Stroj. Vestn. J. Mech. Eng. 2020, 66, 105–113. [Google Scholar] [CrossRef] [Green Version]
- Bazan, A.; Turek, P.; Przeszłowski, Ł. Assessment of InfiniteFocus system measurement errors in testing the accuracy of crown and tooth body model. J. Mech. Sci. Technol. 2021, 35, 1167–1176. [Google Scholar] [CrossRef]
- Bazan, A.; Turek, P.; Przeszłowski, Ł. Comparison of the contact and focus variation measurement methods in the process of surface topography evaluation of additively manufactured models with different geometry complexity. Surf. Topogr. Metrol. Prop. 2022, 10, 035021. [Google Scholar] [CrossRef]
- Magdziak, M. Determining the strategy of contact measurements based on results of non-contact coordinate measurements. Procedia Manuf. 2020, 51, 337–344. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.H.; Wang, H. A Review of Post-Processing Technologies in Additive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Gache, C.C.L.; Cascolan, H.M.S.; Cancino, L.T.; Advincula, R.C. Post-Processing of 3D-Printed Polymers. Technologies 2021, 9, 61. [Google Scholar] [CrossRef]
- Hardiman, K. Post-processing Considerations for Biomedical 3D Printing of Polymers. In Polymer-Based Additive Manufacturing; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 219–241. [Google Scholar] [CrossRef]
- Tamburrino, F.; Barone, S.; Paoli, A.; Razionale, A.V. Post-processing treatments to enhance additively manufactured polymeric parts: A review. Virtual Phys. Prototyp. 2021, 16, 221–254. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods used to Improve Surface Finish of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. (India) Ser. 2016, 99, 481–487. [Google Scholar] [CrossRef]
- Martelli, N.; Serrano, C.; van den Brink, H.; Pineau, J.; Prognon, P.; Borget, I.; Batti, S.E. Advantages and disadvantages of 3-dimensional printing in surgery: A systematic review. Surgery 2016, 159, 1485–1500. [Google Scholar] [CrossRef]
- Pietruski, P.; Majak, M.; Swiatek-Najwer, E.; Popek, M.; Szram, D.; Zuk, M.; Jaworowski, J. Accuracy of experimental mandibular osteotomy using the image-guided sagittal saw. Int. J. Oral Maxillofac. Surg. 2016, 45, 793–800. [Google Scholar] [CrossRef]
- Farias, T.P.; Dias, F.L.; Sousa, B.A.; Galvão, M.S.; Bispo, D.; Pastl, A.C. Prototyping: Major Advance in Surgical Planning and Customizing Prostheses in Patients with Bone Tumors of the Head and Neck. Int. J. Clin. Med. 2013, 4, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Prakash, C.; Ramakrishna, S. 3D printing of polyether-ether-ketone for biomedical applications. Eur. Polym. J. 2019, 114, 234–248. [Google Scholar] [CrossRef]
- Tan, X.; Tan, Y.; Chow, C.; Tor, S.; Yeong, W. Metallic powder-bed based 3D printing of cellular scaffolds for orthopaedic implants: A state-of-the-art review on manufacturing, topological design, mechanical properties and biocompatibility. Mater. Sci. Eng. 2017, 76, 1328–1343. [Google Scholar] [CrossRef]
- Kozakiewicz, M. Computer-aided orbital wall defects treatment by individual design ultrahigh molecular weight polyethylene implants. J. Cranio-Maxillofac. Surg. 2014, 42, 283–289. [Google Scholar] [CrossRef] [PubMed]
- Barrios-Muriel, J.; Romero-Sánchez, F.; Alonso-Sánchez, F.J.; Salgado, D.R. Advances in Orthotic and Prosthetic Manufacturing: A Technology Review. Materials 2020, 13, 295. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Totah, D.; Kovalenko, I.; Saez, M.; Barton, K. Manufacturing Choices for Ankle-Foot Orthoses: A Multi-objective Optimization. Procedia Cirp 2017, 65, 145–150. [Google Scholar] [CrossRef]
- Maso, A.D.; Cosmi, F. 3D-printed ankle-foot orthosis: A design method. Mater. Today Proc. 2019, 12, 252–261. [Google Scholar] [CrossRef]
- Schmitz, C.; Mori, Y.T.; Gamba, H.R.; Nohama, P.; de Souza, M.A. Development and Evaluation of a Customized Wrist-Hand Orthosis using 3D Technology for a Child with Cerebral Palsy—A Case Study. In Proceedings of the 2019 41st Annual International Conference of the IEEE Engineering in Medicine and Biology Society (EMBC), Berlin, Germany, 23–27 July 2019. [Google Scholar] [CrossRef]
- Shahar, F.S.; Sultan, M.T.H.; Lee, S.H.; Jawaid, M.; Shah, A.U.M.; Safri, S.N.A.; Sivasankaran, P.N. A review on the orthotics and prosthetics and the potential of kenaf composites as alternative materials for ankle-foot orthosis. J. Mech. Behav. Biomed. Mater. 2019, 99, 169–185. [Google Scholar] [CrossRef]
- Wörz, A.; Wiedau, L.C.; Wudy, K.; Wegner, A.; Witt, G.; Drummer, D. Influence of chemical postprocessing on mechanical properties of laser-sintered polyamide 12 parts. J. Polym. Eng. 2019, 39, 830–837. [Google Scholar] [CrossRef]
- Wörz, A.; Wudy, K.; Drummer, D.; Wegner, A.; Witt, G. Comparison of long-term properties of laser sintered and injection molded polyamide 12 parts. J. Polym. Eng. 2017, 38, 573–582. [Google Scholar] [CrossRef]
- Slegers, S.; Linzas, M.; Drijkoningen, J.; D’Haen, J.; Reddy, N.; Deferme, W. Surface Roughness Reduction of Additive Manufactured Products by Applying a Functional Coating Using Ultrasonic Spray Coating. Coatings 2017, 7, 208. [Google Scholar] [CrossRef] [Green Version]
- Petzold, S.; Klett, J.; Schauer, A.; Osswald, T.A. Surface roughness of polyamide 12 parts manufactured using selective laser sintering. Polym. Test. 2019, 80, 106094. [Google Scholar] [CrossRef]
- Available online: https://dyemansion.com/wp-content/uploads/2021/04/dyemansion_state-of-the-art-surfacing-whitepaper_04-21_en.pdf (accessed on 17 February 2023).
- ISO 13485:2016; Medical Devices—Quality Management Systems—Requirements for Regulatory Purposes. ISO: Geneva, Switzerland, 2016.
- ISO 10993-1:2009; Biological Evaluation of Medical Devices—Part 1: Evaluation and Testing within a Risk Management Process. ISO: Geneva, Switzerland, 2009.
- FAO; FAOLEX; UN. Commission Regulation (EU) No. 10/2011 on Plastic Materials and Articles Intended to Come into Contact with Food; UN: New York, NY, USA, 2011. [Google Scholar]
- Available online: https://grupaazoty.com/aktualnosci/materialy-antybakteryjne-od-grupy-azoty-czyli-wieksze-bezpieczenstwo-na-co-dzien (accessed on 17 February 2023).
- Available online: https://daglass.pl/en/portfolio/antiseptic-glass/ (accessed on 17 February 2023).
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)— Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2012.
- ASME B46:1; Surface Texture (Surface Roughness, Waviness, and Lay). ASME: New York, NY, USA, 2019.
- ISO 868:2003; Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness). ISO: Geneva, Switzerland, 2003.
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-depth comparison of polyamide 12 parts manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MJF | SLS | ||
|---|---|---|---|
| Printer | HP MJF 5200 | Printer | EOS P 396 |
| Building volume | mm | Building volume | mm |
| Building speed | Up to 5058 cm/ h | Scan speed | Up to 6 m/s |
| Layer thickness | 0.08 mm | Layer thickness | 0.12 mm |
| Print resolution (x, y) | 1200 dpi | Laser type CO | 70 W |
| Samples | Ref, AC_Ag, AC_Glass, DM_PSC, DM_VFS_Col | DM_VFS_Col, AMT_CVS |
|---|---|---|
| Objective’s magnification | ×20 | ×50 |
| Number of image fields | 2 × 2 | 4 × 5 |
| Examination field | 1 mm × 1 mm | 1 mm × 1 mm |
| Vertical resolution | 100 nm | 25 nm |
| LaterAL resolution | 2.93 m | 2.13 m |
| Pixel size | 0.44 m × 0.44 m | 0.35 m × 0.35 m |
| Mean repeatability | 34 nm | 5 nm |
| Between Factor | Within Factor | Dependent Variable | |||||
|---|---|---|---|---|---|---|---|
| Sa | Sz | Sds | Sdq | Sdr | Str | ||
| manufacturing method | type of post-processing | 0.015 | 0.006 | 0.115 | 0.065 | 0.081 | 0.668 |
| type of post-processing | manufacturing method | 0.0005 | 0.0002 | 0.04 | 0.01 | 0.001 | 0.001 |
| Source | Parameter | SLS | MJF | RD |
|---|---|---|---|---|
| This research | Sa | 17.98 m | 12.03 m | 33.09% |
| DyeMansion [75] | Sa | 8.45 m | 10.80 m | −27.81% |
| DyeMansion [75] | Ra | 7.67 m | 9.79 m | −27.64% |
| Rosso et al. [84] | Ra | 12.06 m | 11.06 m | 8.29% |
| Cai et al. [85] | Ra | 25.66 m | 15.66 m | 38.97% |
| Source | Smoothing Method | RD(Sa), % | RD(Sz), % | RD(Sdq), % | RD(Sds), % | RD(Sdr), % | RD(Str), % |
|---|---|---|---|---|---|---|---|
| This research | mechanical | −42.3 | −23.8 | −54.8 | −52.2 | −77.6 | −10.7 |
| This research | chemical | −83.5 | −84.6 | −93.6 | −49.8 | −99.2 | −33.6 |
| DyeMansion [75] | mechanical | −7.3 | −13.1 | −26.9 | - | −45.8 | - |
| DyeMansion [75] | chemical | −77.9 | −83.1 | −60.7 | - | −84.1 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazan, A.; Turek, P.; Zakręcki, A. Influence of Antibacterial Coating and Mechanical and Chemical Treatment on the Surface Properties of PA12 Parts Manufactured with SLS and MJF Techniques in the Context of Medical Applications. Materials 2023, 16, 2405. https://doi.org/10.3390/ma16062405
Bazan A, Turek P, Zakręcki A. Influence of Antibacterial Coating and Mechanical and Chemical Treatment on the Surface Properties of PA12 Parts Manufactured with SLS and MJF Techniques in the Context of Medical Applications. Materials. 2023; 16(6):2405. https://doi.org/10.3390/ma16062405
Chicago/Turabian StyleBazan, Anna, Paweł Turek, and Andrzej Zakręcki. 2023. "Influence of Antibacterial Coating and Mechanical and Chemical Treatment on the Surface Properties of PA12 Parts Manufactured with SLS and MJF Techniques in the Context of Medical Applications" Materials 16, no. 6: 2405. https://doi.org/10.3390/ma16062405