
Prediction of Tool Eccentricity Effects on the Mechanical Properties of Friction Stir Welded AA5754-H24 Aluminum Alloy Using ANN Model
 ,
,  , and
, and 
Abstract
:1. Introduction
2. Collecting the Experimental Data
3. Methodology of the ANN Model
4. Results and Discussion
5. Conclusions
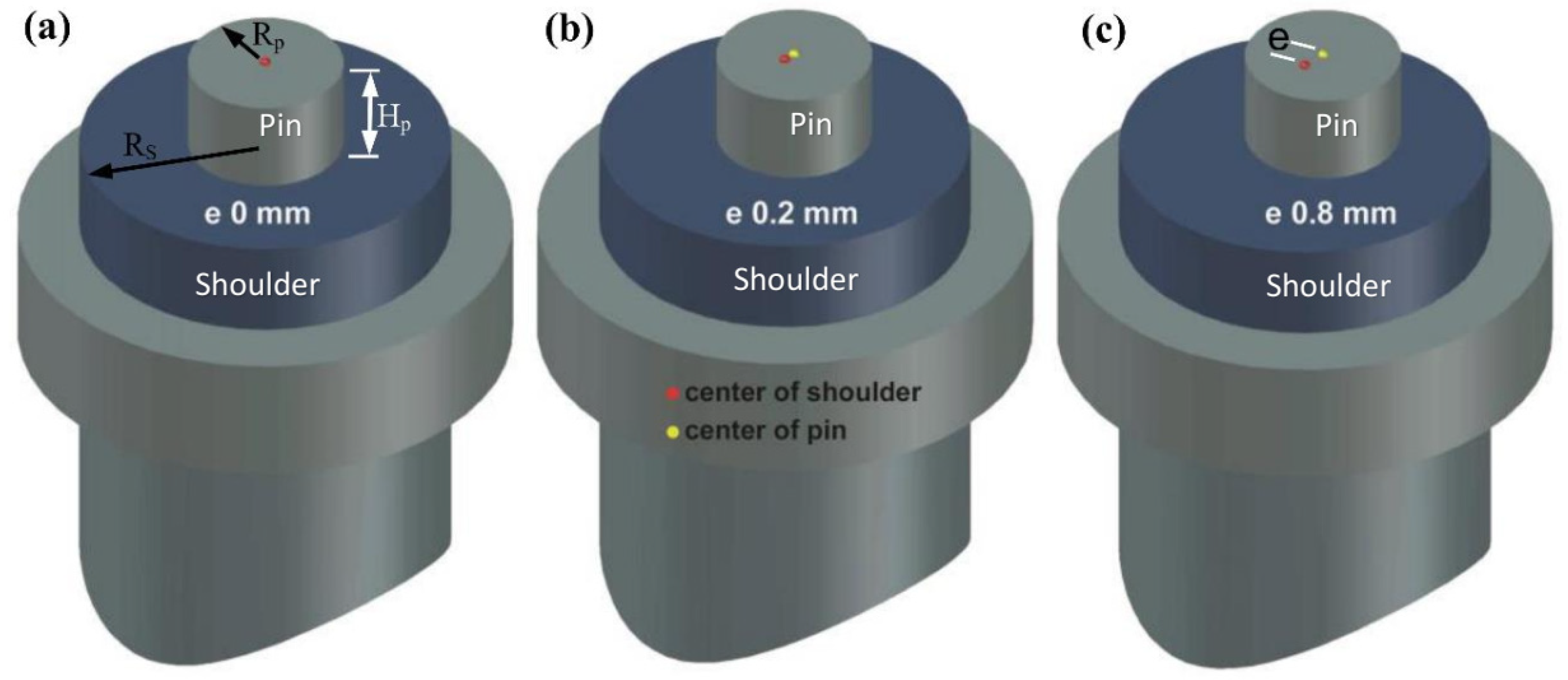
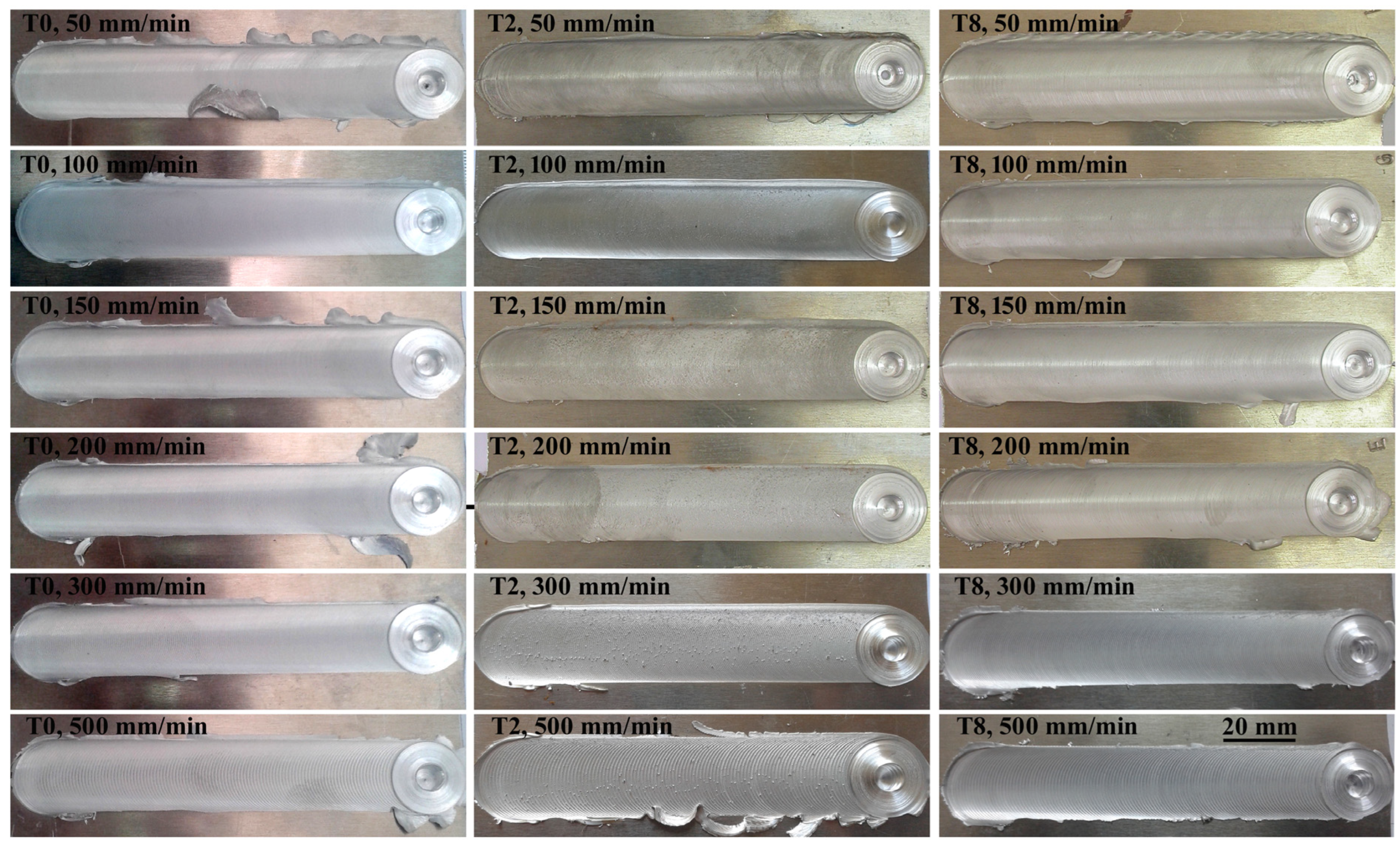
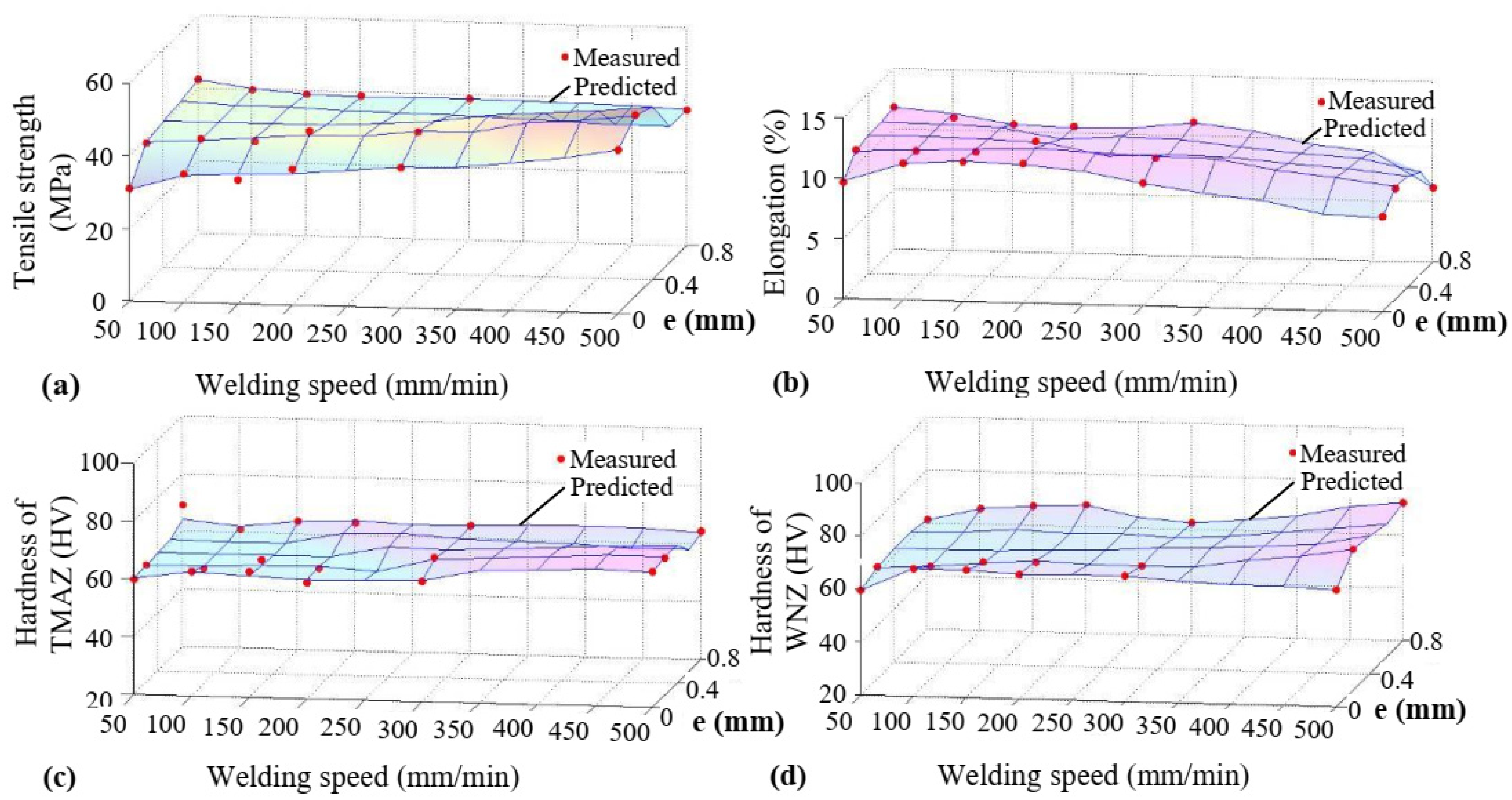
- The ANN model has been developed based on the FSW experimental work data of AA5754-H24, in which FS was welded using 0, 0.2, and 0.8 mm TPE and welding speeds of 50, 100, 150, 200, 300, and 500 mm/min.
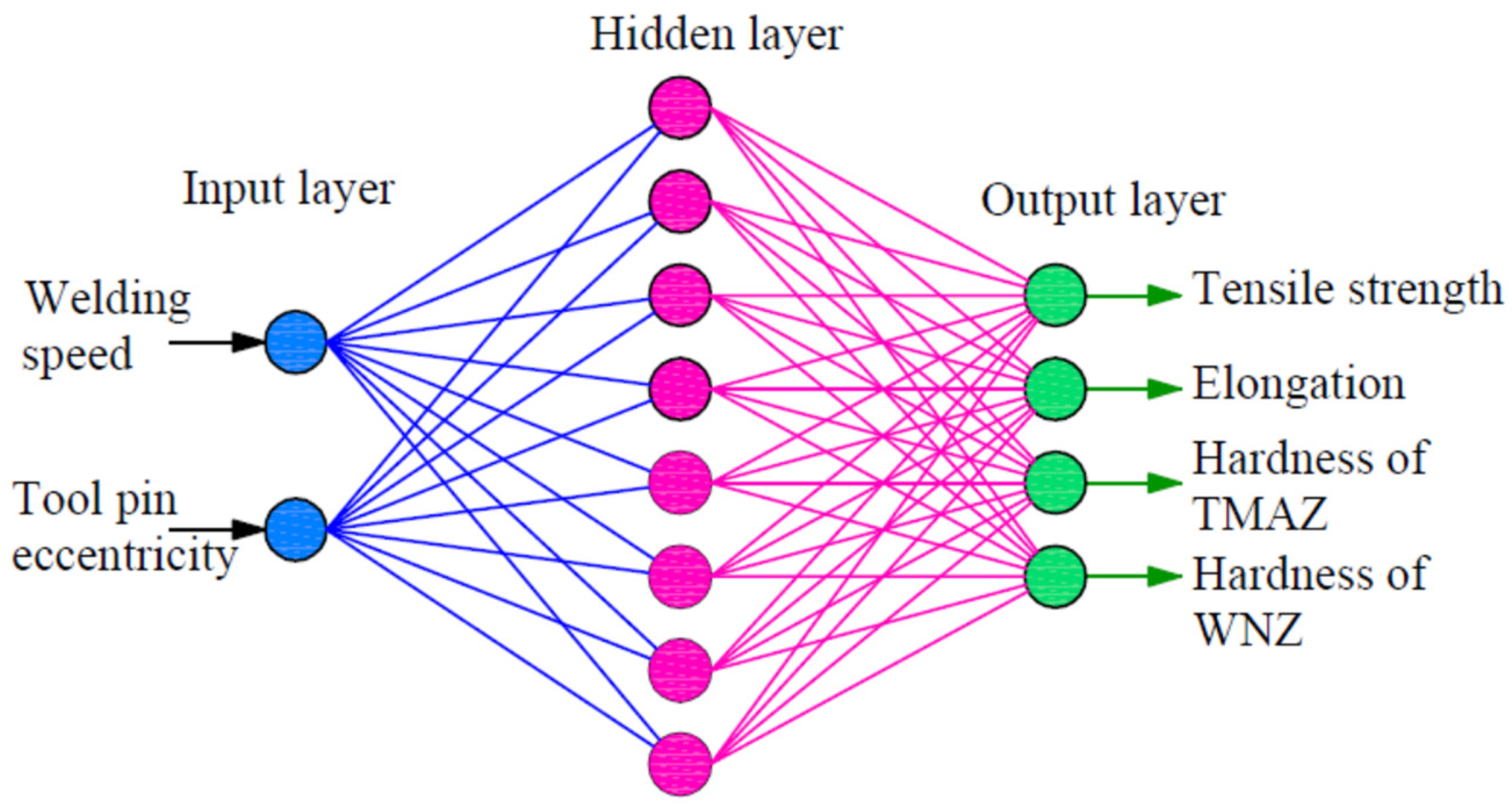
- The ANN model was successfully used to predict the effect of tool pin eccentricity on the mechanical properties of FSW AA 5547-H24, and the networks can be used as an alternative.
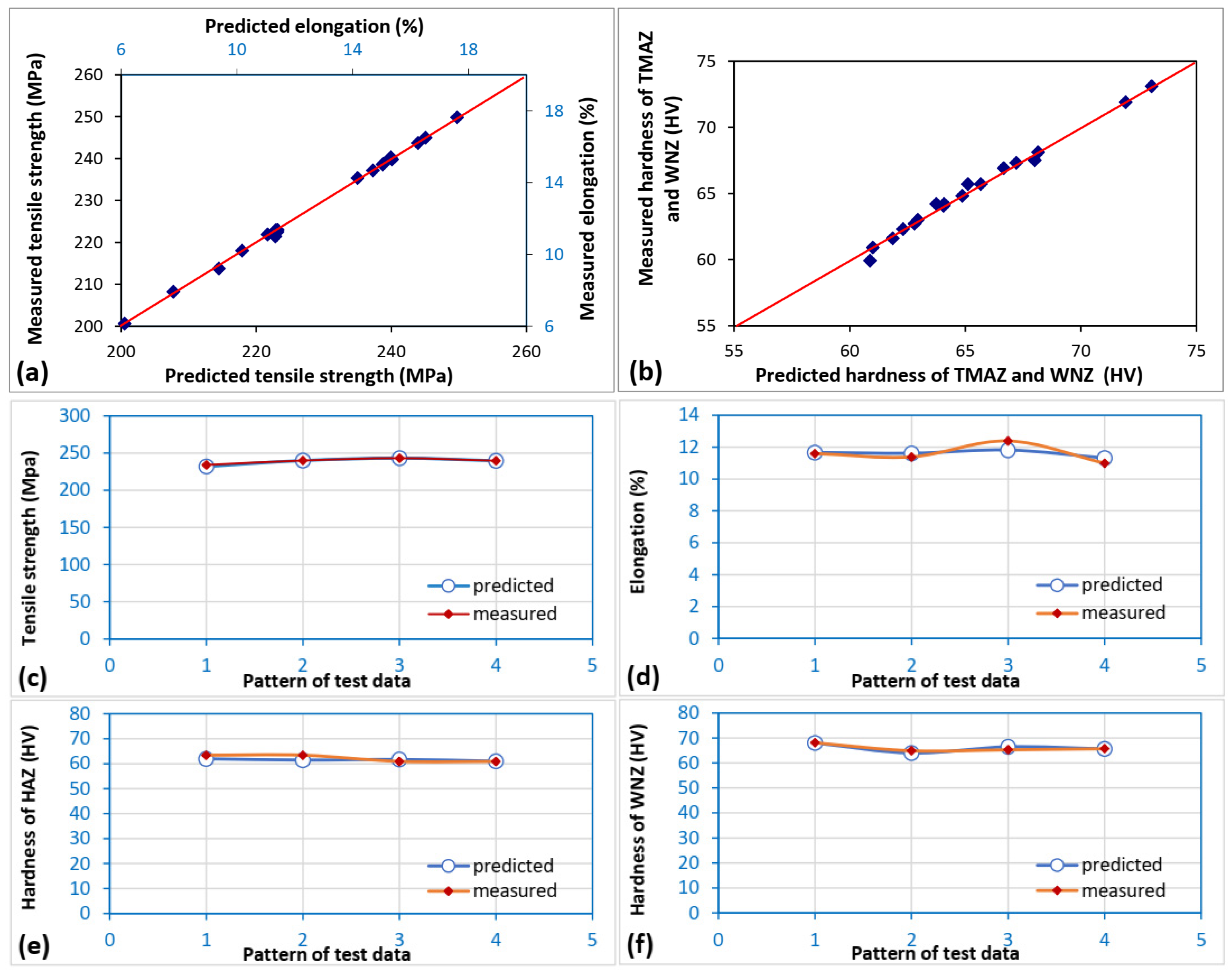
- The RMS error values for the ultimate tensile strength, elongation, hardness of the TMAZ, and weld metal for the test data were 1.1346, 0.3515, 1.2759, and 0.3743, respectively; the R2 values are all greater than 0.98, except for the hardness of the TMAZ, which is 0.97.
- It is found that the correlations between the measured and predicted values of the ultimate tensile strength, elongation, and hardness of the weld metal are better than those of the hardness of the TMAZ.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| bi | Biases of layer one, i = 1, 2, 3, …, 8 |
| bj | Biases of layer two, j = 1, 2, 3, 4 |
| oj | Output (prediction data), where j = 1, 2, 3, …, 14 for training and j = 1, 2, 3, 4 for testing. |
| p | Samples (p = 14 for training, p = 4 for testing). |
| R2 | Absolute fraction of variance |
| RMS | Root-mean squared |
| tj | Target (measured data), where j = 1, 2, 3, …, 14 for training and j = 1, 2, 3, 4 for testing. |
| TMAZ | Thermo mechanical affected zone |
| Wi | Weights of layer one, i = 1, 2, 3, …, 8 |
| Wj | Weights of layer two, j = 1, 2, 3, 4 |
| WNZ | Weld nugget zone |
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Welding. G.B. Patent No. 9125978.8, December 1991. [Google Scholar]
- Luan, G.; Ji, Y.; Jian, B. Primary Study on Friction Stir Welding of the Lightweight Aircraft Structures. In Proceedings of the 6th International Symposium on Friction Stir Welding, Saint Sauveur, QC, Canada, 10–13 October 2006; TWI: Montreal, QC, Canada, 2006. [Google Scholar]
- Ahmed, M.M.Z.; Ahmed, E.; Hamada, A.S.; Khodir, S.A.; El-Sayed Seleman, M.M.; Wynne, B.P. Microstructure and Mechanical Properties Evolution of Friction Stir Spot Welded High-Mn Twinning-Induced Plasticity Steel. Mater. Des. 2016, 91, 378–387. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Jouini, N.; Alzahrani, B.; Seleman, M.M.E.-S.; Jhaheen, M. Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical Properties. Metals 2021, 11, 330. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.S.; Ahmed, E.; Reyad, H.A.; Touileb, K.; Albaijan, I. Friction Stir Spot Welding of Different Thickness Sheets of Aluminum Alloy AA6082-T6. Materials 2022, 15, 2971. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Hajlaoui, K.; El-Sayed Seleman, M.M.; Ataya, S.; Latief, F.H.; Habba, M.I.A. Microstructure and Mechanical Properties of Friction Stir Welded 2205 Duplex Stainless Steel Butt Joints. Materials 2021, 14, 6640. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.Z.; Wynne, B.P.; Rainforth, W.M.; Addison, A.; Martin, J.P.; Threadgill, P.L. Effect of Tool Geometry and Heat Input on the Hardness, Grain Structure, and Crystallographic Texture of Thick-Section Friction Stir-Welded Aluminium. Met. Mater. Trans. A 2018, 50, 271–284. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Maeda, M.; Nogi, K. Effect of Tool Shape on Mechanical Properties and Microstructure of Friction Stir Welded Aluminum Alloys. Mater. Sci. Eng. A 2006, 419, 25–31. [Google Scholar] [CrossRef]
- Hamada, A.S.; Järvenpää, A.; Ahmed, M.M.Z.; Jaskari, M.; Wynne, B.P.; Porter, D.A.; Karjalainen, L.P. The Microstructural Evolution of Friction Stir Welded AA6082-T6 Aluminum Alloy during Cyclic Deformation. Mater. Sci. Eng. A 2015, 642, 366–376. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; Abd El-Aziz, H.M. Friction Stir Welding of 2205 Duplex Stainless Steel: Feasibility of Butt Joint Groove Filling in Comparison to Gas Tungsten Arc Welding. Materials 2021, 14, 4597. [Google Scholar] [CrossRef]
- Colligan, K. Material Flow Behavior during Friction Stir Welding of Aluminum. Weld. J. 1999, 78, 229s–237s. [Google Scholar]
- Sutton, M.; Yang, B.; Reynolds, A.; Taylor, R. 31-Microstructural Studies of Friction Stir Welds in 2024-T3 Aluminum. Mater. Sci. Eng. A 2002, 323, 160–166. [Google Scholar] [CrossRef]
- Çam, G.; İpekoğlu, G. Recent Developments in Joining of Aluminum Alloys. Int. J. Adv. Manuf. Technol. 2017, 91, 1851–1866. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; El-Sayed Seleman, M.M.; Ammar, H.R.; Ahmed, E. Friction Stir Welding of Similar and Dissimilar AA7075 and AA5083. J. Mater. Process. Technol. 2017, 242, 77–91. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction Stir Welding/Processing of Metals and Alloys: A Comprehensive Review on Microstructural Evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Çam, G.; Javaheri, V.; Heidarzadeh, A. Advances in FSW and FSSW of Dissimilar Al-Alloy Plates. J. Adhes. Sci. Technol. 2023, 37, 162–194. [Google Scholar] [CrossRef]
- Dhibi, K.; Mansouri, M.; Bouzrara, K.; Nounou, H.; Nounou, M. Reduced Neural Network Based Ensemble Approach for Fault Detection and Diagnosis of Wind Energy Converter Systems. Renew. Energy 2022, 194, 778–787. [Google Scholar] [CrossRef]
- Jamii, J.; Mansouri, M.; Trabelsi, M.; Mimouni, M.F.; Shatanawi, W. Effective Artificial Neural Network-Based Wind Power Generation and Load Demand Forecasting for Optimum Energy Management. Front. Energy Res. 2022, 10, 1–13. [Google Scholar] [CrossRef]
- Zhang, M.; Tang, Y.; Zhang, H.; Lan, H.; Niu, H. Parameter Optimization of Spiral Fertilizer Applicator Based on Artificial Neural Network. Sustainability 2023, 15, 1744. [Google Scholar] [CrossRef]
- Seetha, J.; Raja, S.S. Brain Tumor Classification Using Convolutional Neural Networks. Biomed. Pharmacol. J. 2018, 11, 1457–1461. [Google Scholar] [CrossRef]
- Alyami, J.; Rehman, A.; Almutairi, F.; Fayyaz, A.M.; Roy, S.; Saba, T.; Alkhurim, A. Tumor Localization and Classification from MRI of Brain Using Deep Convolution Neural Network and Salp Swarm Algorithm. Cognit. Comput. 2023. [Google Scholar] [CrossRef]
- Hichri, A.; Hajji, M.; Mansouri, M.; Abodayeh, K.; Bouzrara, K.; Nounou, H.; Nounou, M. Genetic-Algorithm-Based Neural Network for Fault Detection and Diagnosis: Application to Grid-Connected Photovoltaic Systems. Sustainability 2022, 14, 10518. [Google Scholar] [CrossRef]
- Kujawa, S.; Niedbała, G. Artificial Neural Networks in Agriculture. Agriculture 2021, 11, 497. [Google Scholar] [CrossRef]
- Adamu, M.; Çolak, A.B.; Ibrahim, Y.E.; Haruna, S.I.; Hamza, M.F. Prediction of Mechanical Properties of Rubberized Concrete Incorporating Fly Ash and Nano Silica by Artificial Neural Network Technique. Axioms 2023, 12, 81. [Google Scholar] [CrossRef]
- Ficko, M.; Begic-Hajdarevic, D.; Cohodar Husic, M.; Berus, L.; Cekic, A.; Klancnik, S. Prediction of Surface Roughness of an Abrasive Water Jet Cut Using an Artificial Neural Network. Materials 2021, 14, 3108. [Google Scholar] [CrossRef] [PubMed]
- Quadros, J.D.; Nagpal, C.; Khan, S.A.; Aabid, A.; Baig, M. Investigation of Suddenly Expanded Flows at Subsonic Mach Numbers Using an Artificial Neural Networks Approach. PLoS ONE 2022, 17, e0276074. [Google Scholar] [CrossRef] [PubMed]
- Sharath, B.N.; Venkatesh, C.V.; Afzal, A.; Aslfattahi, N.; Aabid, A.; Baig, M.; Saleh, B. Multi Ceramic Particles Inclusion in the Aluminium Matrix and Wear Characterization through Experimental and Response Surface-Artificial Neural Networks. Materials 2021, 14, 2895. [Google Scholar] [CrossRef] [PubMed]
- Mohammadzadeh Jamalian, H.; Tamjidi Eskandar, M.; Chamanara, A.; Karimzadeh, R.; Yousefian, R. An Artificial Neural Network Model for Multi-Pass Tool Pin Varying FSW of AA5086-H34 Plates Reinforced with Al2O3 Nanoparticles and Optimization for Tool Design Insight. CIRP J. Manuf. Sci. Technol. 2021, 35, 69–79. [Google Scholar] [CrossRef]
- Darzi Naghibi, H.; Shakeri, M.; Hosseinzadeh, M. Neural Network and Genetic Algorithm Based Modeling and Optimization of Tensile Properties in FSW of AA 5052 to AISI 304 Dissimilar Joints. Trans. Indian Inst. Met. 2016, 69, 891–900. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Micari, F. Mechanical and Microstructural Properties Prediction by Artificial Neural Networks in FSW Processes of Dual Phase Titanium Alloys. J. Manuf. Process. 2012, 14, 289–296. [Google Scholar] [CrossRef]
- D’Orazio, A.; Forcellese, A.; Simoncini, M. Prediction of the Vertical Force during FSW of AZ31 Magnesium Alloy Sheets Using an Artificial Neural Network-Based Model. Neural Comput. Appl. 2019, 31, 7211–7226. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Patel, K.M. Prediction of Tensile Strength in Friction Stir Welded Aluminium Alloy Using Artificial Neural Network. Procedia Technol. 2014, 14, 274–281. [Google Scholar] [CrossRef]
- Tansel, I.N.; Demetgul, M.; Okuyucu, H.; Yapici, A. Optimizations of Friction Stir Welding of Aluminum Alloy by Using Genetically Optimized Neural Network. Int. J. Adv. Manuf. Technol. 2010, 48, 95–101. [Google Scholar] [CrossRef]
- Yousif, Y.K.; Daws, K.M.; Kazem, B.I. Prediction of Friction Stir Welding Characteristic Using Neural Network. Jordan J. Mech. Ind. Eng. 2008, 2, 151–155. [Google Scholar]
- Okuyucu, H.; Kurt, A. Artificial Neural Network Application to the Friction Stir Welding of Aluminum Plates. Mater. Des. 2007, 28, 78–84. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.-S.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef] [PubMed]
- Venkateswarlu, D.; Mandal, N.R.; Mahapatra, M.M.; Harsh, S.P. Tool Design Effects for FSW of AA7039. Weld. J. 2013, 92, 41–47. [Google Scholar]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Hwan, S.; Park, C.; Hirano, S. Microstructural Characteristics and Mechanical Properties of Ti–6Al–4V Friction Stir Welds. Mater. Sci. Eng. A 2008, 485, 448–455. [Google Scholar] [CrossRef]
- Gratecap, F.; Girard, M.; Marya, S.; Racineux, G. Exploring Material Flow in Friction Stir Welding: Tool Eccentricity and Formation of Banded Structures. Int. J. Mater. Form. 2012, 5, 99–107. [Google Scholar] [CrossRef]
- Tingey, C.; Galloway, A.; Toumpis, A.; Cater, S. Effect of Tool Centreline Deviation on the Mechanical Properties of Friction Stir Welded DH36 Steel. Mater. Des. 2015, 65, 896–906. [Google Scholar] [CrossRef]
- Mao, Y.; Ke, L.; Liu, F.; Liu, Q.; Huang, C.; Xing, L. Effect of Tool Pin Eccentricity on Microstructure and Mechanical Properties in Friction Stir Welded 7075 Aluminum Alloy Thick Plate. Mater. Des. 2014, 62, 334–343. [Google Scholar] [CrossRef]
- Shah, L.H.; Walbridge, S.; Gerlich, A. Tool Eccentricity in Friction Stir Welding: A Comprehensive Review. Sci. Technol. Weld. Join. 2019, 24, 566–578. [Google Scholar] [CrossRef]
- Essa, A.R.S.; Ahmed, M.M.Z.; Mohamed, A.K.Y.A.; El-Nikhaily, A.E. An Analytical Model of Heat Generation for Eccentric Cylindrical Pin in Friction Stir Welding. J. Mater. Res. Technol. 2016, 5, 234–240. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Essa, A.R.S.; Ataya, S.; Seleman, M.M.E.; El-aty, A.A.; Alzahrani, B.; Touileb, K.; Bakkar, A.; Ponnore, J.J.; Mohamed, A.Y.A. Friction Stir Welding of AA5754-H24: Impact of Tool Pin Eccentricity and Welding Speed on Grain Structure, Crystallographic Texture, and Mechanical Properties. Materials 2023, 16, 2031. [Google Scholar] [CrossRef]
- Ragab, M.; Liu, H.; Yang, G.J.; Ahmed, M.M.Z. Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental work. Appl. Sci. 2021, 11, 3049. [Google Scholar] [CrossRef]
- Ragab, M.; Liu, H.; Ahmed, M.M.Z.; Yang, G.-J.; Lou, Z.-J.; Mehboob, G. Microstructure Evolution during Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel at Different Tool Rotation Rates. Mater. Charact. 2021, 182, 111561. [Google Scholar] [CrossRef]
- Elfishawy, E.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M. Additive Manufacturing of Aluminum Using Friction Stir Deposition. In Proceedings of the TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing: Cham, Switzerland; San Diego, CA, USA, 2020; pp. 227–238. [Google Scholar]
- Hammad, A.S.; Ahmed, M.M.Z.; Lu, H.; El-Shabasy, A.B.; Alzahrani, B.; El-Sayed Seleman, M.M.; Zhang, Y.; El Megharbel, A. An Investigation on Mechanical and Microstructural Evolution of Stationary Shoulder Friction Stir Welded Aluminum Alloy AA7075-T651. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 6665–6676. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.S.; Eid, R.G.; Albaijan, I.; Touileb, K. The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials 2022, 15, 4684. [Google Scholar] [CrossRef]
- Zayed, E.M.; El-Tayeb, N.S.M.; Ahmed, M.M.Z.; Rashad, R.M. Development and Characterization of AA5083 Reinforced with SiC and Al2O3 Particles by Friction Stir Processing; Springer: Berlin/Heidelberg, Germany, 2019; Volume 92. [Google Scholar]
- Elangovan, K.; Balasubramanian, V. Influences of Pin Profile and Rotational Speed of the Tool on the Formation of Friction Stir Processing Zone in AA2219 Aluminium Alloy. Mater. Sci. Eng. A 2007, 459, 7–18. [Google Scholar] [CrossRef]
- Krishnan, K.N. On the Formation of Onion Rings in Friction Stir Welds. Mater. Sci. Eng. A 2002, 327, 246–251. [Google Scholar] [CrossRef]
- Xu, G.; Chen, J.; Zhou, H. A Tool Breakage Monitoring Method for End Milling Based on the Indirect Electric Data of CNC System. Int. J. Adv. Manuf. Technol. 2019, 101, 419–434. [Google Scholar] [CrossRef]
- Hamdia, K.M.; Lahmer, T.; Nguyen-Thoi, T.; Rabczuk, T. Predicting the fracture toughness of PNCs: A stochastic approach based on ANN and ANFIS. Comput. Mater. Sci. 2015, 102, 304–313. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|
| Fe | Si | Mn | Cu | Mg | Zn | Ti | Cr | Al |
| 0.40 ± 0.03 | 0.40 ± 0.02 | 0.50 ± 0.04 | 0.10 ± 0.01 | 2.6–3.2 ± 0.03 | 0.20 ± 0.01 | 0.15 ± 0.01 | 0.30 ± 0.02 | rest - |
| Proof Stress 0.2% (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| 205 ± 5 | 260.57 ± 4.60 | 12.93 ± 1.80 |
| No. | e (mm) | Welding Speed (mm/min) | Tensile Strength (Mpa) | Elongation (%) | Average Hardness (HV) | |
|---|---|---|---|---|---|---|
| HAZ | WNZ | |||||
| 1 | 0 | 50 | 231.00 | 9.66 | 59.9 ± 0.3 | 59.5 ± 0.6 |
| 2 | 0 | 100 | 235.38 | 11.36 | 63.0 ± 0.1 | 68.1 ± 0.9 |
| 3 | 0 | 150 | 234.06 | 11.60 | 63.4 ± 0.1 | 68.1 ± 0.3 |
| 4 | 0 | 200 | 237.43 | 11.58 | 60.2 ± 0.2 | 66.9 ± 0.7 |
| 5 | 0 | 300 | 238.58 | 10.21 | 61.6 ± 0.4 | 67.3 ± 0.3 |
| 6 | 0 | 500 | 244.95 | 7.92 | 66.9 ± 0.5 | 64.05 ± 0.5 |
| 7 | 0.2 | 50 | 238.80 | 11.32 | 60.6 ± 0.7 | 62.0 ± 0.6 |
| 8 | 0.2 | 100 | 240.31 | 11.35 | 59.9 ± 0.3 | 62.7 ± 0.4 |
| 9 | 0.2 | 150 | 240.02 | 11.39 | 63.4 ± 0.4 | 64.9 ± 0.8 |
| 10 | 0.2 | 200 | 243.22 | 12.39 | 60.9 ± 0.8 | 65.3 ± 0.3 |
| 11 | 0.2 | 300 | 243.69 | 11.25 | 65.7 ± 0.4 | 64.82 ± 0.7 |
| 12 | 0.2 | 500 | 249.87 | 9.21 | 67.5 ± 0.6 | 73.1 ± 0.6 |
| 13 | 0.8 | 50 | 242.26 | 11.74 | 68.9 ± 0.9 | 61.1 ± 0.9 |
| 14 | 0.8 | 100 | 239.76 | 10.99 | 60.9 ± 0.6 | 65.7 ± 0.4 |
| 15 | 0.8 | 150 | 238.97 | 10.54 | 64.2 ± 0.8 | 67.2 ± 0.7 |
| 16 | 0.8 | 200 | 238.87 | 10.50 | 66.9 ± 0.5 | 68.1 ± 0.8 |
| 17 | 0.8 | 300 | 238.74 | 11.10 | 58.9 ± 0.3 | 62.3 ± 0.3 |
| 18 | 0.8 | 500 | 237.15 | 6.14 | 64.2 ± 0.4 | 71.9 ± 0.5 |
| Layer | Neurons per Layer | Weights | Biases | ||||||||
| i | Wi1 | Wi2 | bi | ||||||||
| 1 | 8 | 1 | 2.7009 | 4.5649 | −1.7555 | ||||||
| 2 | −2.0315 | −3.4643 | 1.3986 | ||||||||
| 3 | −3.1972 | 18.3450 | 22.1916 | ||||||||
| 4 | 3.9171 | −3.6640 | 1.4856 | ||||||||
| 5 | −15.2546 | −39.2993 | −7.1898 | ||||||||
| 6 | 3.8393 | −3.3341 | 1.5511 | ||||||||
| 7 | 7.4015 | 1.4190 | 6.2523 | ||||||||
| 8 | 0.6582 | −1.6493 | 1.0211 | ||||||||
| j | Wj1 | Wj2 | Wj3 | Wj4 | Wj5 | Wj6 | Wj7 | Wj8 | bj | ||
| 2 | 4 | 1 | 0.6098 | 0.6742 | −0.5132 | 4.8089 | 0.0594 | −5.3504 | 0.7177 | −0.0521 | 0.2423 |
| 2 | 3.0641 | 3.2349 | −0.1842 | 5.0439 | 0.0677 | −5.7714 | 0.5053 | 1.1842 | −0.2822 | ||
| 3 | −2.0024 | −2.1078 | −4.1730 | 9.0617 | −0.4064 | −9.6011 | 0.4018 | 0.1366 | 3.8853 | ||
| 4 | −17.6851 | −19.4517 | 0.8332 | 15.4643 | 0.4267 | −16.9510 | 0.8747 | 0.9753 | −0.3709 |
| RMS of Train | R2 of Train | Mean Error of Train | RMS of Test | R2 of Test | Mean Error of Test | |
|---|---|---|---|---|---|---|
| Tensile strength | 0.3993 | 0.9993 | 0.0608 | 1.1346 | 0.9946 | 0.2512 |
| Elongation | 0.0904 | 0.9992 | 0.0536 | 0.3515 | 0.9894 | 0.2865 |
| Hardness of TMAZ | 0.5167 | 0.9958 | 0.3159 | 1.2759 | 0.9735 | 3.3267 |
| Hardness of WNZ | 0.0755 | 0.9999 | 0.0036 | 0.3743 | 0.9979 | 0.0101 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Essa, A.R.S.; Ahmed, M.M.Z.; Aboud, A.R.K.; Alyamani, R.; Sebaey, T.A. Prediction of Tool Eccentricity Effects on the Mechanical Properties of Friction Stir Welded AA5754-H24 Aluminum Alloy Using ANN Model. Materials 2023, 16, 3777. https://doi.org/10.3390/ma16103777
Essa ARS, Ahmed MMZ, Aboud ARK, Alyamani R, Sebaey TA. Prediction of Tool Eccentricity Effects on the Mechanical Properties of Friction Stir Welded AA5754-H24 Aluminum Alloy Using ANN Model. Materials. 2023; 16(10):3777. https://doi.org/10.3390/ma16103777
Chicago/Turabian StyleEssa, Ahmed R. S., Mohamed M. Z. Ahmed, Aboud R. K. Aboud, Rakan Alyamani, and Tamer A. Sebaey. 2023. "Prediction of Tool Eccentricity Effects on the Mechanical Properties of Friction Stir Welded AA5754-H24 Aluminum Alloy Using ANN Model" Materials 16, no. 10: 3777. https://doi.org/10.3390/ma16103777