

Arc-Jet Tests of Carbon–Phenolic-Based Ablative Materials for Spacecraft Heat Shield Applications

Abstract
:1. Introduction
2. Materials and Methods
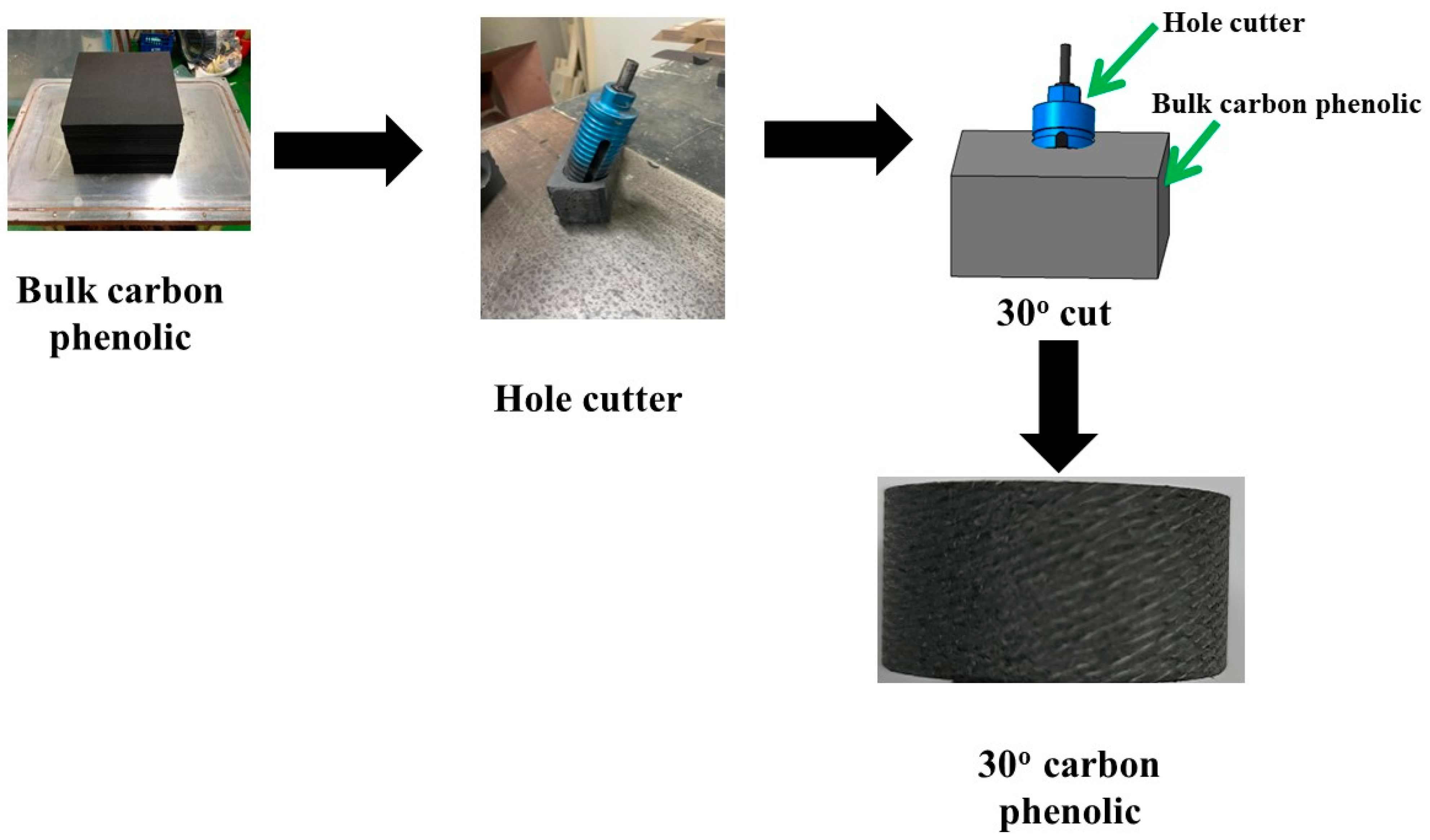
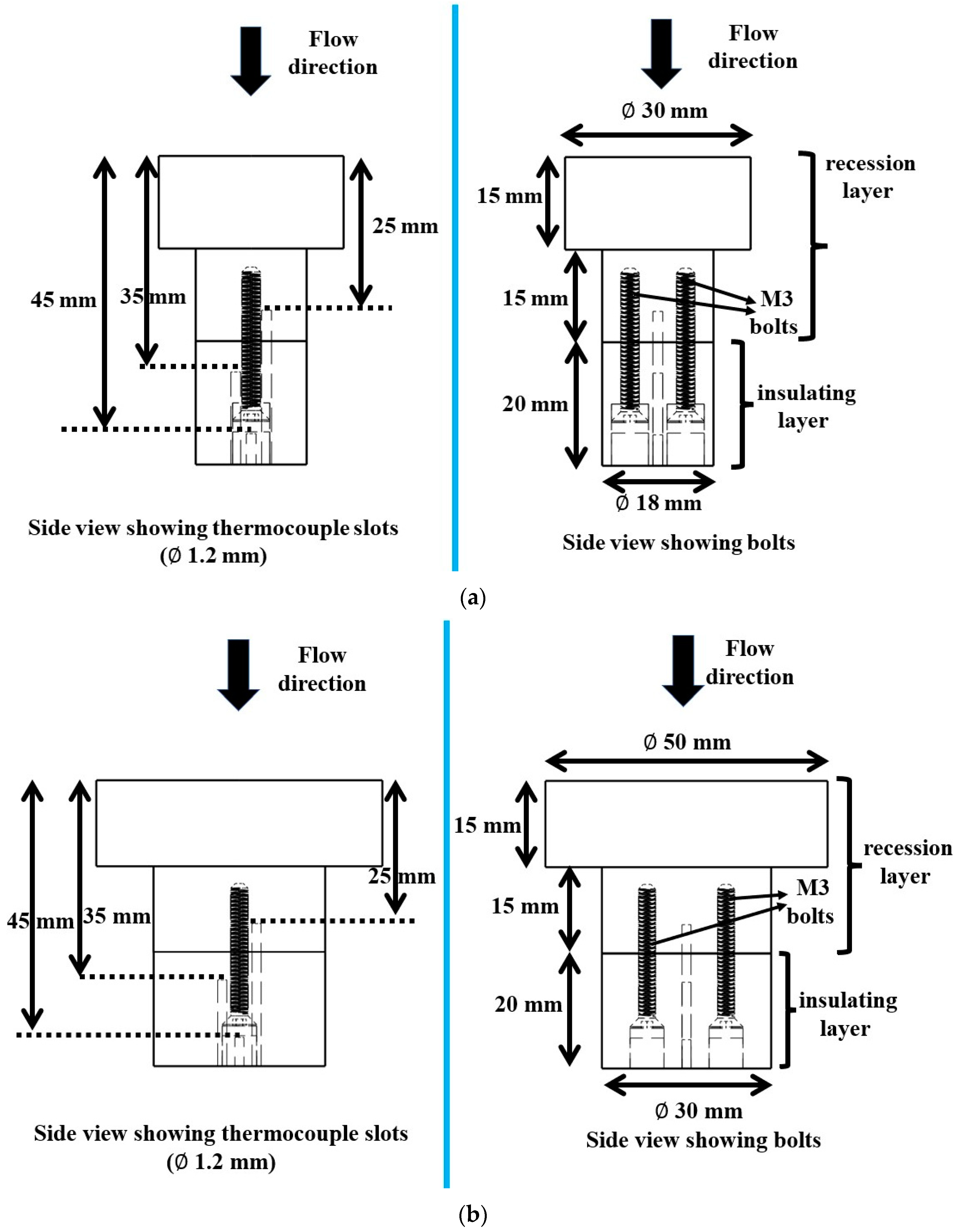
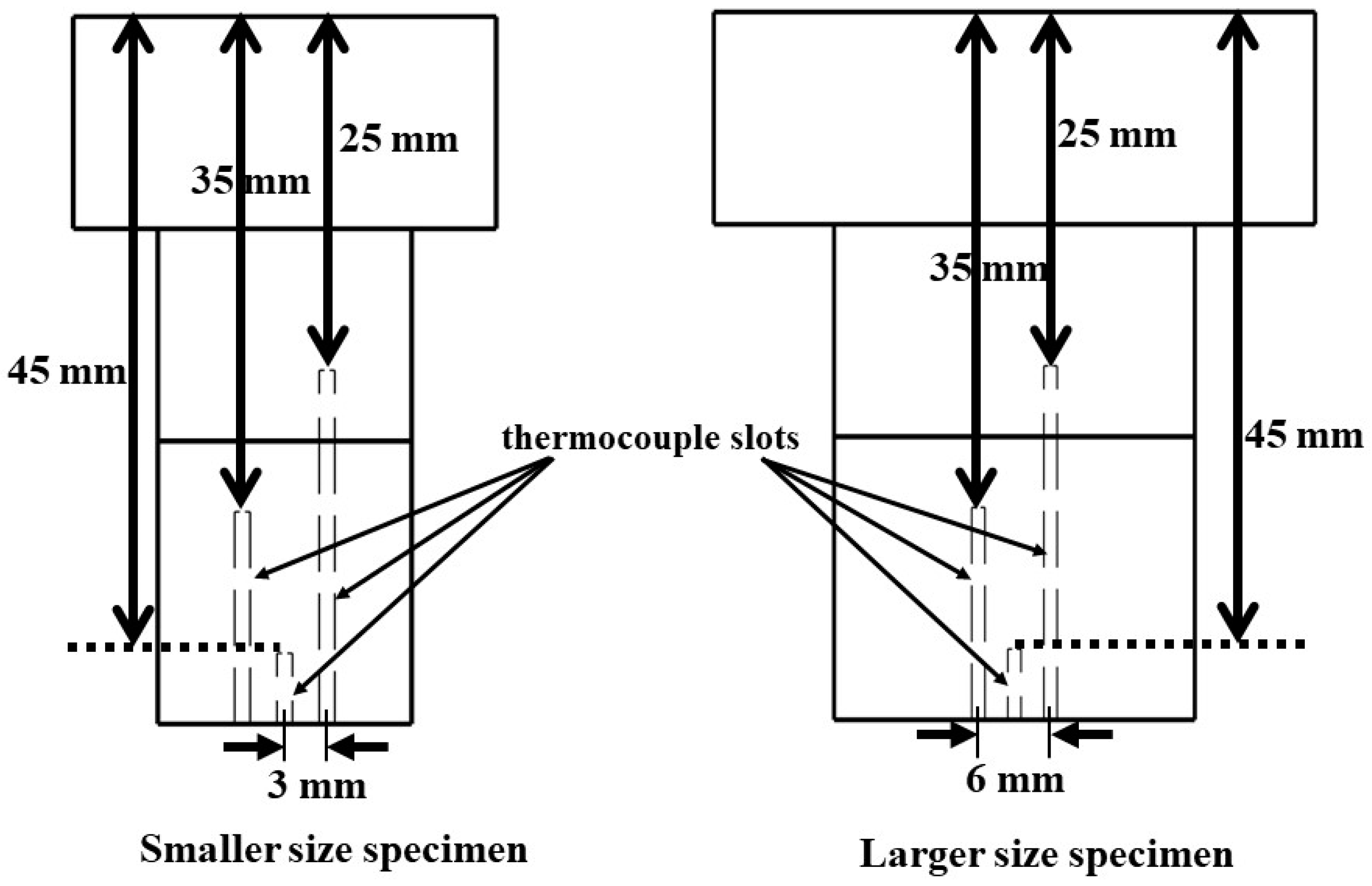
2.1. Specimens
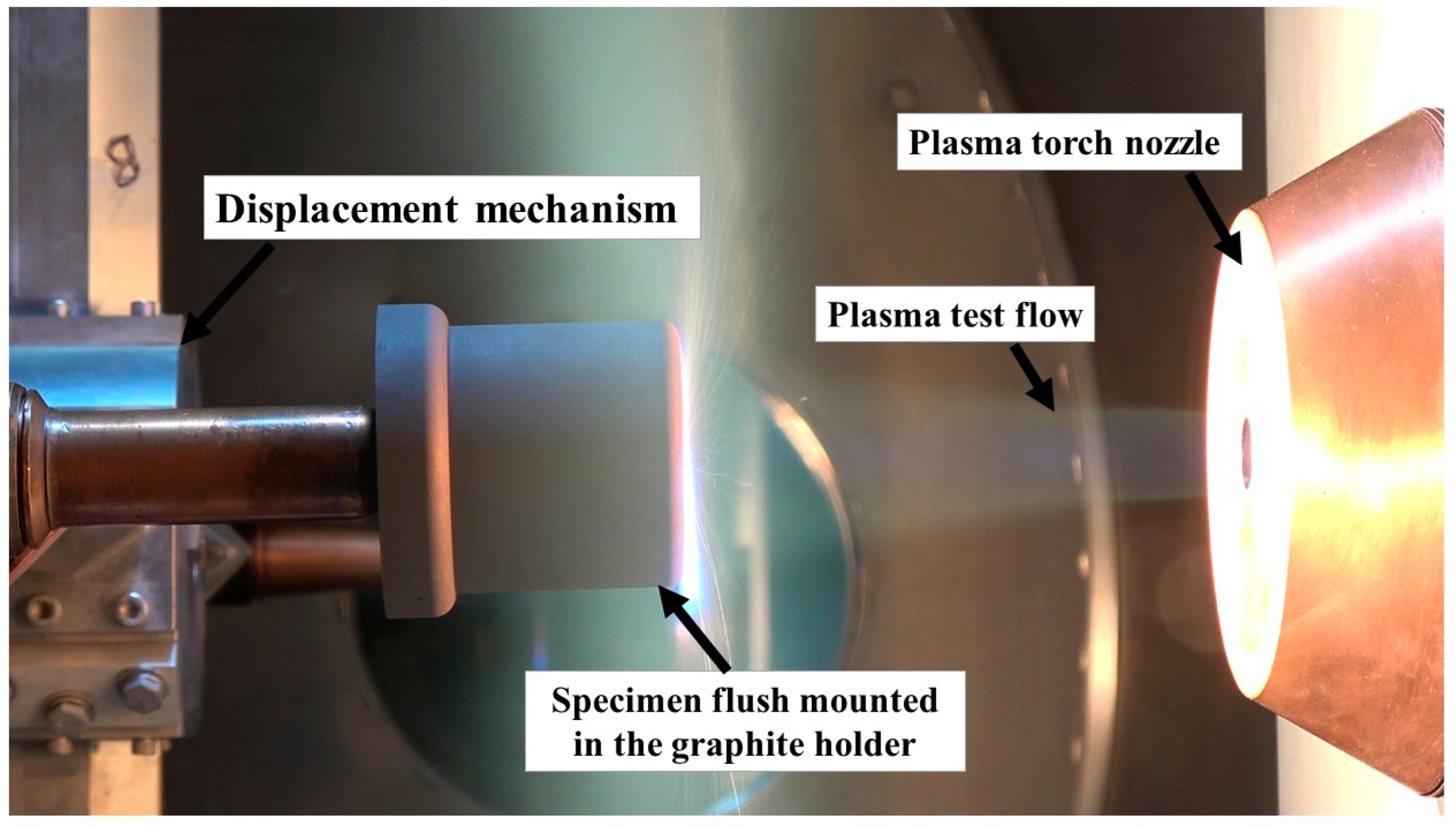
2.2. Experimental Setup
3. Results and Discussion
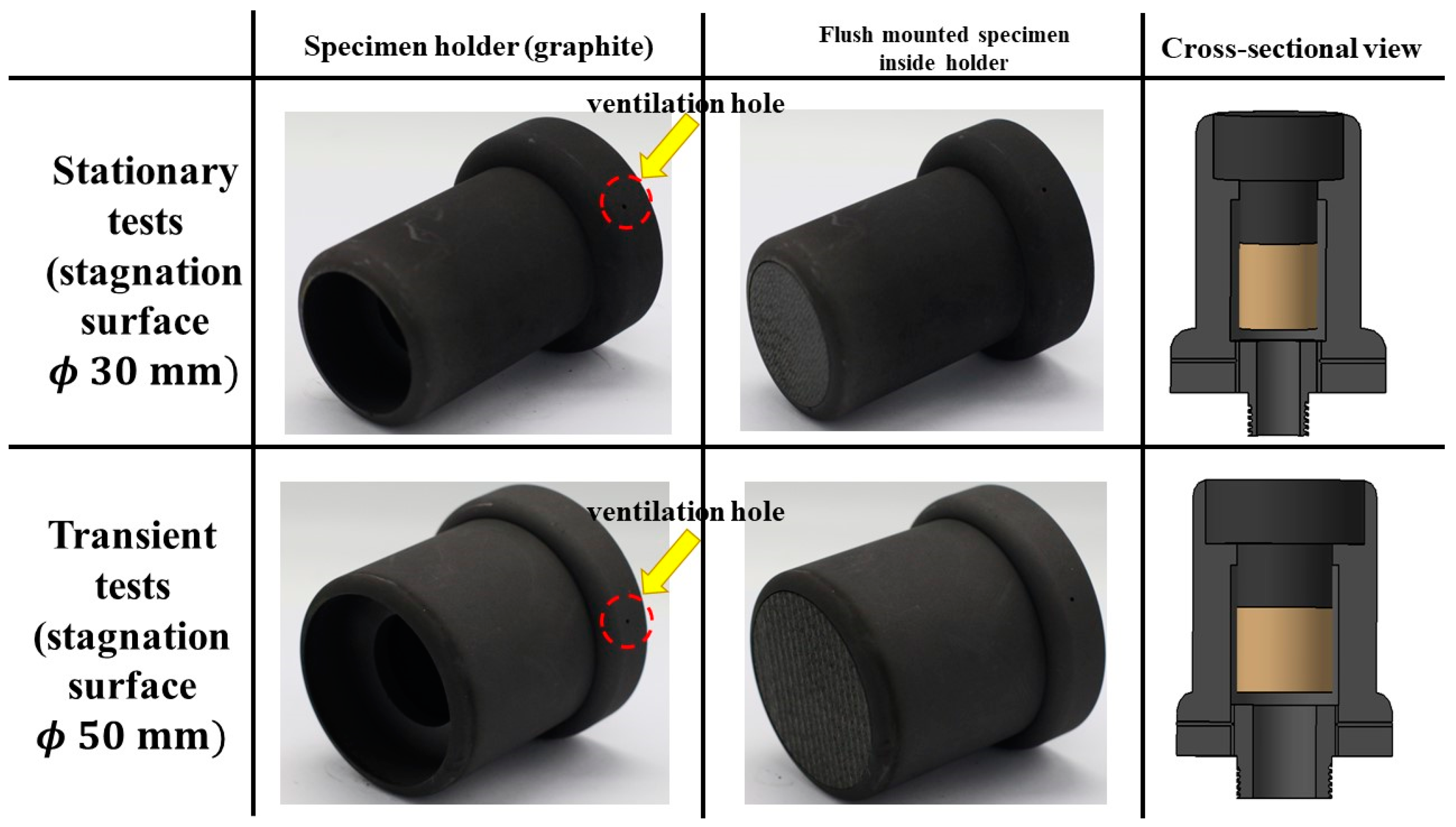
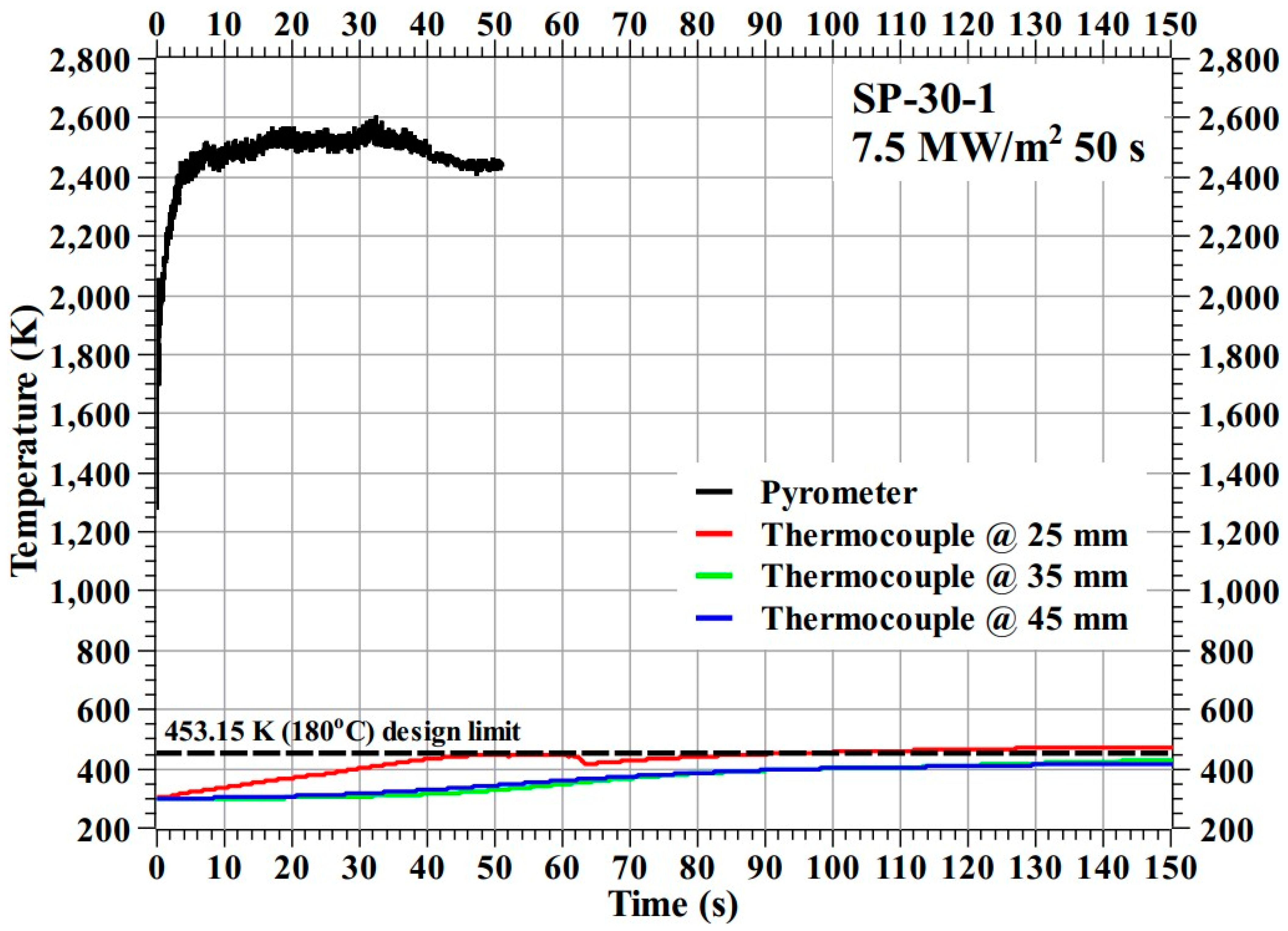
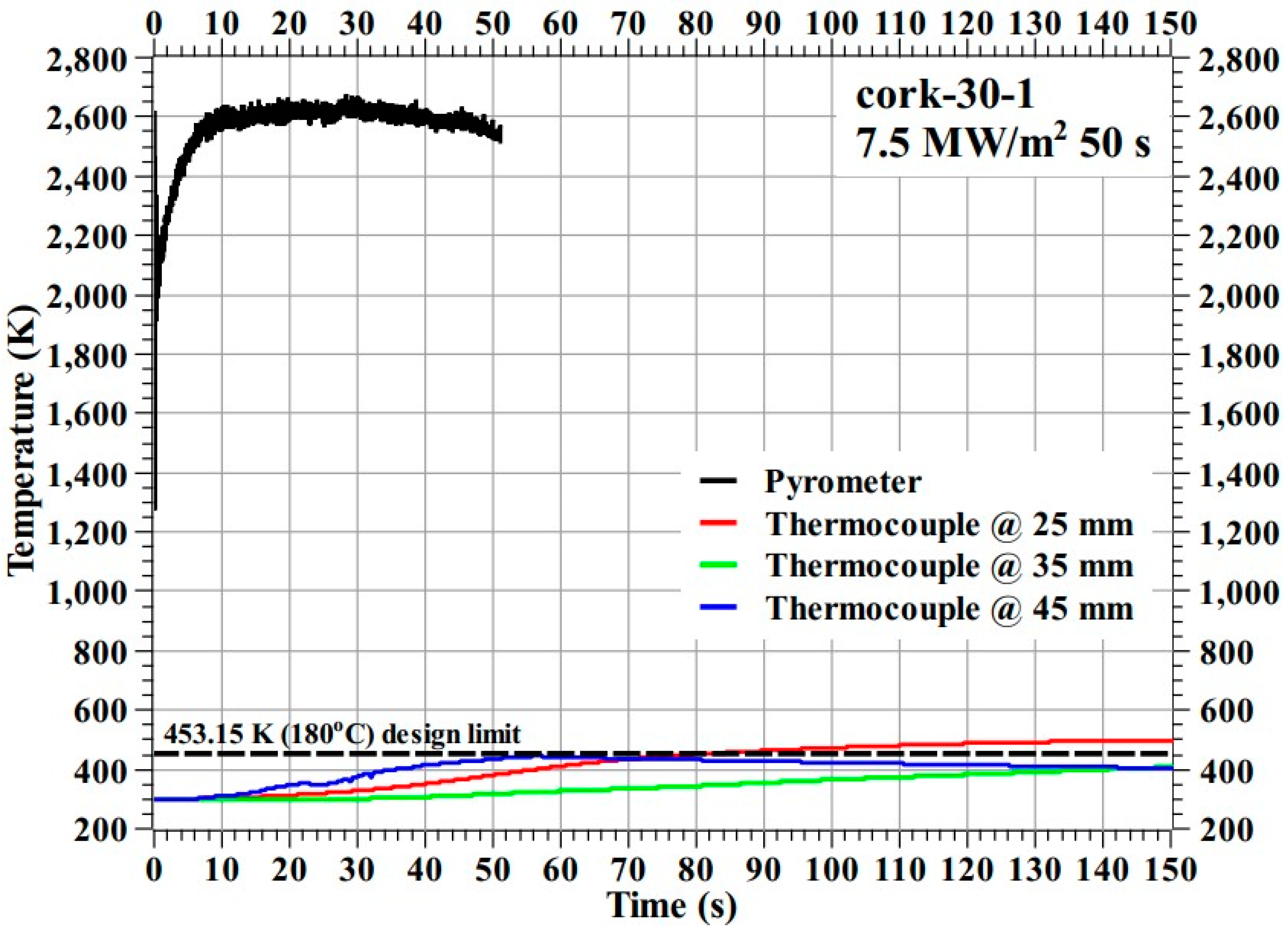
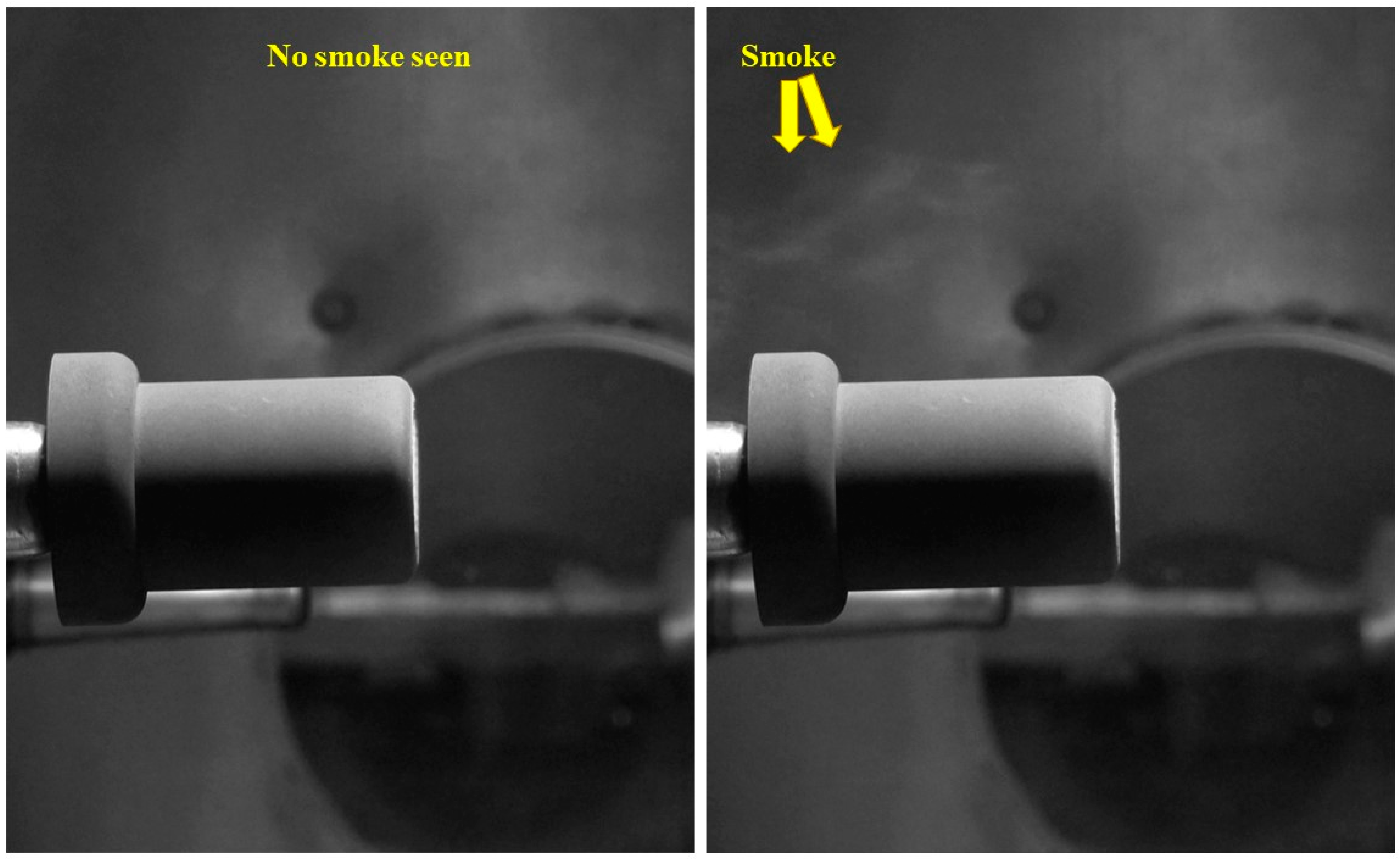
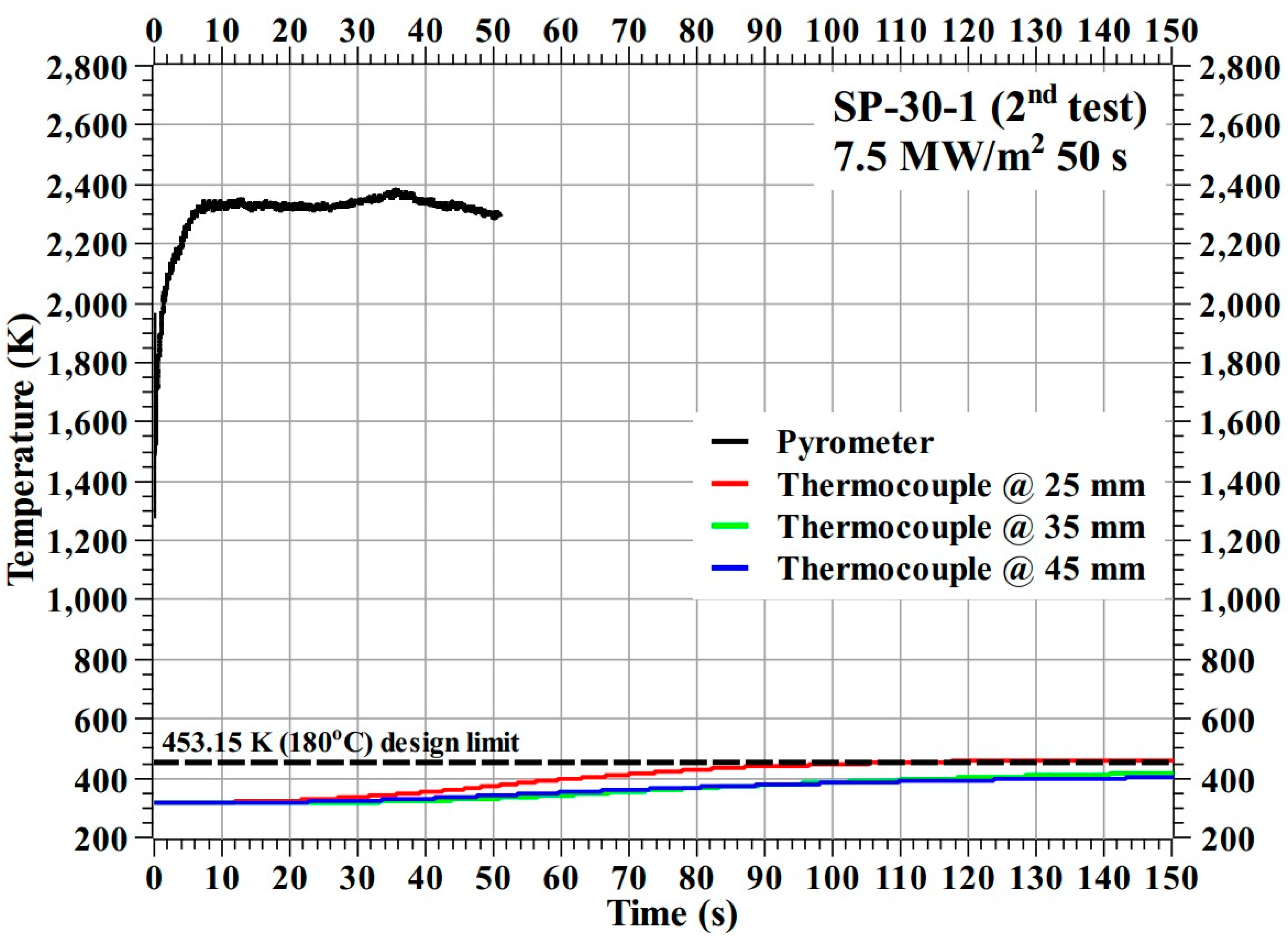
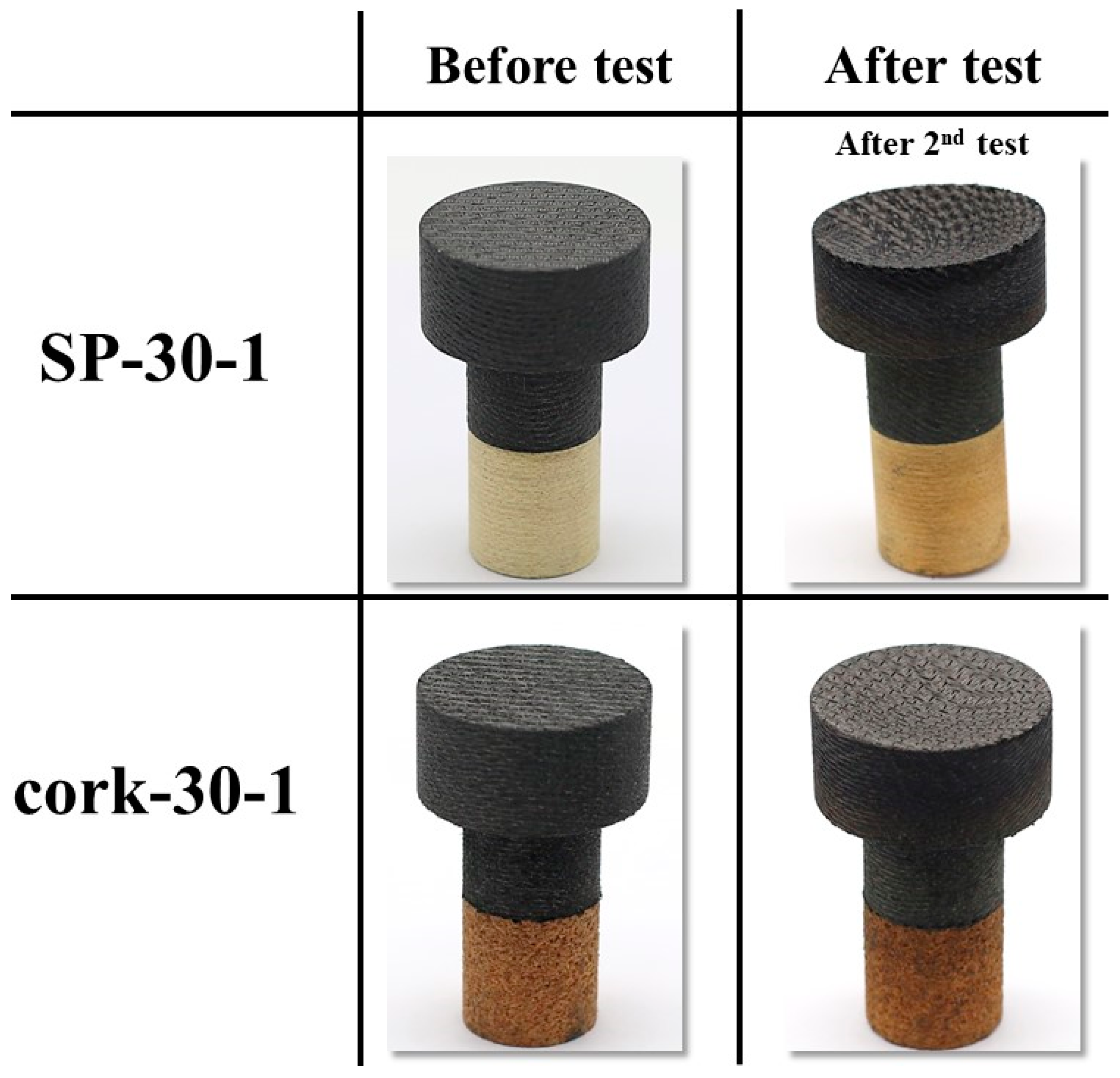
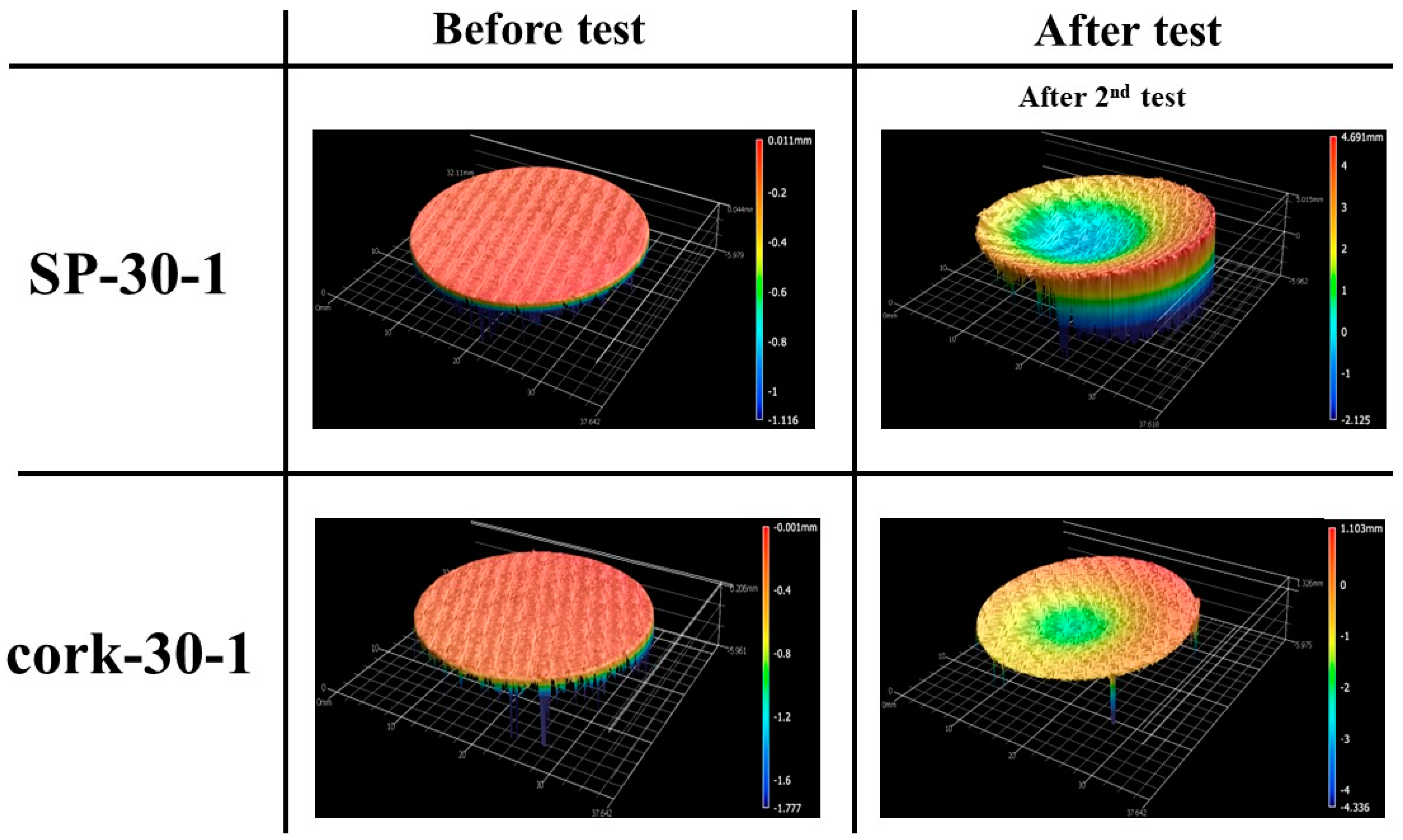
3.1. Stationary Tests
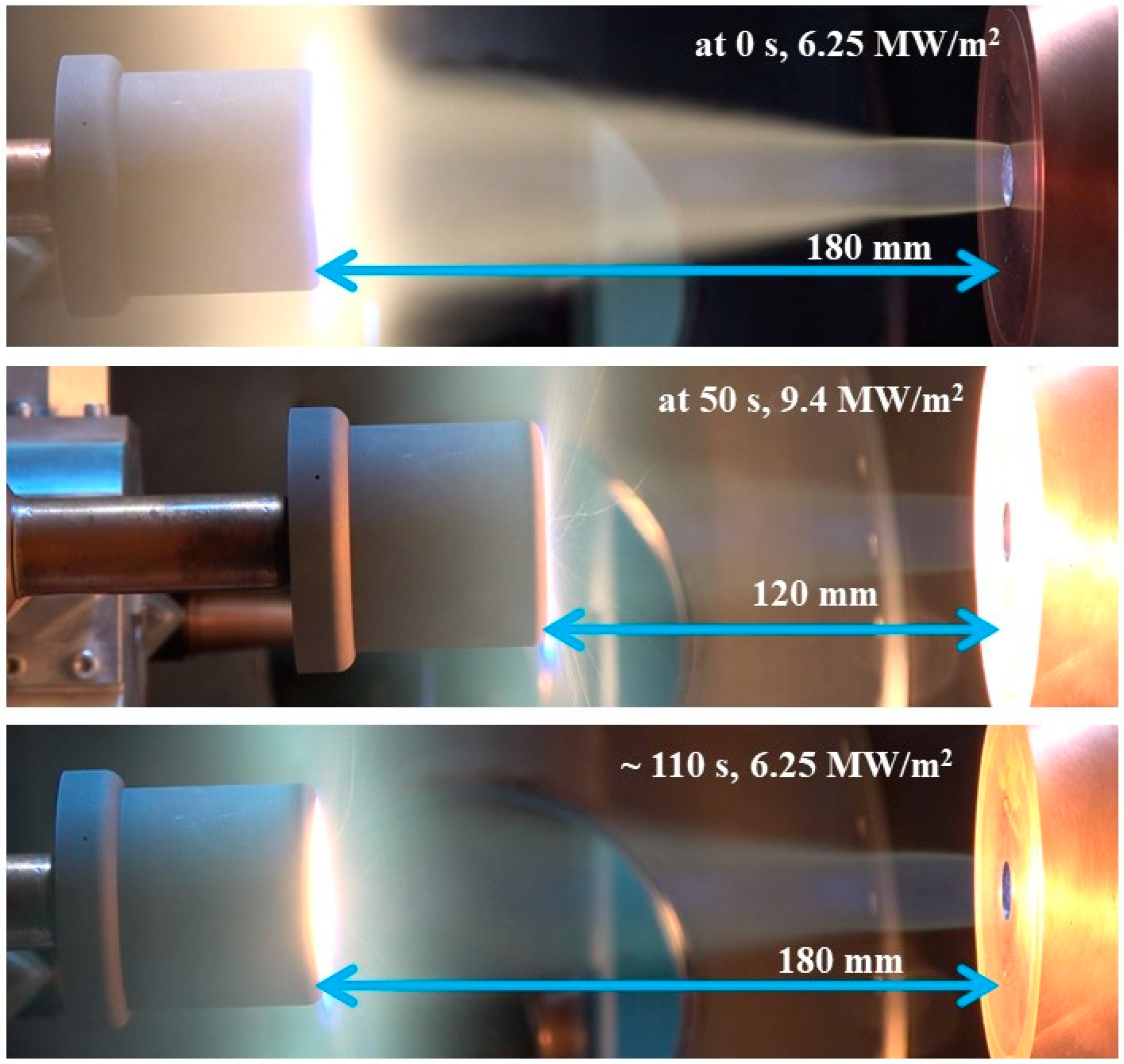
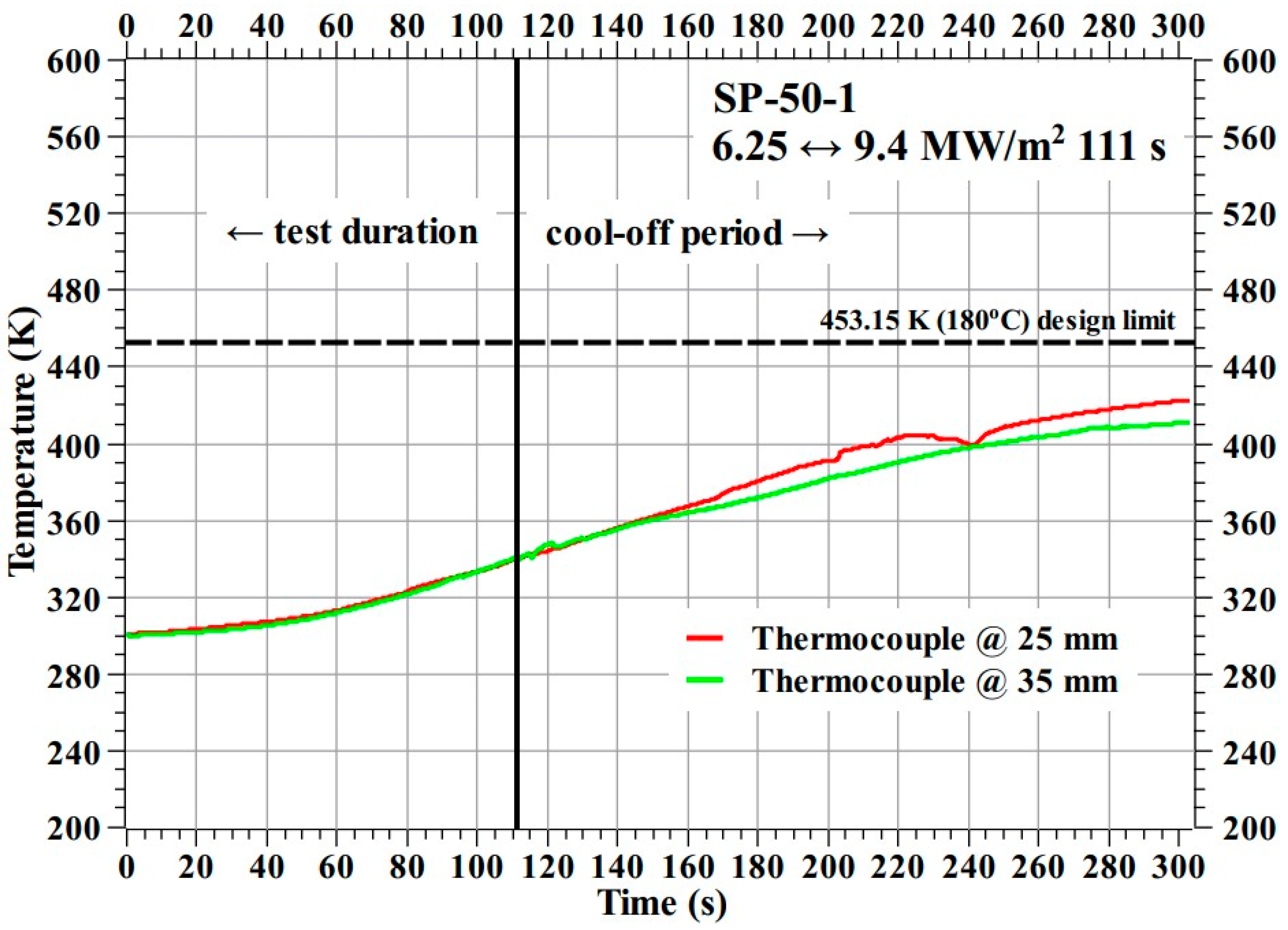
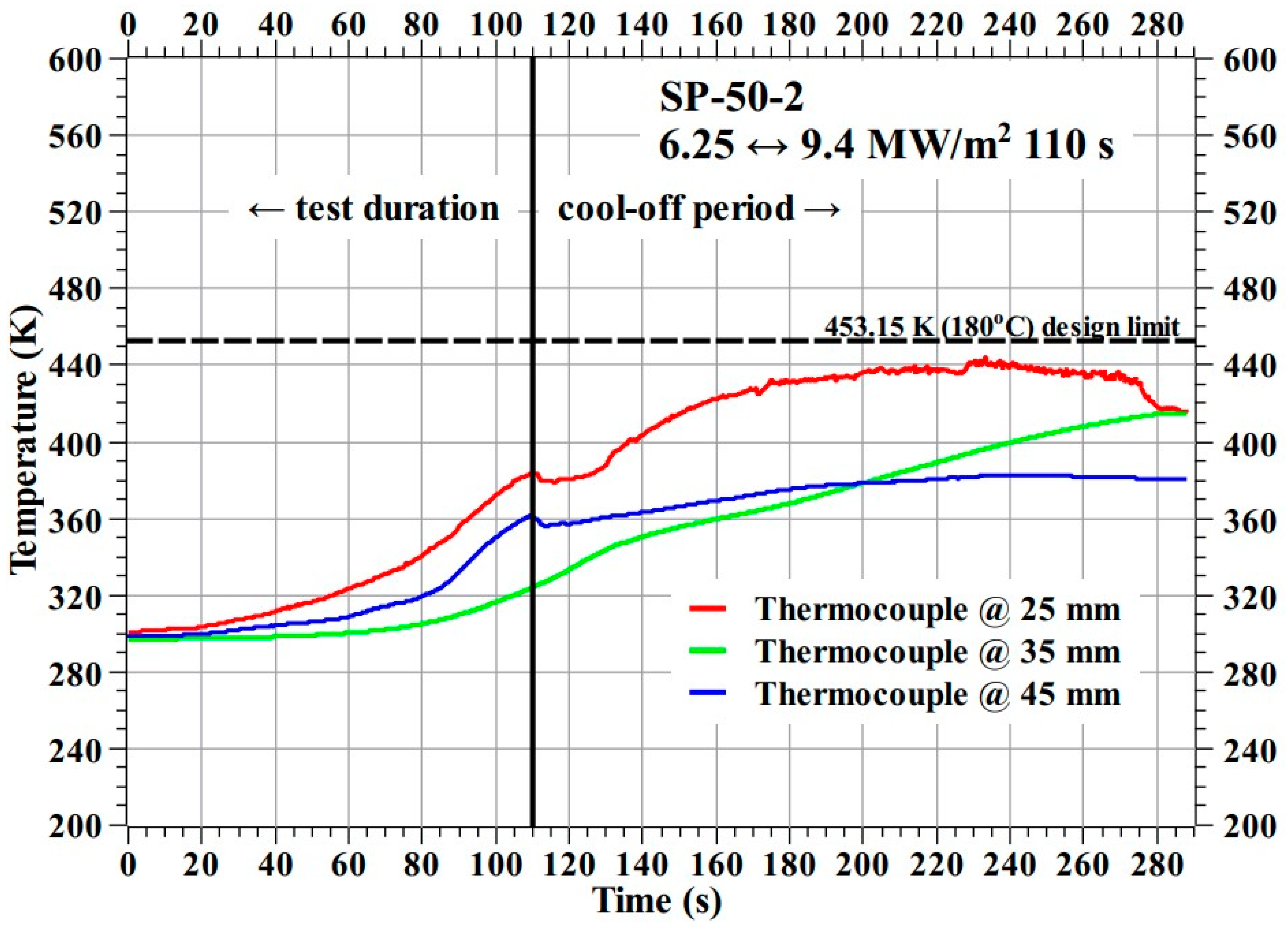
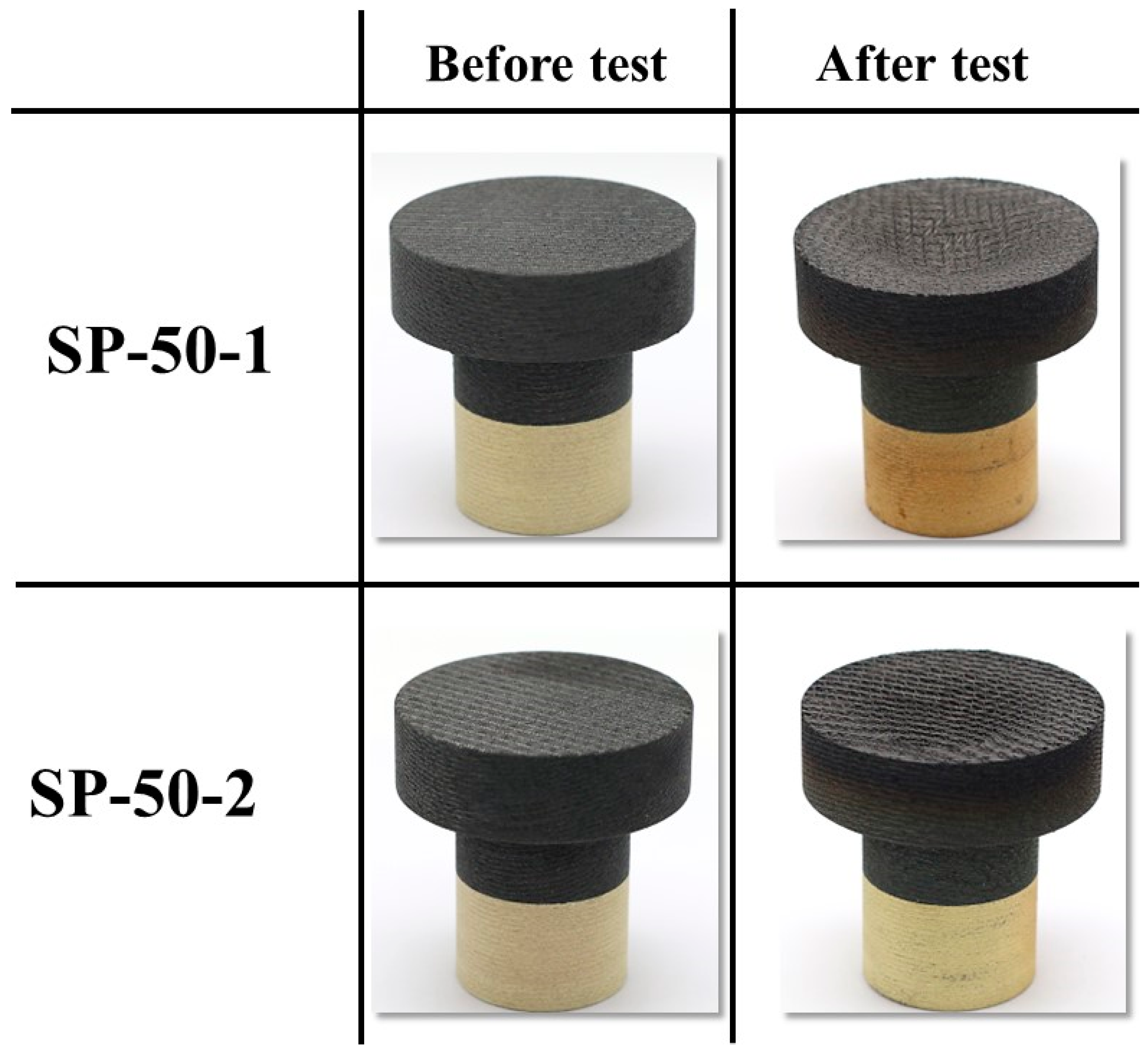
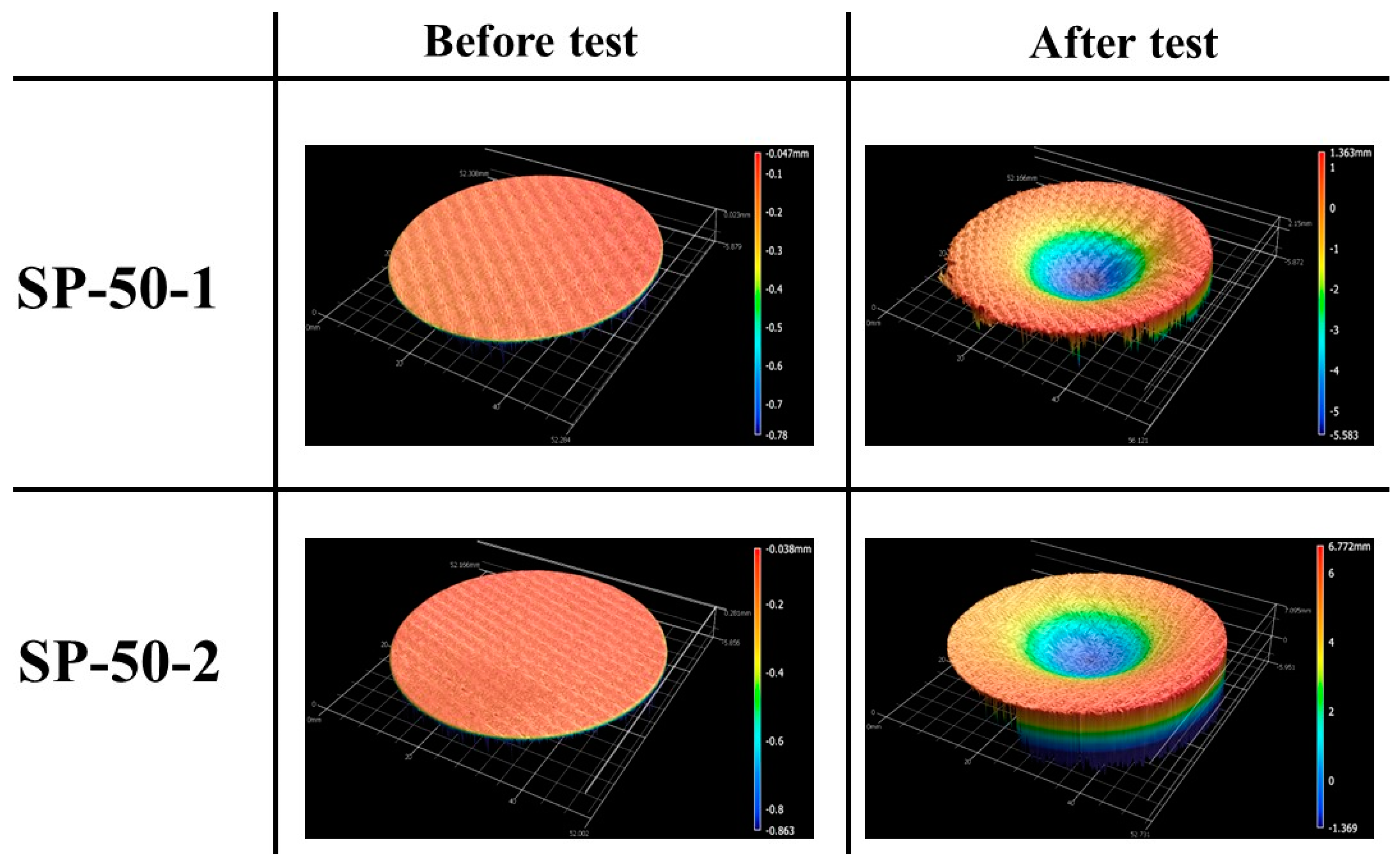
3.2. Transient Tests
3.3. Silica–Phenolic Thermal Conductivity
3.4. Limitations and Future Plans
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Abbreviations | |
| CPBAM | carbon–phenolic-based ablative material |
| ESA | European Space Agency |
| HVOF | high-velocity oxygen fuel |
| JBNU | Jeonbuk National University |
| PWT | plasma wind tunnel |
| SP | silica–phenolic |
| TPS | thermal protection system |
| Roman letter | |
| Cp | specific heat at constant pressure (J/kg K) |
| Greek letters | |
| thermal diffusivity (m2/s) | |
| thermal conductivity (W/m K) | |
| density (kg/m3) | |
References
- Pavlosky, J.E.; Leger, L.G.S. Apollo Experience Report—Thermal Protection Subsystem; NASA Technical Note D-7564, Lyndon B; Johson Space Center: Houston, TX, USA, 1974. [Google Scholar]
- Davies, C.; Arcadi, M. Planetary Mission Entry Vehicles Quick Reference Guide; Version 3.0, NASA/SP-2006-3401; NASA: Washington, DC, USA, 2006.
- Yamada, T.; Inatani, Y.; Hirai, K.C. Thermal Responses of Ablator for Reentry Capsules with Superorbital Velocity; The Institute of Space and Astronautical Science Report SP No. 17; The Institute of Space and Astronautical Science: Sagamihara, Japan, 2003. [Google Scholar]
- Harris, R.; Stewart, M.; Koenig, W. Thermal Protection Systems Technology Transfer from Apollo and Space Shuttle to the Orion Program. In Proceedings of the 2018 AIAA SPACE and Astronautics Forum and Exposition, Orlando, FL, USA, 17–19 September 2018. [Google Scholar] [CrossRef]
- Milos, F.S.; Chen, Y.K. Ablation and Thermal Response Property Model Validation for Phenolic Impregnated Carbon Ablator. J. Spacecr. Rocket. 2010, 47, 786–805. [Google Scholar] [CrossRef]
- Canfield, A.; Koenig, J. Development of PAN precursor materials for solid propellant rocket motor nozzles. In Proceedings of the 25th Joint Propulsion Conference, Monterey, CA, USA, 12–16 July 1989. [Google Scholar] [CrossRef]
- Williams, G.; Murray, J. Status on Replacing Rayon Based Carbon Phenolic Ablatives in the MK-104 Motor. In Proceedings of the 44th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Hartford, CT, USA, 21–23 July 2008. [Google Scholar] [CrossRef]
- Bessire, B.K.; Lahankar, S.A.; Minton, T.K. Pyrolysis of Phenolic Impregnated Carbon Ablator (PICA). ACS Appl. Mater. Interfaces 2015, 7, 1383–1395. [Google Scholar] [CrossRef] [PubMed]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater. Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Natali, M.; Torre, L.; Puri, I.; Rallini, M. Thermal degradation of phenolics and their carbon fiber derived composites: A feasible protocol to assess the heat capacity as a function of temperature through the use of common DSC and TGA analysis. Polym. Degrad. Stab. 2022, 195, 109793. [Google Scholar] [CrossRef]
- Laub, B.; Venkatapathy, E. Thermal protection system technology and facility needs for demanding future planetary missions. In Proceedings of the International Workshop Planetary Probe Atmospheric Entry and Descent Trajectory Analysis and Science, Lisbon, Portugal, 6–9 October 2003; pp. 239–247. [Google Scholar]
- Shi, S.; Wang, Y.; Jiang, T.; Wu, X.; Tang, B.; Gao, Y.; Zhong, N.; Sun, K.; Zhao, Y.; Li, W.; et al. Carbon Fiber/Phenolic Composites with High Thermal Conductivity Reinforced by a Three-Dimensional Carbon Fiber Felt Network Structure. ACS Omega 2022, 7, 29433–29442. [Google Scholar] [CrossRef] [PubMed]
- Kaufman, J.G. Fire Resistance of Aluminum and Aluminum Alloys and Measuring the Effects of Fire Exposure on the Properties of Aluminum Alloys; ASM International®: Novelty, OH, USA, 2016. [Google Scholar]
- Paglia, L.; Tirillò, J.; Marra, F.; Bartuli, C.; Simone, A.; Valente, T.; Pulci, G. Carbon-phenolic ablative materials for re-entry space vehicles: Plasma wind tunnel test and finite element modeling. Mater. Des. 2016, 90, 1170–1180. [Google Scholar] [CrossRef]
- Milos, F.S.; Chen, Y.-K.; Mahzari, M. Arcjet Tests and Thermal Response Analysis for Dual-Layer Woven Carbon Phenolic. J. Spacecr. Rocket. 2018, 55, 712–722. [Google Scholar] [CrossRef]
- Chinnaraj, R.K.; Kim, Y.C.; Choi, S.M. Thermal Ablation Experiments of Carbon Phenolic and SiC-Coated Carbon Composite Materials Using a High-Velocity Oxygen-Fuel Torch. Materials 2023, 16, 1895. [Google Scholar] [CrossRef]
- Shi, S.; Liang, J.; Yi, F.; Fang, G. Modeling of one-dimensional thermal response of silica-phenolic composites with volume ablation. J. Compos. Mater. 2012, 47, 2219–2235. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, X.; Chen, M.; Zhu, Y.; Wu, H. Multiscale modeling and theoretical prediction for the thermal conductivity of porous plain-woven carbonized silica/phenolic composites. Compos. Struct. 2019, 215, 278–288. [Google Scholar] [CrossRef]
- Zibitsker, A.; Berreby, M.; Michaels, D.; Shilav, R.; Frisman, I. Ultrasonic Temperature Compensating Method for Tracking Decomposition Front in Silica-Phenolic Thermal Protection Material. J. Thermophys. Heat Transf. 2021, 35, 770–787. [Google Scholar] [CrossRef]
- Jithin, A.J.A.; Panigrahi, S.K.; Rao, S.K.; Ali, T.K.S. Thermophysical properties of hybrid silica phenolic ablative composite: Theoretical and experimental analysis. Polym. Compos. 2022, 43, 7044–7061. [Google Scholar] [CrossRef]
- Jithin AJ, A.; Panigrahi, S.K.; Sasikumar, P.; Rao, K.S.; Krishnakumar, G. Ablative properties, thermal stability, and compressive behaviour of hybrid silica phenolic ablative composites. Polym. Degrad. Stab. 2022, 203, 110063. [Google Scholar] [CrossRef]
- Tran, P.; Paulat, J.C.; Boukhobza, P. Re-Entry Flight Experiments Lessons Learned—The Atmospheric Reentry Demonstrator; Flight Experiments for Hypersonic Vehicle Development, Educational Notes RTO-EN-AVT-130, Paper 10 Neuilly-sur-Seine; European Aeronautic Defence and Space: Les Mureaux, France, 2007; pp. 10-1–10-46. [Google Scholar]
- Bouilly, J.-M. Thermal Protection of the Huygens Probe During Titan Entry: Last Questions. In 2nd International Planetary Probe Workshop; NASA/CP-2004-213456; CreateSpace Independent Publishing Platform: Moffett Field, CA, USA, 2014; pp. 113–120. [Google Scholar]
- Hyman, T.S. Moldable Cork Ablation Material; NASA Contractor Report CR-150382; NASA: Lancaster, PA, USA, 1977.
- Drescher, O.; Hörschgen-Eggers, M.; Pinaud, G.; Podeur, M. Cork based thermal protection system for sounding rocket applications—Development and fight testing. In Proceedings of the 23rd ESA Symposium on European Balloon and Rocket Programmes and related Research, Visby, Sweden, 11–15 June 2017. [Google Scholar]
- Paixão, S.; Peixoto, C.; Reinas, M.; Carvalho, J. RETALT_TPS design and manufacturing. CEAS Space J. 2022, 14, 595–604. [Google Scholar] [CrossRef]
- Loehle, S.; Zander, F.; Eberhart, M.; Hermann, T.; Meindl, A.; Massuti-Ballester, B.; Leiser, D.; Hufgard, F.; Pagan, A.S.; Herdrich, G.; et al. Assessment of high enthalpy flow conditions for re-entry aerothermodynamics in the plasma wind tunnel facilities at IRS. CEAS Space J. 2022, 14, 395–406. [Google Scholar] [CrossRef]
- Hirai, K.; Nakazato, A.; Yano, H.; Kawazone, K.; Koyanagi, J.; Yamada, K. Ablative Performance of High Density Carbon Phenolic after Cold Soak Exposure. Trans. Jpn. Soc. Aeronaut. Space Sci. Aerosp. Technol. Jpn. 2019, 17, 333–338. [Google Scholar] [CrossRef]
- Tran, H.K.; Johnson, C.E.; Rasky, D.J.; Hui, F.C.L.; Hsu, M.-T.; Chen, T.; Chen, Y.K.; Paragas, D.; Kobayashi, L. Phenolic Impregnated Carbon Ablators (PICA) as Thermal Protection Systems for Discovery Missions; NASA Technical Memorandum 110440; Ames Research Center: Moffett Field, CA, USA, 1997.
- Löhle, S.; Hermann, T.; Zander, F. Experimental assessment of the performance of ablative heat shield materials from plasma wind tunnel testing. CEAS Space J. 2018, 10, 203–211. [Google Scholar] [CrossRef]
- Pagan, A.; Zuber, C.; Massuti-Ballester, B.; Herdrich, G.; Hald, H.; Fasoulas, S. The Ablation Performance and Dynamics of the Heat Shield Material ZURAM®. In Proceedings of the 31st International Symposium on Space Technology and Science, Matsuyama, Japan, 3–9 June 2023. [Google Scholar]
- Rouméas, R.; Pichon, T.; Lacombe, A. High-Performance Heat Shields for Planetary Entry Systems; ESA Bulletin 94; ESA: Paris, France, 1998. [Google Scholar]
- Paglia, L.; Genova, V.; Tirillò, J.; Bartuli, C.; Simone, A.; Pulci, G.; Marra, F. Design of New Carbon-Phenolic Ablators: Manufacturing, Plasma Wind Tunnel Tests and Finite Element Model Rebuilding. Appl. Compos. Mater. 2021, 28, 1675–1695. [Google Scholar] [CrossRef]
- Helber, B.; Turchi, A.; Scoggins, J.B.; Hubin, A.; Magin, T.E. Experimental investigation of ablation and pyrolysis processes of carbon-phenolic ablators in atmospheric entry plasmas. Int. J. Heat Mass Transf. 2016, 100, 810–824. [Google Scholar] [CrossRef]
- Chinnaraj, R.K.; Hong, S.M.; Kim, H.S.; Oh, P.Y.; Choi, S.M. Ablation Experiments of Ultra-High-Temperature Ceramic Coating on Carbon–Carbon Composite Using ICP Plasma Wind Tunnel. Int. J. Aeronaut. Space Sci. 2020, 21, 889–905. [Google Scholar] [CrossRef]
- Gallais, P. Atmospheric Re-Entry Vehicle Mechanics; Springer: Berlin, Germany, 2007; pp. 21–29, 149–161. [Google Scholar] [CrossRef]
- Auweter-Kurtz, M.; Hald, H.; Koppenwallner, G.; Speckmann, H.D. German experiments developed for reentry missions. Acta Astronaut. 1996, 38, 47–61. [Google Scholar] [CrossRef]
- Sakraker, I.; Chazot, O.; Carvalho, J.P. Performance of cork-based thermal protection material P50 exposed to air plasma. CEAS Space J. 2022, 14, 377–393. [Google Scholar] [CrossRef]
- Chinnaraj, R.K.; Oh, P.Y.; Shin, E.S.; Hong, B.G.; Choi, S.M. Mach Number Determination in a High-Enthalpy Supersonic Arc-Heated Plasma Wind Tunnel. Int. J. Aeronaut. Space Sci. 2019, 20, 70–79. [Google Scholar] [CrossRef]
- Tekna Plasma Systems Inc. 0.4MW Class Enhanced Huels Type Plasma System; Operating Manual—System 93; Tekna Plasma Systems Inc.: Sherbrooke, QC, Canada.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Condition | Value |
|---|---|
| Working gas flow rate | 4.14 g/s |
| Air percentage in working gas | 95.05% |
| Argon percentage in working gas | 4.95% |
| Applied total current | 140 A |
| Applied total voltage | 578.25 V |
| Operated total torch power | 80.96 kW |
| Test Condition | Heat Flux (MW/m2) | Distance From the Torch Exit Nozzle (mm) | Duration (s) |
|---|---|---|---|
| Stationary | 7.5 | 170 | 50 |
| Transient * | from 6.25 ± to 9.4 | 180 to 120 | 50 |
| 9.4 | 120 | ~10 € | |
| from 9.4 to 6.25 ± | 120 to 180 | 50 |
| Specimen | Test Condition | Mass Loss (g) | Recession (mm) |
|---|---|---|---|
| SP-30-1 | 7.5 MW/m2, 50 s (2 times) | 5.72 | 4.63 |
| cork-30-1 | 7.5 MW/m2, 50 s | 3.59 | 2.47 |
| Specimen | Test Condition | Mass Loss (g) | Recession (mm) |
|---|---|---|---|
| SP-50-1 | 6.257.5 MW/m2, 111 s | 11.96 | 6.38 |
| SP-50-2 | 6.257.5 MW/m2, 110 s | 11.56 | 6.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chinnaraj, R.K.; Kim, Y.C.; Choi, S.M. Arc-Jet Tests of Carbon–Phenolic-Based Ablative Materials for Spacecraft Heat Shield Applications. Materials 2023, 16, 3717. https://doi.org/10.3390/ma16103717
Chinnaraj RK, Kim YC, Choi SM. Arc-Jet Tests of Carbon–Phenolic-Based Ablative Materials for Spacecraft Heat Shield Applications. Materials. 2023; 16(10):3717. https://doi.org/10.3390/ma16103717
Chicago/Turabian StyleChinnaraj, Rajesh Kumar, Young Chan Kim, and Seong Man Choi. 2023. "Arc-Jet Tests of Carbon–Phenolic-Based Ablative Materials for Spacecraft Heat Shield Applications" Materials 16, no. 10: 3717. https://doi.org/10.3390/ma16103717