
Investigating the Deterioration of Pavement Skid Resistance Using an Accelerated Pavement Test

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
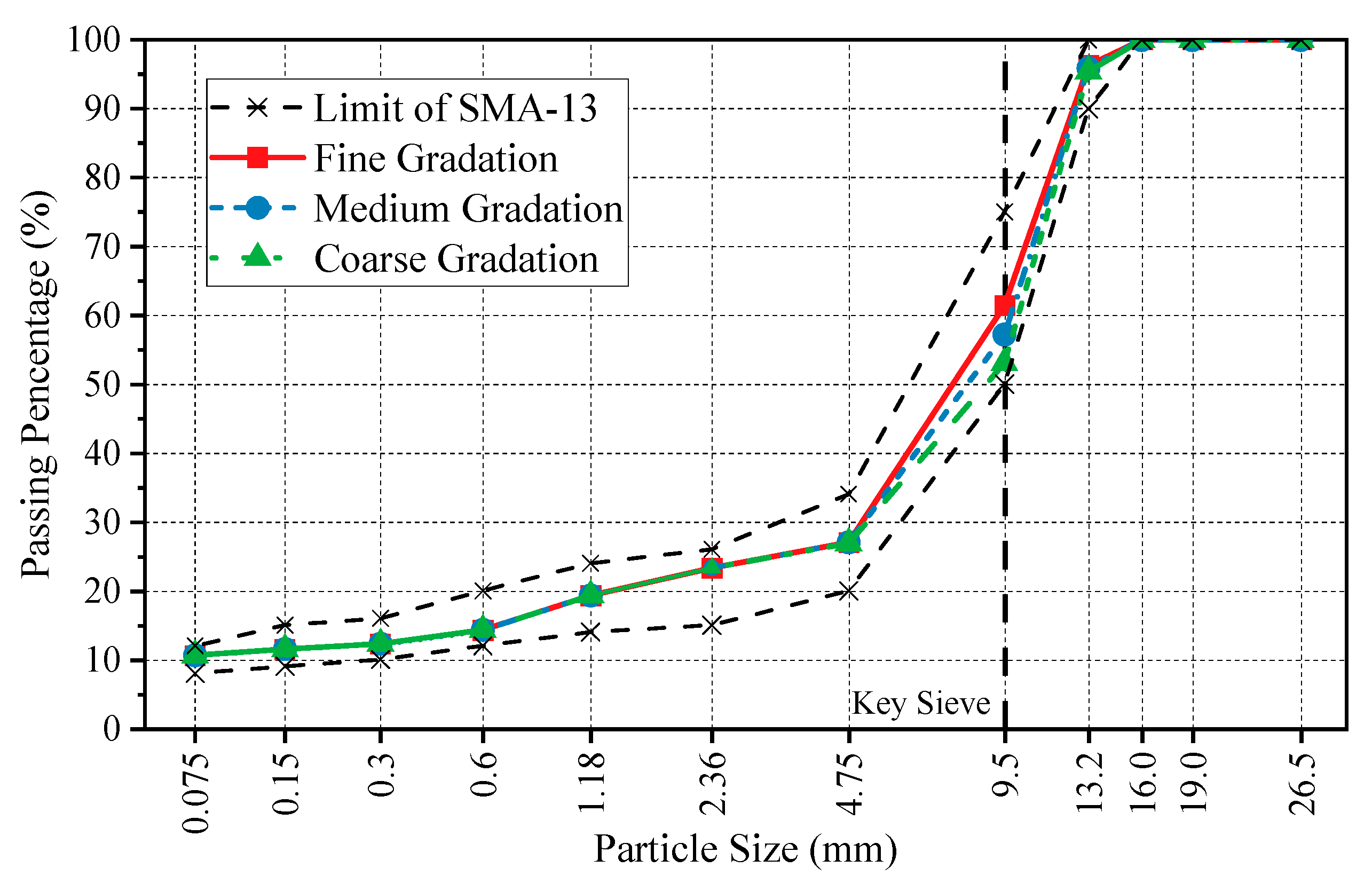
2.2. Experimental Program
2.2.1. Accelerated Pavement Test
2.2.2. Three-Dimensional Laser Scanning Test
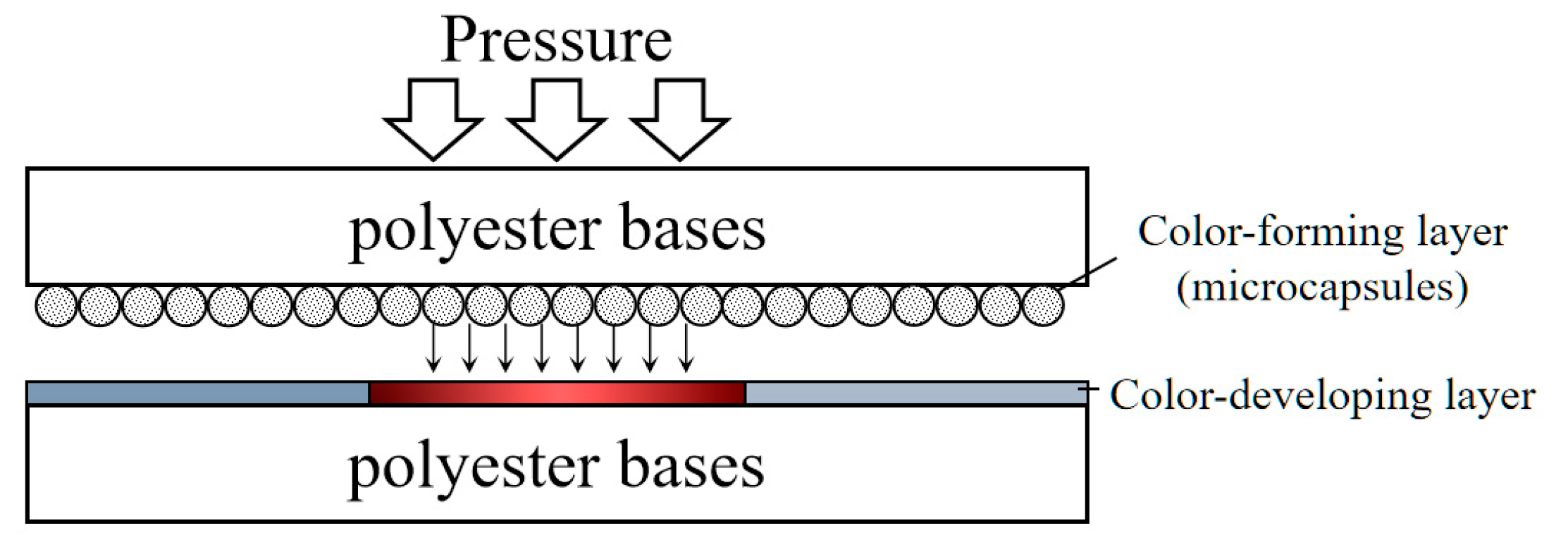
2.2.3. Pressure-Sensitive Film Test
- Mechanism of pressure-sensitive film technology
- 2.
- Evaluation system of the pressure-sensitive film
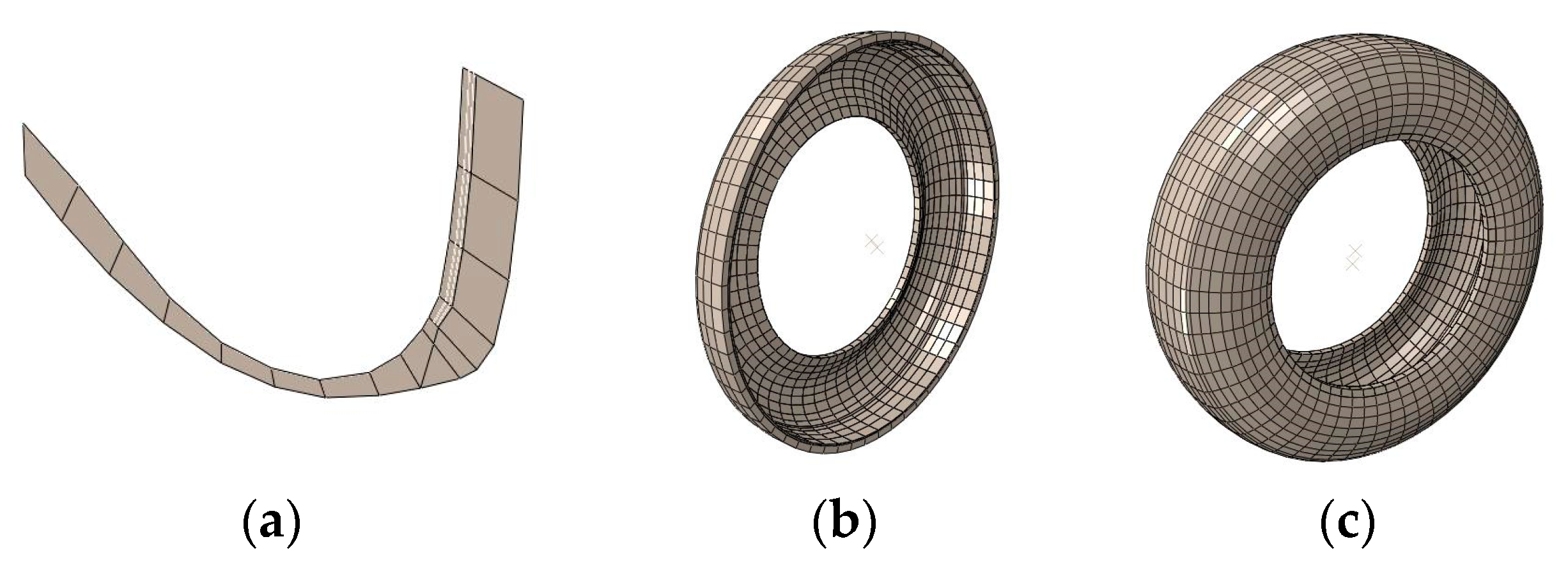
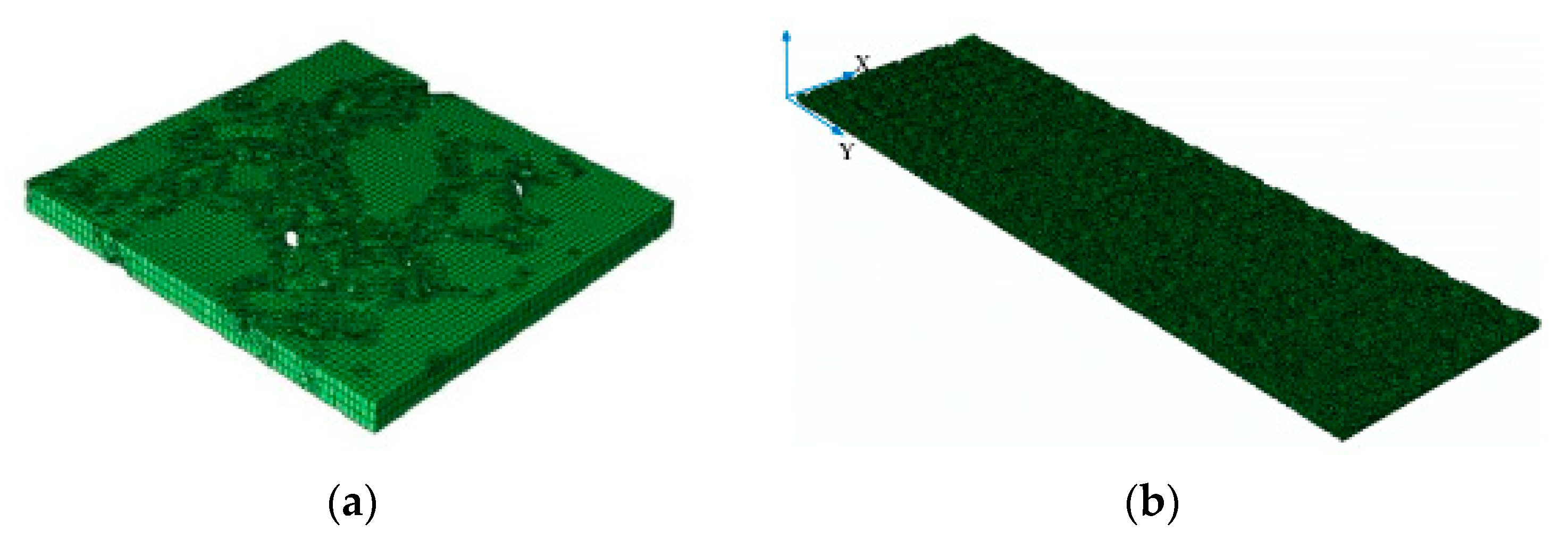
2.2.4. Finite Element Simulation
- Tire modeling
- 2.
- Construction of the tire–pavement contact model
- 3.
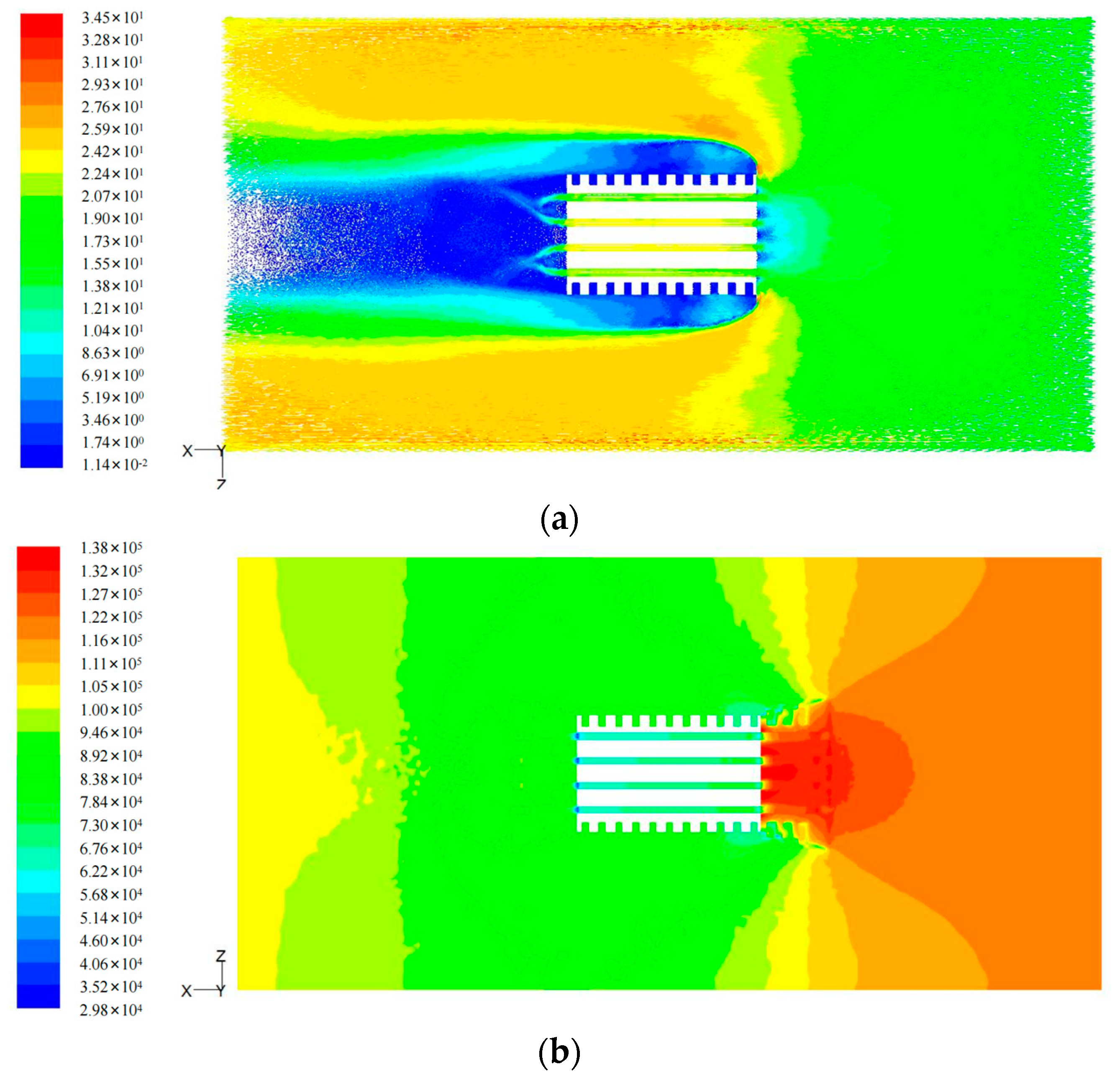
- Construction of tire aquaplane model
3. Results and Discussion
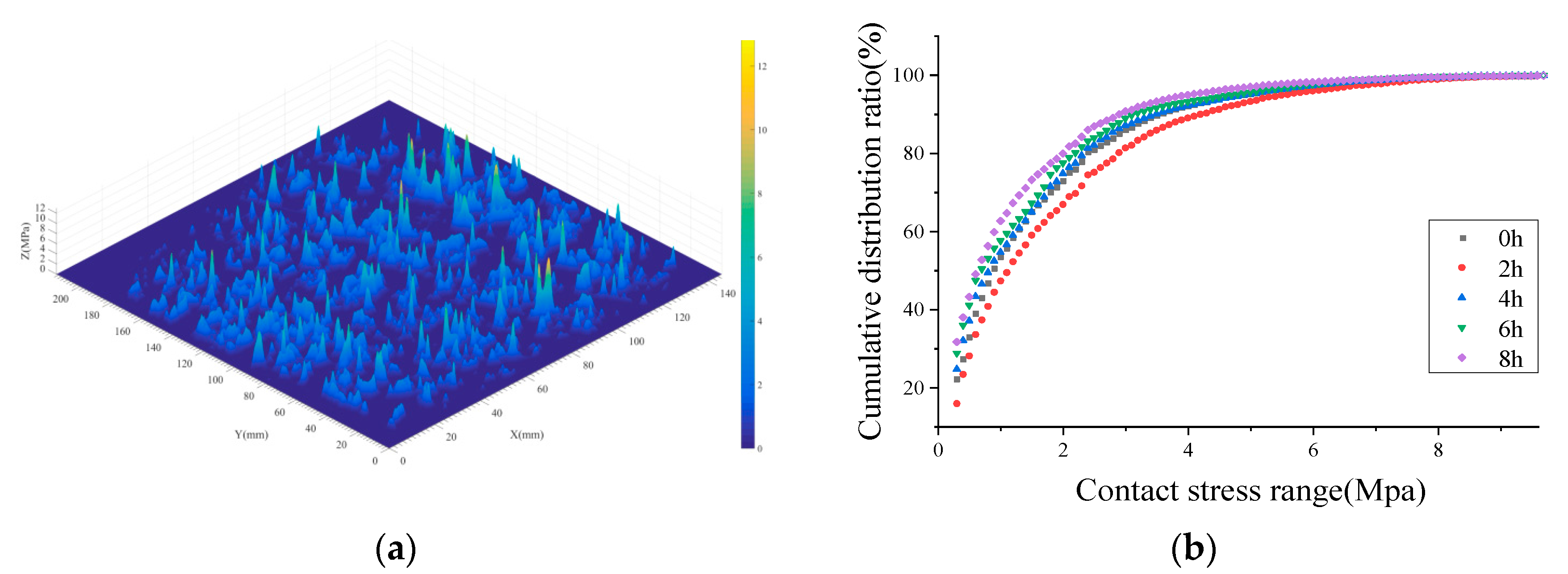
3.1. Attenuation of Stress Distribution
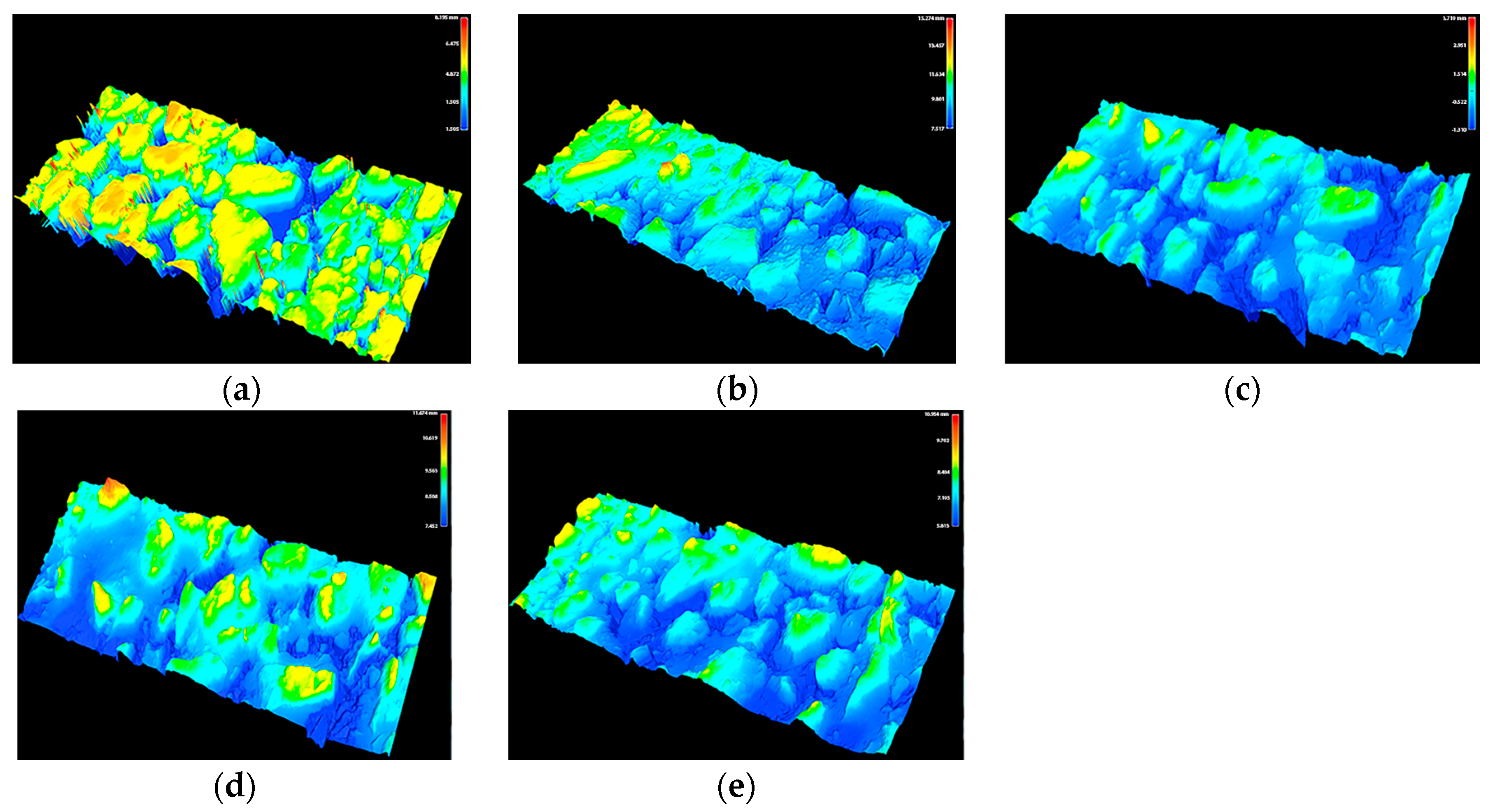
3.2. Morphological Changes in the Pavement Surface
3.3. Skid Resistance Evaluation Based on Pressure-Sensitive Film
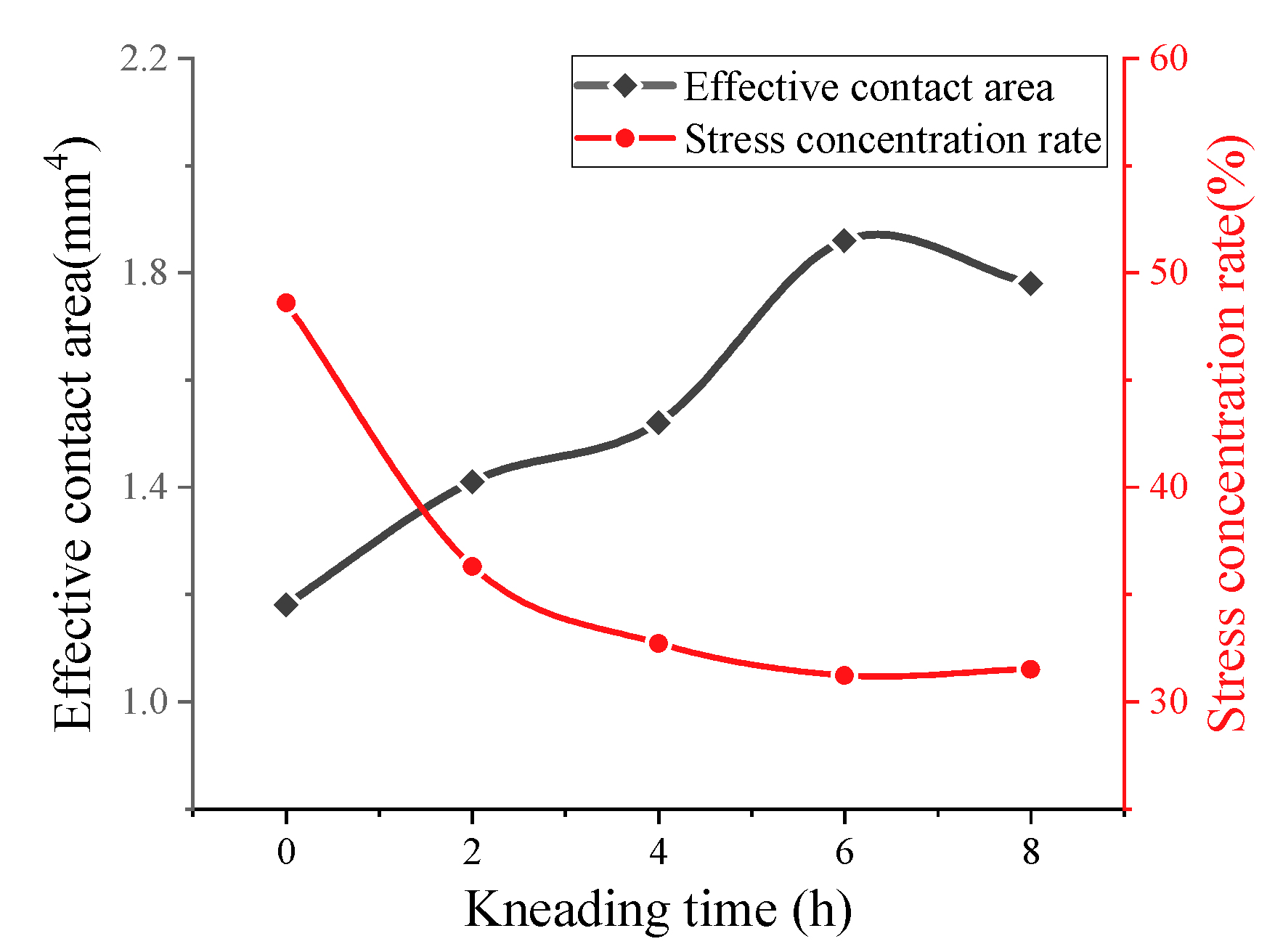
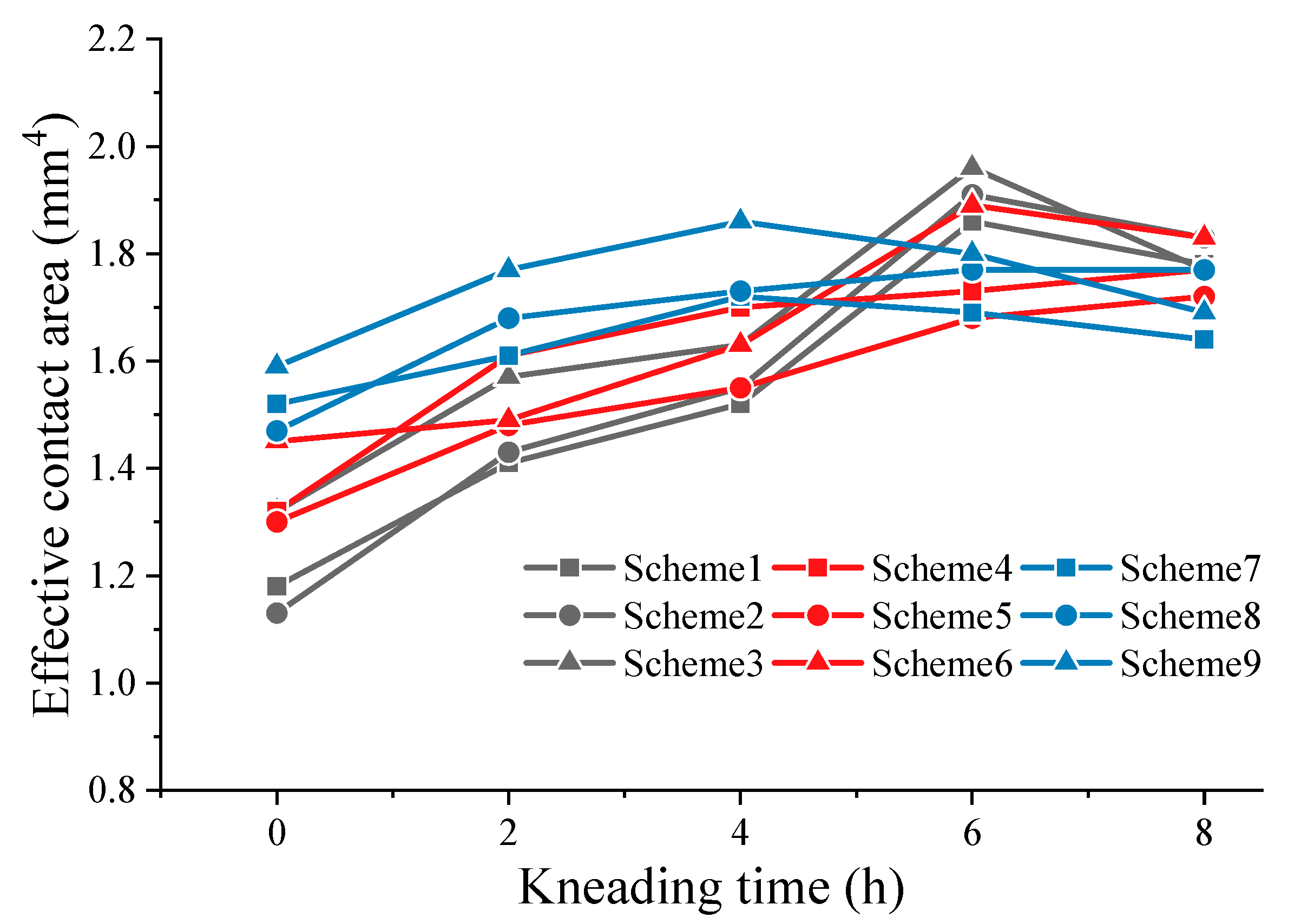
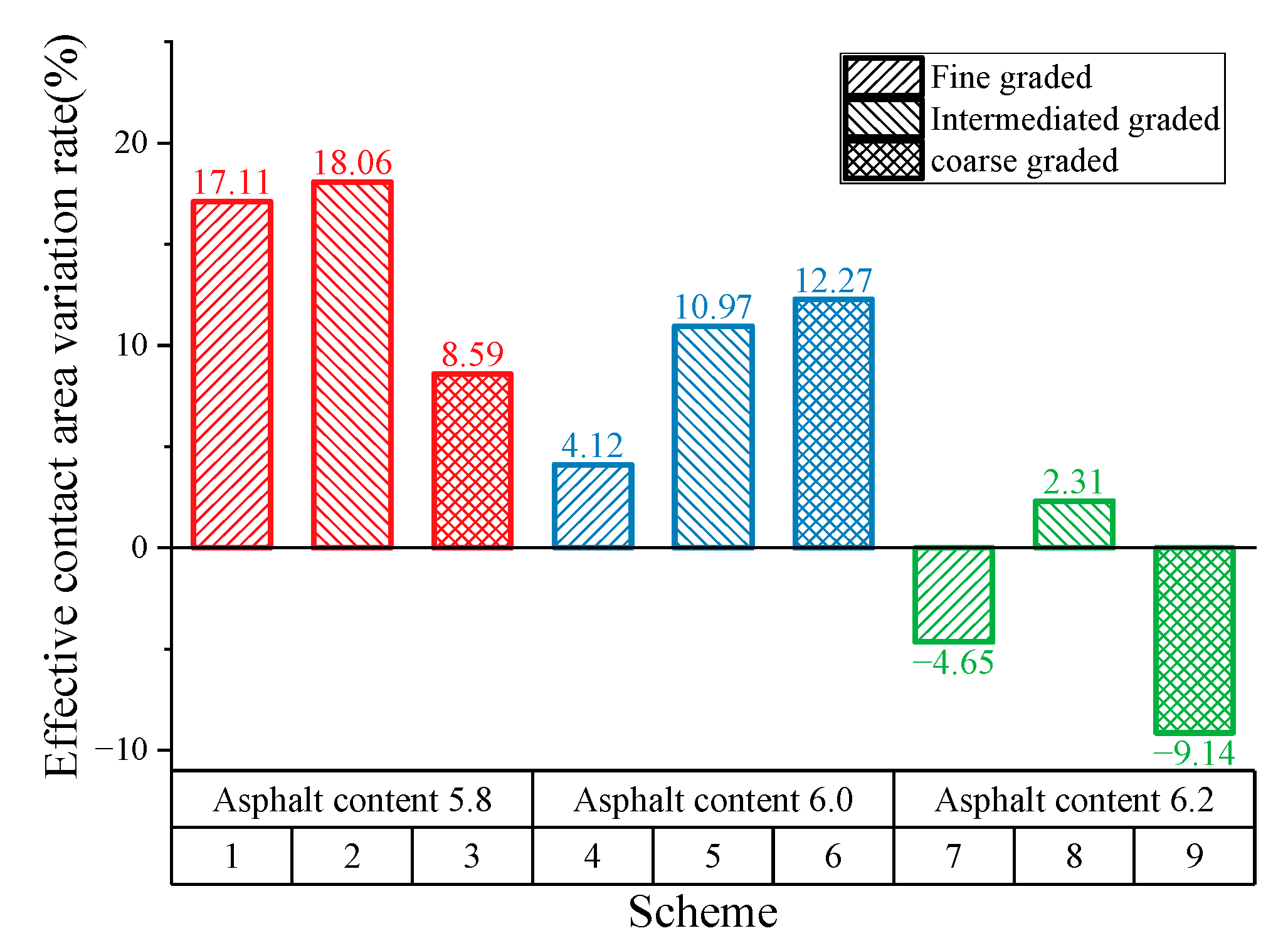
3.3.1. Effective Contact Area
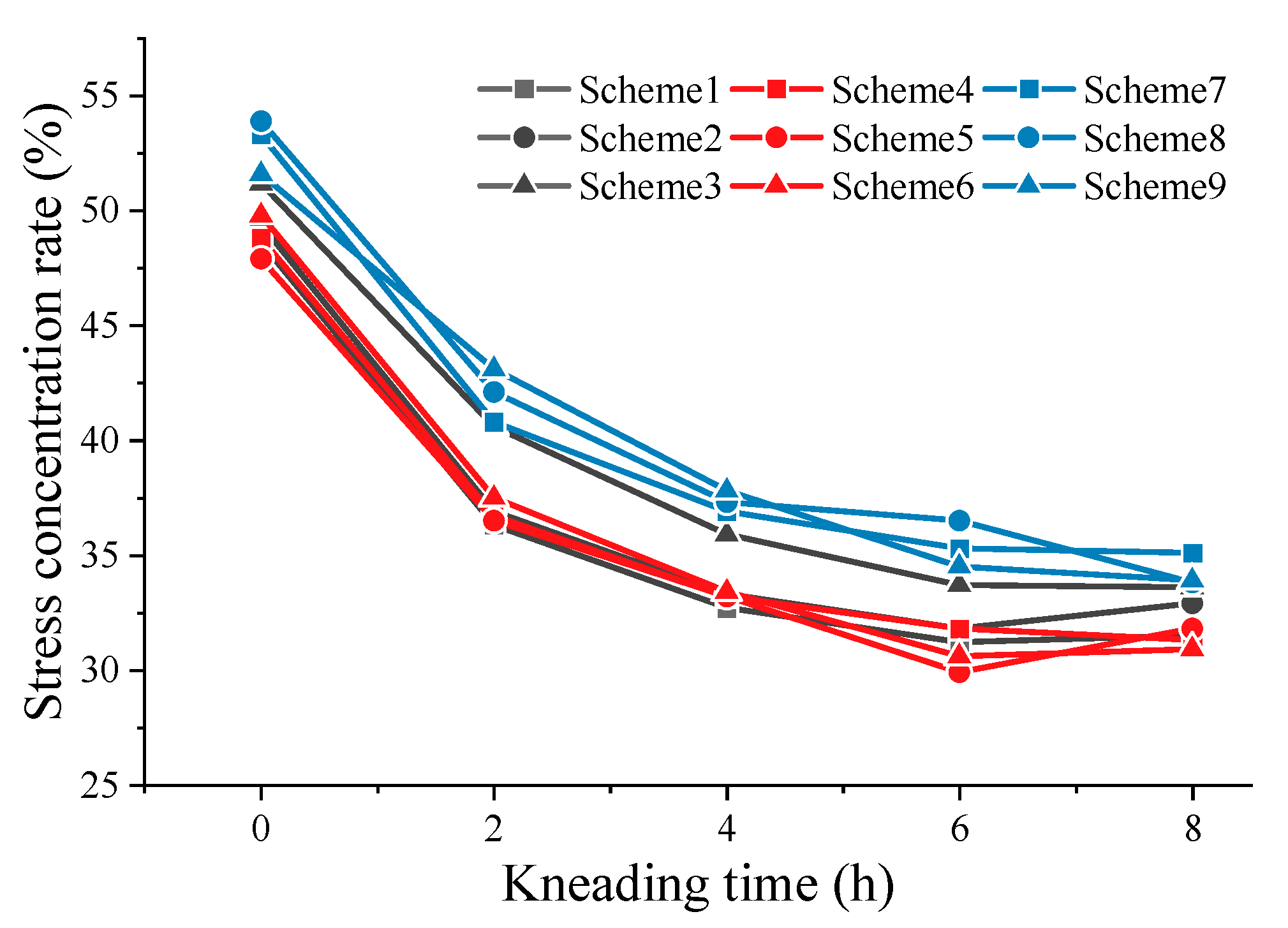
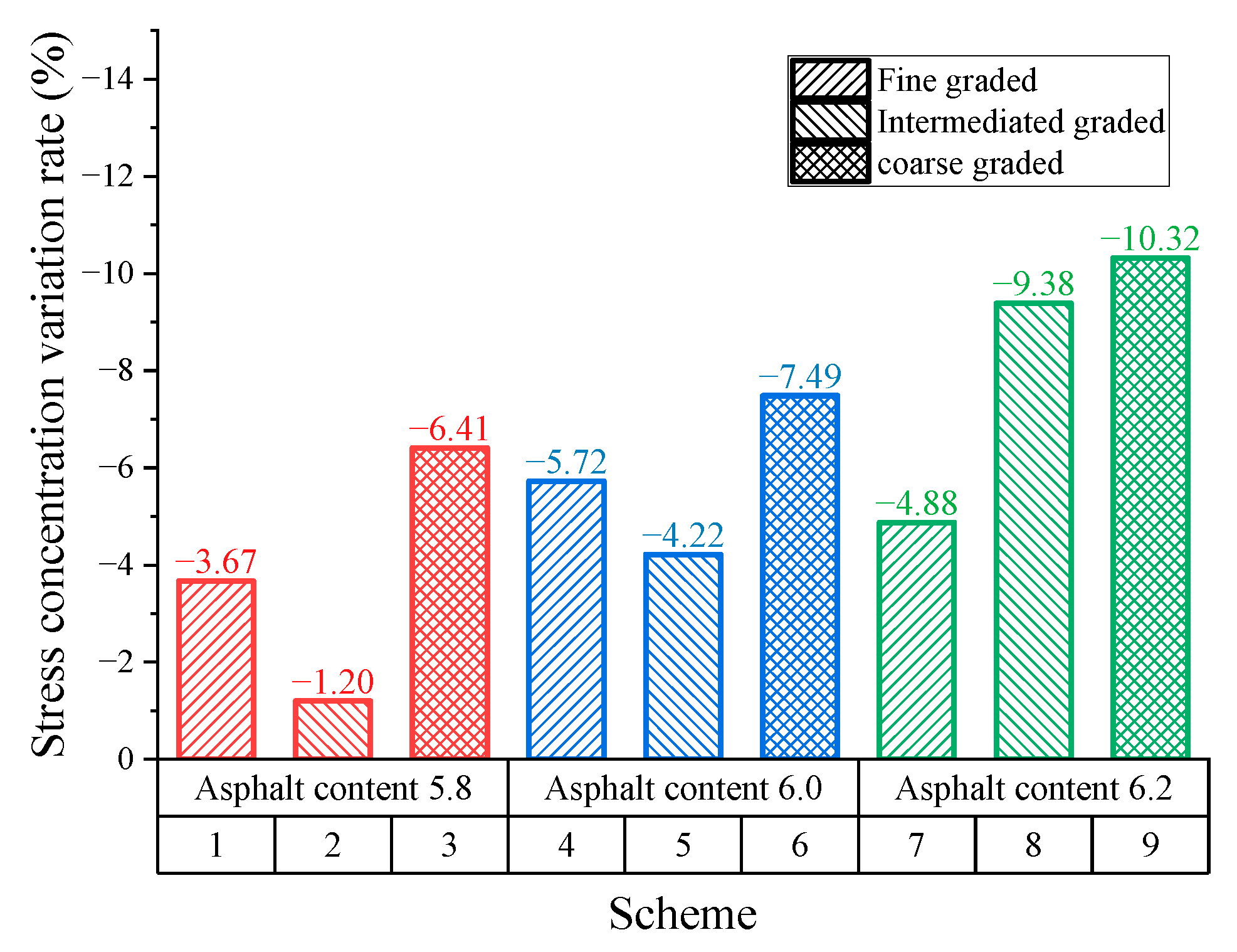
3.3.2. Stress Concentration Effect
3.4. Subsection Skid Resistance Evaluation Based on Braking Distance Simulation
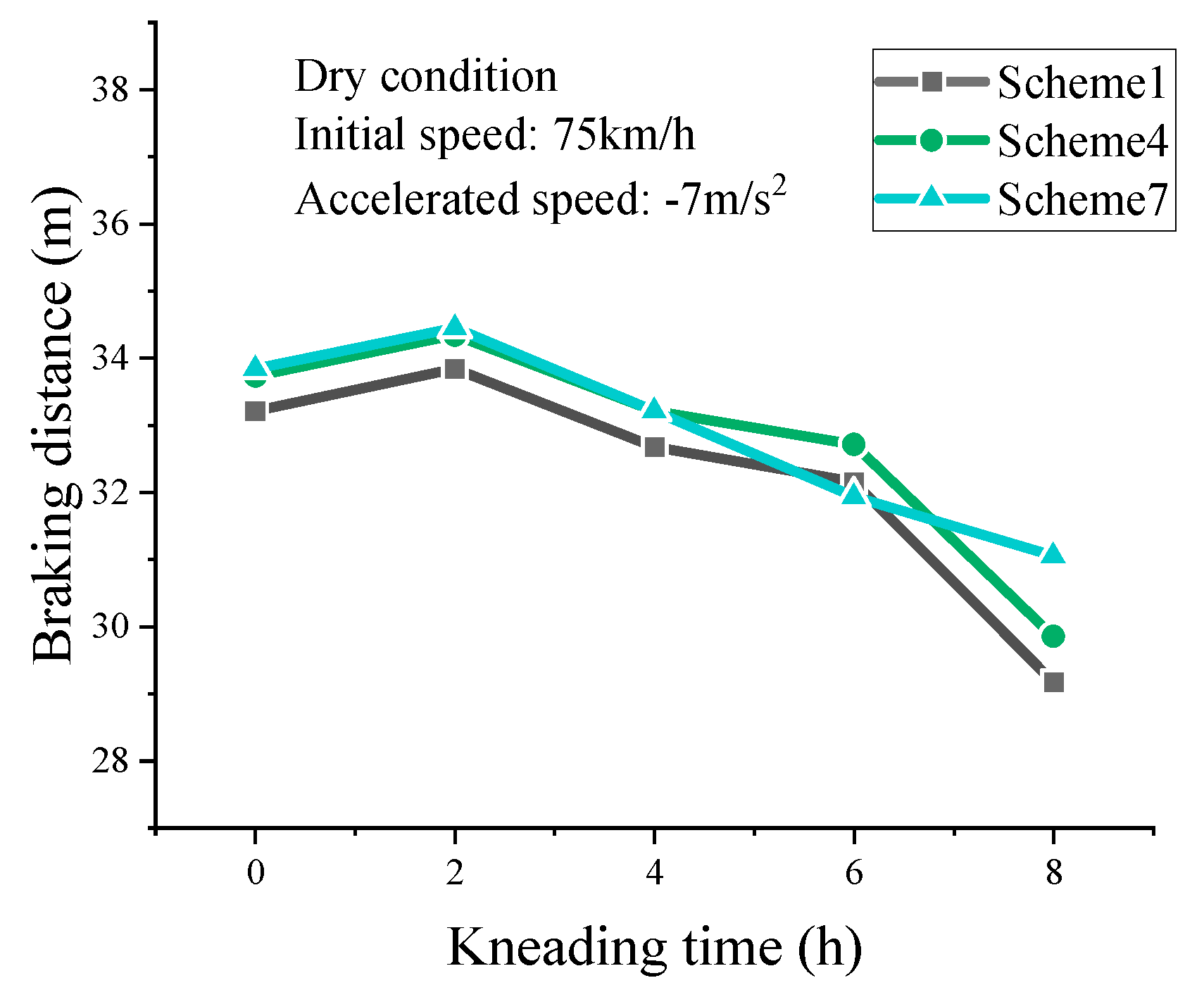
3.4.1. Braking Distance in Dry Conditions
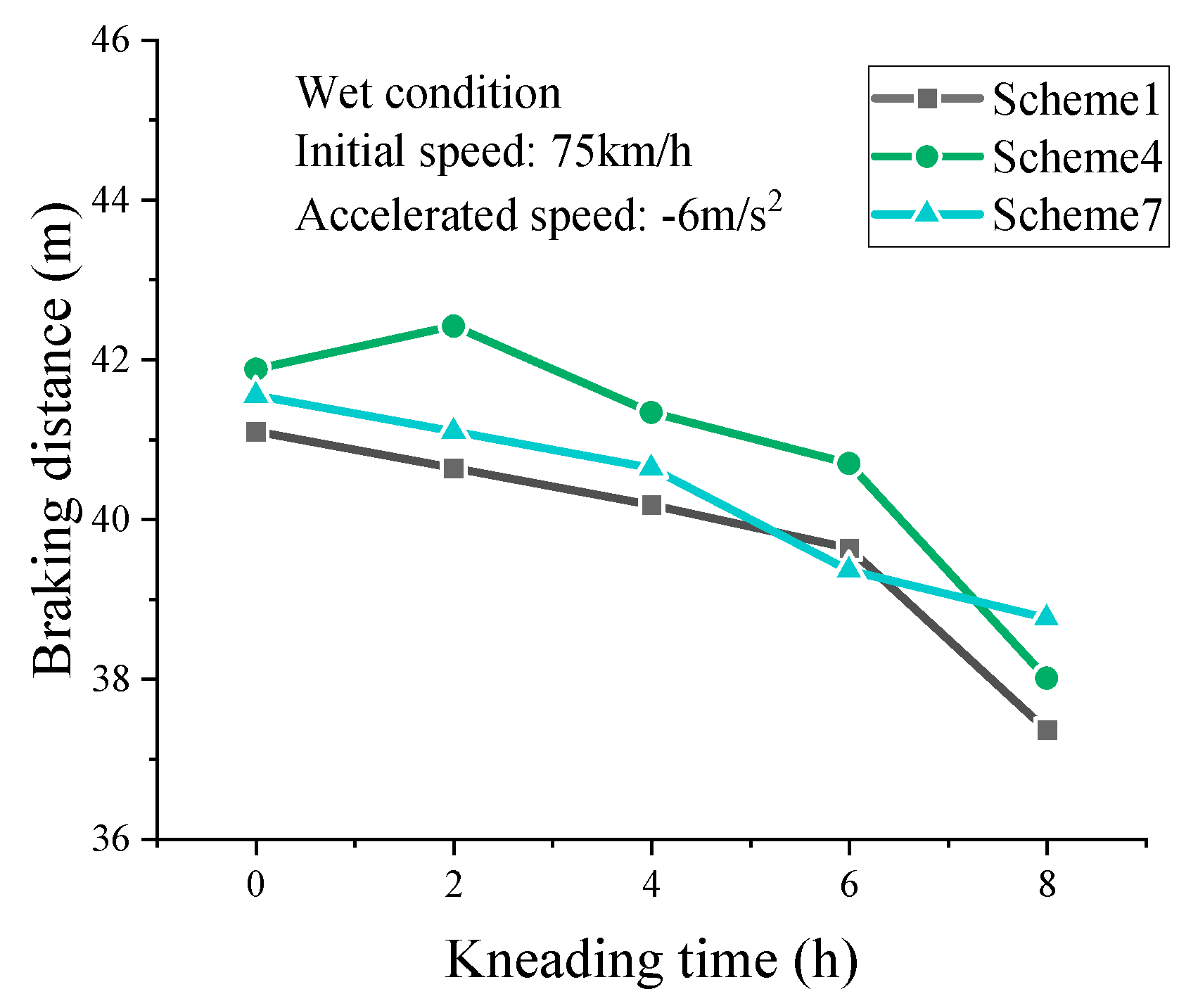
3.4.2. Braking Distance in Wet Conditions
4. Conclusions
- (1)
- The skid resistance attenuation of SMA pavement consists of two stages. In the first stage, the skid resistance experiences an enhancement because of the aggregates’ secondary compaction and polishing of attached binder on the surface. Subsequently it experiences a long-term weakening stage due to exposed aggregates being polished. However, abundant surface texture of SMA mitigates the impact of spatial fluctuation in surface coarse aggregates.
- (2)
- The pressure-sensitive film test system effectively evaluated the contact stress distribution and effective contact area at the tire–pavement interface. SMA-13 with high binder content resulted in poor anti-skid performance and skid durability. However, SMA pavement generally suffers from poor performance for a low amount of binder. Therefore, SMA-13 with a 6.0% asphalt–aggregate ratio and intermediate gradation through 9.5 mm key sieve is much more favorable concerning comprehensive performance.
- (3)
- Numerical simulation analysis showed that a thick binder film is unfavorable to the skid resistance of SMA pavement. Based on the attempts in this study, it would be of great practical significance to characterize the attenuation of pavement skid resistance using the accelerated pavement test and FE method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kogbara, R.B.; Masad, E.A.; Kassem, E.; Scarpas, A.; Anupam, K. A state-of-the-art review of parameters influencing measurement and modeling of skid resistance of asphalt pavements. Constr. Build. Mater. 2016, 114, 602–617. [Google Scholar] [CrossRef]
- Wang, D.; Wang, G. Designing a Skid-Resistant and Durable Asphalt Mixture Based on the Stress Concentration Distribution Rate. Arab. J. Sci. Eng. 2017, 42, 4131–4144. [Google Scholar] [CrossRef]
- Chen, B.; Zhang, X.; Yu, J.; Wang, Y. Impact of contact stress distribution on skid resistance of asphalt pavements. Constr. Build. Mater. 2017, 133, 330–339. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, T.; Liu, C.; Chen, Z. Research on skid resistance of asphalt pavement based on three-dimensional laser-scanning technology and pressure-sensitive film. Constr. Build. Mater. 2014, 69, 49–59. [Google Scholar] [CrossRef]
- Yu, H.; Deng, G.; Zhang, Z.; Zhu, M.; Gong, M.; Oeser, M. Workability of rubberized asphalt from a perspective of particle effect. Transp. Res. Part D-Transp. Environ. 2021, 91, 102712. [Google Scholar] [CrossRef]
- Wei, J.; Zhang, Z.; He, Y.; Tan, Q.; Yang, X.; Wang, D.; Oeser, M. Study on the Skid Resistance Deterioration Behavior of the SMA Pavement. Sustainability 2022, 14, 2864. [Google Scholar] [CrossRef]
- Liu, Y.; Cheng, X.; Yang, Z. Effect of Mixture Design Parameters of Stone Mastic Asphalt Pavement on Its Skid Resistance. Appl. Sci.-Basel 2019, 9, 5171. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.Y.; Deng, G.S.; Wang, D.Y.; Zhang, Z.Y.; Oeser, M. Warm asphalt rubber: A sustainable way for waste tire rubber recycling. J. Cent. South Univ. 2020, 27, 3477–3498. [Google Scholar] [CrossRef]
- Ongel, A.; Lu, Q.; Harvey, J. Frictional properties of asphalt concrete mixes. Proc. Inst. Civ. Eng. Transp. 2009, 162, 19–26. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, A. Review of Factors Controlling Skid Resistance at Tire-Pavement Interface. Adv. Civ. Eng. 2021, 2021, 2733054. [Google Scholar] [CrossRef]
- Kassem, E.; Awed, A.; Masad, E.A.; Little, D.N. Development of Predictive Model for Skid Loss of Asphalt Pavements. Transp. Res. Rec. 2013, 2372, 83–96. [Google Scholar] [CrossRef]
- Kane, M.; Edmondson, V. Modelling the bitumen scour effect: Enhancement of a dynamic friction model to predict the skid resistance of rubber upon asphalt pavement surfaces subjected to wear by traffic polishing. Wear 2018, 400, 100–110. [Google Scholar] [CrossRef]
- Pomoni, M.; Plati, C.; Kane, M.; Loizos, A. Polishing behaviour of asphalt surface course containing recycled materials. Int. J. Transp. Sci. Technol. 2022, 11, 711–725. [Google Scholar] [CrossRef]
- Hu, L.; Yun, D.; Liu, Z.; Du, S.; Zhang, Z.; Bao, Y. Effect of three-dimensional macrotexture characteristics on dynamic frictional coefficient of asphalt pavement surface. Constr. Build. Mater. 2016, 126, 720–729. [Google Scholar] [CrossRef]
- Cho, J.R.; Lee, H.W.; Sohn, J.S.; Kim, G.J.; Woo, J.S. Numerical investigation of hydroplaning characteristics of three-dimensional patterned tire. Eur. J. Mech. A-Solids 2006, 25, 914–926. [Google Scholar] [CrossRef]
- Iuele, T. Progression of Road Surface Micro- and Macrotexture In Relation to Asphalt Mix Composition: A Case Study. In Proceedings of the Joint Conference of 6th International Congress on Electrical and Engineering (ICECE)/4th International Conference on Material Science and Manufacturing (ICMSM), Shanghai, China, 14–15 August 2016; pp. 526–533. [Google Scholar]
- AASHTO T 279-18; Standard Method of Test for Accelerated Polishing of Aggregates Using the British Wheel. American Association of State and Highway Transportation Offificials: Washington, DC, USA, 2018.
- AASHTO T 242-18; Standard Method of Test for Frictional Properties of Paved Surfaces Using a Full-Scale Tire. American Association of State and Highway Transportation Offificials: Washington, DC, USA, 2018.
- BS EN 12697-49; Bituminous Mixtures–Test Methods for Hot Mix Asphalt. Part 49: Determination of Friction after Polishing. British Standards Institution: London, UK, 2014.
- Fwa, T.F.; Choo, Y.S.; Liu, Y.R. Effect of aggregate spacing on skid resistance of asphalt pavement. J. Transp. Eng. 2003, 129, 420–426. [Google Scholar] [CrossRef]
- Ergun, M.; Iyinam, S.; Iyinam, A.F. Prediction of road surface friction coefficient using only macro- and microtexture measurements. J. Transp. Eng. Asce 2005, 131, 311–319. [Google Scholar] [CrossRef]
- Cao, P.; Yan, X.; Bai, X. Theory analysis of effect of technology on skid resistance of asphalt pavement. Tribology 2009, 29, 30–310. [Google Scholar]
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Peng, Y.; Li, J.Q.; Zhan, Y.; Wang, K.C.P.; Yang, G. Finite Element Method-Based Skid Resistance Simulation Using In-Situ 3D Pavement Surface Texture and Friction Data. Materials 2019, 12, 3821. [Google Scholar] [CrossRef] [Green Version]
- Hofko, B.; Kugler, H.; Chankov, G.; Spielhofer, R. A laboratory procedure for predicting skid and polishing resistance of road surfaces. Int. J. Pavement Eng. 2019, 20, 439–447. [Google Scholar] [CrossRef]
- Pomoni, M.; Plati, C.; Loizos, A.; Yannis, G. Investigation of pavement skid resistance and macrotexture on a long-term basis. Int. J. Pavement Eng. 2022, 23, 1060–1069. [Google Scholar] [CrossRef]
- Anghelache, G.; Moisescu, R. Measurement of stress distributions in truck tyre contact patch in real rolling conditions. Veh. Syst. Dyn. 2012, 50, 1747–1760. [Google Scholar] [CrossRef]
- Sakai, E. Measurement and visualization of the contact pressure distribution of rubber disks and tires. Tire Sci. Technol. 1995, 23, 238–255. [Google Scholar] [CrossRef]
- Zheng, B.; Huang, X.; Zhang, W.; Zhao, R.; Zhu, S. Adhesion Characteristics of Tire-Asphalt Pavement Interface Based on a Proposed Tire Hydroplaning Model. Adv. Mater. Sci. Eng. 2018, 2018, 5916180. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Liu, X.; Cao, Q.; Huang, X. Numerical Study of Tire Hydroplaning Based on Power Spectrum of Asphalt Pavement and Kinetic Friction Coefficient. Adv. Mater. Sci. Eng. 2017, 2017, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Ong, G.P.; Fwa, T.F. Modeling Skid Resistance of Commercial Trucks on Highways. J. Transp. Eng. 2010, 136, 510–517. [Google Scholar] [CrossRef]
- Yu, M.; Kong, Y.; You, Z.; Li, J.; Yang, L.; Kong, L. Anti-Skid Characteristics of Asphalt Pavement Based on Partial Tire Aquaplane Conditions. Materials 2022, 15, 4976. [Google Scholar] [CrossRef]
- Jamieson, S.; White, G. Review of stone mastic asphalt as a high-performance ungrooved runway surfacing. Road Mater. Pavement Des. 2020, 21, 886–905. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Leng, Z.; Wu, C.; Zhang, Z.; Wang, D.; Oeser, M. Effect of mixing sequence on asphalt mixtures containing waste tire rubber and warm mix surfactants. J. Clean. Prod. 2020, 246, 119008. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, J.; Shi, Y.; Chen, J. Development of Design Ideas and Auxiliary Design System for Intermediate Repair and Maintenance of Asphalt Concrete Pavements on Highways. Highway 2011, 119–122. [Google Scholar]
- Huan, X.; Sheng, Y.; Wang, L.; Ye, Z.; Li, L.; Xue, H.; Zhang, Y.; Zhao, H. Evolution of texture and skid resistance change of high-friction surface due to differential-polishing undergoing simulated traffic wear. Tribol. Int. 2013, 177, 71–78. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X.; Yin, C.; Oeser, M.; Steinauer, B. Influence of different polishing conditions on the skid resistance development of asphalt surface. Wear 2013, 308, 71–78. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Specification Requirement | Test Results | |
|---|---|---|---|
| Penetration 25 °C, 100 g, 5 s (0.1 mm) | 40–60 | 53 | |
| PI | Min | 0 | 0.6 |
| Ductility 5 °C, 5 cm/min (cm) | Min | 20 | 29 |
| Softening point TR&B (°C) | Min | 60 | 85.3 |
| Flash point (°C) | Min | 230 | 279 |
| Solubility (%) | Min | 99 | 99.6 |
| Elastic recovery 25 °C (%) | Min | 75 | 94 |
| Kinematic viscosity (Pa s) | 135 °C Max | 3 | 2.56 |
| 165 °C | - | - | |
| RTFOT residue(163 °C, 85 min) | Quality variation (%) | ± 1.0 | −0.12 |
| Ductility 5 °C (cm) Min | 15 | 40.2 | |
| Penetration ratio (%) Min | 65 | 78.8 | |
| Properties | Unit | Test Results |
|---|---|---|
| Apparent density | g/cm3 | 2.670 |
| Crushing value | % | 14.5 |
| Abrasion | % | 18.0 |
| Water absorption | % | 0.38 |
| Friction coefficient (BPN) | % | 41.3 |
| Scheme No. | Asphalt Content (%) | Material Designs |
|---|---|---|
| 1 | 5.8 | Low binder and fine gradation |
| 2 | Low binder and medium gradation | |
| 3 | Low binder and coarse gradation | |
| 4 | 6 | Medium binder and fine gradation |
| 5 | Medium binder and medium gradation | |
| 6 | Medium binder and coarse gradation | |
| 7 | 6.2 | High binder and fine gradation |
| 8 | High binder and medium gradation | |
| 9 | High binder and coarse gradation |
| Scheme No. | Air Voids (%) | VFA (%) | VMA (%) | Stability (KN) | 60 °C Dynamic Stability (Times/mm) | TSR (%) | Leaking Loss (%) | Cantabro Loss (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 3.4 | 79.5 | 16.8 | 9.22 | 7328 | 87.6 | 0.04 | 3.0 |
| 2 | 3.7 | 78.1 | 16.9 | 9.53 | 7463 | 89.2 | 0.05 | 3.6 |
| 3 | 3.9 | 76.6 | 17.1 | 9.86 | 7639 | 90.1 | 0.07 | 4.1 |
| 4 | 3.2 | 81.3 | 16.6 | 9.47 | 7436 | 88.5 | 0.05 | 2.7 |
| 5 | 3.5 | 79.4 | 16.7 | 9.79 | 7601 | 90.3 | 0.06 | 3.2 |
| 6 | 3.8 | 77.3 | 16.9 | 9.98 | 7789 | 91.0 | 0.08 | 3.8 |
| 7 | 3.0 | 82.6 | 16.5 | 9.53 | 7586 | 89.6 | 0.06 | 2.3 |
| 8 | 3.4 | 80.7 | 16.6 | 9.86 | 7767 | 90.8 | 0.07 | 2.9 |
| 9 | 3.6 | 79.4 | 16.7 | 10.11 | 8013 | 91.5 | 0.09 | 3.6 |
| Kneading Time (h) | Predicted Actual Condition |
|---|---|
| 0 | Open to traffic initially |
| 2 | Open to traffic for 4–6 months |
| 4 | Open to traffic for 9–12 months |
| 6 | Open to traffic for 15–18 months |
| 8 | Open to traffic for 20–24 months |
| Accelerated Speed (m/s2) | −5 | −6 | −7 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Initial Speed (km/h) | 25 | 50 | 75 | 25 | 50 | 75 | 25 | 50 | 75 |
| Scheme 1 (0 h) | 6.01 | 20.92 | 45.09 | 4.97 | 17.53 | 38.46 | 4.4 | 14.02 | 33.21 |
| Scheme 1 (2 h) | 6.22 | 21.22 | 45.46 | 5.26 | 17.92 | 38.95 | 4.87 | 14.57 | 33.84 |
| Scheme 1 (4 h) | 5.86 | 20.65 | 44.67 | 4.65 | 17.09 | 37.98 | 4.01 | 13.61 | 32.67 |
| Scheme 1 (6 h) | 5.55 | 20.27 | 44.29 | 4.31 | 16.64 | 37.41 | 3.59 | 13.16 | 32.15 |
| Scheme 1 (8 h) | 5.21 | 18.84 | 41.82 | 4.36 | 16.12 | 35.01 | 3.82 | 12.25 | 29.17 |
| Scheme 4 (0 h) | 6.06 | 20.94 | 45.72 | 5.01 | 17.98 | 38.81 | 4.41 | 14.07 | 33.73 |
| Scheme 4 (2 h) | 6.27 | 21.21 | 46.09 | 5.24 | 18.36 | 39.29 | 4.90 | 14.63 | 34.34 |
| Scheme 4 (4 h) | 5.91 | 20.70 | 45.29 | 4.76 | 17.56 | 38.34 | 4.01 | 13.65 | 33.21 |
| Scheme 4 (6 h) | 5.61 | 20.36 | 44.90 | 4.49 | 17.12 | 37.78 | 3.58 | 13.19 | 32.71 |
| Scheme 4 (8 h) | 5.27 | 19.08 | 42.38 | 4.53 | 16.62 | 35.44 | 3.81 | 12.27 | 29.85 |
| Scheme 7 (0 h) | 6.22 | 21.22 | 45.46 | 5.26 | 17.92 | 38.95 | 4.87 | 14.57 | 33.84 |
| Scheme 7 (2 h) | 6.47 | 21.54 | 45.86 | 5.59 | 18.33 | 39.42 | 5.34 | 15.04 | 34.45 |
| Scheme 7 (4 h) | 6.01 | 20.92 | 45.09 | 4.97 | 17.53 | 38.46 | 4.4 | 14.02 | 33.21 |
| Scheme 7 (6 h) | 5.47 | 20.15 | 44.07 | 4.19 | 16.41 | 37.12 | 3.43 | 12.92 | 31.93 |
| Scheme 7 (8 h) | 5.32 | 20.27 | 44.94 | 4.45 | 16.39 | 36.48 | 3.81 | 13.43 | 31.05 |
| Accelerated Speed (m/s2) | −5 | −6 | −7 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Initial Speed (km/h) | 25 | 50 | 75 | 25 | 50 | 75 | 25 | 50 | 75 |
| Scheme 1 (0 h) | 6.51 | 21.61 | 46.04 | 5.47 | 19.64 | 41.10 | 5.39 | 18.01 | 38.24 |
| Scheme 1 (2 h) | 6.30 | 21.31 | 45.67 | 5.15 | 19.26 | 40.64 | 4.86 | 17.49 | 37.53 |
| Scheme 1 (4 h) | 6.15 | 21.03 | 45.25 | 4.78 | 18.83 | 40.18 | 4.43 | 17.10 | 36.92 |
| Scheme 1 (6 h) | 5.83 | 20.65 | 44.88 | 4.40 | 18.39 | 39.64 | 3.96 | 16.67 | 36.33 |
| Scheme 1 (8 h) | 5.48 | 19.19 | 42.43 | 4.46 | 17.88 | 37.36 | 4.22 | 15.81 | 32.96 |
| Scheme 4 (0 h) | 6.57 | 22.46 | 46.69 | 5.57 | 20.05 | 41.88 | 5.38 | 18.27 | 38.29 |
| Scheme 4 (2 h) | 6.35 | 22.15 | 46.31 | 5.29 | 19.66 | 42.42 | 4.86 | 18.09 | 38.02 |
| Scheme 4 (4 h) | 6.20 | 21.86 | 45.88 | 5.01 | 19.23 | 41.34 | 4.31 | 17.25 | 37.67 |
| Scheme 4 (6 h) | 5.88 | 21.47 | 45.50 | 4.63 | 18.78 | 40.70 | 3.86 | 16.07 | 36.07 |
| Scheme 4 (8 h) | 5.52 | 19.97 | 43.00 | 4.69 | 18.26 | 38.01 | 4.11 | 16.41 | 34.65 |
| Scheme 7 (0 h) | 6.77 | 21.94 | 46.43 | 5.85 | 20.04 | 41.55 | 5.91 | 18.46 | 38.93 |
| Scheme 7 (2 h) | 6.51 | 21.61 | 46.04 | 5.47 | 19.64 | 41.10 | 5.39 | 18.01 | 38.24 |
| Scheme 7 (4 h) | 6.30 | 21.31 | 45.67 | 5.15 | 19.26 | 40.64 | 4.86 | 17.49 | 37.53 |
| Scheme 7 (6 h) | 5.75 | 20.52 | 44.66 | 4.26 | 18.16 | 39.36 | 3.79 | 16.44 | 36.08 |
| Scheme 7 (8 h) | 5.60 | 20.65 | 45.52 | 4.56 | 18.14 | 38.76 | 4.21 | 16.93 | 35.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Chen, Q.; Li, Y.; Dong, N.; Yu, H. Investigating the Deterioration of Pavement Skid Resistance Using an Accelerated Pavement Test. Materials 2023, 16, 422. https://doi.org/10.3390/ma16010422
Wu X, Chen Q, Li Y, Dong N, Yu H. Investigating the Deterioration of Pavement Skid Resistance Using an Accelerated Pavement Test. Materials. 2023; 16(1):422. https://doi.org/10.3390/ma16010422
Chicago/Turabian StyleWu, Xiaosheng, Qiwei Chen, Yanqing Li, Niya Dong, and Huayang Yu. 2023. "Investigating the Deterioration of Pavement Skid Resistance Using an Accelerated Pavement Test" Materials 16, no. 1: 422. https://doi.org/10.3390/ma16010422