
Effect of Y2O3 Addition on Microstructure and Properties of Laser Cladded Al-Si Coatings on AZ91D Magnesium Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
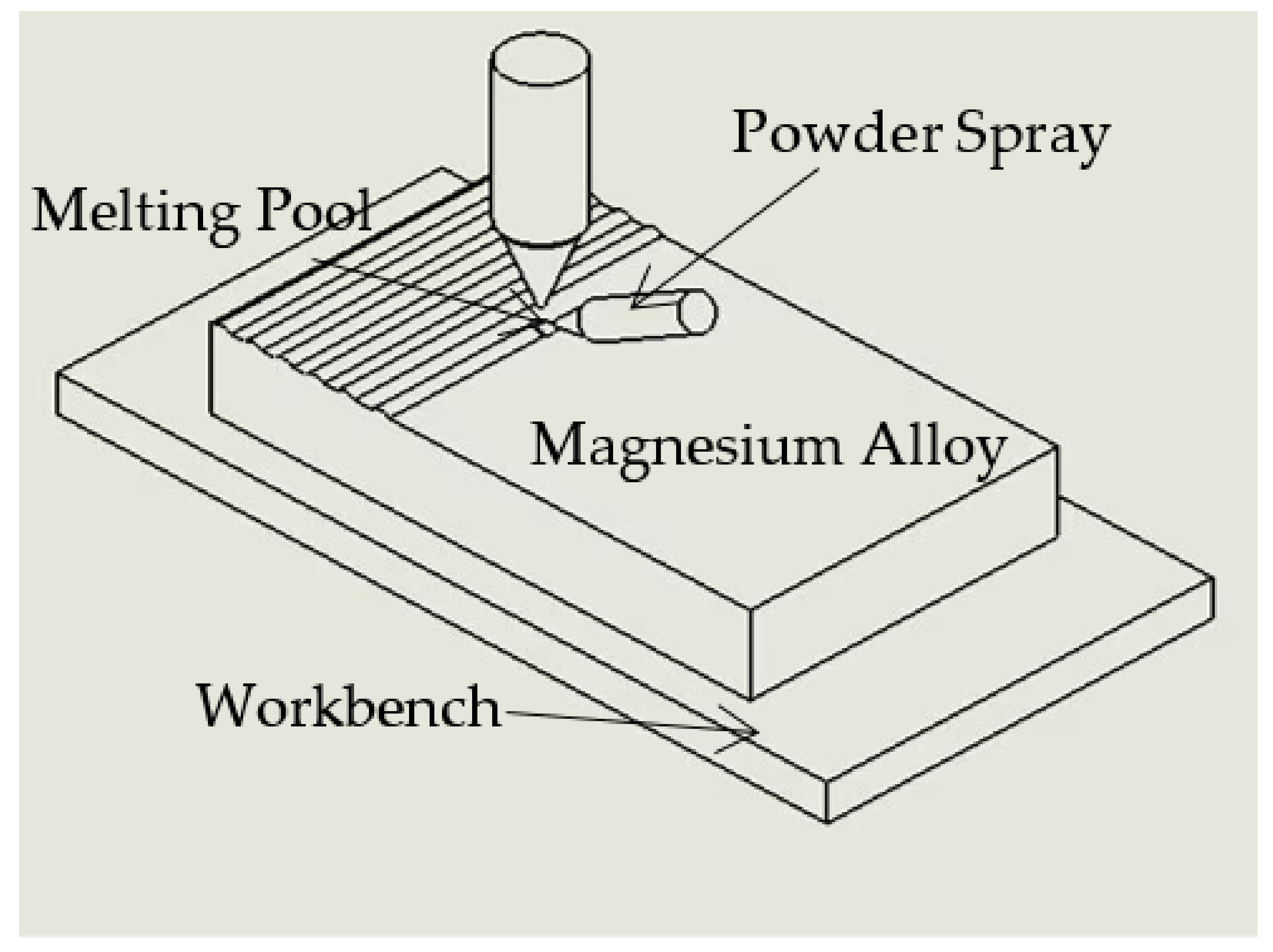
2.2. Laser Cladding Process
2.3. Microstructure and Phase Analysis
2.4. Investigation of the Mechanical, Wear and Corrosion Properties
3. Results and Discussion
3.1. Microstructural Study
3.2. Microhardness Analysis
3.3. Wear Analysis
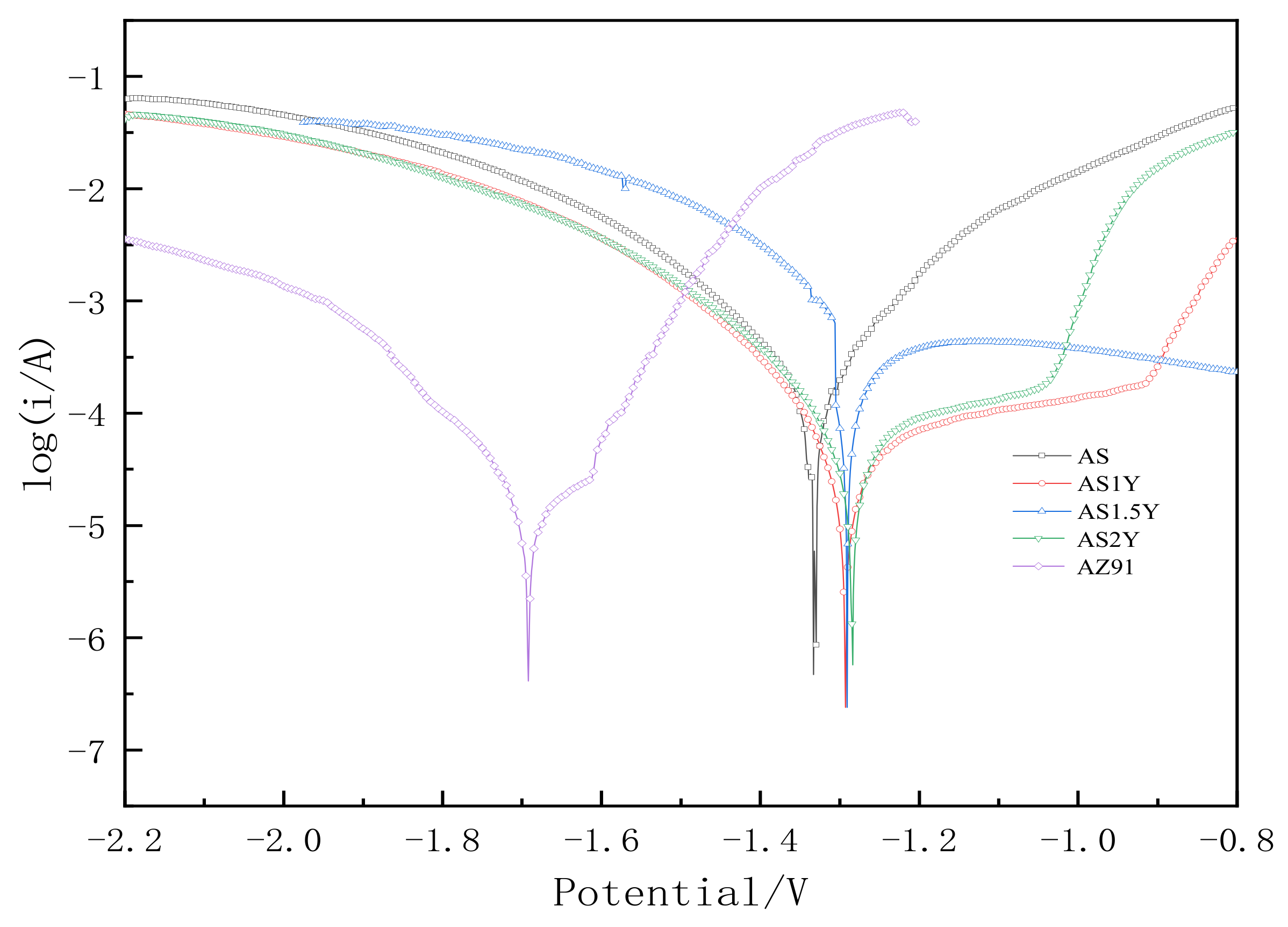
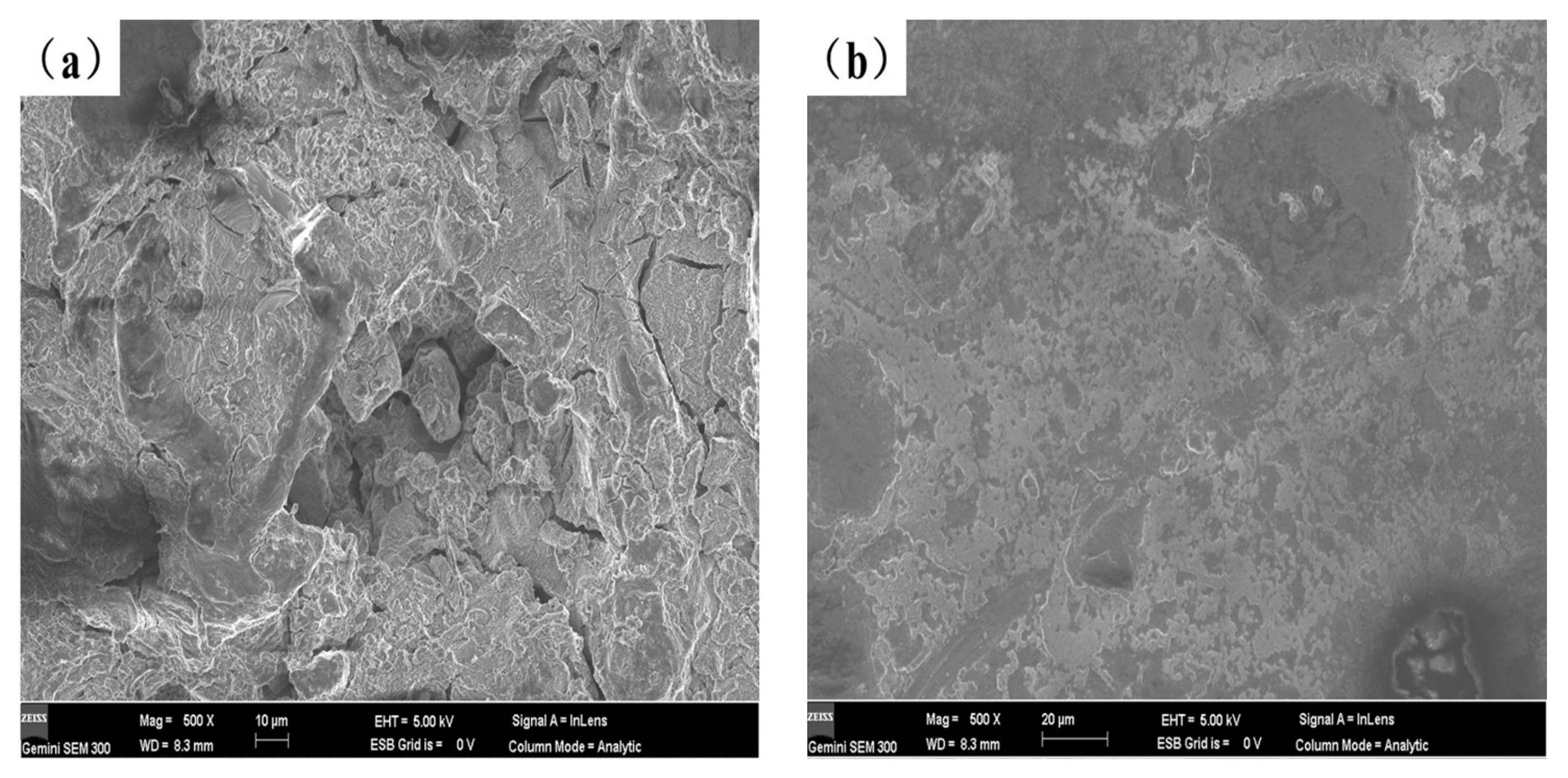
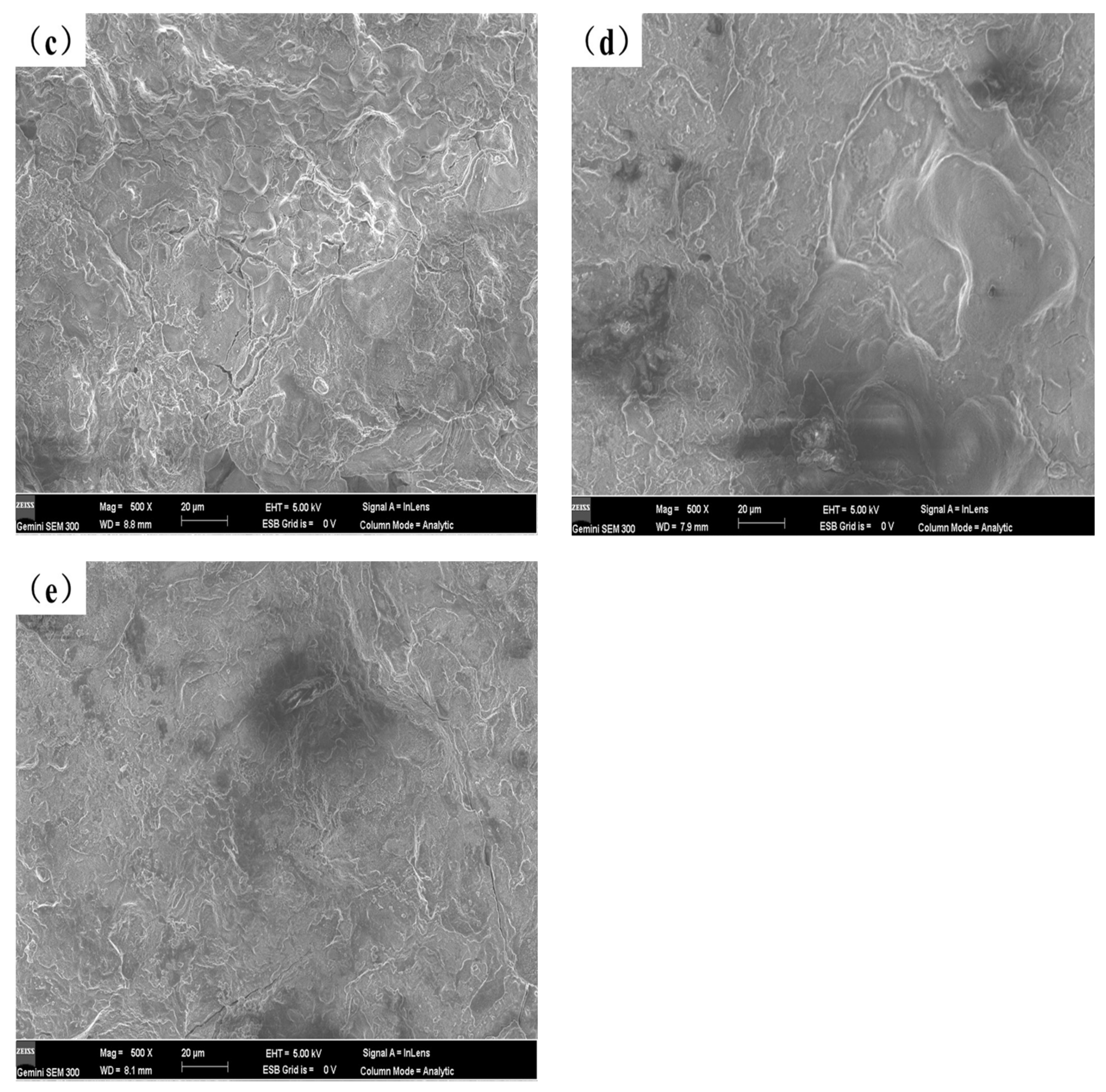
3.4. Corrosion Resistance Analysis
4. Conclusions
- (1)
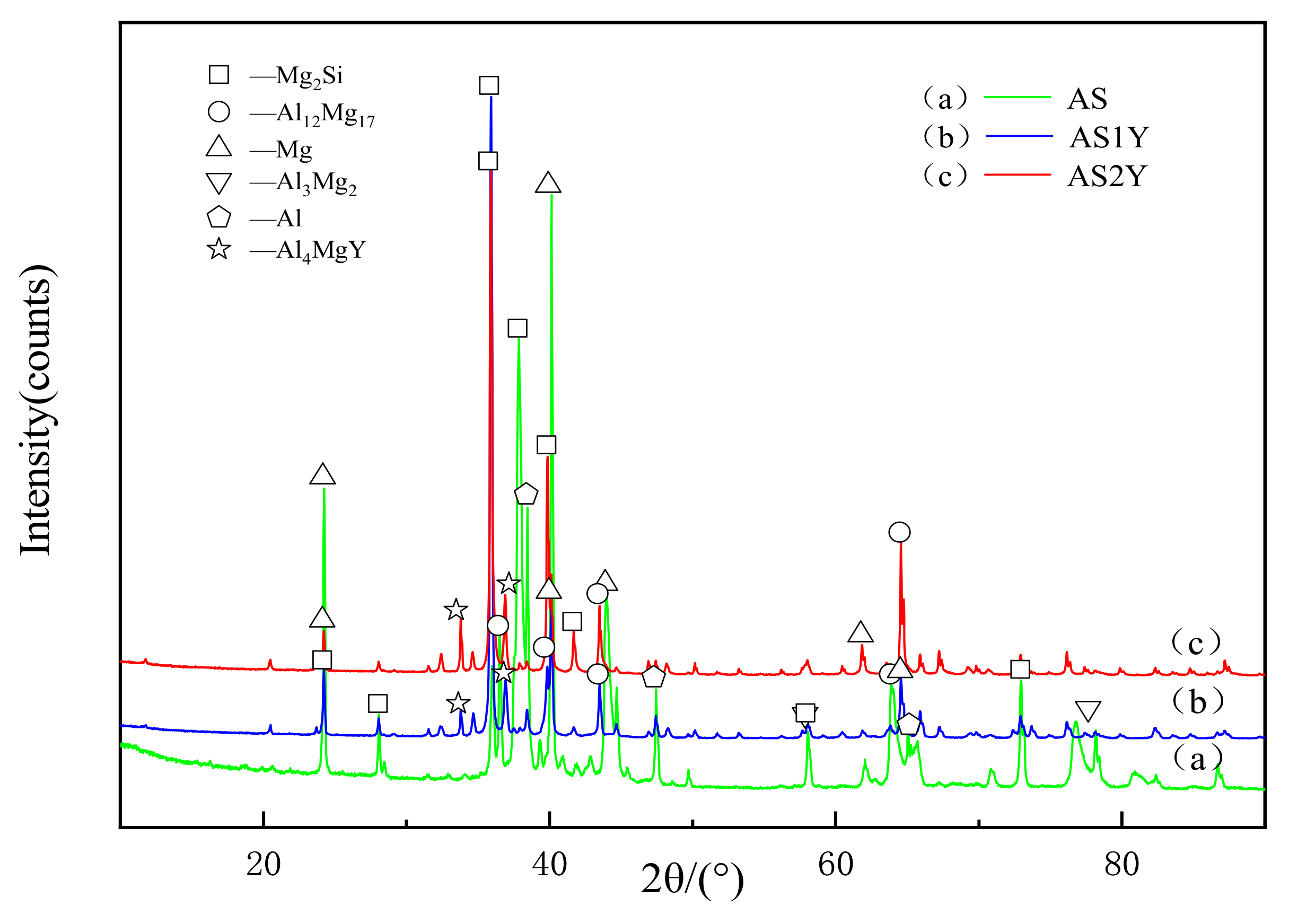
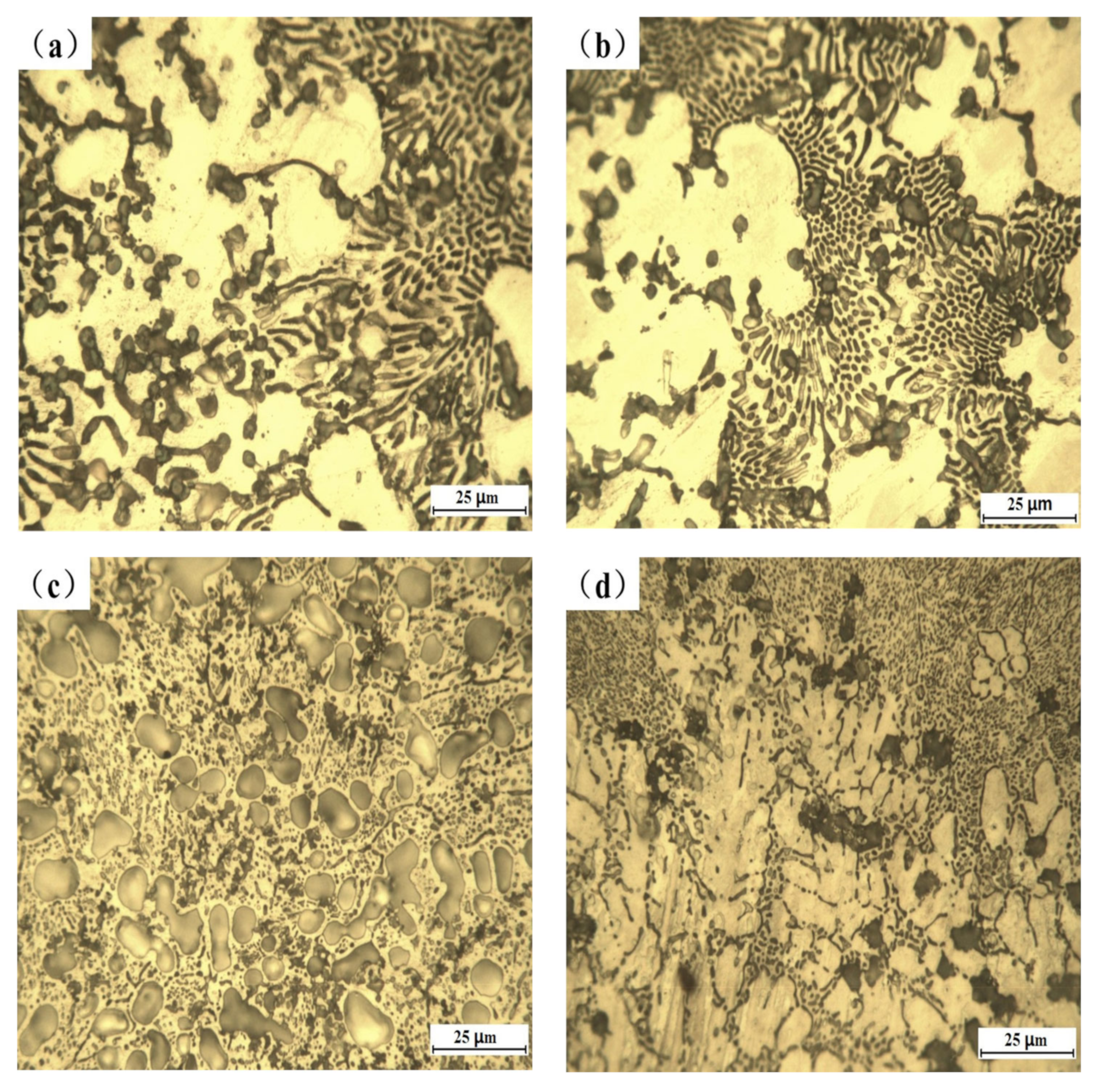
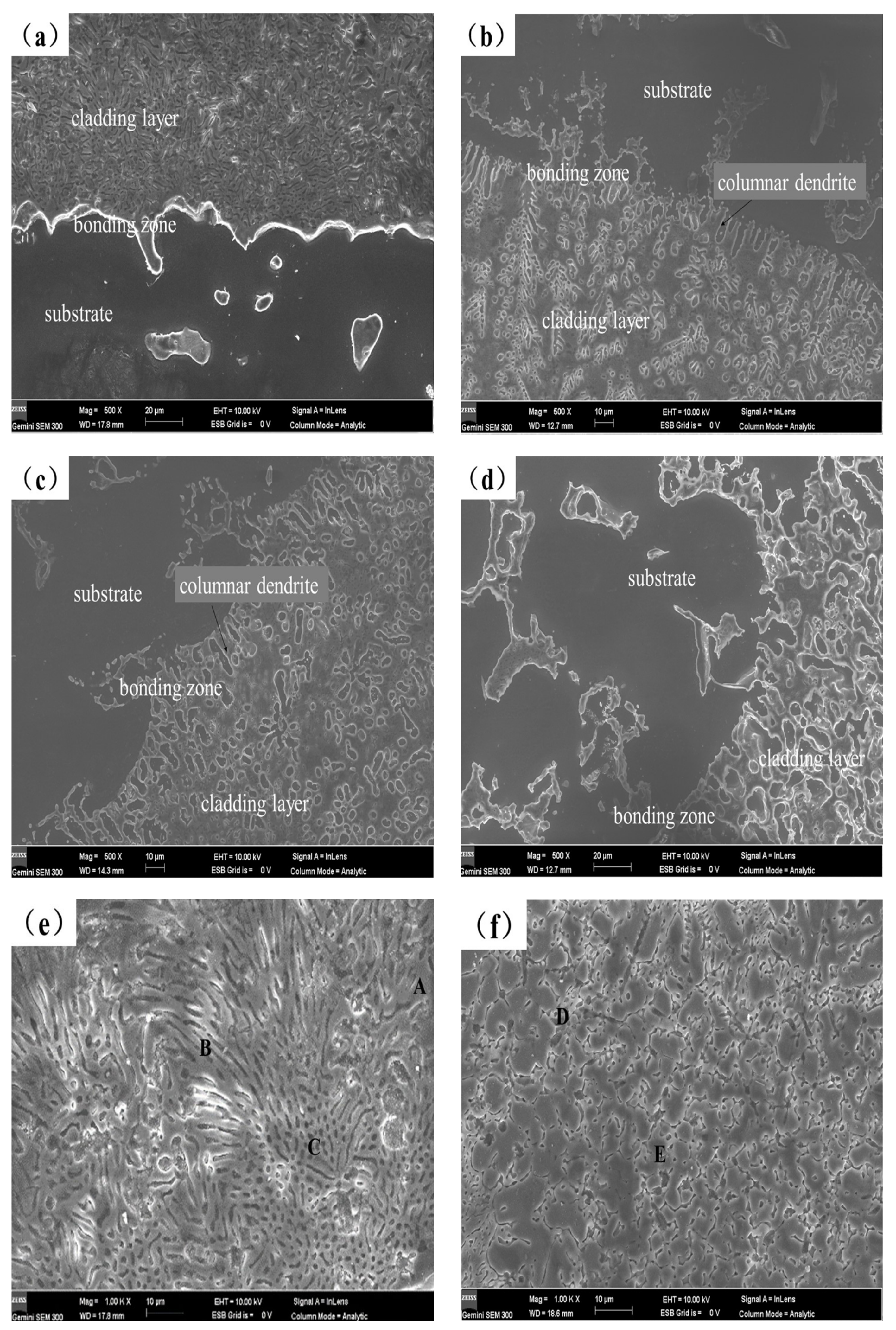
- The microstructures of Al-Si + Y2O3 cladding layer include α-Mg, Mg2Si, Al4MgY phases and a small amount of Al12Mg17 phase. With the increase of the amount of Y2O3 added, the coarse dendrites, reticulated eutectic structures and massive phases in the Al-Si + Y2O3 cladding layer tend to be refined and gradually uniform distribution.
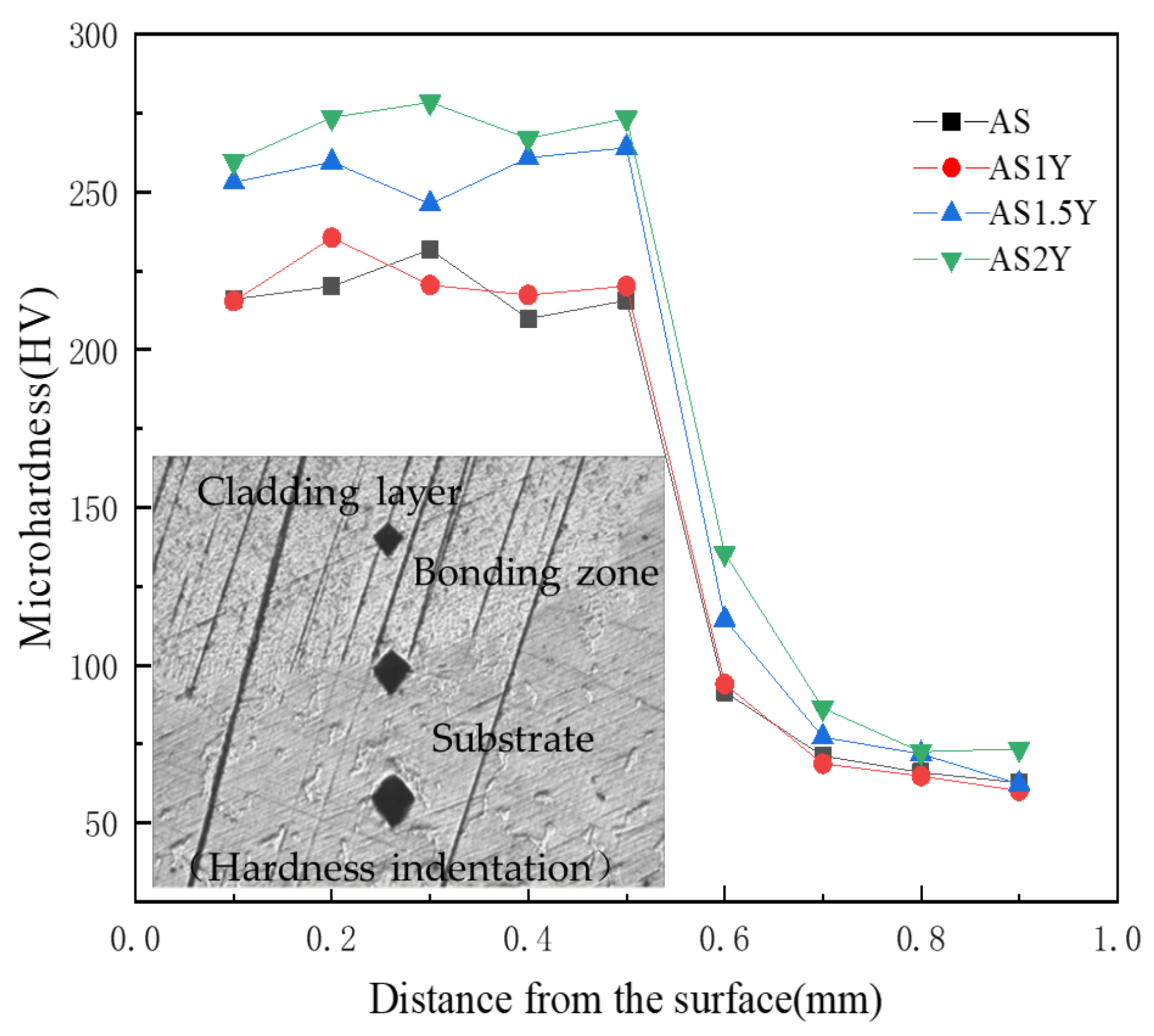
- (2)
- With an increase in Y2O3 content, the microhardness of the Al-Si coating increases. When the content of Y2O3 reaches about 2 wt.%, the microhardness of the coating reaches the greatest with an value of about 270 HV.
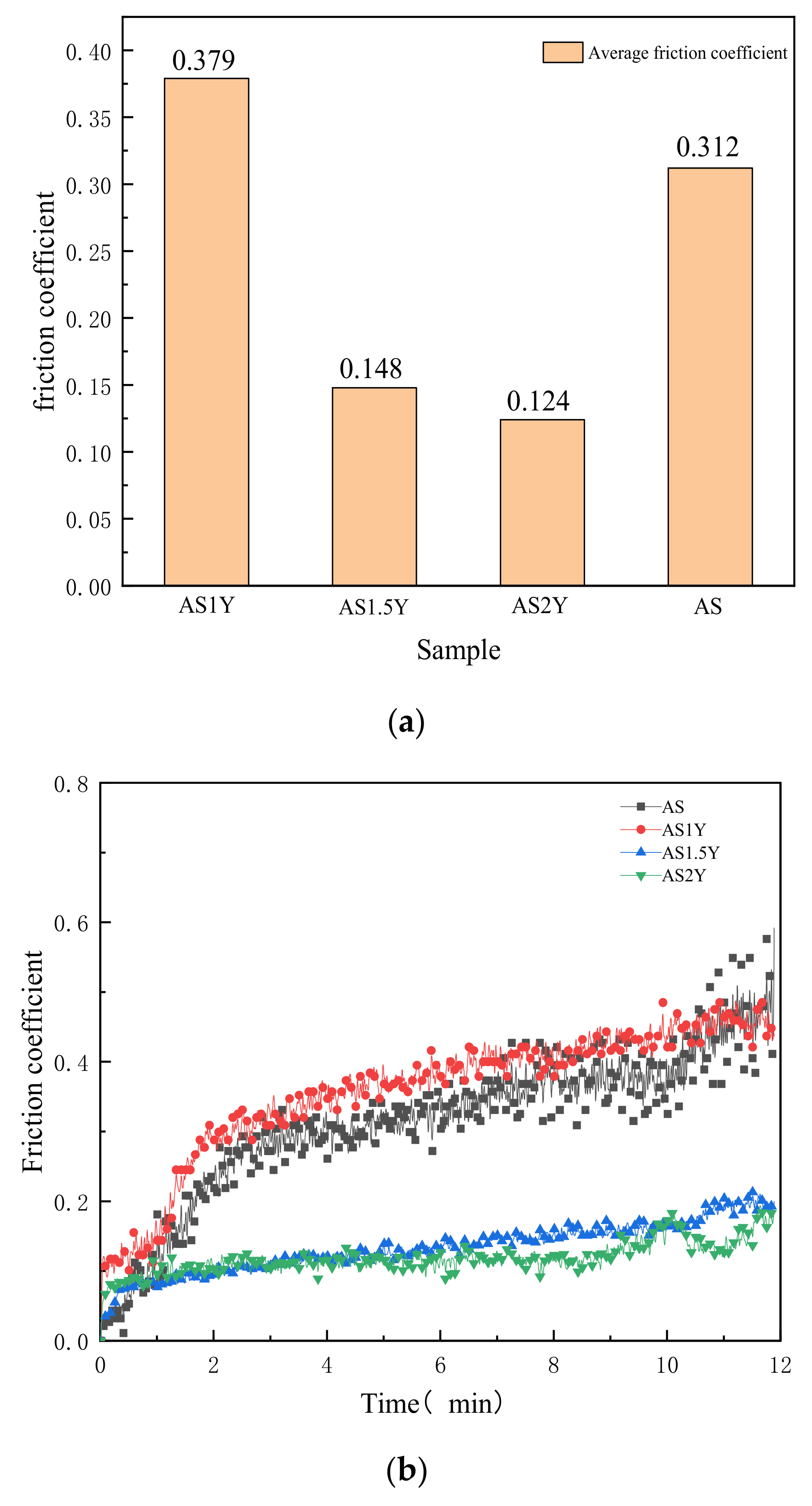
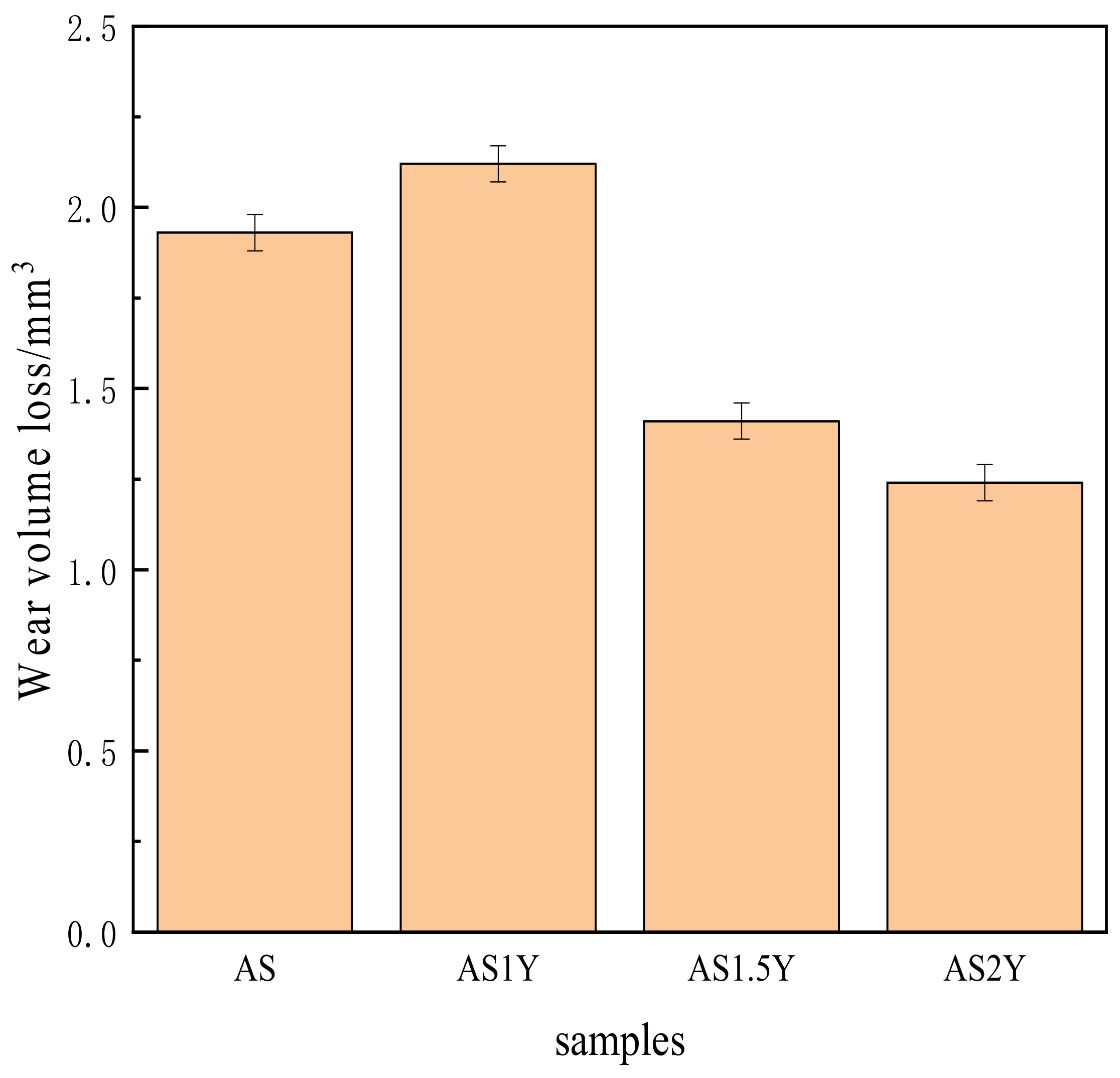
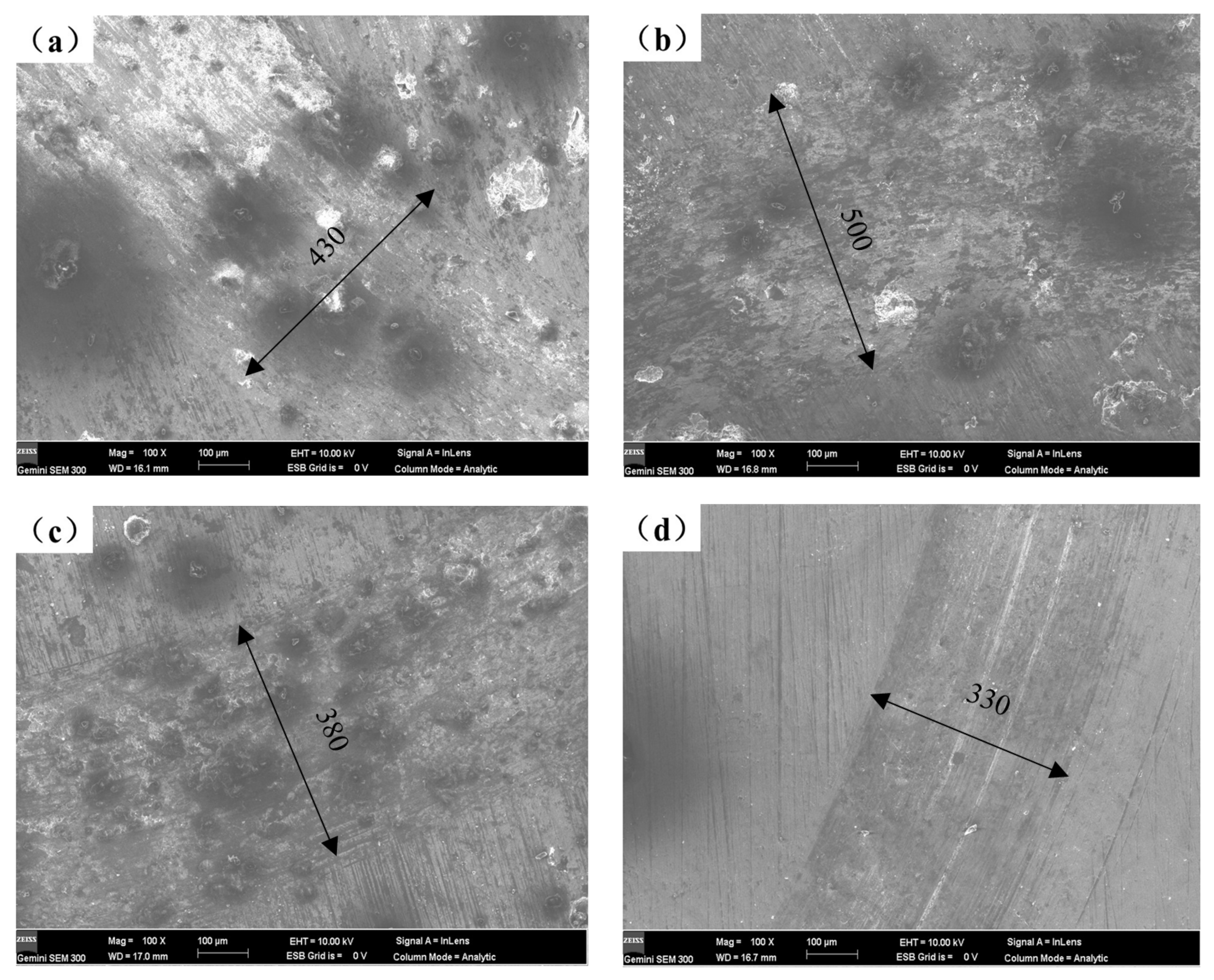
- (3)
- Friction experiments show that increasing the Y2O3 content, the average friction coefficient and the wear scar width of the coating have decreased. In addition, the Y2O3 addition promotes the reduction of wear volume loss of the cladding layer, which effectively decreases the wear rate of the magnesium substrate.
- (4)
- The Y2O3-modified coatings have greater corrosion resistance than the untreated coatings. The addition of Y2O3 promotes the reduction of localized corrosion sites and makes the corrosion surface smoother, implying that the corrosion resistance increases significantly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, J.H.; Zhou, Q.; Yu, J.S.; Ma, A.B.; Song, D.; Lu, F.M.; Zhang, L.Y.; Yang, D.H.; Chen, J.Q. Comparative analysis for corrosion resistance of micro-arc oxidation coatings on coarse-grained and ultra-fine grained AZ91D Mg alloy. Surf. Coat. Technol. 2013, 216, 259–266. [Google Scholar] [CrossRef]
- Carcel, B.; Sampedro, J.; Ruescas, A.; Toneu, X. Corrosion and wear resistance improvement of magnesium alloys by laser cladding with Al-Si. Phys. Procedia 2011, 12, 353–363. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.J.; Ji, Y.; Meng, Q.S.; Li, Z.S. Microstructure and corrosion resistance of laser cladding and friction stir processing hybrid modification Al-Si coatings on AZ31B. Vacuum 2016, 133, 31–37. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Improving the wear resistance of AZ91D magnesium alloys by laser cladding with Al–Si powders. Mater. Lett. 2009, 63, 19–21. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Asghar, O.; Li-Yan, L.; Yasir, M.; Chang-Jiu, L.; Cheng-Xin, L. Enhanced Tribological Properties of LA43M Magnesium Alloy by Ni60 Coating via Ultra-High-Speed Laser Cladding. Coatings 2020, 10, 638. [Google Scholar] [CrossRef]
- Zhang, X.L.; Zhang, K.M.; Zou, J.X. Microstructures and properties in surface layers of Mg-6Zn-1Ca magnesium alloy laser-clad with Al-Si powders. Trans. Nonferrous Met. Soc. China 2018, 28, 96–102. [Google Scholar] [CrossRef]
- Liu, J.L.; Yu, H.J.; Chen, C.Z.; Weng, F.; Dai, J.J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Mo, N.; Tan, Q.Y.; Bermingham, M.; Huang, Y.D.; Dieringa, H.; Hort, N.; Zhang, M.X. Current development of creep-resistant magnesium cast alloys: A review. Mater. Des. 2018, 155, 422–442. [Google Scholar] [CrossRef]
- Abbas, G.; Li, L.; Ghazanfar, U.; Liu, Z. Effect of high power diode laser surface melting on wear resistance of magnesium alloys. Wear 2006, 260, 175–180. [Google Scholar] [CrossRef]
- Ren, Z.; Zhao, Y.; Han, G.; Wang, W.; Zhou, K.; He, T.; Sun, Y. Laser-Arc Hybrid Cladding of Al-Mg Alloy Coating on AZ80 Mg Alloy: Effect of Laser Beam Oscillations Amplitude. Materials 2022, 15, 7272. [Google Scholar] [CrossRef] [PubMed]
- Riquelme, A.; Rodrigo, P. An Introduction on the Laser Cladding Coatings on Magnesium Alloys. Metals 2021, 11, 1993. [Google Scholar] [CrossRef]
- Liu, S.; Guo, H. Influence of Heat Treatment on Microstructure and Mechanical Properties of AZ61 Magnesium Alloy Prepared by Selective Laser Melting (SLM). Materials 2022, 15, 7067. [Google Scholar] [CrossRef] [PubMed]
- Taltavull, C.; Torres, B.; López, A.J.; Rodrigo, P.; Rams, J. Novel laser surface treatments on AZ91 magnesium alloy. Surf. Coat. Technol. 2013, 222, 118–127. [Google Scholar] [CrossRef]
- Wang, A.H.; Yue, T.M. YAG laser cladding of an Al-Si alloy onto an Mg/SiC composite for the improvement of corrosion resistance. Compos. Sci. Technol. 2001, 61, 1549–1554. [Google Scholar] [CrossRef]
- Zhang, H.X.; Dai, J.J.; Ma, Z.W.; Wang, X.Y.; Zhang, N.L. Effect of Y2O3 on microstructures and wear resistance of TiC reinforced Ti-Al-Si coating by laser cladding on TC4 alloy. Surf. Rev. Lett. 2019, 26, 1950077. [Google Scholar] [CrossRef]
- Thakur, A.; Gharde, S.; Kandasubramanian, B. Electroless nickel fabrication on surface modified magnesium substrates. Def. Technol. 2019, 15, 636–644. [Google Scholar] [CrossRef]
- Kang, Z.X.; Li, W. Facile and fast fabrication of superhydrophobic surface on magnesium alloy by one-step electrodeposition method. J. Ind. Eng. Chem. 2017, 50, 50–56. [Google Scholar] [CrossRef]
- Saranya, K.; Bhuvaneswari, S.; Chatterjee, S.; Rajendran, N. Titanate incorporated anodized coating on magnesium alloy for corrosion protection, antibacterial responses and osteogenic enhancement. J. Magnes. Alloy. 2022, 10, 1109–1123. [Google Scholar] [CrossRef]
- Pan, S.; Tu, X.H.; Yu, J.X.; Zhang, Y.; Miao, C.P.; Xu, Y.L.; Fu, R.; Li, J.Y. Optimization of AZ31B Magnesium Alloy Anodizing Process in NaOH-Na2SiO3-Na2B4O7 Environmental-Friendly Electrolyte. Coatings 2022, 12, 578. [Google Scholar] [CrossRef]
- Tan, C.; Zhu, H.; Kuang, T.; Shi, J.; Liu, H.; Liu, Z. Laser cladding Al-based amorphous-nanocrystalline composite coatings on AZ80 magnesium alloy under water cooling condition. J. Alloys Compd. 2017, 690, 108–115. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.D.; Rams, J. Evaluation of the Wear Resistance and Cor-rosion Behavior of Laser Cladding Al/SiC Metal Matrix Composite Coatings on ZE41 Magnesium Alloy. Coatings 2021, 11, 639. [Google Scholar] [CrossRef]
- Tokunaga, T.; Ohno, M.; Matsuura, K. Coatings on Mg alloys and their mechanical properties: A review. J. Mater. Sci. Technol. 2018, 34, 1119–1126. [Google Scholar] [CrossRef]
- Lei, Y.W.; Sun, R.L.; Tang, Y.; Niu, W. Experimental and thermodynamic investigations into the micro-structure of laser clad Al–Si coatings on AZ91D alloys. Surf. Coat. Technol. 2012, 207, 400–405. [Google Scholar] [CrossRef]
- Hazra, M.; Mondal, A.K.; Kumar, S.; Blawert, C.; Dahotre, N.B. Laser surface cladding of MRI 153M mag-nesium alloy with (Al + Al2O3). Surf. Coat. Technol. 2009, 203, 2292–2299. [Google Scholar] [CrossRef]
- Zhu, R.D.; Li, Z.Y.; Li, X.X.; Sun, Q. Microstructure and properties of the low-power-laser clad coatings on magnesium alloy with different amount of rare earth addition. Appl. Surf. Sci. 2015, 353, 405–413. [Google Scholar] [CrossRef]
- Yang, L.Q.; Li, Z.Y.; Zhang, Y.Q.; Wei, S.Z.; Wang, Y.J.; Kang, Y. In-situ TiC-Al3Ti reinforced Al-Mg com-posites with Y2O3 addition formed by laser cladding on AZ91D. Surf. Coat. Technol. 2020, 383, 125249. [Google Scholar] [CrossRef]
- Bu, R.; Jin, A.X.; Sun, Q.; Zan, W.; He, R.L. Study on laser cladding and properties of AZ63-Er alloy for automobile engine. J. Mater. Res. Technol. 2020, 9, 5154–5160. [Google Scholar] [CrossRef]
- Deng, G.; Chong, Y.; Su, L.; Zhan, L.; Wei, P.; Zhao, X.; Zhang, L.; Tian, Y.; Zhu, H.; Tsuji, N. Mechanisms of remarkable wear reduction and evolutions of subsurface microstructure and nano-mechanical properties during dry sliding of nano-grained Ti6Al4V alloy: A comparative study. Tribol. Int. 2022, 169, 107464. [Google Scholar] [CrossRef]
- Deng, G.; Zhao, X.; Su, L.; Wei, P.; Zhang, L.; Zhan, L.; Chong, Y.; Zhu, H.; Tsuji, N. Effect of high pressure tor-sion process on the microhardness, microstructure and tribological property of Ti6Al4V alloy. J. Mater. Sci. Technol. 2021, 94, 183–195. [Google Scholar] [CrossRef]
- Wang, X.; Pan, X.D.; Niu, Q.; He, X.Q. Microstructure and properties of laser clad Al-Si coating on AZ33M magnesium alloy. Heat Treat. Met. 2021, 46, 202–206. [Google Scholar] [CrossRef]
- Li, H.C.; Wang, D.G.; Chen, C.Z.; Weng, F. Effect of CeO2 and Y2O3 on microstructure, bioactivity and degradability of laser cladding CaO-SiO2 coating on titanium alloy. Colloids Surf. B Biointerfaces 2015, 127, 15–21. [Google Scholar] [CrossRef] [PubMed]
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Effect of rare earth elements and their oxides on tribo-mechanical performance of laser claddings: A review. J. Rare Earths 2016, 34, 549–564. [Google Scholar] [CrossRef]
- Deng, G.; Tieu, A.K.; Lan, X.; Su, L.; Wang, L.; Zhu, Q.; Zhu, H. Effects of normal load and velocity on the dry sliding tribological behaviour of CoCrFeNiMo0.2 high entropy alloy. Tribol. Int. 2020, 144, 106116. [Google Scholar] [CrossRef]
- Saffarzade, P.; Amadeh, A.A.; Agahi, N. Study of tribological and friction behavior of magnesium phos-phate coating and comparison with traditional zinc phosphate coating under dry and lubricated conditions. Tribol. Int. 2020, 144, 106122. [Google Scholar] [CrossRef]
- Ataya, S.; Seleman, M.M.E.; Latief, F.H.; Ahmed, M.M.Z.; Hajlaoui, K.; Soliman, A.M.; Alsaleh, N.A.; Habba, M.I.A. Wear characteristics of Mg alloy AZ91 reinforced with oriented short carbon fibers. Materials 2022, 15, 4841. [Google Scholar] [CrossRef]
- Fabre, A.; Masse, J.E. Friction behavior of laser cladding magnesium alloy against AISI 52100 steel. Tribol. Int. 2012, 46, 247–253. [Google Scholar] [CrossRef] [Green Version]
- Deng, G.; Tieu, A.K.; Su, L.; Wang, P.; Wang, L.; Lan, X.; Cui, S.; Zhu, H. Investigation into reciprocating dry sliding friction and wear properties of bulk CoCrFeNiMo high entropy alloys fabricated by spark plasma sintering and subsequent cold rolling processes: Role of Mo element concentration. Wear 2020, 460–461, 203440. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, J.; Niu, W.; Li, Y.; Mao, X.; Wang, Y.; Zhang, K. Effect of La2O3 on microstructure and properties of Fe-based alloy coatings by laser cladding. Optik 2021, 245, 167653. [Google Scholar] [CrossRef]
- He, X.; Kong, D.; Song, R. Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials 2018, 11, 198. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Farooq, A.; Tayyab, K.B.; Malik, A.; Kamran, M.; Kim, J.; Li, C.; Hamad, K.; Jun, T.S. Corrosion behavior of AZ31 magnesium alloy with calcium addition. Corros. Sci. 2022, 199, 110205. [Google Scholar] [CrossRef]
- Cui, C.; Wu, M.P.; Miao, X.J.; Gong, Y.L.; Zhao, Z.S. The effect of laser energy density on the geometric characteristics, microstructure and corrosion resistance of Co-based coatings by laser cladding. J. Mater. Res. Technol. 2021, 15, 2405–2418. [Google Scholar] [CrossRef]
- Shao, Z.; Nishimoto, M.; Muto, I.; Sugawara, Y. Real-time in situ observation of the corrosion process of die-cast AZ91D magnesium alloy in NaCl solutions under galvanostatic polarization. Corros. Sci. 2021, 192, 109834. [Google Scholar] [CrossRef]
- Qi, J.; Ye, Z.; Gong, N.; Qu, X.; Mercier, D.; Swiatowska, J.; Skeldon, P.; Marcus, P. Formation of a trivalent chromium conversion coating on AZ91D magnesium alloy. Corros. Sci. 2021, 186, 109459. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Si | Fe | Cu | Ni | Be | Mg |
|---|---|---|---|---|---|---|---|---|
| 9.3 | 0.63 | 0.32 | 0.05 | 0.003 | 0.021 | 0.001 | 0.001 | Bal. |
| Title 1 | Title 2 |
|---|---|
| AS | Al-12Si |
| AS1Y | Al-12Si + 1Y2O3 |
| AS1.5Y | Al-12Si + 1.5Y2O3 |
| AS2Y | Al-12Si + 2Y2O3 |
| Position | Al | Mg | Si | Y | O |
|---|---|---|---|---|---|
| A | 41.0 | 58.1 | 0.9 | 0 | 0 |
| B | 42.1 | 51.3 | 6.6 | 0 | 0 |
| C | 14.7 | 45.8 | 39.6 | 0 | 0 |
| D | 74.7 | 3.6 | 19.6 | 2.0 | 0.1 |
| E | 65.6 | 4.6 | 28.7 | 1.2 | 0 |
| Sample | |||||
|---|---|---|---|---|---|
| AZ91D | −1.692 | 1.22 × 10−3 | 0.376 | −0.164 | 40.696 |
| AS | −1.333 | 7.466 × 10−5 | 0.127 | −0.143 | 391.706 |
| AS1Y | −1.293 | 9.85 × 10−5 | 0.330 | −0.122 | 393.162 |
| AS1.5Y | −1.287 | 8.737 × 10−5 | 0.296 | −0.151 | 497.988 |
| AS2Y | −1.284 | 7.027 × 10−5 | 0.391 | −0.129 | 600.158 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wan, X.; Tian, C.; Li, Y.; Zhou, J.; Qian, S.; Su, L.; Wang, L. Effect of Y2O3 Addition on Microstructure and Properties of Laser Cladded Al-Si Coatings on AZ91D Magnesium Alloy. Materials 2023, 16, 338. https://doi.org/10.3390/ma16010338
Wan X, Tian C, Li Y, Zhou J, Qian S, Su L, Wang L. Effect of Y2O3 Addition on Microstructure and Properties of Laser Cladded Al-Si Coatings on AZ91D Magnesium Alloy. Materials. 2023; 16(1):338. https://doi.org/10.3390/ma16010338
Chicago/Turabian StyleWan, Xiaofeng, Chuang Tian, Yi Li, Jingling Zhou, Shuangqing Qian, Lihong Su, and Li Wang. 2023. "Effect of Y2O3 Addition on Microstructure and Properties of Laser Cladded Al-Si Coatings on AZ91D Magnesium Alloy" Materials 16, no. 1: 338. https://doi.org/10.3390/ma16010338