
Damping and Mechanical Properties of Epoxy/316L Metallic Lattice Composites

Abstract
:1. Introduction
2. Materials and Methods
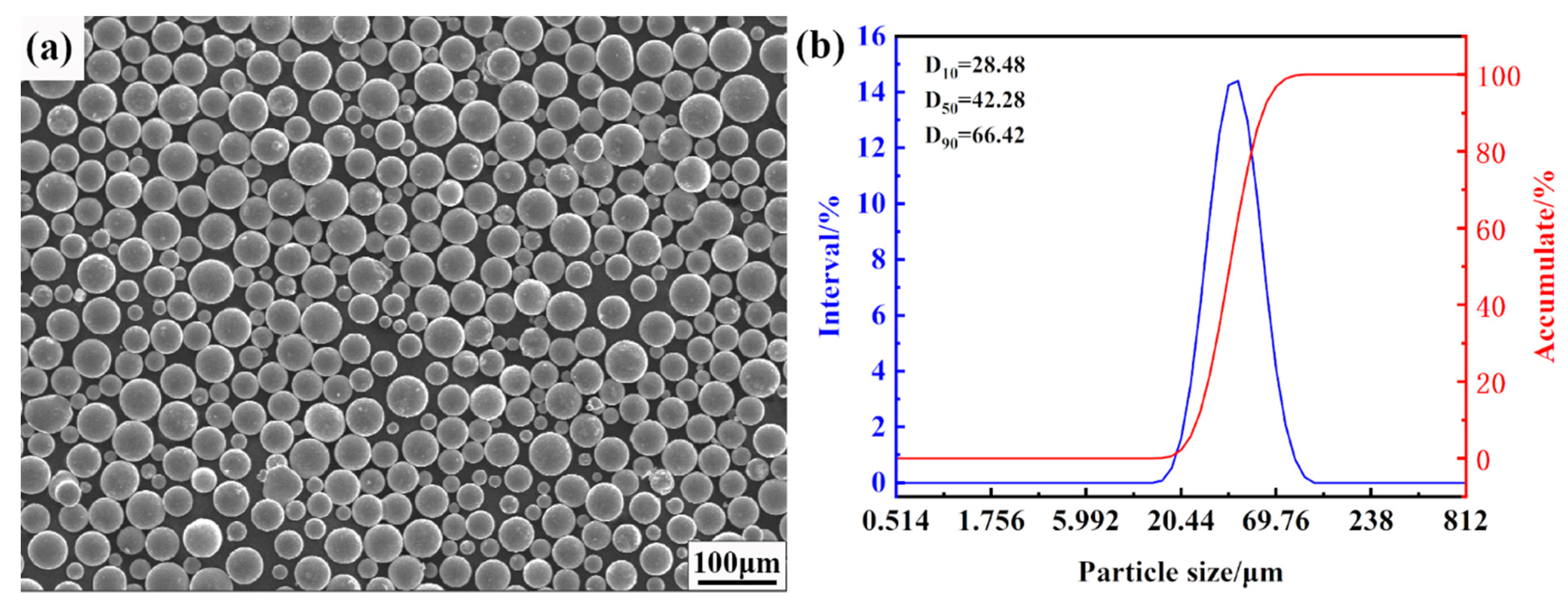
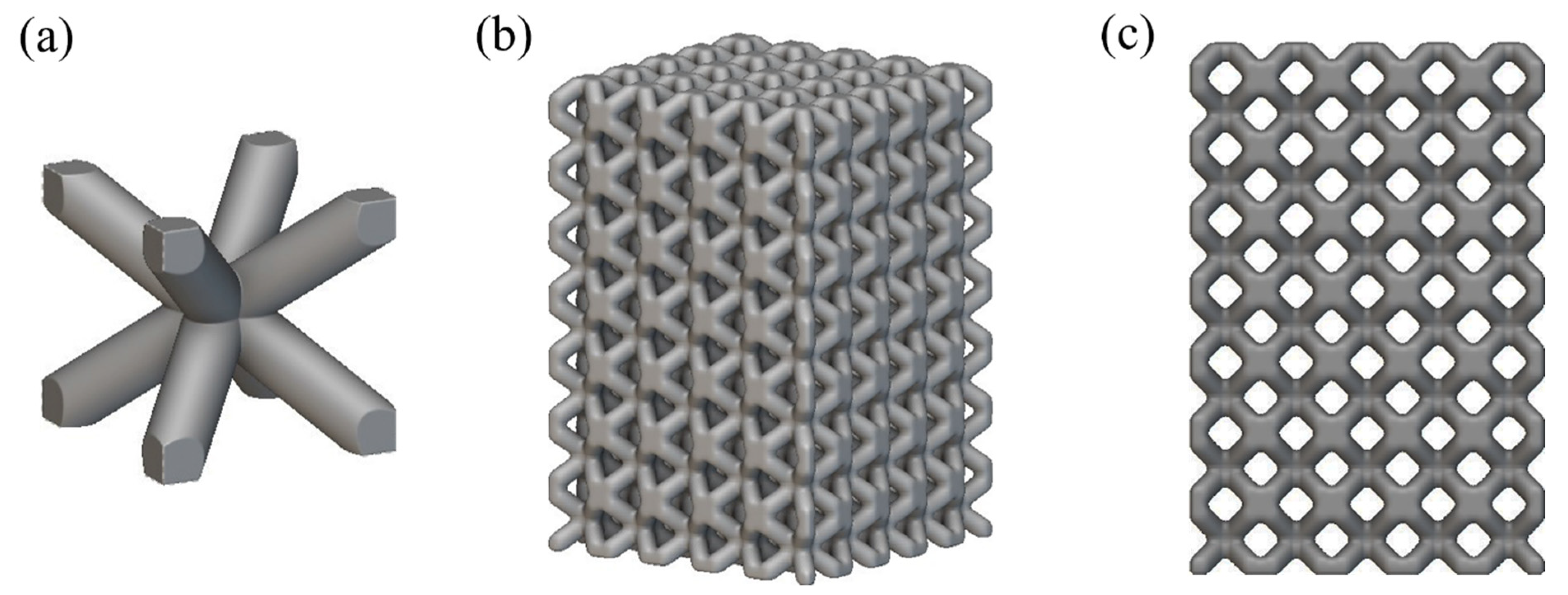
2.1. Materials
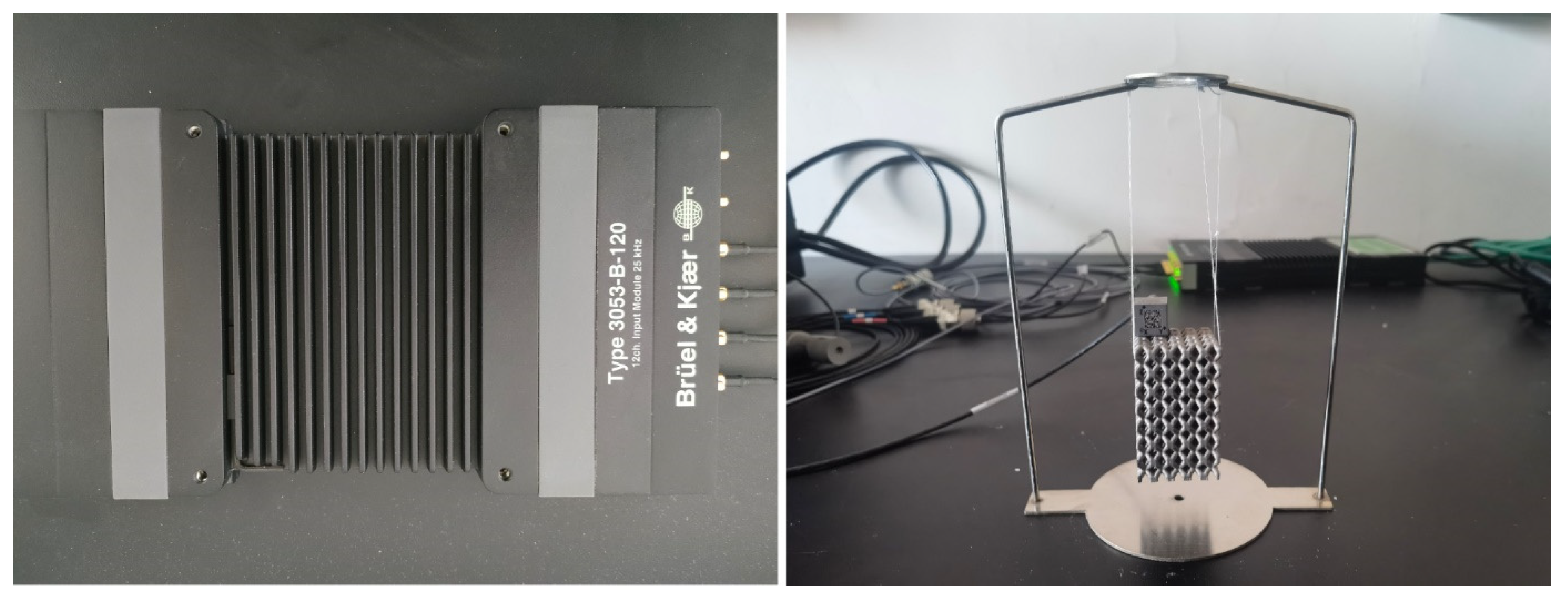
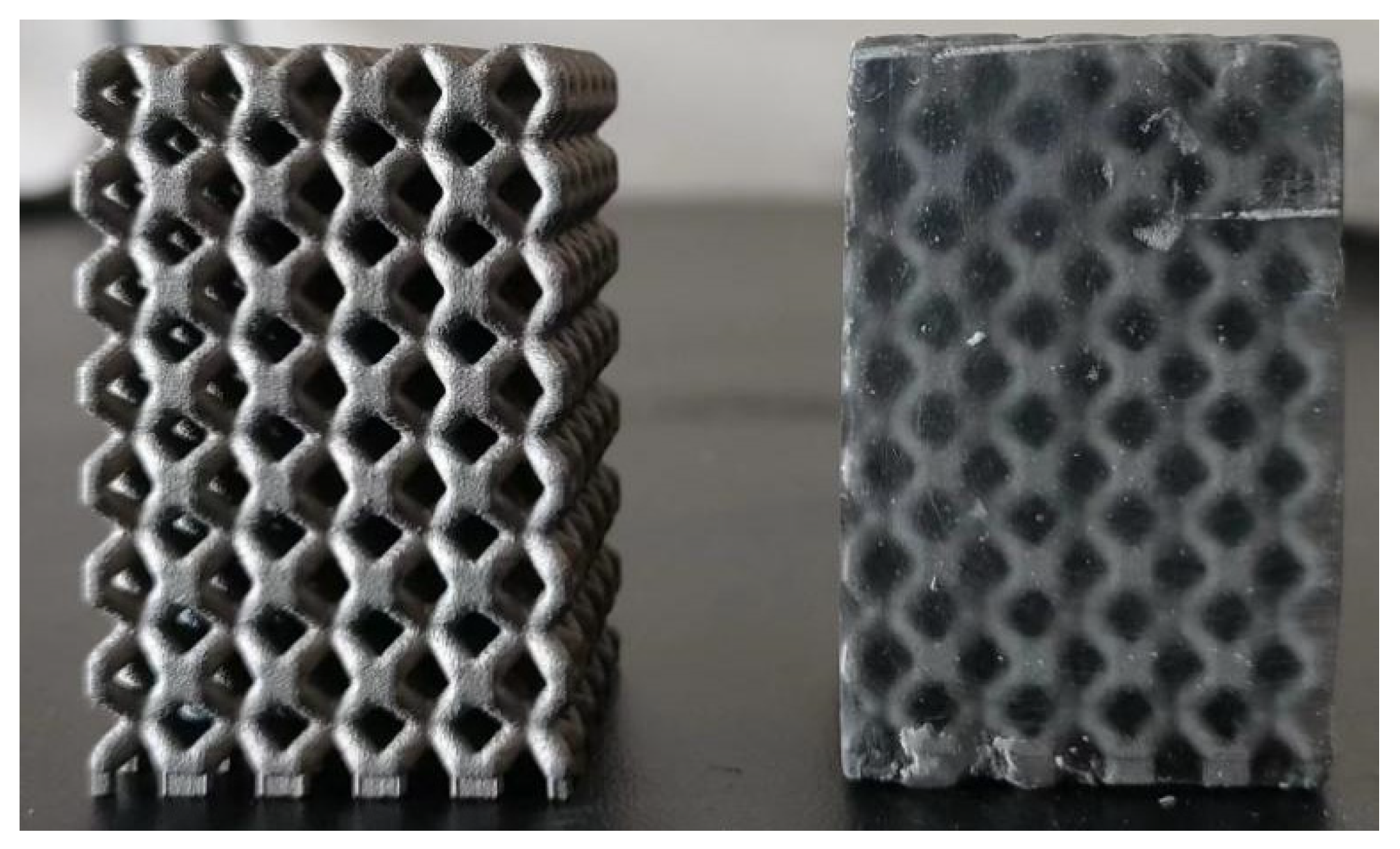
2.2. Experimental
3. Results and Discussion
3.1. Damping Properties
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fu, Y.; Kabir, I.I.; Yeoh, G.H.; Peng, Z. A review on polymer-based materials for underwater sound absorption. Polym. Test. 2021, 96, 107115. [Google Scholar] [CrossRef]
- Katsiropoulos, C.; Pappas, P.; Koutroumanis, N.; Kokkinos, A.; Galiotis, C. Enhancement of damping response in polymers and composites by the addition of graphene nanoplatelets. Compos. Sci. Technol. 2022, 227, 109562. [Google Scholar] [CrossRef]
- Vervaeke, R.; Debruyne, S.; Vandepitte, D. Numerical and experimental analysis of vibration damping performance of polyurethane adhesive in machine operations. Int. J. Adhes. Adhes. 2019, 90, 47–54. [Google Scholar] [CrossRef]
- Li, M.; Liu, J.; Yan, S.; Yan, W.; Shi, B. Effect of aging treatment on damping capacity in Cu-Al-Mn shape memory alloy. J. Alloys Compd. 2020, 821, 153213. [Google Scholar] [CrossRef]
- Sun, M.; Jiang, Y.; Wang, X.; Zhang, L.; Jiang, W.; Liu, R.; Wang, H.; Kong, M.; Gao, Y.; Hao, T.; et al. Synchronously enhanced mechanical and damping properties of Fe-18Ga alloy by mechanical treatment. Mater. Sci. Eng. A 2019, 766, 138287. [Google Scholar] [CrossRef]
- Song, M.; Yue, X.; Wang, X.; Huang, M.; Ma, M.; Pan, W.; Qin, Q. Improved high-temperature damping performance of nitrile-butadiene rubber/phenolic resin composites by introducing different hindered amine molecules. e-Polymers 2020, 1, 20. [Google Scholar] [CrossRef]
- Zhao, M.; Shao, Y.; Zheng, W.; Luo, Y.; Qiao, J.; Wu, S.; Yan, Y.; Guo, W. Tailoring the damping and mechanical properties of porous NiTi by a phase leaching process. J. Alloys Compd. 2021, 855, 157471. [Google Scholar] [CrossRef]
- Zheng, N. Fabrication and damping behaviors of novel polyurethane/TiNiCu composites. Phys. B 2020, 582, 411911. [Google Scholar] [CrossRef]
- Ji, X.; Wang, Q.; Yin, F.; Cui, C.; Ji, P.; Hao, G. Fabrication and properties of novel porous CuAlMn shape memory alloys and polymer/CuAlMn composites. Compos. Part A 2018, 107, 21–30. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, L.; Kang, J.; Wang, Q.; Cui, C.; Su, R.; Narayanaswamy, B. Effects of aging and thermal cycling on the microstructure and damping behaviors of a porous CuAlMn shape memory alloy. J. Mater. Res. Technol. 2020, 4, 9. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, X.; Li, B.; Yin, F.; Cui, C.; Ding, Y.; Jiao, Z. Fabrication and damping behavior of a novel Mg/TiNiCu composite. Mater. Lett. 2018, 217, 206–210. [Google Scholar] [CrossRef]
- Yang, K.; Yang, X.; He, C.; Liu, E.; Shi, C.; Ma, L.; Li, Q.; Li, J.; Zhao, N. Damping characteristics of Al matrix composite foams reinforced by in-situ grown carbon nanotubes. Mater. Lett. 2017, 209, 68–70. [Google Scholar] [CrossRef]
- Dahil, L.; Karabulut, A.; Baspinar, S. Damping Properties of open pore aluminum foams produced by vacuum casting and NaCI dissolution process. Metalurgija 2013, 4, 52. [Google Scholar]
- Chen, M.; Liu, B.; Ji, Z.; Jia, C.; Wu, Q.; Liu, Z. Mechanical properties and damping properties of carbon nanotube-reinforced foam aluminum with small aperture. J. Mater. Res. 2020, 19, 35. [Google Scholar] [CrossRef]
- Liao, X.; Wang, Y.; Fan, G.; Liu, E.; Shang, J.; Yang, S.; Luo, H.; Song, X.; Ren, X.; Otsuka, K. High damping capacity of a Ni-Cu-Mn-Ga alloy in wide ambienttemperature range. J. Alloys Compos. 2017, 695, 2400–2405. [Google Scholar] [CrossRef]
- Matli, P.R.; Manakari, V.; Parande, G.; Mattli, M.R.; Shakoor, R.A.; Gupta, M. Improving Mechanical, Thermal and Damping Properties of NiTi(Nitinol) Reinforced Aluminum Nanocomposites. J. Compos. Sci. 2020, 4, 19. [Google Scholar] [CrossRef] [Green Version]
- Xie, B.; Yan, S.; Zou, Q. Facile synthesis of carbon nanotubes on nickel foam by decomposition of acetylene in chemical vapor deposition. J. Nanosci. Nanotechnol. 2016, 16, 8779–8786. [Google Scholar] [CrossRef]
- Wang, Y.; Yao, D.; Zheng, Y. Effect of graphene size on the mechanical and damping properties of polyether amine modified r-GO and ZnO multi-nanoparticles filled epoxy. Mater. Lett. 2022, 309, 131401. [Google Scholar] [CrossRef]
- Mallipudi, P.K.; Jyothi, P.; Ramanaiah, N.; Bhaskara Raju, V.V.S. Damping Performance of Polychloroprene Rubber for Unconstrained Damping Applications. Adv. Sci. Technol. 2021, 106, 131–136. [Google Scholar]
- Zhang, W.; Ma, F.; Meng, Z.; Kong, L.; Dai, Z.; Zhao, G.; Zhu, A.; Liu, X.Y.; Lin, N. Green Synthesis of Waterborne Polyurethane for High Damping Capacity. Macromol. Chem. Phys. 2021, 6, 222. [Google Scholar] [CrossRef]
- Song, M.; Yue, X.L.; Wang, X.J.; Cao, F.Y.; Li, Y.N.; Su, C.H.; Qin, Q. Effect of Hindered Phenol AO-80 on the Damping Properties for Nitrile-Butadiene Rubber/Phenolic Resin: Molecular Simulation and Experimental Study. Macromol. Mater. Eng. 2020, 8, 305. [Google Scholar] [CrossRef]
- Azammi, A.N.; Sapuan, S.; Ishak, M.R.; Sultan, M.T. Physical and damping properties of kenaf fibre filled natural rubber/thermoplastic polyurethane composites. Def. Technol. 2020, 16, 29–34. [Google Scholar] [CrossRef]
- Shi, X.; Liu, C.; Li, K.; Shi, Z.; Cui, Z. Effect of microcapsules partially filled with viscoelastic acrylate polymer on damping behaviours of epoxy resin. New J. Chem. 2019, 43, 9824–9831. [Google Scholar] [CrossRef]
- Zhou, R.; Gao, W.; Xia, L.; Wu, H.; Guo, S. The study of damping property and mechanism of thermoplastic polyurethane/phenolic resin through a combined experiment and molecular dynamics simulation. J. Mater. Sci. 2018, 12, 53. [Google Scholar] [CrossRef]
- Wang, Y.; Zhan, M.; Li, Y.; Shi, M.; Huang, Z. Mechanical and Damping Properties of Glass Fiber and Mica-Reinforced Epoxy Composites. Polym. Plast. Technol. Eng. 2012, 8, 51. [Google Scholar] [CrossRef]
- Yu, Y.H.; Wu, X.N.; Xu, P. Research on Damping of Foamed Al Composite Filled Epoxy Resin in the Holes. Adv. Mater. Res. 2010, 146–147, 318–322. [Google Scholar] [CrossRef]
- Zhan, C.; Li, M.; McCoy, R.; Zhao, L.; Lu, W. 3D printed hierarchical re-entrant honeycombs: Enhanced mechanical properties and the underlying deformation mechanisms. Compos. Struct. 2022, 290, 115550. [Google Scholar] [CrossRef]
- Zhang, M.; Yu, Q.; Liu, Z.; Zhang, J.; Tan, G.; Jiao, D.; Zhu, W.; Li, S.; Zhang, Z.; Yang, R.; et al. 3D printed Mg-NiTi interpenetrating-phase composites with high strength, damping capacity, and energy absorption efficiency. Sci. Adv. 2020, 19, 6. [Google Scholar] [CrossRef]
- Ouyang, D.; Xing, W.; Li, N.; Li, Y.; Liu, L. Structural evolutions in 3D-printed Fe-based metallic glass fabricated by selective laser melting. Addit. Manuf. 2018, 23, 246–252. [Google Scholar] [CrossRef]
- Lu, H.Z.; Ma, H.W.; Cai, W.S.; Luo, X.; Qu, S.G.; Wang, J.; Lupoi, R.; Yin, S.; Yang, C. Altered phase transformation behaviors and enhanced bending shape memory property of NiTi shape memory alloy via selective laser melting. J. Mater. Process. Tech 2022, 303, 117546. [Google Scholar] [CrossRef]
- Wei, Y.; Yu, B.; Yang, Q.; Gao, P.; Miao, Z.; Cheng, J.; Sun, X. Damping behaviors of steel-based Kelvin lattice structures fabricated by indirect additive manufacture combining investment casting. Smart Mater. Struct. 2020, 29, 055001. [Google Scholar] [CrossRef]
- Uhríčik, M.; Oravcová, M.; Palček, P.; Oršulová, T.; Hanusová, P. Analysis of dependence of internal damping on temperature of austenitic stells AISI 304 and 316L. Res. Procedia 2019, 40, 107–112. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | 316L | 316L Metallic Lattice | Epoxy/316L Metallic Lattice Composites |
|---|---|---|---|
| Damping ratios/% | 0.1 [31] | 0.99743 | 13.31156 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Y.; Li, H.; Yang, H.; Ma, Y.; Cheng, J.; Gao, P.; Shi, J.; Yu, B.; Lin, F. Damping and Mechanical Properties of Epoxy/316L Metallic Lattice Composites. Materials 2023, 16, 130. https://doi.org/10.3390/ma16010130
Wei Y, Li H, Yang H, Ma Y, Cheng J, Gao P, Shi J, Yu B, Lin F. Damping and Mechanical Properties of Epoxy/316L Metallic Lattice Composites. Materials. 2023; 16(1):130. https://doi.org/10.3390/ma16010130
Chicago/Turabian StyleWei, Yanpeng, Huaiqian Li, Hao Yang, Yingchun Ma, Jingchang Cheng, Peng Gao, Jian Shi, Bo Yu, and Feng Lin. 2023. "Damping and Mechanical Properties of Epoxy/316L Metallic Lattice Composites" Materials 16, no. 1: 130. https://doi.org/10.3390/ma16010130