
Contact Characteristics and Tribological Properties of the Weaving Surface of Mn-Cu and Fe-Zn Damping Alloys

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Surface Weaving Treatment
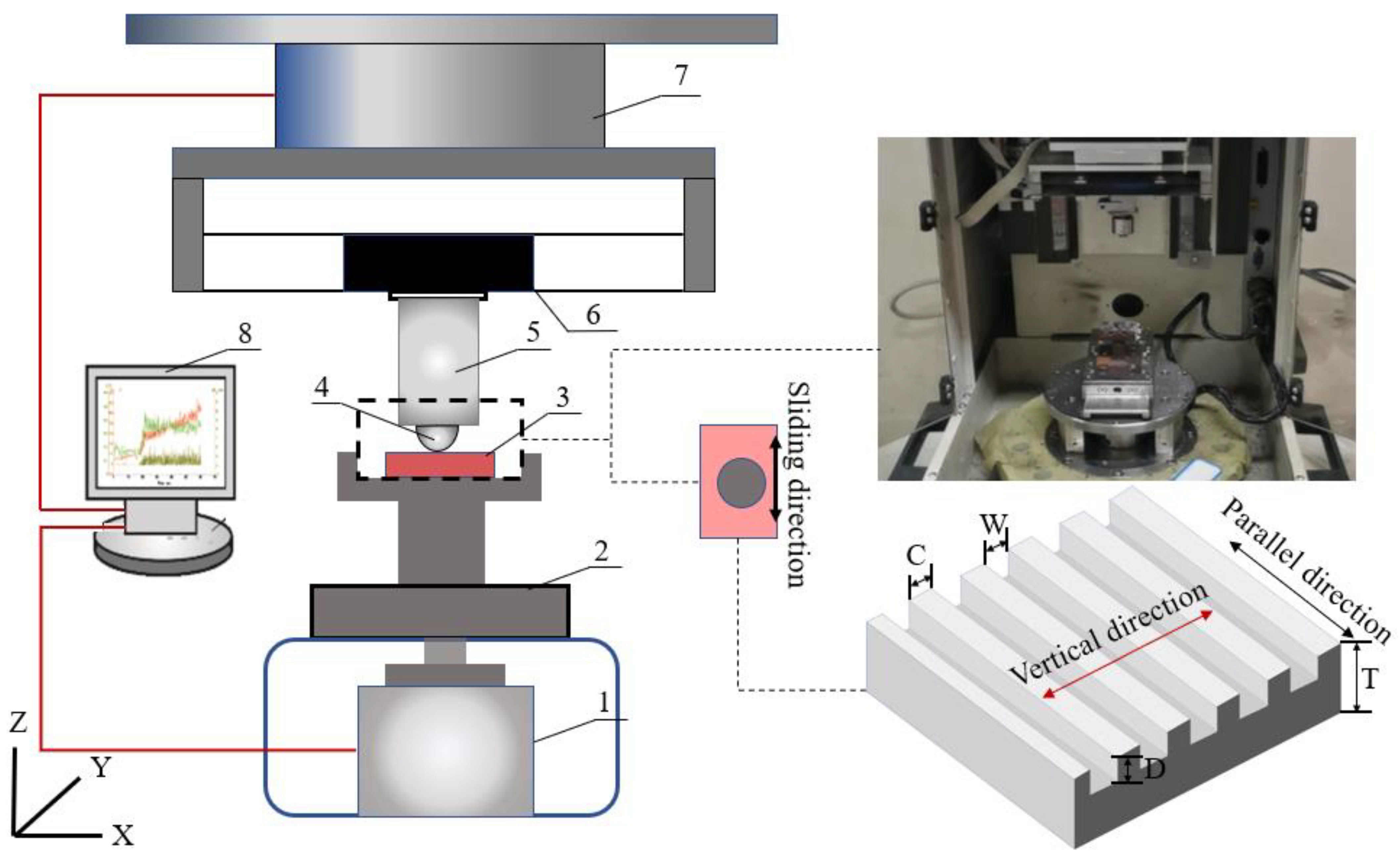
2.3. Experimental Setup
3. Results and Discussion
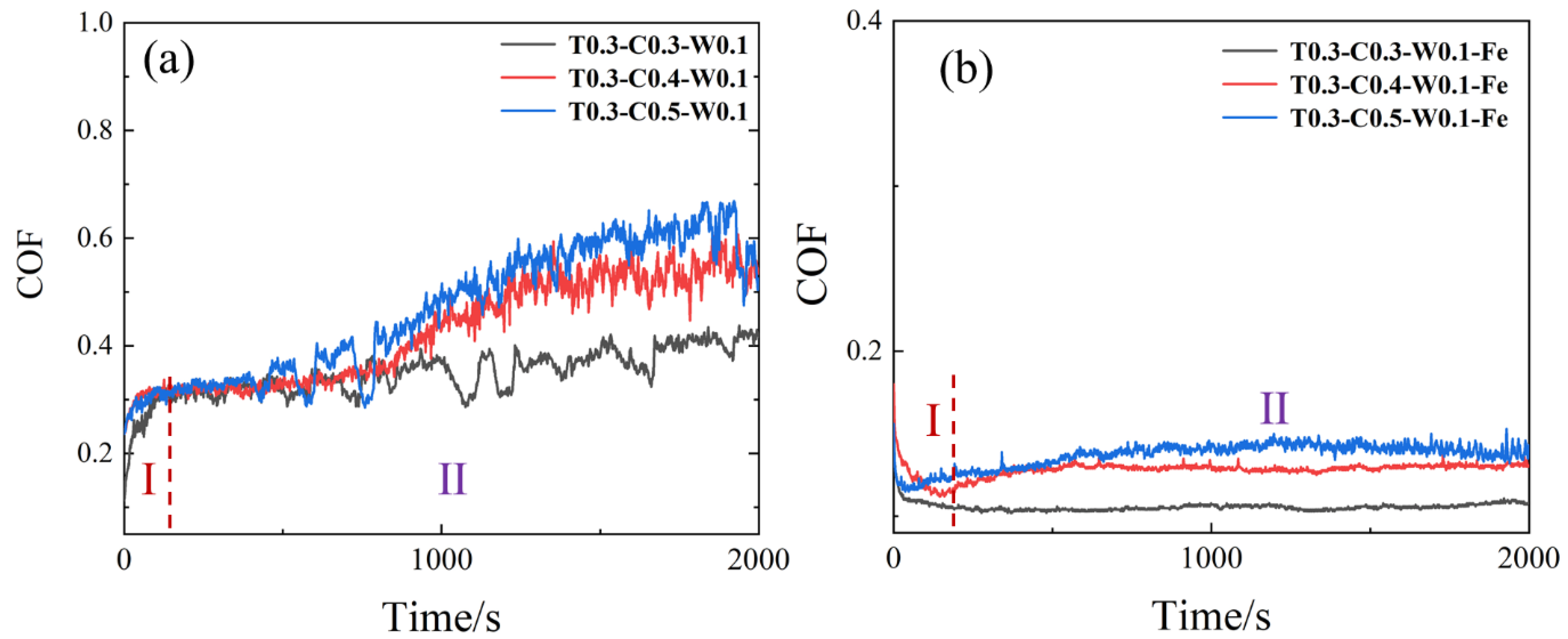
3.1. Friction Coefficient
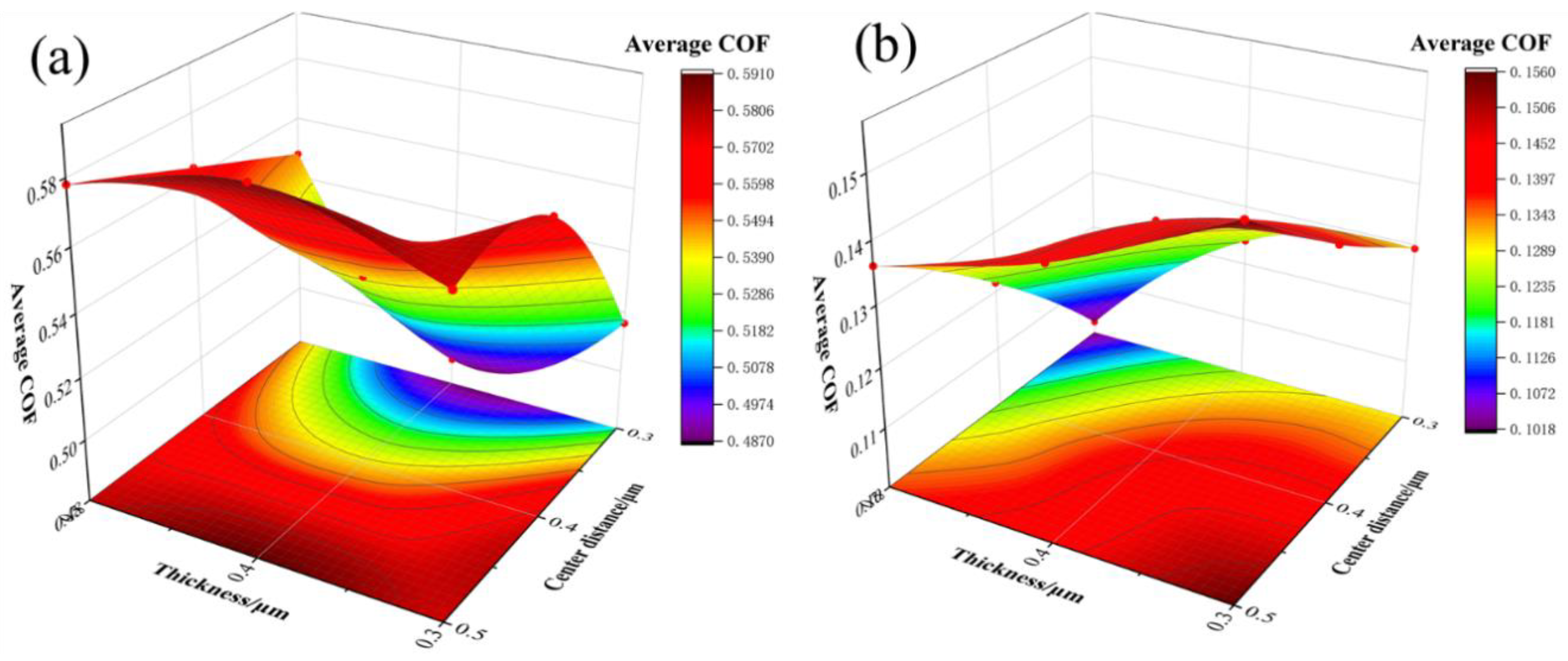
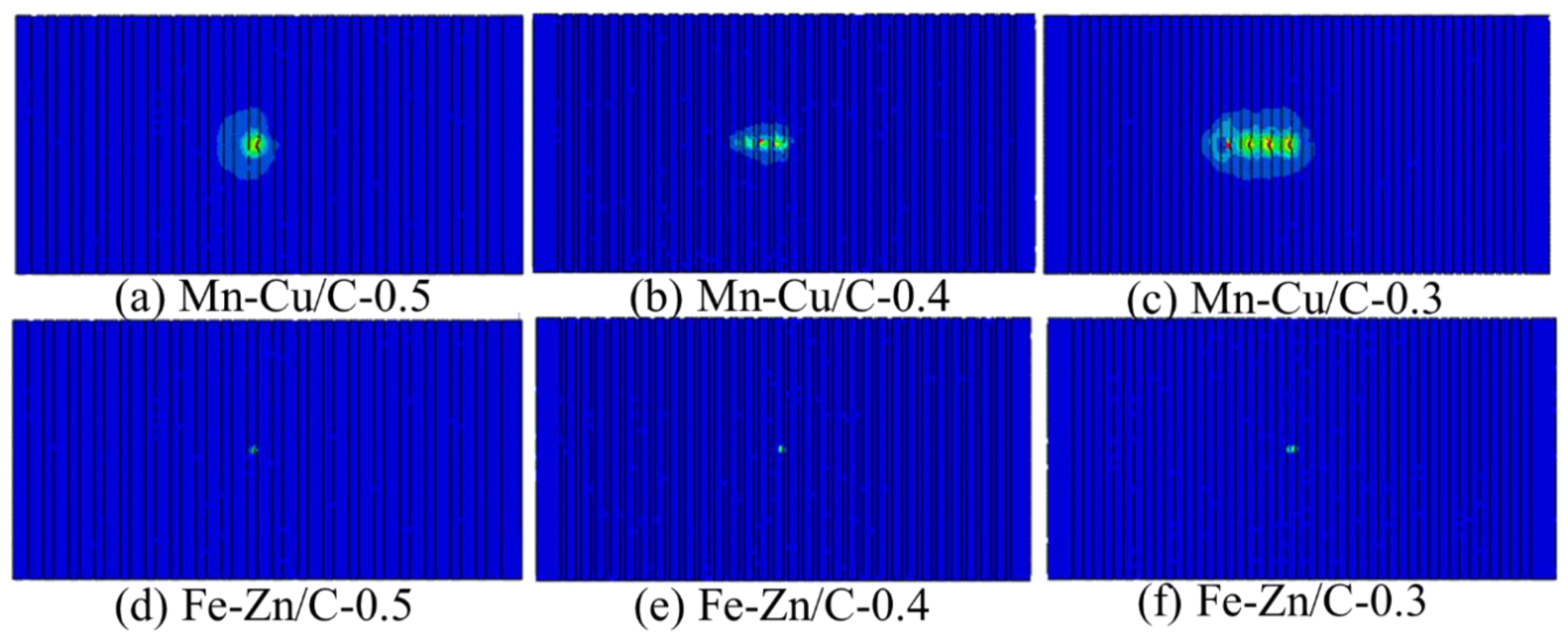
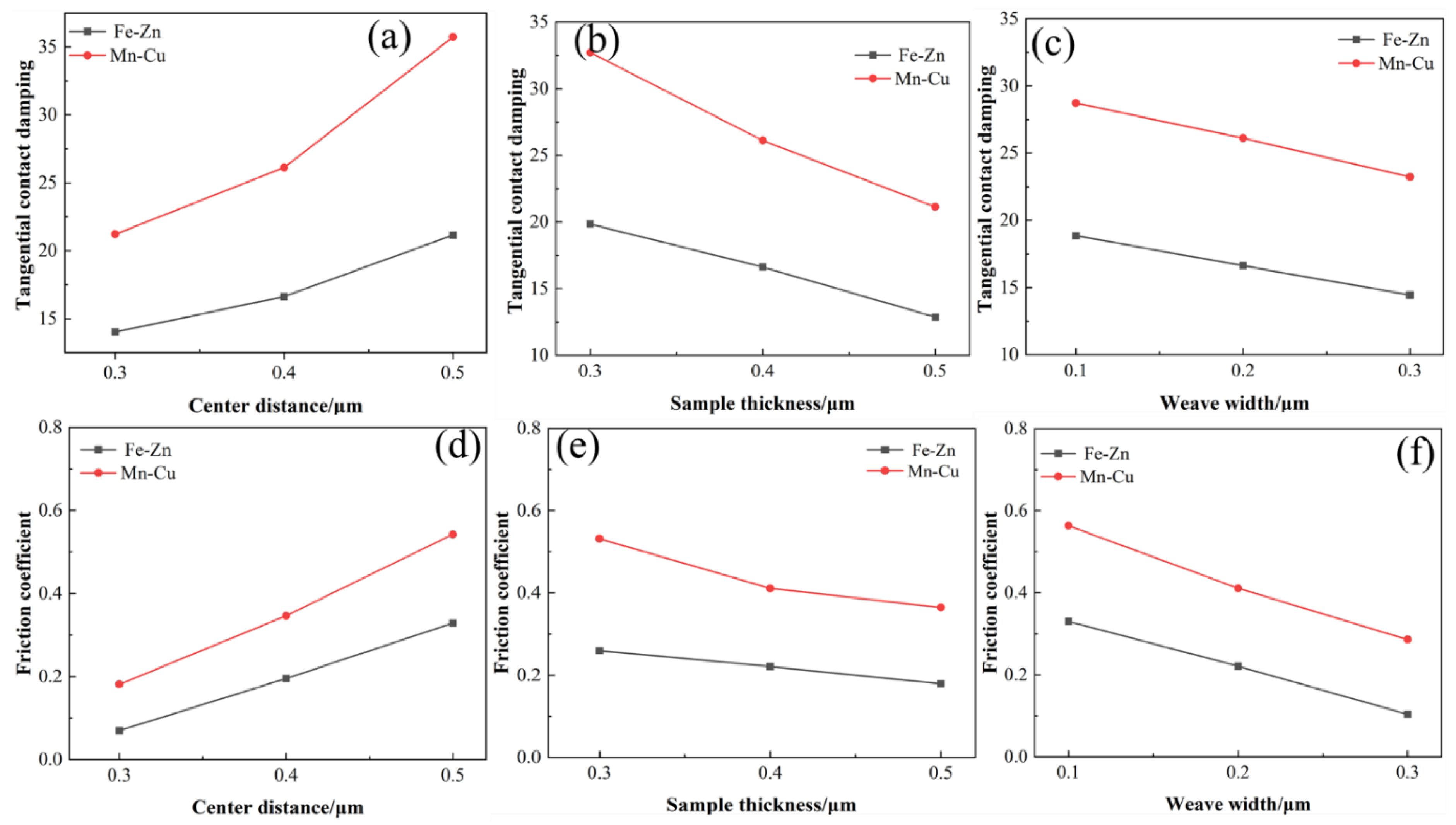
3.2. Simulation of Dynamic Behavior of Surface Weaving Parameters
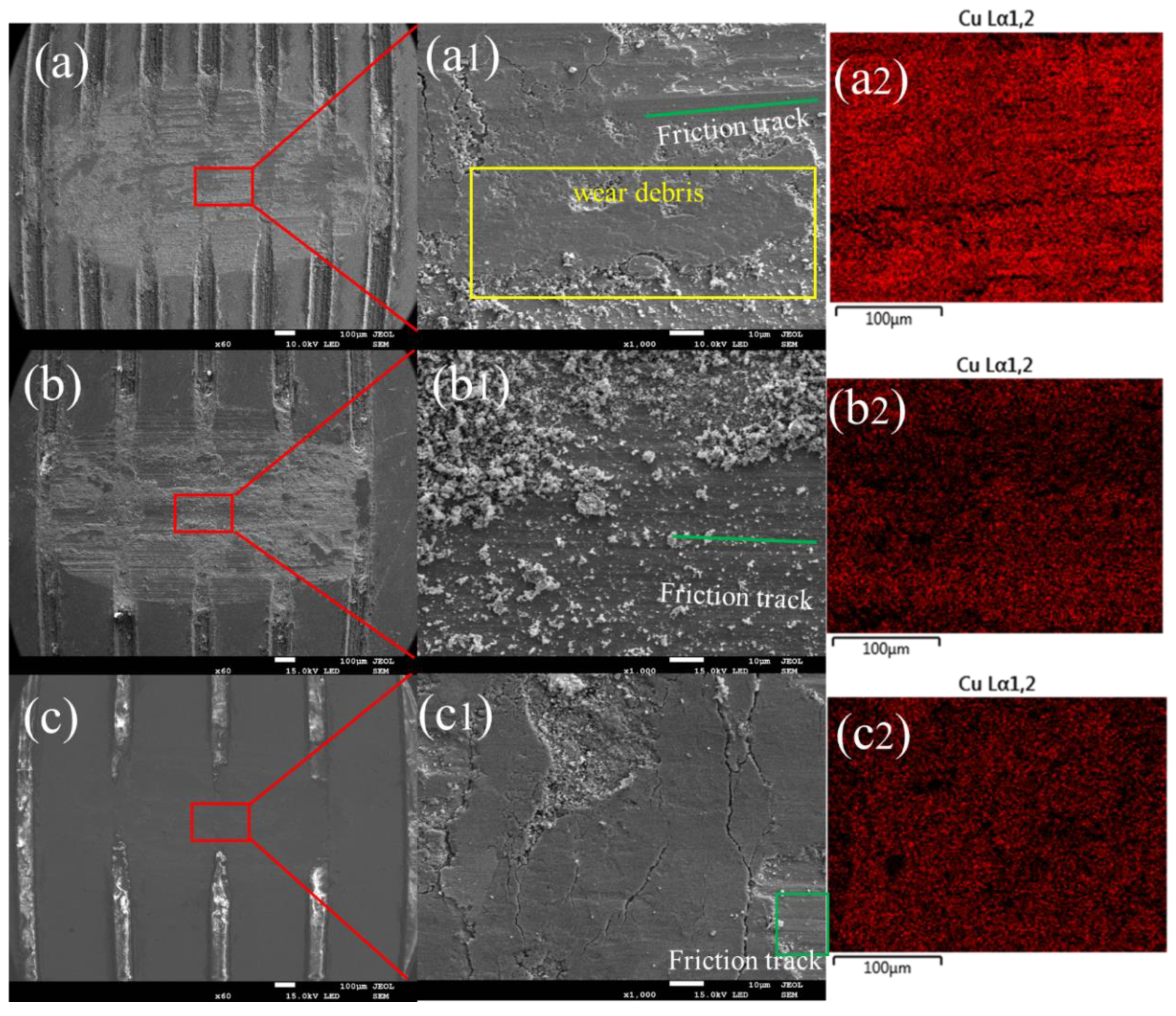
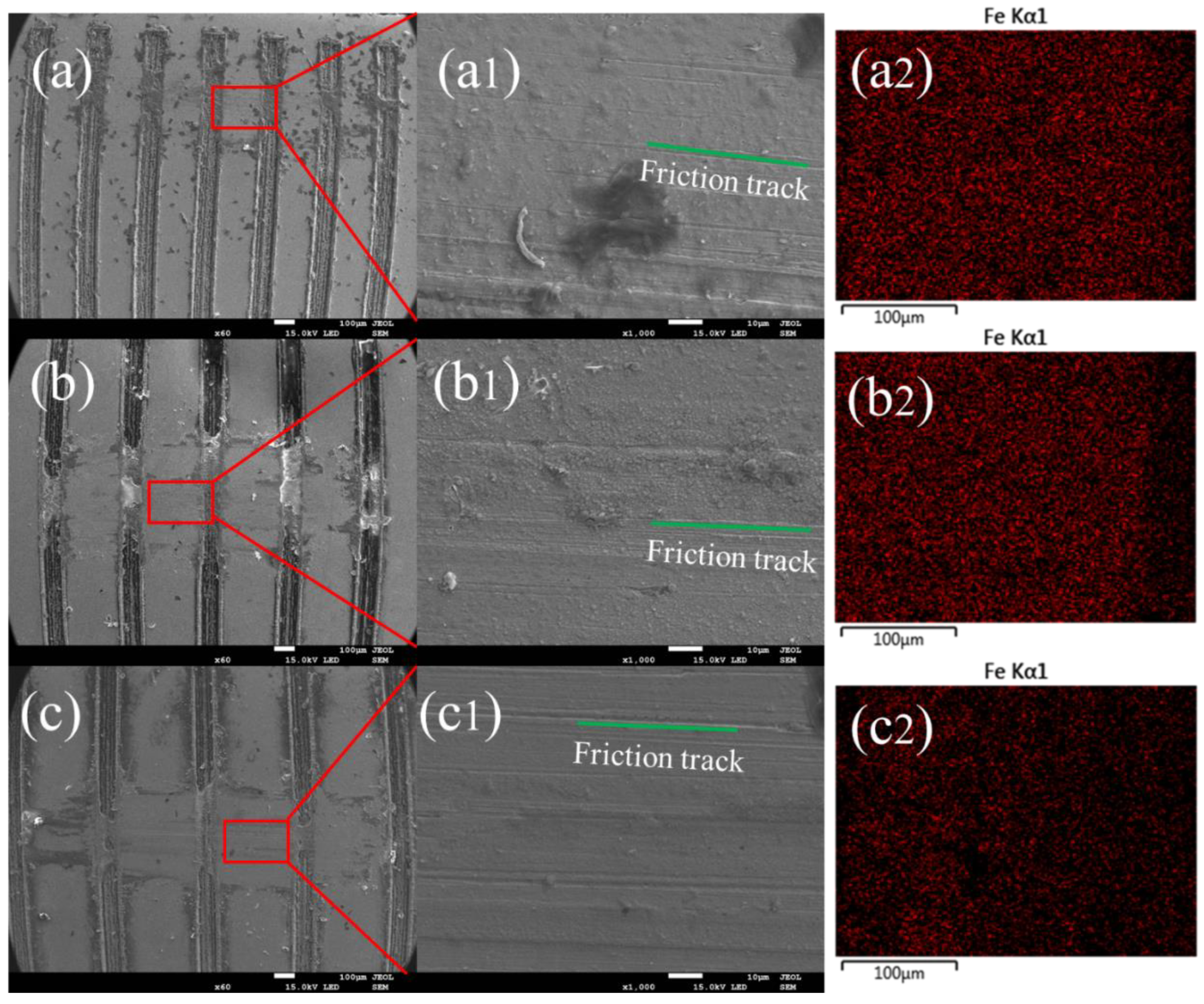
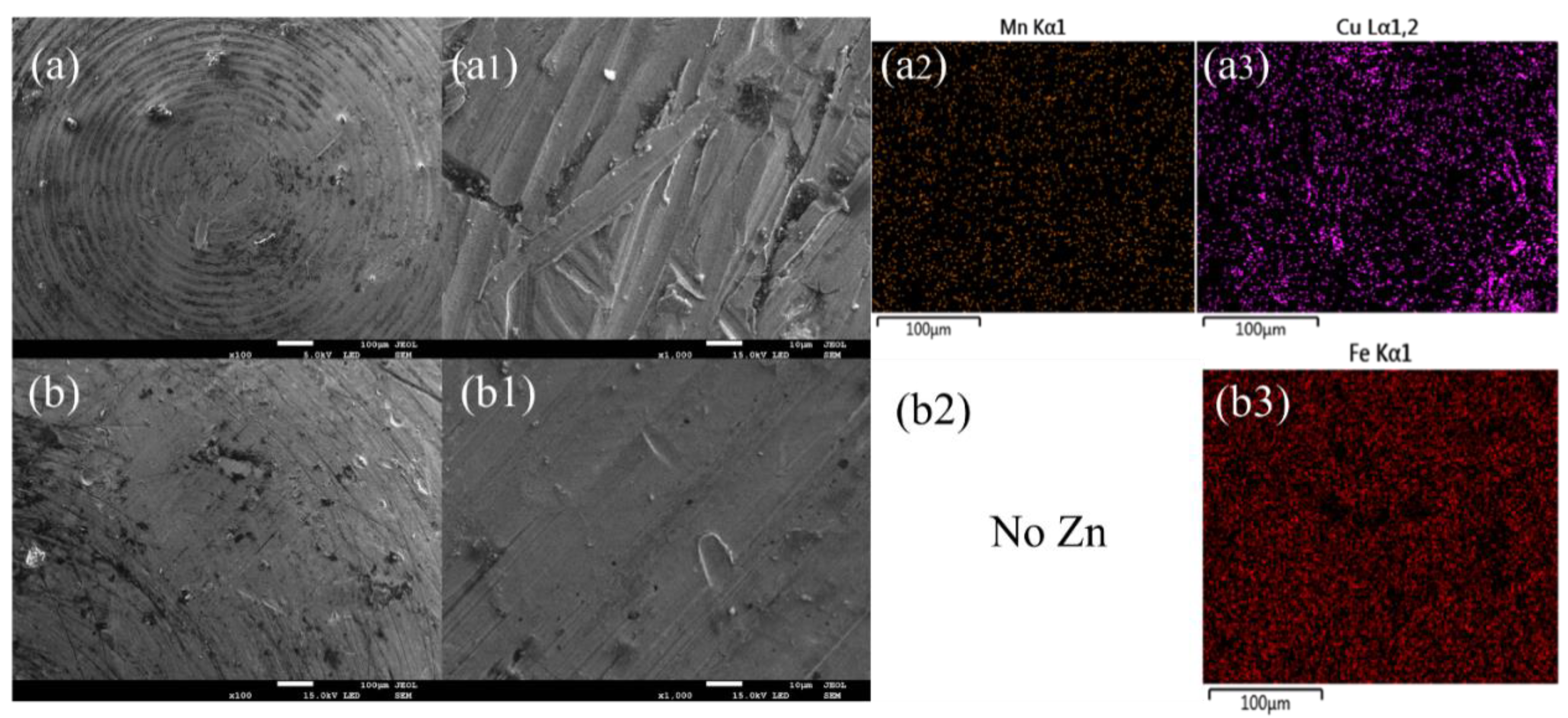
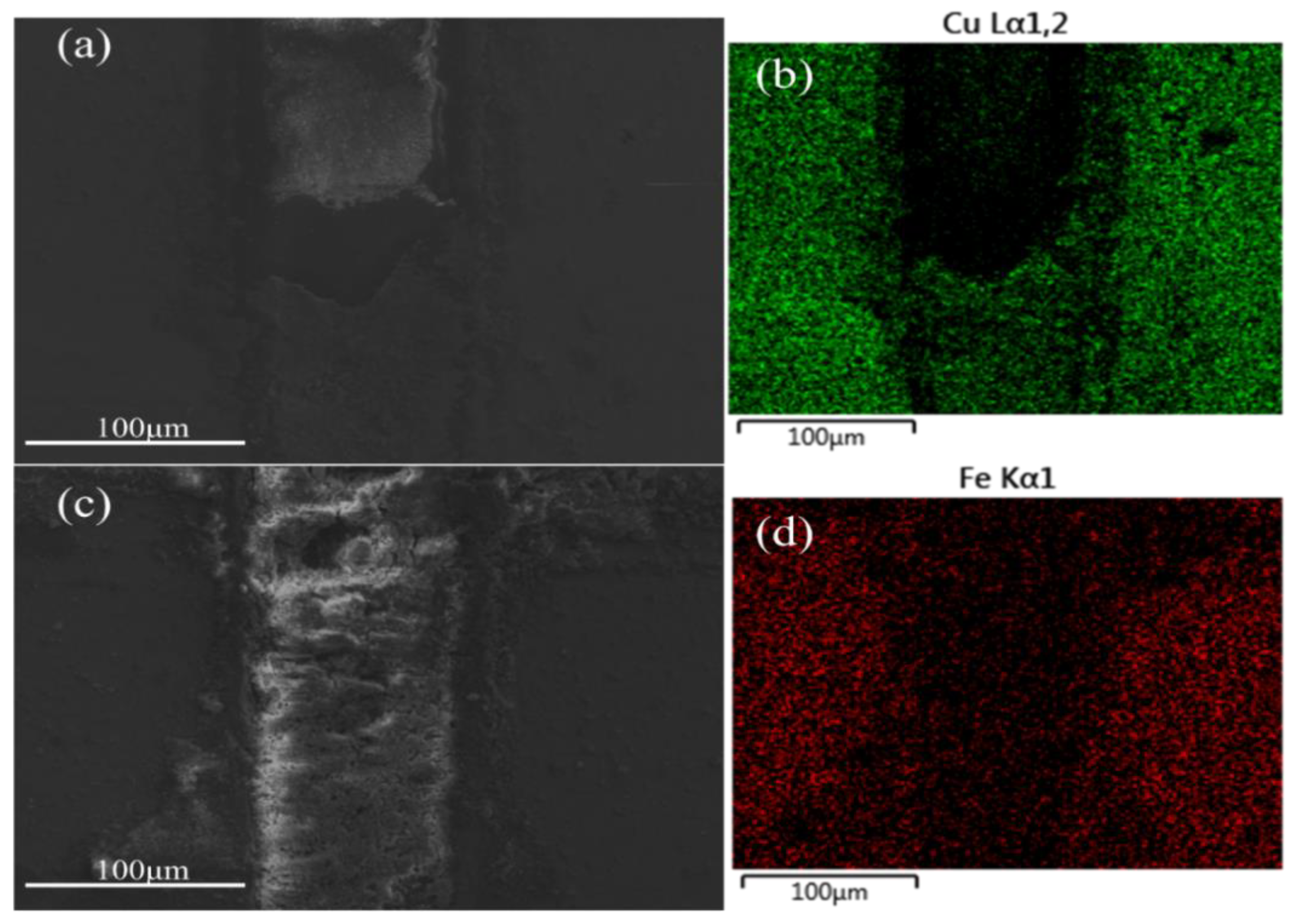
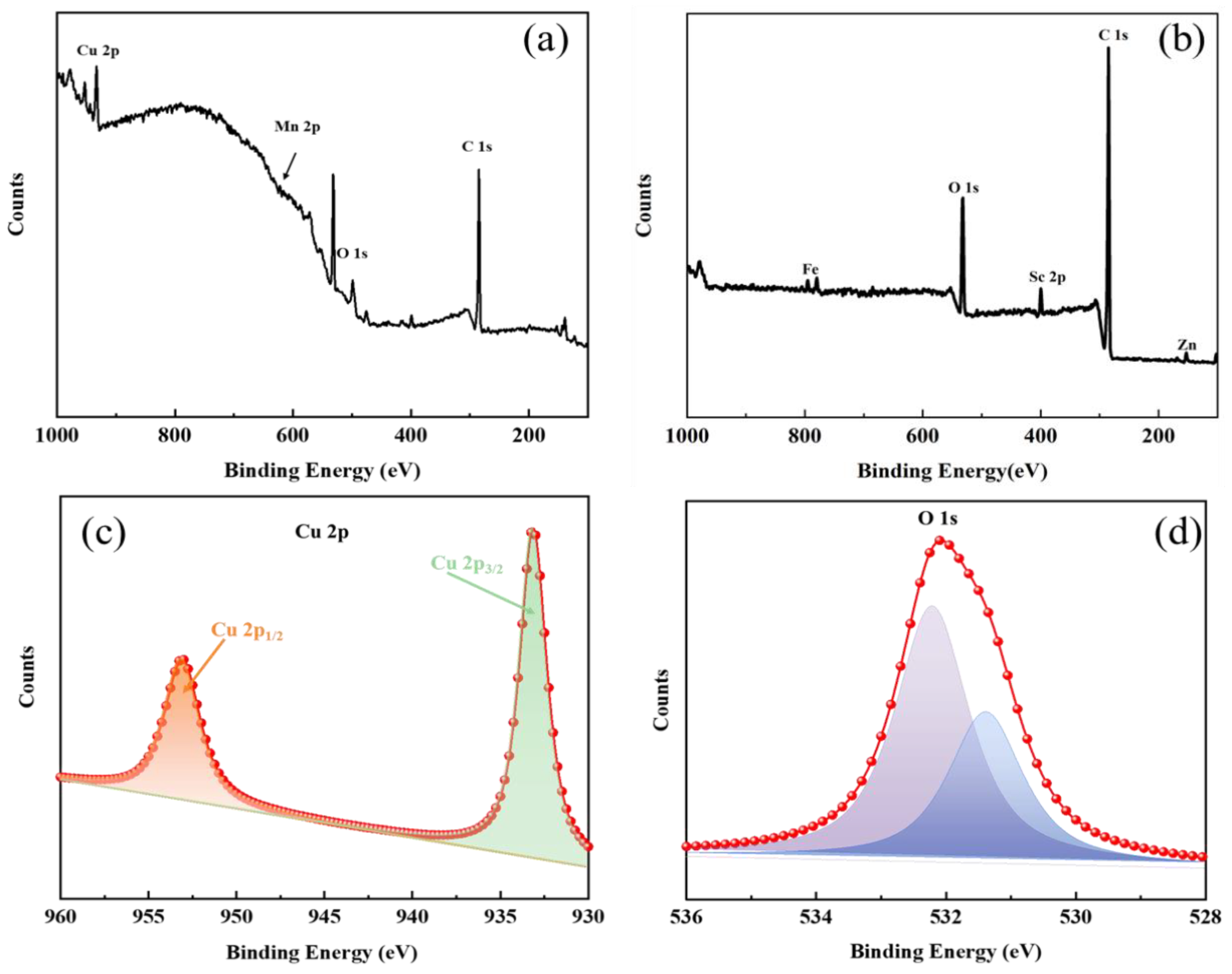
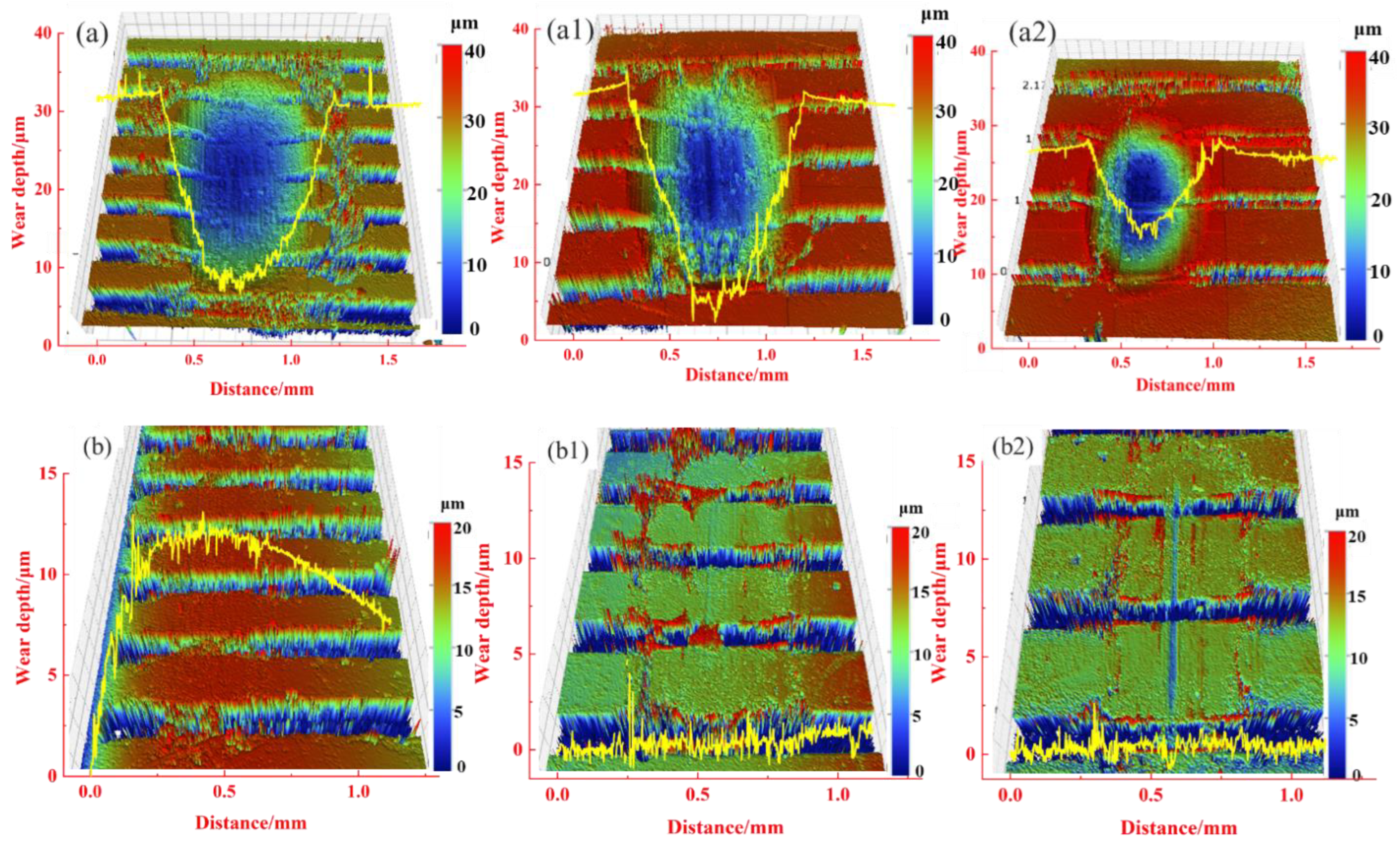
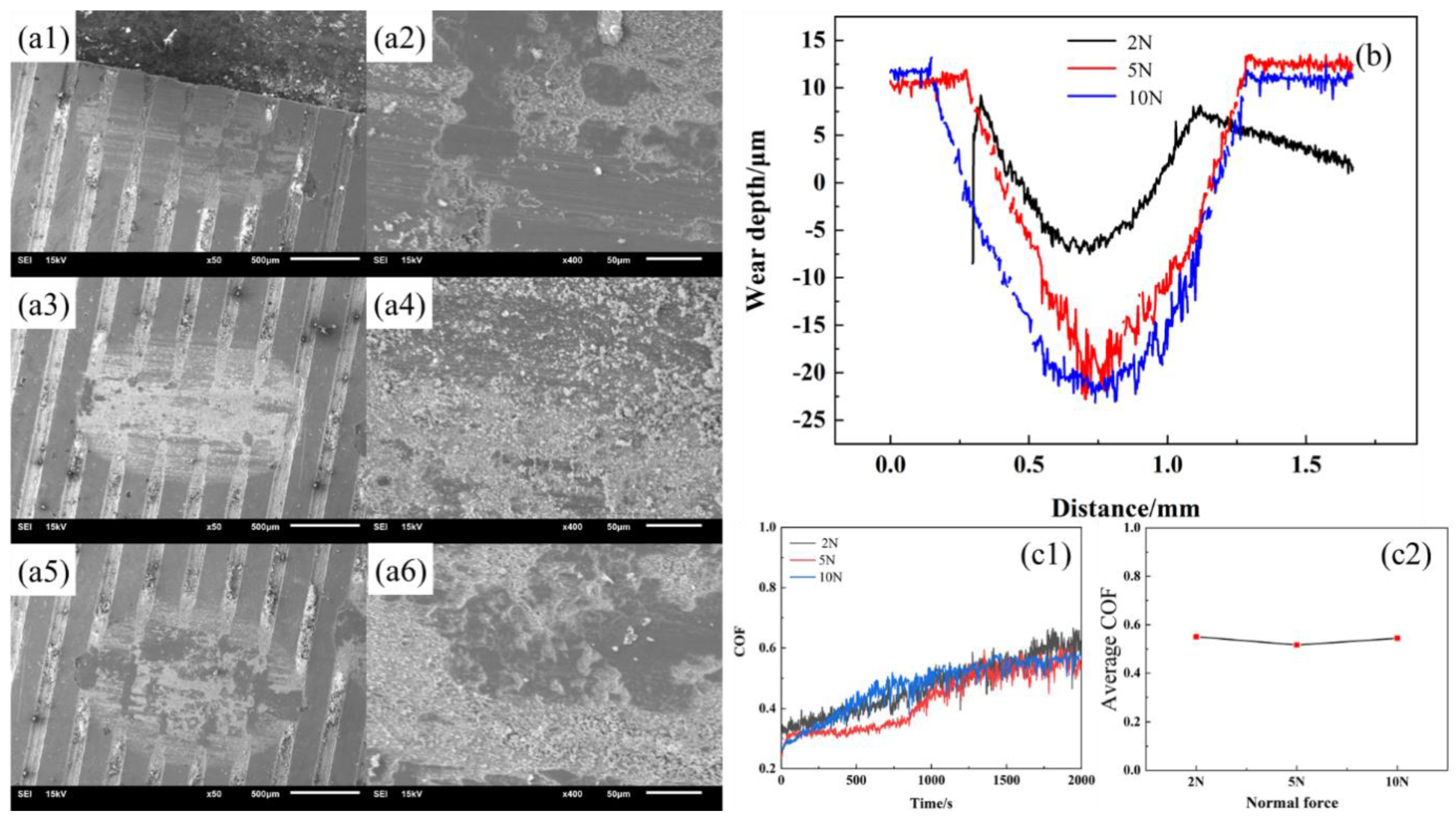
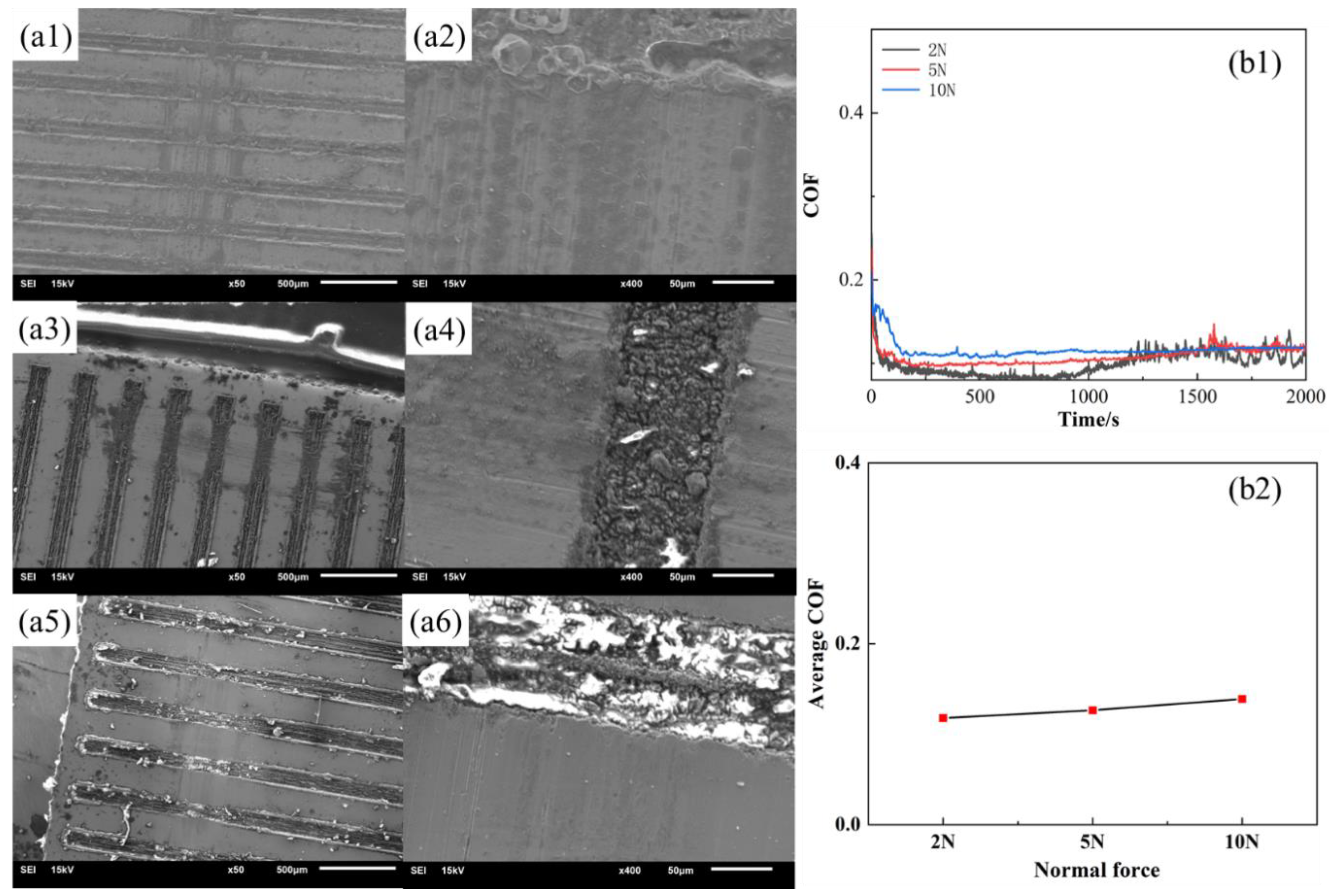
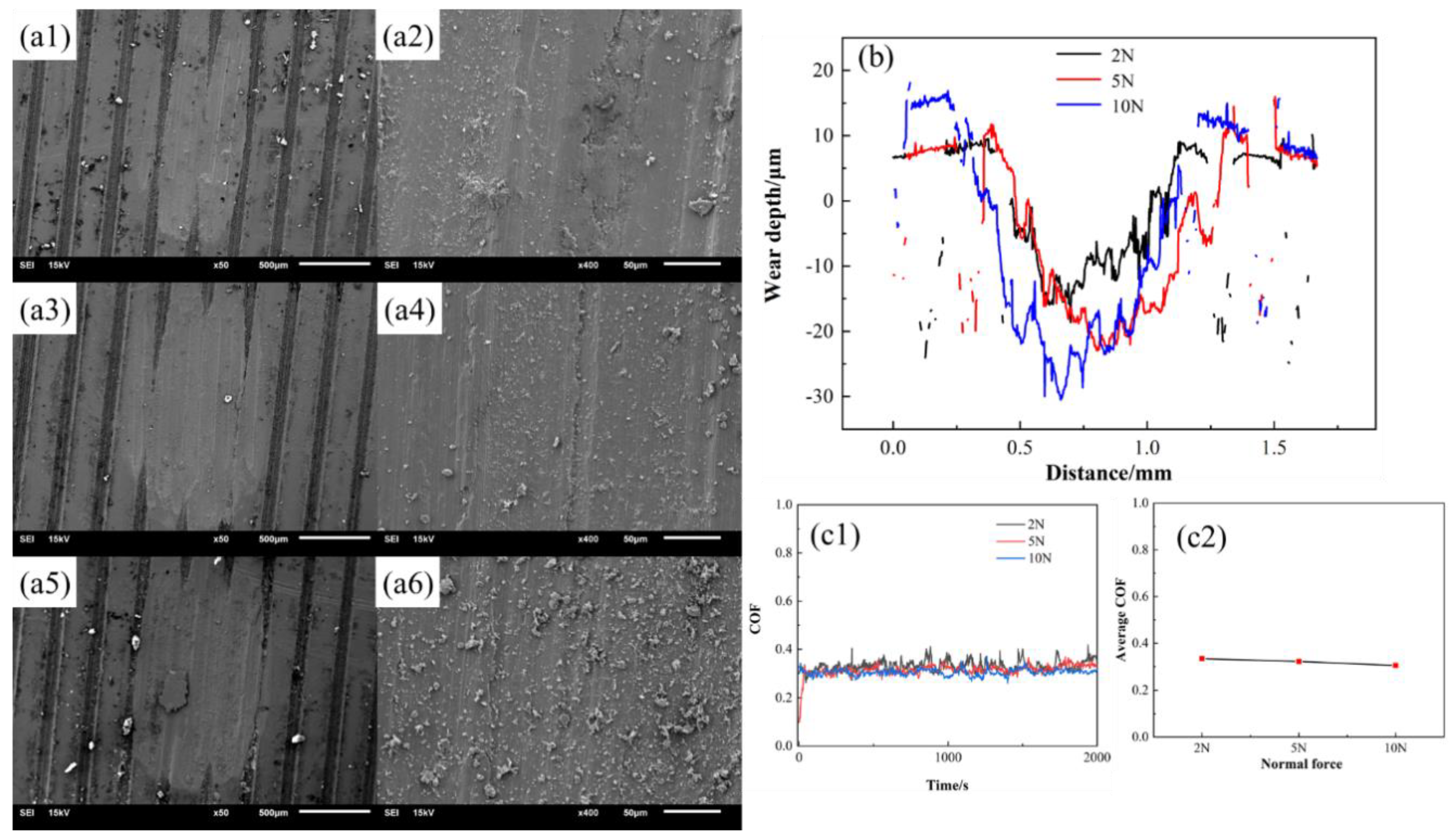
3.3. Morphologies and Wear Mechanism
3.4. Discussion
4. Conclusions
- (1)
- The damping properties, sample thickness, and weave parameters of the damping alloys are the main factors affecting the friction properties of the material. The damping performance of the Mn-Cu sample is better than that of the Fe-Zn sample, while the friction coefficient of the Mn-Cu sample is greater than that of the Fe-Zn material under the same friction parameters, and the wear damage of the Mn-Cu sample is more severe than that of the Fe-Zn sample. The influence of the weaving parameters on the tribological performance is reflected in the variability of the contact area. According to the theoretical calculation results, the material thickness affects the contact stiffness between the abrasive pairs, and the greater the contact stiffness is, the less likely the material will be deformed under the action of tangential forces and produce wear.
- (2)
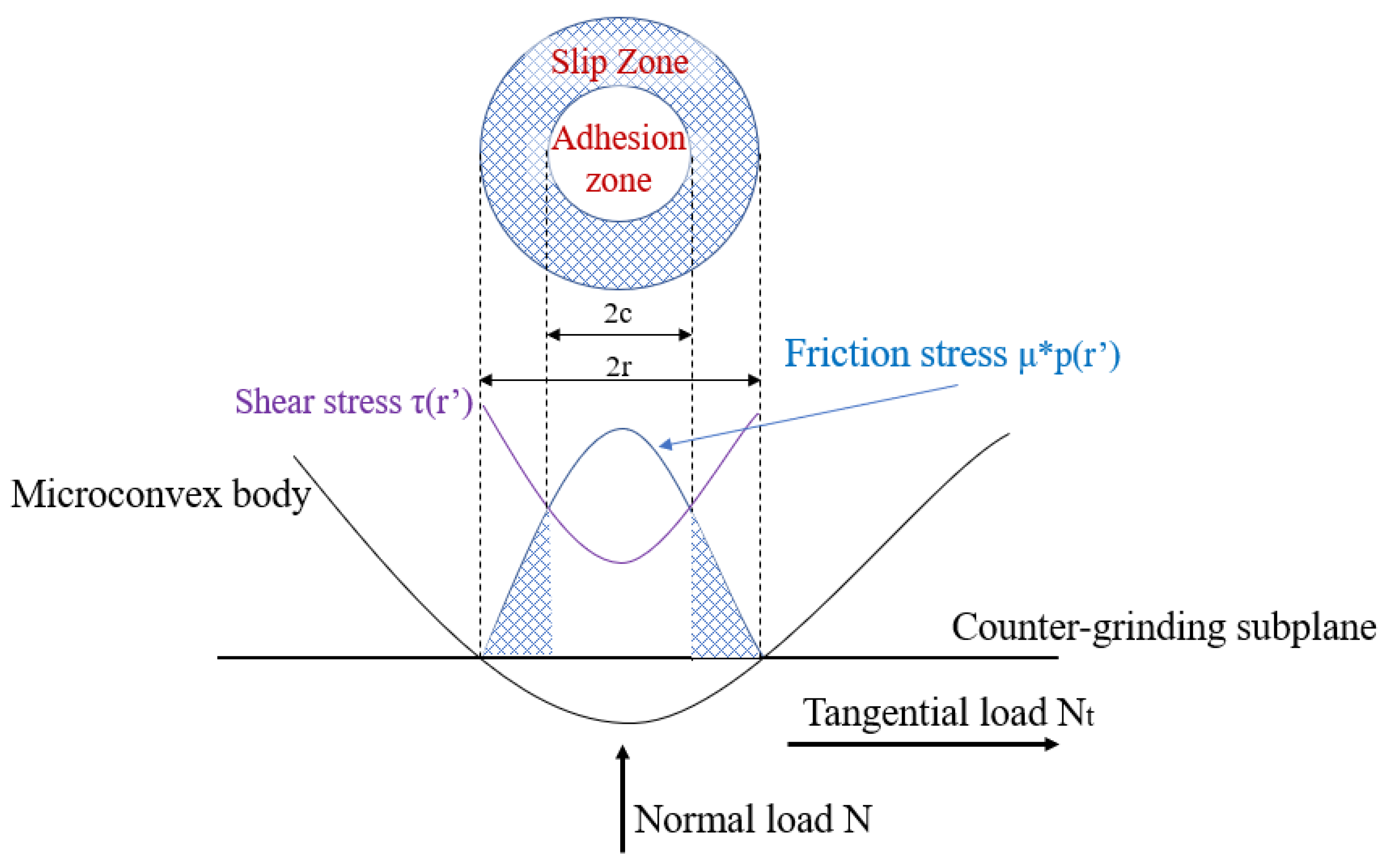
- The differences in the weave parameters leads to differences in the tangential damping of the samples, and thus the difference in the coefficient of friction, which essentially results from the changes in the number of micro-convex bodies on the contact surface caused by the changes of the contact area.
- (3)
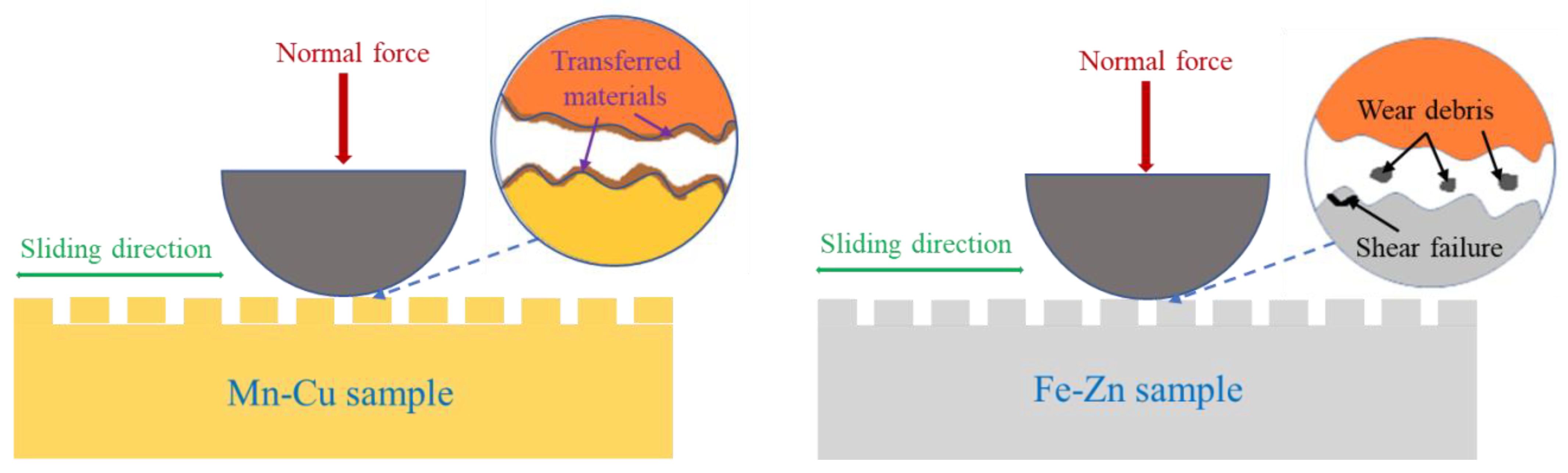
- The tangential damping theory is more applicable to alloy materials with reduced damping properties. When the friction pair is composed of alloy materials with higher damping properties, the wear mechanism is favorable to adhesive wear rather than abrasive wear, which is due to the abundant defects inside the damping alloy, resulting in the micro-convex bodies being more likely to rupture and form wear debris under the tangential forces. The wear debris adheres easily to the wear surface, leading to changes in the friction coefficient. CuO debris formed by friction in the Mn-Cu material acts as the lubrication at the friction interface, leading to the reduction of the friction coefficient.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zuo, S.; Xiao, F.; Fukuda, T. Orientation dependence of damping behavior in a Mn-Cu shape memory alloy. Scr. Mater. 2019, 170, 95–98. [Google Scholar] [CrossRef]
- Jiazhen, Y.; Ning, L.; Xu, F.; Ying, Z. The strengthening effect of spinodal decomposition and twinning structure in MnCu-based alloy. Mater. Sci. Eng. A 2014, 618, 205–209. [Google Scholar] [CrossRef]
- Zhong, Z.; Liu, W.; Li, N.; Yan, J.; Xie, J.; Li, D.; Liu, Y.; Zhao, X.; Shi, S. Mn segregation dependence of damping capacity of as-cast M2052 alloy. Mater. Sci. Eng. A 2016, 660, 97–101. [Google Scholar] [CrossRef]
- Zhang, S.; Guo, X.; Tang, Y.; Zhong, S.; Xu, Y. A comparative study on microstructure and damping capacity of Mn-Cu based alloys with dendrite and equiaxial grain. Vacuum 2019, 168, 108814. [Google Scholar] [CrossRef]
- Wang, D.W.; Mo, J.L.; Ouyang, H.; Zhou, Z.R. Improving Dynamic and Tribological Behaviours by Means of a Mn-Cu Damping Alloy with Grooved Surface Features. Tribol. Lett. 2018, 66, 67. [Google Scholar] [CrossRef]
- Kim, A.-R.; Cholewinski, A.; Mitra, S.K.; Zhao, B. Viscoelastic tribopairs in dry and lubricated sliding friction. Soft Matter 2020, 16, 7447–7457. [Google Scholar] [CrossRef] [PubMed]
- Myant, C.; Spikes, H.; Stokes, J. Influence of load and elastic properties on the rolling and sliding friction of lubricated compliant contacts. Tribol. Int. 2010, 43, 55–63. [Google Scholar] [CrossRef]
- Flom, D. Rolling friction of polymeric materials. II. Thermoplastics. J. Appl. Phys. 1961, 32, 1426–1436. [Google Scholar] [CrossRef]
- Moore, D.F. The Friction and Lubrication of Elastomers; Pergamon Press: Oxford, UK, 1972. [Google Scholar]
- Moore, D.F.; Booker, J.F. Principles and Applications of Tribology. J. Lubr. Technol. 1976, 98, 635. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, J.X.; Li, F.; Pan, D.K.; Li, K. Theory of adhesion-hysteresis-fatigue of elastomeric tribology and experimental demonstration. Tribology 2013, 33, 443–448. [Google Scholar]
- Song, H.; Vakis, A.I.; Liu, X.; Van der Giessen, E. Statistical model of rough surface contact accounting for size-dependent plasticity and asperity interaction. J. Mech. Phys. Solids 2017, 106, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Morales, G.; Gabelli, A.; Vries, A. A Model for Rolling Bearing Life with Surface and Subsurface Survival-Tribological Effects. Wear 2018, 58, 4–10. [Google Scholar]
- Zhou, W.; Tang, J.; Chen, H.; Shao, W.; Zhao, B. Modeling of tooth surface topography in continuous generating grinding based on measured topography of grinding worm. Mech. Mach. Theory 2019, 131, 189–203. [Google Scholar] [CrossRef]
- Saha, S.; Jackson, R. Elastic and elastic-perfectly plastic analysis of an axisymmetric sinusoidal surface asperity contact. Tribol. Mater. Surf. Interfaces 2019, 14, 1–21. [Google Scholar] [CrossRef]
- Li, X.; Yue, B.; Zhao, G.; Sun, D. Fractal Prediction Model for Normal Contact Damping of Joint Surfaces considering Friction Factors and Its Simulation. Adv. Mech. Eng. 2014, 6, 378518. [Google Scholar] [CrossRef]
- Chen, Y.H.; Zhang, X.L.; Wei, S.H.; Lan, G.S. Fractal Model for Normal Contact Damping of Joint Surface Considering Elastoplastic Phase. J. Mech. Eng. 2019, 55, 58–65. [Google Scholar]
- Zhang, X.; Wen, B.; Zhao, C. Vibratory synchronization and coupling dynamic characteristics of multiple unbalanced rotors on a mass-spring rigid base. Int. J. Non-Linear Mech. 2014, 60, 1–8. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, G.; Lu, Y.; Yang, L. Damping behavior and tribological properties of as-spray-deposited high silicon alloy ZA27. J. Mater. Process. Technol. 1999, 87, 53–58. [Google Scholar] [CrossRef]
- Wang, D.; Mo, J.; Liu, M.; Li, J.; Ouyang, H.; Zhu, M.; Zhou, Z. Improving tribological behaviours and noise performance of railway disc brake by grooved surface texturing. Wear 2017, 376, 1586–1600. [Google Scholar] [CrossRef]
- Jiang, Z.C.; Tian, Q.C.; Ren, Z.M.; Ji, P.G.; Feng, J.H. Development and characterization of a MnCu-based high damping alloy plate. Conf. Ser. Mater. Sci. Eng. 2019, 542, 012020. [Google Scholar] [CrossRef] [Green Version]
- Hume, R. Elasticity and Anelasticity of Metals. Nature 1949, 164, 84–85. [Google Scholar] [CrossRef]
- Zhong, Y.; Yin, F.; Sakaguchi, T.; Nagai, K.; Yang, K. Dislocation structure evolution and characterization in the compression deformed Mn-Cu alloy. Acta Mater. 2007, 55, 2747–2756. [Google Scholar] [CrossRef]
- Liu, W.; Li, N.; Zhong, Z.; Yan, J.; Li, D.; Liu, Y.; Zhao, X.; Shi, S. Novel cast-aged MnCuNiFeZnAl alloy with good damping capacity and high usage temperature toward engineering application. Mater. Des. 2016, 106, 45–50. [Google Scholar] [CrossRef]
- Lee, S.J.; Shin, S.E.; Ushioda, K.; Fujii, H. Microstructure, mechanical properties, and damping capacity in stir zone after friction stir welding of Fe-17Mn damping alloy. J. Alloys Comp. 2019, 803, 1155–1167. [Google Scholar] [CrossRef]
- Arghir, M.; Billy, F.; Pineau, G.R.; Frěne, J.; Texier, A. Theoretical Analysis of Textured “Damper” Annular Seals. J. Tribol. 2007, 129, 343–354. [Google Scholar] [CrossRef]
- Fuadi, Z.; Takagi, T.; Miki, H.; Adachi, K. An experimental method for tangential contact stiffness evaluation of contact interfaces with controlled contact asperities. Proc. Inst. Mech. Eng. Part J: J. Eng. Tribol. 2013, 227, 1117–1128. [Google Scholar] [CrossRef]
- Medina, S.; Nowell, D.; Dini, D. Analytical and Numerical Models for Tangential Stiffness of Rough Elastic Contacts. Tribol. Lett. 2012, 49, 117–128. [Google Scholar] [CrossRef]
- Zhang, X.L.; Wen, S.H.; Lan, G.S.; Ding, H.Q.; Zhang, Z.Y. Experiment Research on Tangential Dynamic Characteristics of Machined Plane Joint Interfaces. Adv. Mater. 2011, 145, 584–589. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, N.; Lan, G.; Wen, S.; Chen, Y. Tangential Damping and its Dissipation Factor Models of Joint Interfaces Based on Fractal Theory with Simulations. J. Tribol. 2014, 136, 011704. [Google Scholar] [CrossRef]
- Jiang, L.; Zhang, X.L.; Chen, Y.H.; Lan, G.S.; Wen, S.H.; Zhang, Y.; Yang, B. A Fractal Model of the Tangential Contact Damping on Fixed Joint Surfaces. J. Taiyuan Univ. Ence Technol. 2014, 45, 380–384. [Google Scholar]
- Pettersson, U.; Jacobson, S. Influence of surface texture on boundary lubricated sliding contacts. Tribol. Int. 2003, 36, 857–864. [Google Scholar] [CrossRef]
- Grabon, W.; Koszela, W.; Pawlus, P.; Ochwat, S. Improving tribological behaviour of piston ring–cylinder liner frictional pair by liner surface texturing. Tribol. Int. 2013, 61, 102–108. [Google Scholar] [CrossRef]
- Ripoll, M.R.; Simič, R.; Brenner, J.; Podgornik, B. Friction and Lifetime of Laser Surface–Textured and MoS2-Coated Ti6Al4V under Dry Reciprocating Slidingm. Tribol. Lett. 2013, 51, 261–271. [Google Scholar] [CrossRef]
- Sugihara, T.; Singh, P.; Enomoto, T. Development of novel cutting tools with dimple textured surfaces for dry machining of aluminum alloys. Procedia Manuf. 2017, 14, 111–117. [Google Scholar] [CrossRef]
- Rowe, E.W. The Friction and Lubrication of Elastomers. Aeronaut. J. 2016, 79, 238–245. [Google Scholar]
- Halling, J. Principles and applications of tribology. Tribol. Int. 1976, 9, 89–90. [Google Scholar] [CrossRef]
- Brake, M. Constitutive Modeling of Contact for Elastic–Plastic Materials Engaged in Micro/Macroslip. In The Mechanics of Jointed Structures; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Shi, X.; Polycarpou, A. Investigation of Contact Stiffness and Contact Damping for Magnetic Storage Head-Disk Interfaces. J. Tribol. 2008, 130, 843–854. [Google Scholar] [CrossRef]
- Mindlin, R. Compliance of Elastic Bodies in Contact. J. Appl. Mech. 1949, 16, 259–268. [Google Scholar] [CrossRef]
- Eric, E. Loss Factors of Viscoelastic Systems in Terms of Energy Concepts. J. Acoust. Soc. Am. 2005, 34, 741–745. [Google Scholar]
- Jackson, R.; Streator, J. A multi-scale model for contact between rough surfaces. Wear 2006, 261, 1337–1347. [Google Scholar] [CrossRef]
- Wu, H.; Wei, H.; Hussain, G.; Tao, K.; Asif, I.; Rao, W. Plasma surface Cu alloyed layer as a lubricant on stainless steel sheet: Wear characteristics and on-job performance in incremental forming. J. Wuhan Univ. Technol. 2016, 2, 422–428. [Google Scholar] [CrossRef]
- Yin, F.; Nagai, K.; Watanabe, K.; Kawahara, K. The Damping Behavior of Ni Added Mn-Cu Damping Alloys. Mater. Trans. 2003, 44, 1671–1674. [Google Scholar] [CrossRef] [Green Version]
- Yin, F.; Ohsawa, Y.; Sato, A.; Kawahara, K. Solid Solution Treatment Improved Damping Behavior in an As-casted and Cold-rolled Mn-20Cu-5Ni-2Fe Alloy. Int. J. Mater. Res. 1998, 89, 481–486. [Google Scholar]
- Mosavi, A.; Salehi, F.; Nádai, L.; Károly, S.; Gorji, N.E. Modeling the Temperature Distribution during Laser Hardening Process. Results Phys. 2019, 2, 102883. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus (GPa) | Tensile Strength (MPa) | Hardness (Hv) | Damping Property (Tan δ) | |
|---|---|---|---|---|
| Mn-Cu alloy | 11.5 | 40.4 | 39.2 | 0.56 |
| Fe-Zn alloy | 25.8 | 133.2 | 70.1 | 0.21 |
| GCr15 | 207.0 | 861.0 | 890.0 |
| Thickness (T)/μm | Center Distance (C)/μm | Weave Width (W)/μm | |
|---|---|---|---|
| T0.3 | 0.3 | 0.3, 0.4, 0.5 | 0.1 |
| T0.4 | 0.4 | 0.3, 0.4, 0.5 | 0.1 |
| T0.5 | 0.5 | 0.3, 0.4, 0.5 | 0.1 |
| T0.4 | 0.4 | 0.4 | 0.1, 0.2, 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Yan, X.; Shu, Y.; Yang, H.; Kang, X.; Cai, Z.; Zhu, M. Contact Characteristics and Tribological Properties of the Weaving Surface of Mn-Cu and Fe-Zn Damping Alloys. Materials 2022, 15, 3303. https://doi.org/10.3390/ma15093303
Zhang L, Yan X, Shu Y, Yang H, Kang X, Cai Z, Zhu M. Contact Characteristics and Tribological Properties of the Weaving Surface of Mn-Cu and Fe-Zn Damping Alloys. Materials. 2022; 15(9):3303. https://doi.org/10.3390/ma15093303
Chicago/Turabian StyleZhang, Lin, Xindong Yan, Ying Shu, Hongjuan Yang, Xiaomin Kang, Zhenbing Cai, and Minhao Zhu. 2022. "Contact Characteristics and Tribological Properties of the Weaving Surface of Mn-Cu and Fe-Zn Damping Alloys" Materials 15, no. 9: 3303. https://doi.org/10.3390/ma15093303