
Abrasive Wear of Mining Chain Drums Made of Austempered Ductile Iron in Different Operating Modes

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Characteristics of the Tested ADI
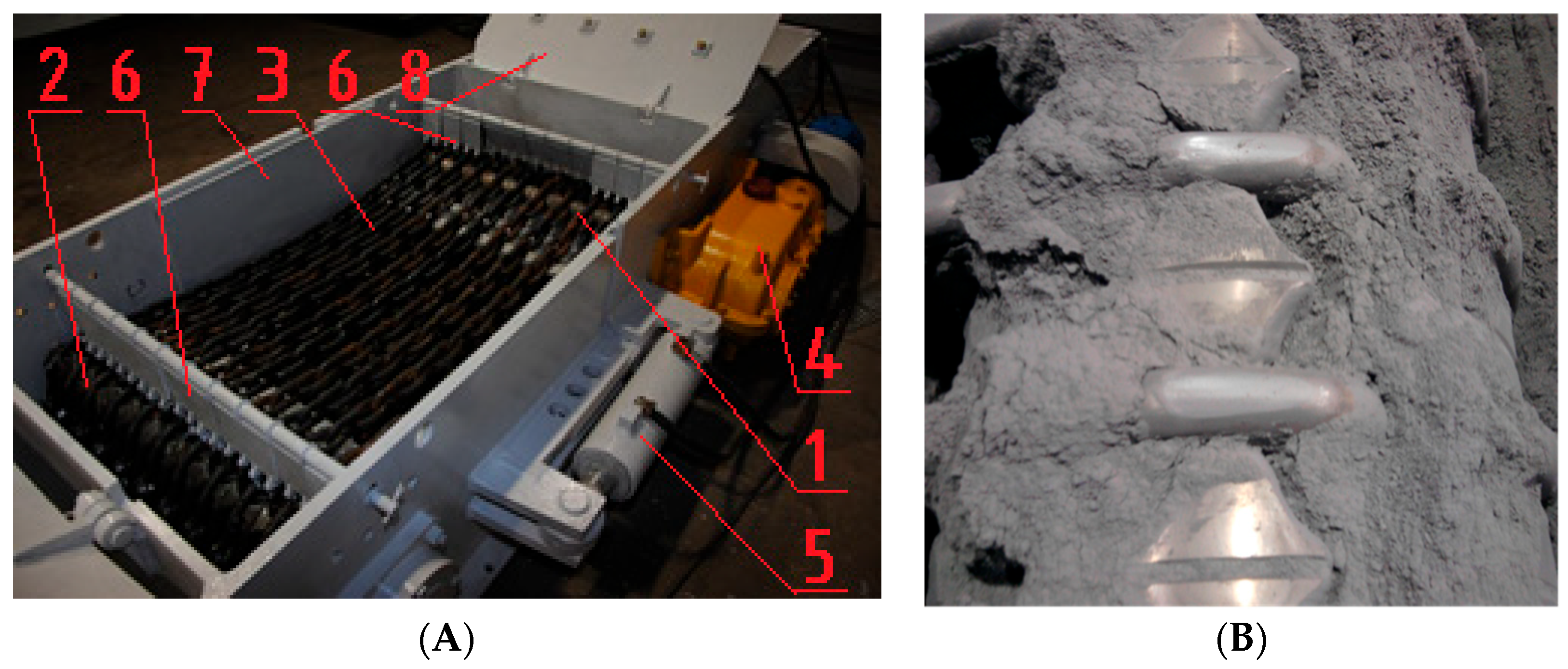
2.2. Characteristics of the Testing Methodology
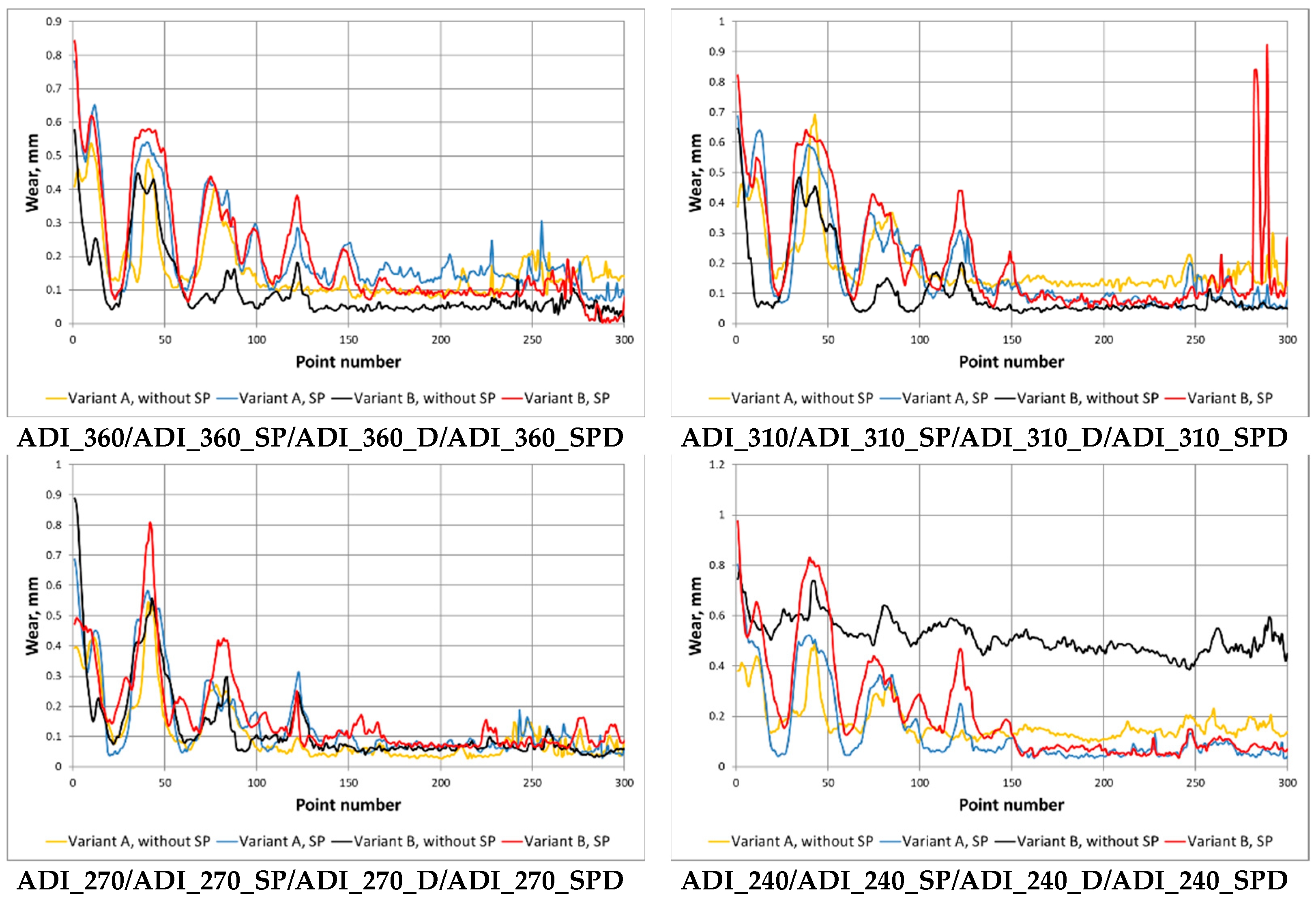
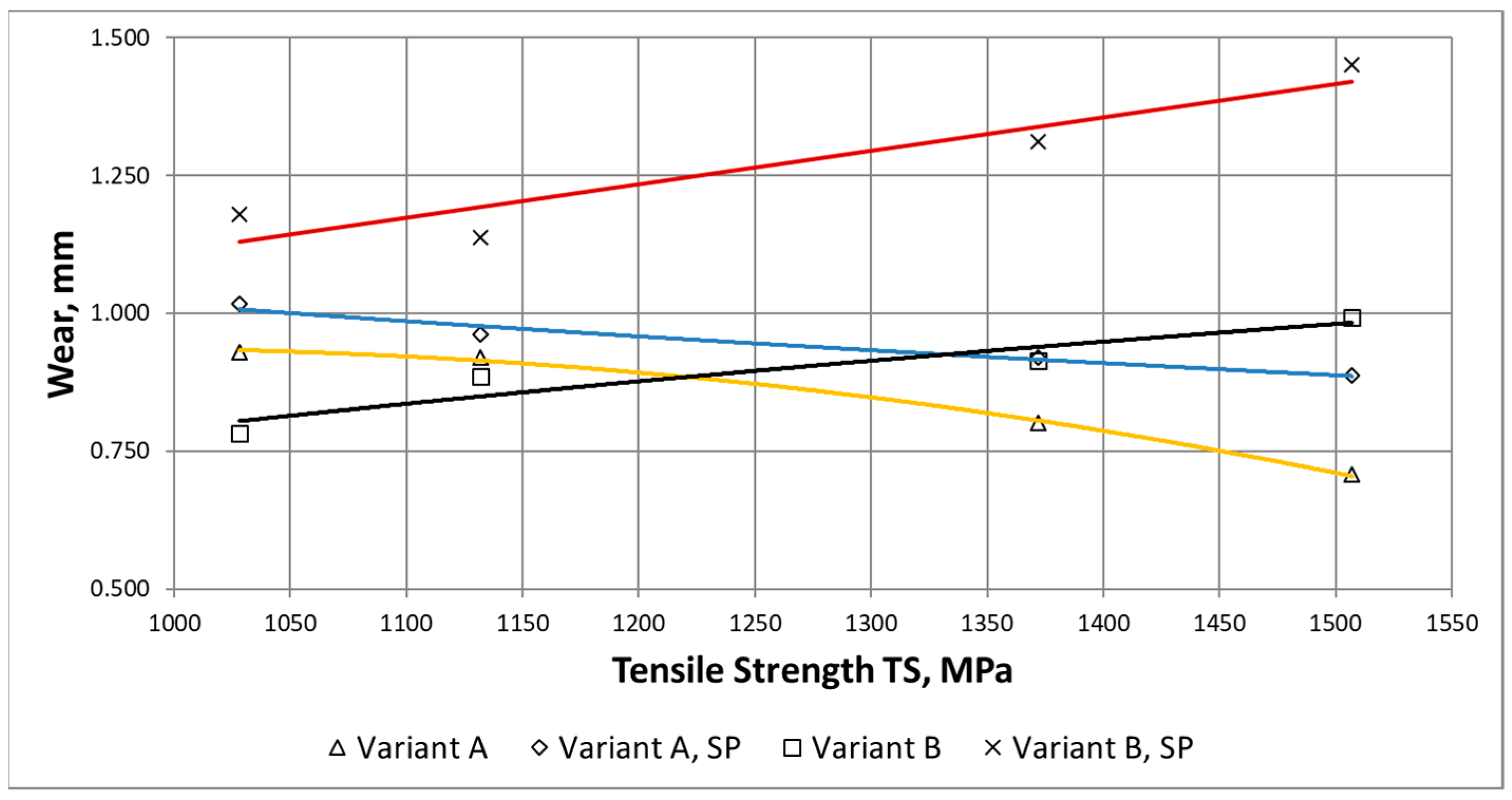
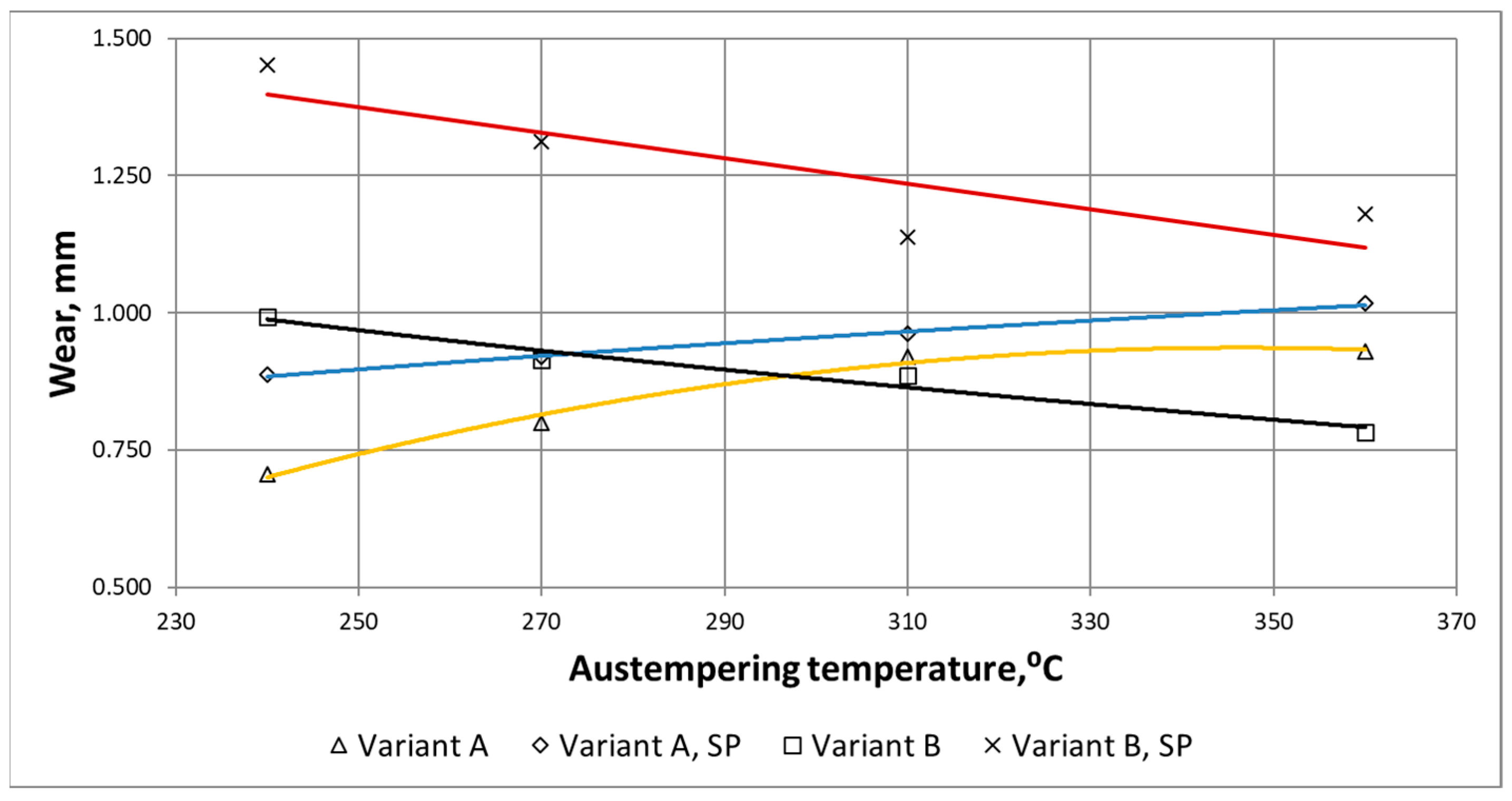
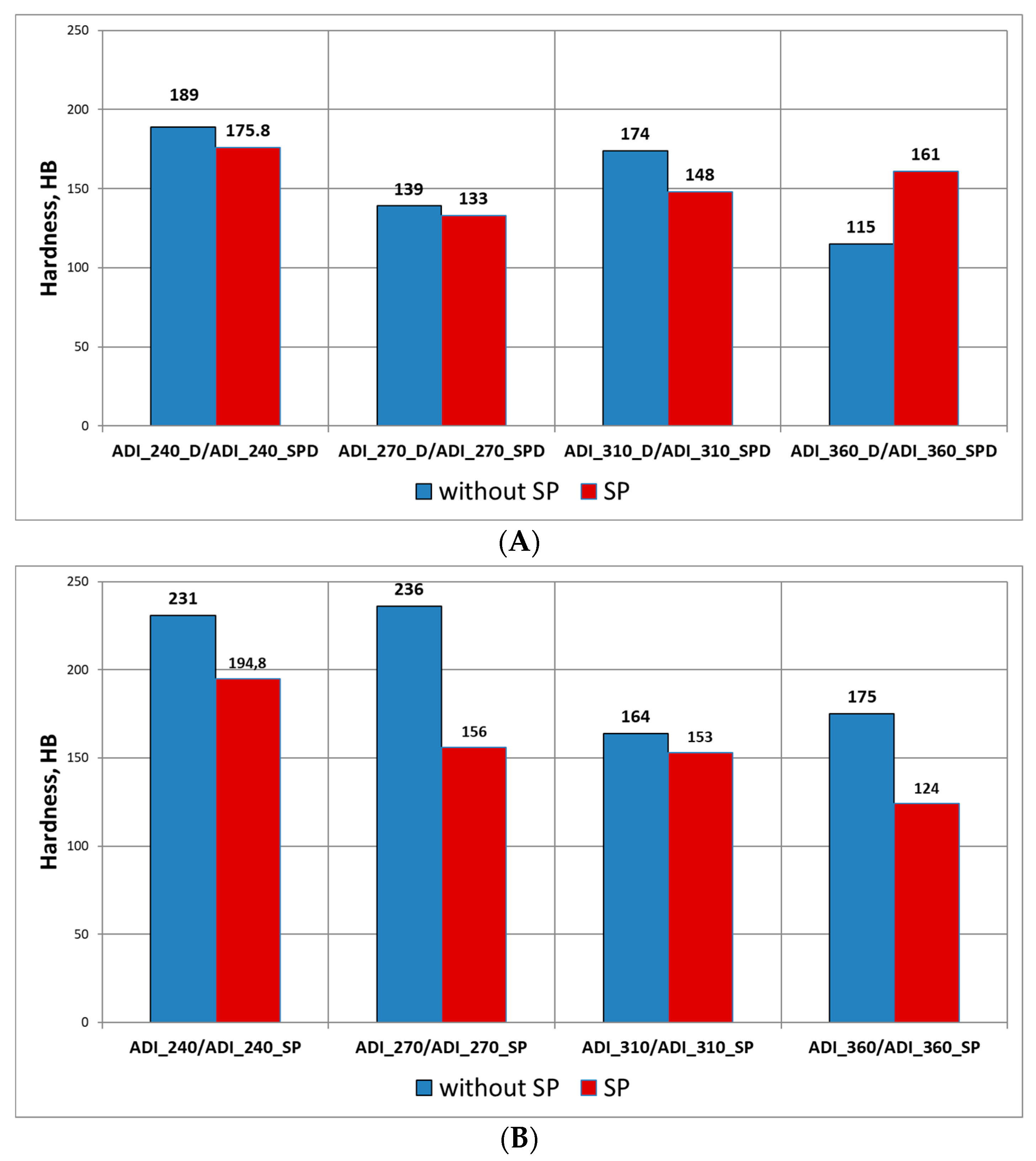
3. Results and Discussion
- -
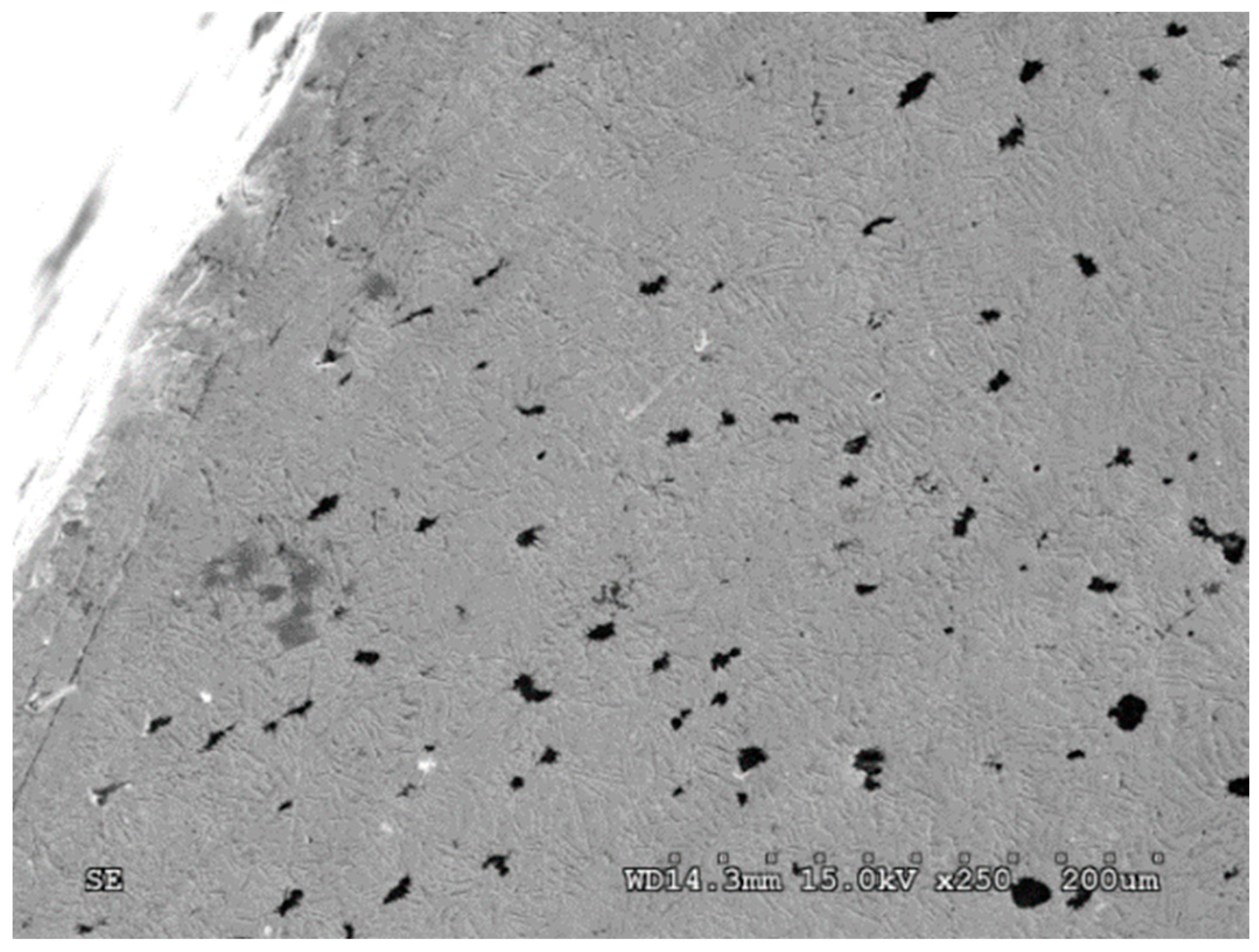
- Micro-cutting of the surface by grains of quartz abrasive;
- -
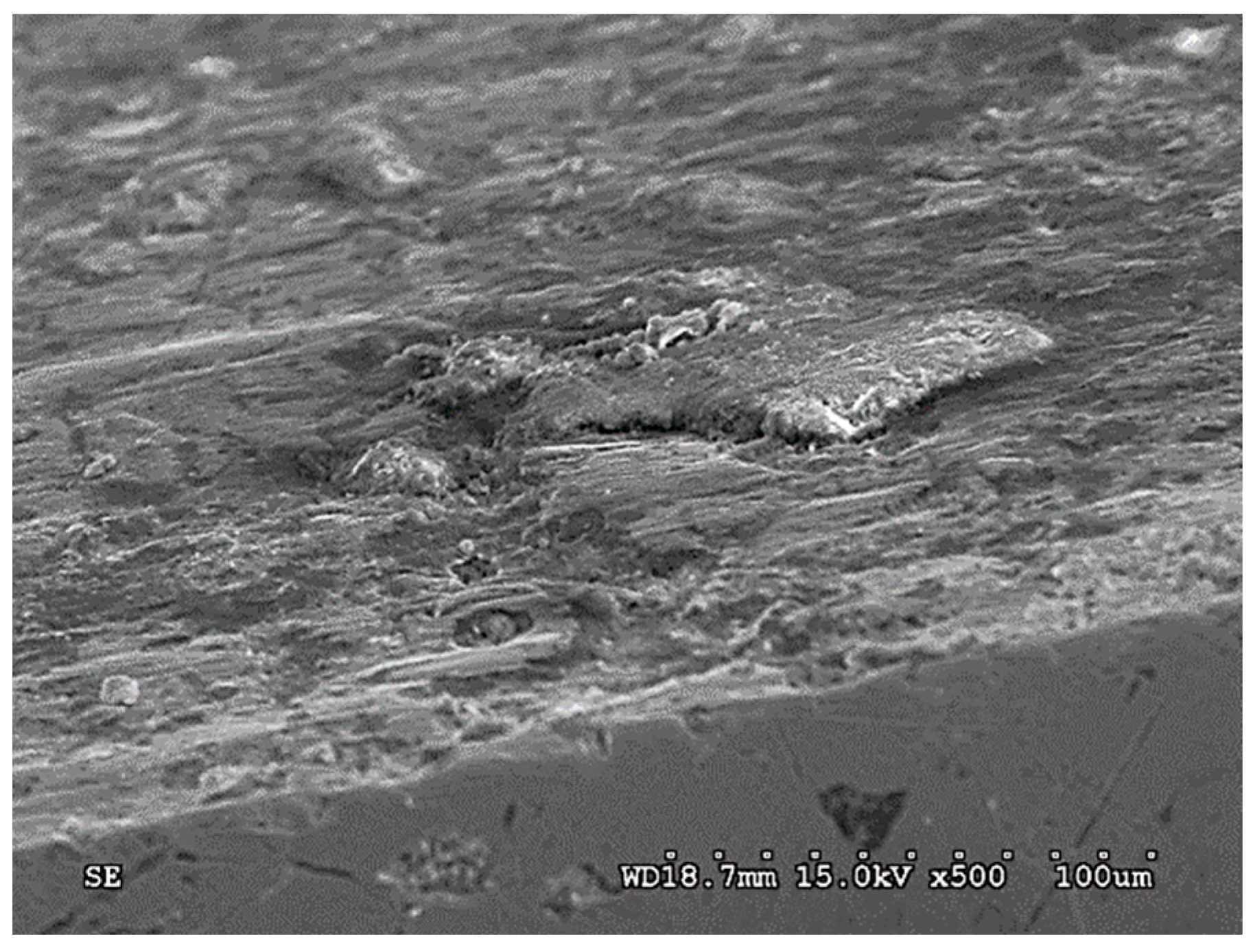
- Surface cracks of the surface layer (Figure 9);
- -
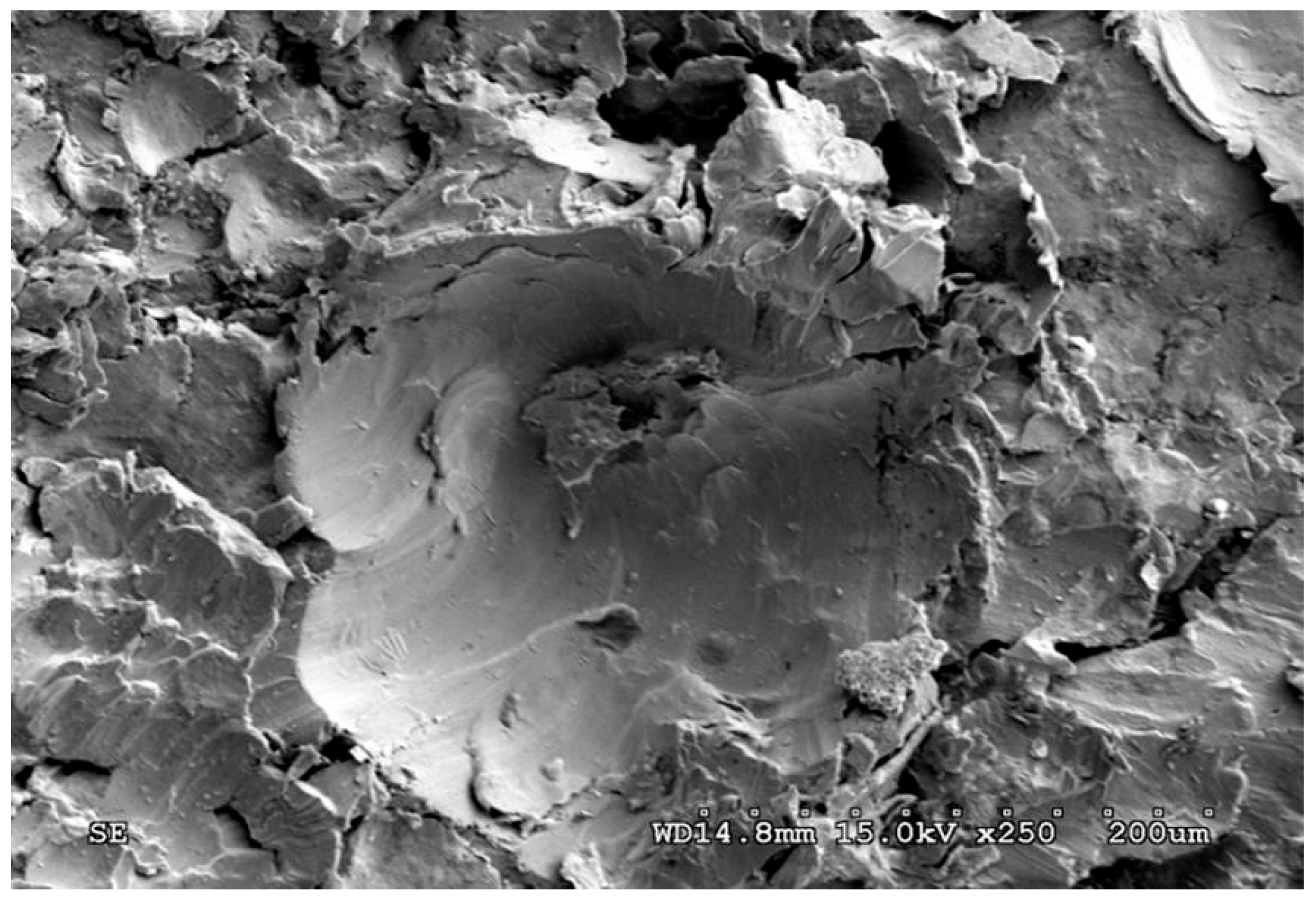
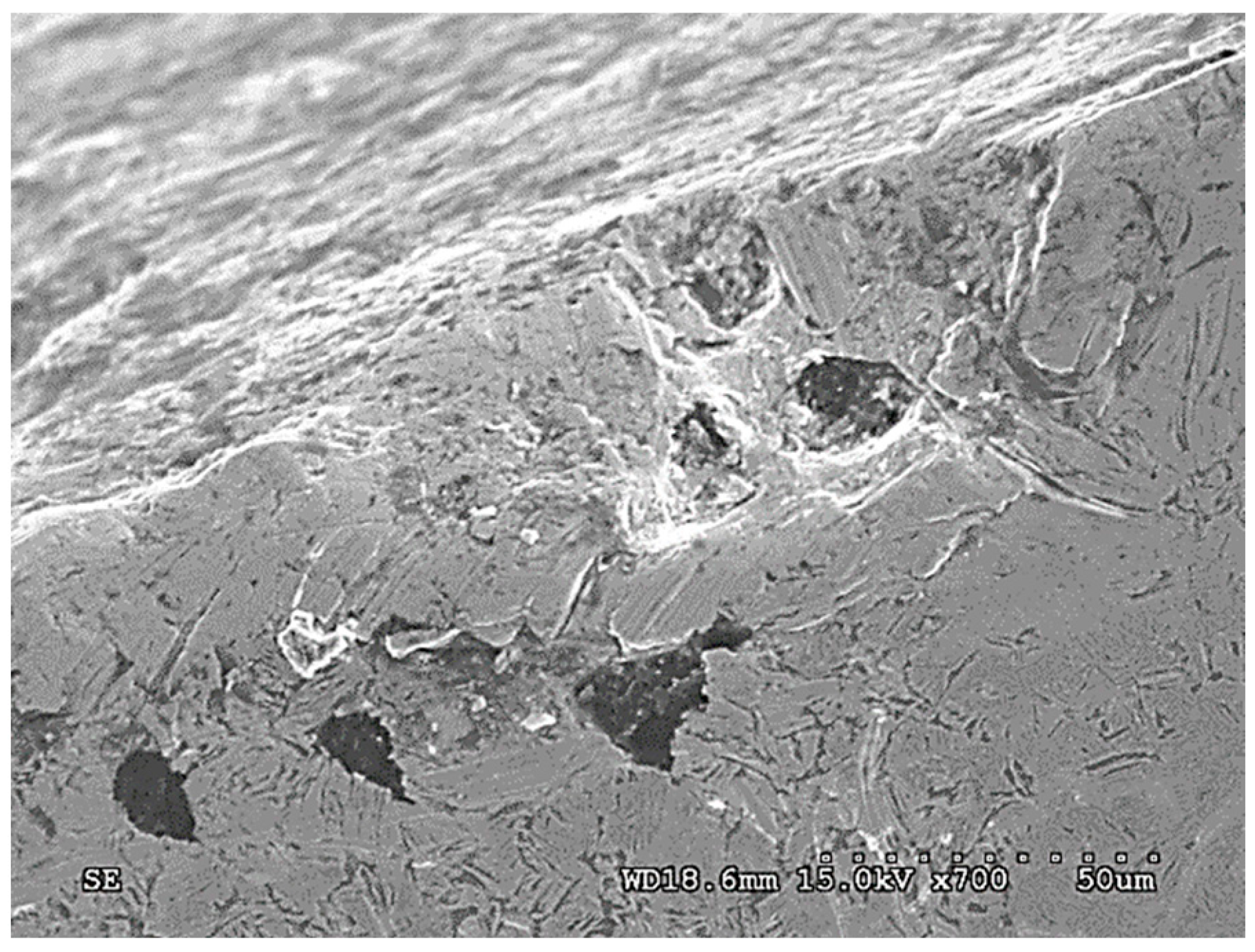
- The action of the abrasive on the graphite nodules, resulting in the formation of large chippings of the surface (massive chippings of the surface layer running along the boundaries of the graphite nodules are shown in Figure 10).
- An increase in micro-cutting of surface by the abrasive under additional dynamic forces;
- An increase in the number of microcracks caused by grains of the abrasive and their deeper propagation into the surface layer in the conditions of dynamic load acting on the friction pair.
4. Conclusions
- The impact of dynamic forces for chain wheels made of ADI containing Ni, Cu, Mo generally causes an increased degradation of the area of mating surfaces between the seat and the chain links.
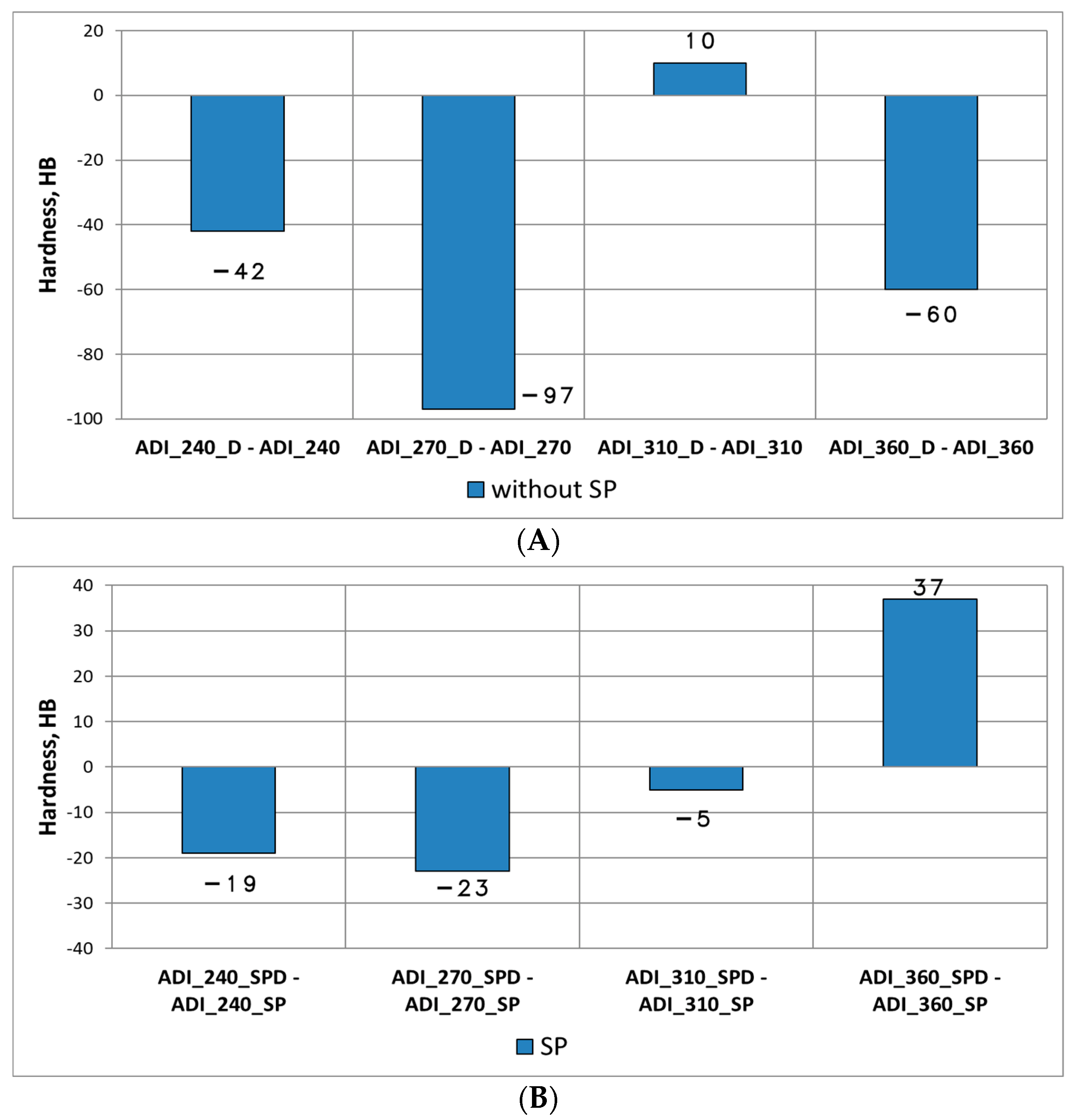
- Shot peening of the area of mating surfaces between the chain wheel and the chain resulted in an increase of the total wear of the mating surfaces area regardless of the variant of heat treatment of ADI.
- The hardness of the surface layer of the shot peened chain wheels made of ADI decreased as compared with the variant not subjected to shot peening.
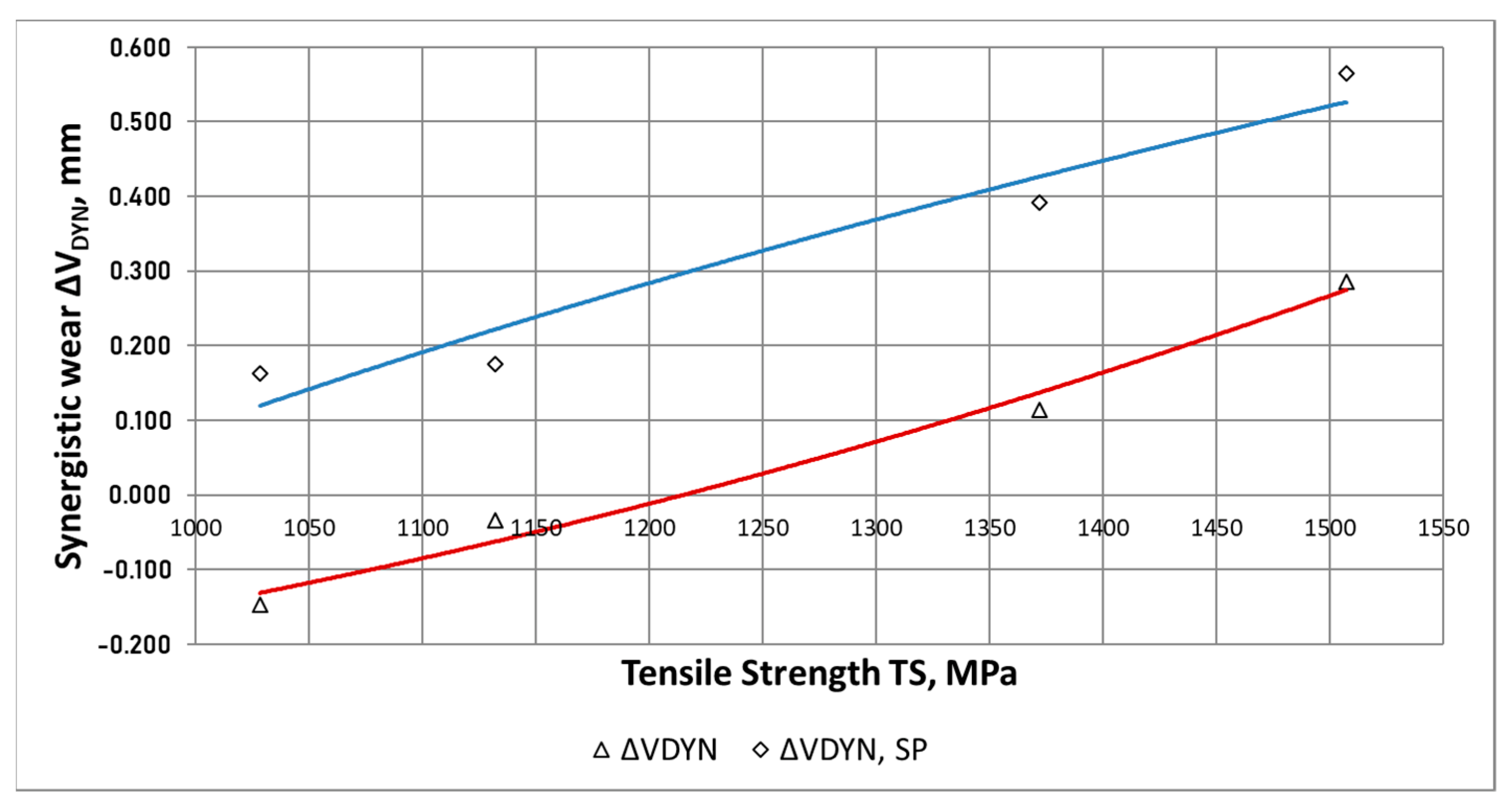
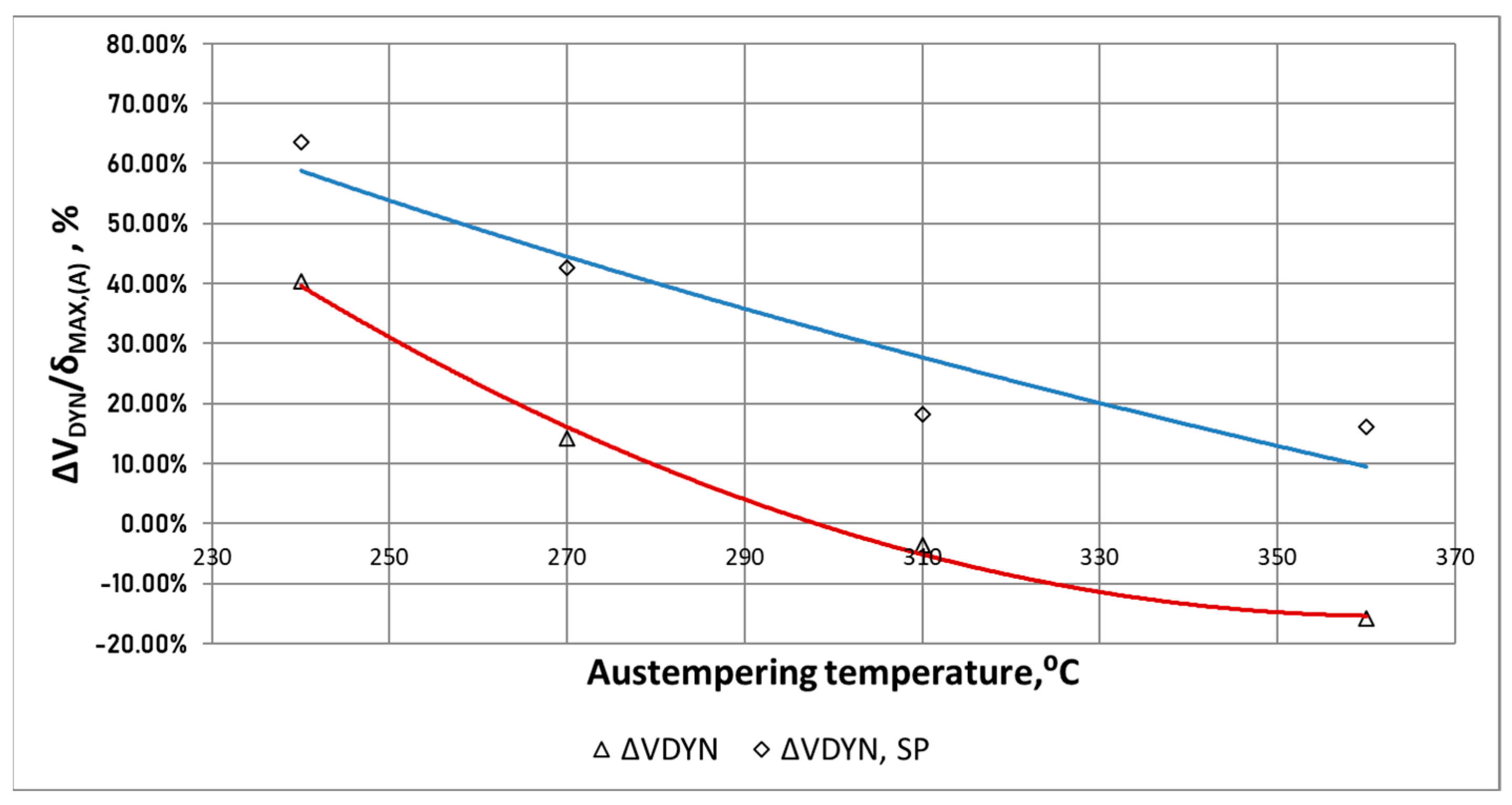
- Along with the increase of the maximum strength and the simultaneous reduction in the content of austenite in the ADI structure containing Ni, Cu, Mo, an increase in the susceptibility to the synergistic effect, caused by the action of additional dynamic forces in the conditions of abrasive wear by solid particles, was observed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xia, R.; Li, B.; Wang, X.; Yang, Z.; Liu, L. Screening the Main Factors Affecting the Wear of the Scraper Conveyor Chute Using the Plackett–Burman Method. Hindawi Math. Probl. Eng. 2019, 2019, 1204091. [Google Scholar] [CrossRef]
- Myszka, D.; Wieczorek, A.N. Effect of phenomena accompanying wear in dry corundum abrasive on the properties and microstructure of austempered ductile iron with different chemical composition. Arch. Metall. Mater. 2015, 60, 483–490. [Google Scholar] [CrossRef] [Green Version]
- Gảhlin, R.; Jacobson, S. The particle size effect in abrasion studied by controlled abrasive surfaces. Wear 1999, 224, 118–125. [Google Scholar] [CrossRef]
- Zum Gahr, K.H. Microstructure and Wear of Materials; Tribology Series; Elsevier: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Wieczorek, A.N. Operation-oriented studies on wear properties of surface-hardened alloy cast steels used in mining in the conditions of the combined action of dynamic forces and an abrasive material. Arch. Metall. Mater. 2017, 62, 2381–2389. [Google Scholar] [CrossRef] [Green Version]
- Tuszynski, W.; Kalbarczyk, M.; Michalak, M.; Michalczewski, R.; Wieczorek, A. The effect of WC/C coating on the wear of bevel gears used in coal mines. Mater. Sci. 2015, 21, 358–363. [Google Scholar] [CrossRef] [Green Version]
- Ratia, V.; Heino, V.; Valtonen, K.; Vippola, M.; Kemppainen, A.; Siitonen, P.; Kuokkala, V.T. Effect of abrasive properties on the high-stress three-body abrasion of steels and hard metals. TRIBOLOGIA Finn. J. Tribol. 2014, 32, 3–18. [Google Scholar]
- Sitnik, L. Kinetics of We Ar (Kinetyka Zużycia); PWN: Warszawa, Poland, 1998. [Google Scholar]
- Radhakanta, R. (Ed.) High-Performance Ferrous Alloys; Springer International Publishing: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Soliman, M.; Palkowski, H.; Nofal, A. Multiphase ausformed austempered ductile iron. Arch. Metall. Mater. 2017, 62, 1493–1498. [Google Scholar] [CrossRef] [Green Version]
- Nili-Ahmadabadi, M.; Shirazi, H. Austempered ductile cast iron: Bainitic transformation. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2015; pp. 217–230. [Google Scholar]
- Ghasemi, R.; Hassan, I.; Ghorbani, A.; Dioszegi, A. Austempered compacted graphite iron—Influence of austempering temperature and time on microstructural and mechanical properties. Mater. Sci. Eng. A 2019, 767, 138434. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels, the Institute of Materials; GB: Cambridge, UK, 2001. [Google Scholar]
- Adamczyk, J. Engineering of Metallic Materials; The Silesian University of Technology Publishers: Gliwice, Poland, 2004. [Google Scholar]
- Wieczorek, A.N. The role of operational factors in shaping of wear properties of alloyed Austempered Ductile Iron. Part II. An assessment of the cumulative effect of abrasives processes and the dynamic activity on the wear property of Ausferritic Ductile Iron. Arch. Metall. Mater. 2014, 59, 1675–1683. [Google Scholar] [CrossRef] [Green Version]
- Myszka, D. Technologiczne Aspekty Przemiany Odkształceniowej w Żeliwie Sferoidalnym Ausferrytycznym; Prace Naukowe Politechniki Warszawskiej, s. Inżynieria Produkcji: Warszawa, Poland, 2014; Volume 265. [Google Scholar]
- Sellamuthu, P.; Samuel, D.G.; Dinakaran, D.; Premkumar, V.P.; Li, Z.; Seetharaman, S. Austempered ductile iron (ADI): Influence of austempering temperature on microstructure, mechanical and wear properties and energy consumption. Metals 2018, 8, 53. [Google Scholar] [CrossRef] [Green Version]
- Ahmadabadi, M.N.; Ghasemi, H.M.; Osia, M. Effects of successive austempering on the tribological behavior of ductile cast iron. Wear 1999, 231, 293–300. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, J.; Lu, L.; Zhang, M.; Zeng, D.; Song, Q. Wear and friction behavior of austempered ductile iron as railway wheel material. Mater. Des. 2016, 89, 815–822. [Google Scholar] [CrossRef]
- Myszka, D.; Cybula, L.; Wieczorek, A. Influence of heat treatment conditions on microstructure and mechanical properties of Austempered Ductile Iron after dynamic deformation test. Arch. Metall. Mater. 2014, 59, 1171–1179. [Google Scholar] [CrossRef] [Green Version]
- Putatunda, S.K.; Bingi, G.A. Influence of step-down austempering process on the fracture toughness of austempered ductile iron. J. Mater. Sci. Eng. Adv. Technol. 2005, 5, 39–70. [Google Scholar]
- Yang, J.; Putatunda, S.K. Effect of microstructure on abrasion wear behaviour of austempered ductile cast iron (ADI) processed by a novel two-step austempering process. Mater. Sci. Eng. A 2005, 406, 217–228. [Google Scholar] [CrossRef]
- Ravishankar, K.S.; Udupa, K.R.; Rao, P.P. Development of Austempered Ductile Iron for High Tensile and Fracture toughness by Two Step Austempering Process. In Proceedings of the 68th WFC—World Foundry Congress, Chennai, India, 7–11 February 2008; pp. 35–40. [Google Scholar]
- Zammit, A.; Mhaede, M.; Grech, M.; Abela, S.; Wagner, L. Influence of shot peening on the fatigue life of Cu-Ni austempered ductile iron. Mater. Sci. Eng. A 2012, 545, 78–85. [Google Scholar] [CrossRef]
- Zammit, A.; Abela, S.; Wagner, L.; Mhaede, M.; Grech, M. Tribological behavior of shot peened Cu-Ni austempered ductile iron. Wear 2013, 302, 829–836. [Google Scholar] [CrossRef]
- Zammit, A.; Bonnici, M.; Mhaede, M.; Wan, R.; Wagner, L. Shot peening of austempered ductile iron gears. Surf. Eng. 2017, 33, 679–686. [Google Scholar] [CrossRef]
- Wieczorek, A.N. Influence of Shot Peening on Abrasion Wear in Real Conditions of Ni-Cu-Ausferritic Ductile Iron. Arch. Metall. Mater. 2016, 61, 1985–1990. [Google Scholar] [CrossRef]
- Wieczorek, A.N. The role of operational factors in shaping of wear properties of alloyed Austempered Ductile Iron. Part I. Experimental studies abrasive wear of Austempered Ductile Iron (ADI) in the presence of loose quartz abrasive. Arch. Metall. Mater. 2014, 59, 1665–1674. [Google Scholar] [CrossRef] [Green Version]
- Wieczorek, A.N.; Polis, W. Operation-oriented method for testing the abrasive wear of mining chain wheels in the conditions of the combined action of destructive factors. Manag. Syst. Prod. Eng. 2015, 19, 175–178. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P |
| 3.50 | 2.54 | 0.16 | 0.013 | 0.041 |
| Mg | Cr | Cu | Ni | Mo |
| 0.047 | 0.026 | 0.50 | 1.40 | 0.24 |
| Heat Treatment Parameters * | ADI_240 | ADI_270 | ADI_310 | ADI_360 |
|---|---|---|---|---|
| Austenitizing temperature, °C | 950 | |||
| Austenitizing time, min | 180 | |||
| Austempering temperature, °C | 240 | 270 | 310 | 360 |
| Austempering time, min | 150 | |||
| Mechanical Properties | ADI_240 | ADI_270 | ADI_310 | ADI_360 |
|---|---|---|---|---|
| Tensile Strength * TS, MPa | 1507 | 1372 | 1132 | 1028 |
| Yield Strength * YS, MPa | 1072 | 936 | 804 | 652 |
| Impact Toughness ** K, J | 54 | 72 | 84 | 124 |
| Elongation A5, % | 3 | 4 | 5 | 10 |
| Research Variant and Its Designation | Destructive Factors * | Simulated Type of Wear |
|---|---|---|
| Variant A wheels not subjected to shot peening (-) | quartz sand | abrasive wear |
| Variant A wheels subjected to shot peening (SP) | ||
| Variant B wheels not subjected to shot peening (D) | quartz sand and dynamic force | abrasive and dynamic wear |
| Variant B wheels subjected to shot peening (SPD) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wieczorek, A.N.; Wójcicki, M.; Drwięga, A.; Tuszyński, W.; Nuckowski, P.M.; Nędza, J. Abrasive Wear of Mining Chain Drums Made of Austempered Ductile Iron in Different Operating Modes. Materials 2022, 15, 2709. https://doi.org/10.3390/ma15082709
Wieczorek AN, Wójcicki M, Drwięga A, Tuszyński W, Nuckowski PM, Nędza J. Abrasive Wear of Mining Chain Drums Made of Austempered Ductile Iron in Different Operating Modes. Materials. 2022; 15(8):2709. https://doi.org/10.3390/ma15082709
Chicago/Turabian StyleWieczorek, Andrzej N., Mateusz Wójcicki, Andrzej Drwięga, Waldemar Tuszyński, Paweł M. Nuckowski, and Jakub Nędza. 2022. "Abrasive Wear of Mining Chain Drums Made of Austempered Ductile Iron in Different Operating Modes" Materials 15, no. 8: 2709. https://doi.org/10.3390/ma15082709