
Development and Characterization of PA 450 and PA 3282 Epoxy Coatings as Anti-Corrosion Materials for Offshore Applications

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
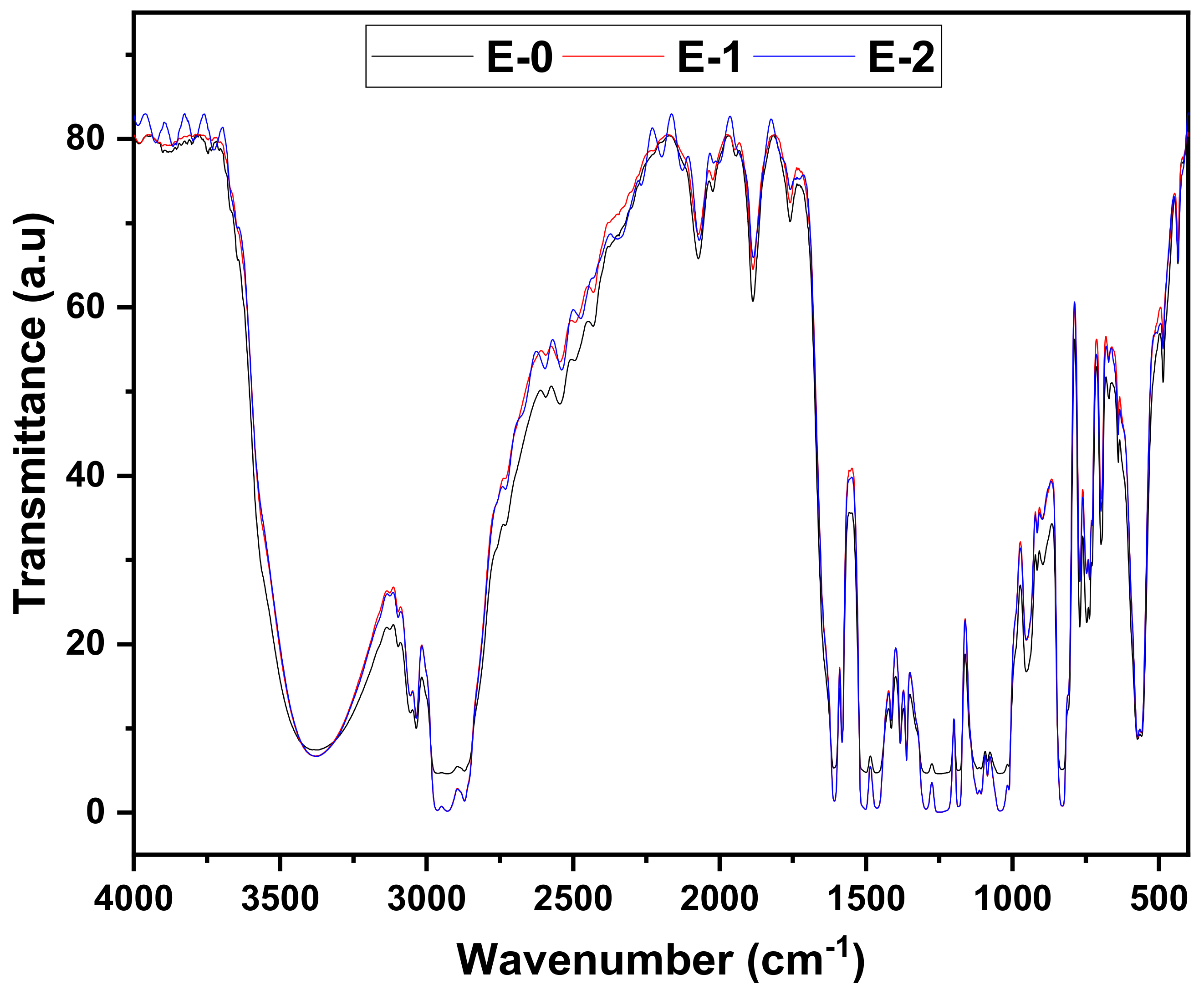
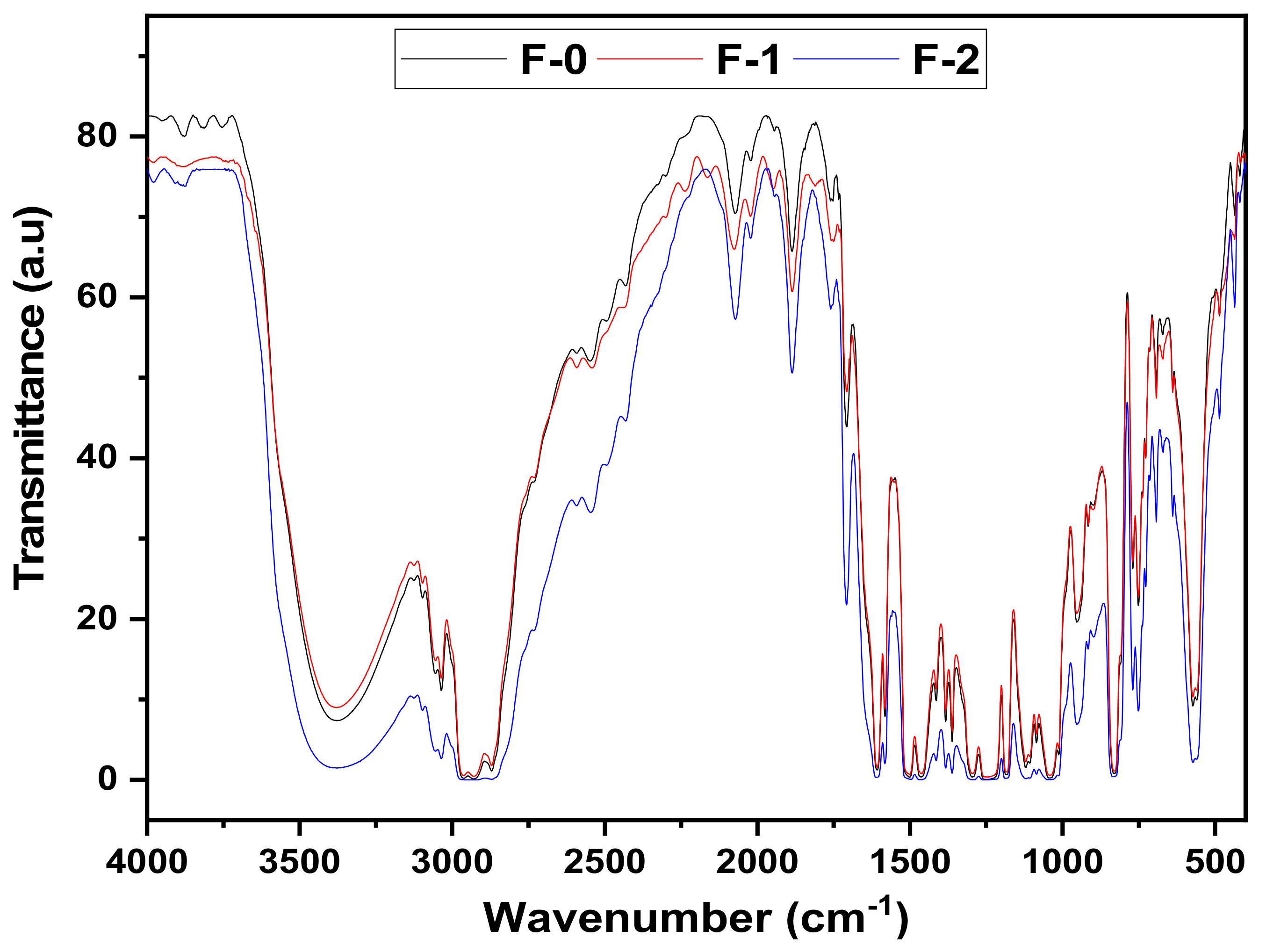
3.1. Fourier-Transform Infrared Spectroscopy (FTIR)
3.2. Field Emission Scanning Electron Microscope (FE-SEM)
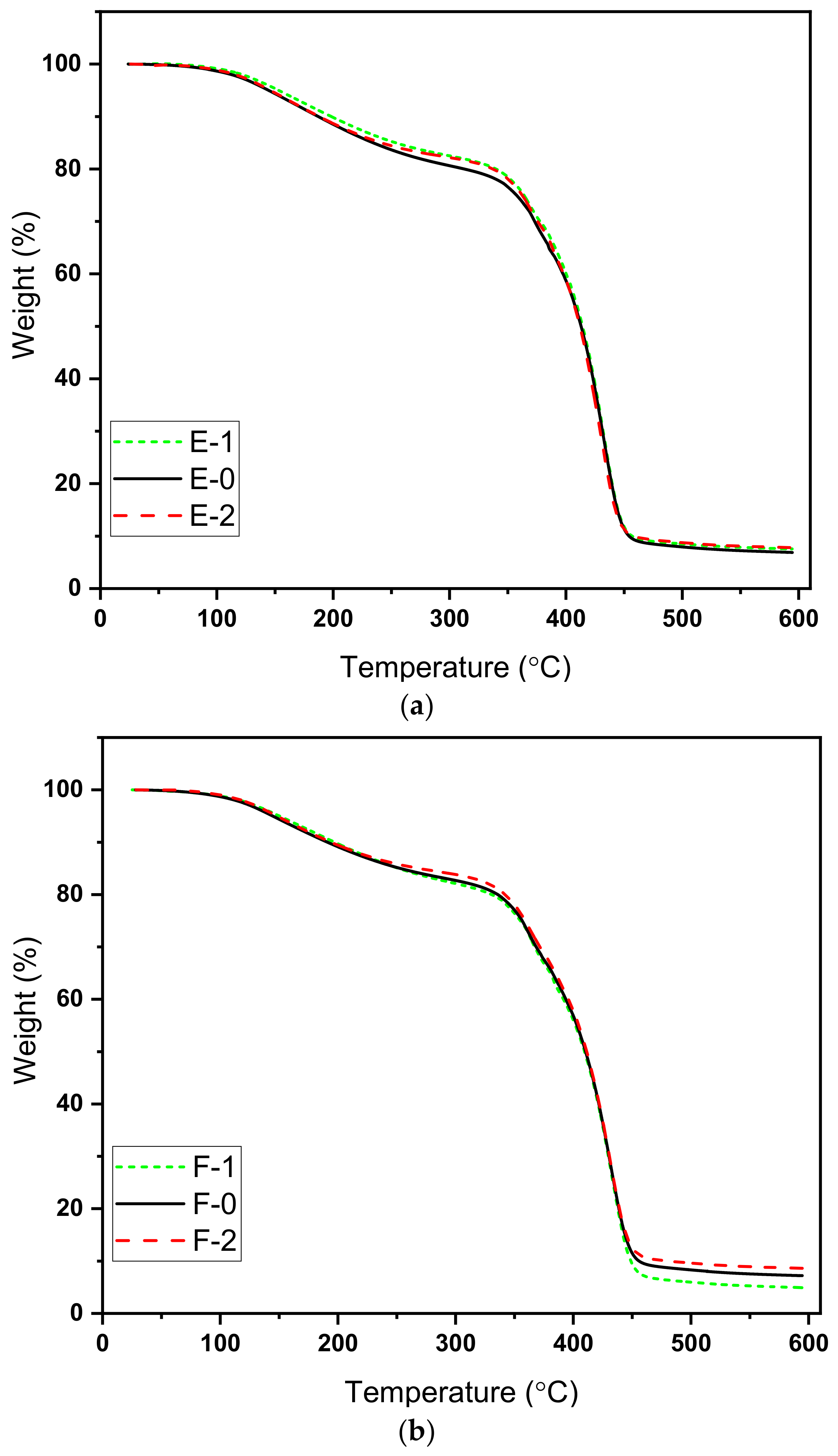
3.3. Thermogravimetric Analysis (TGA)
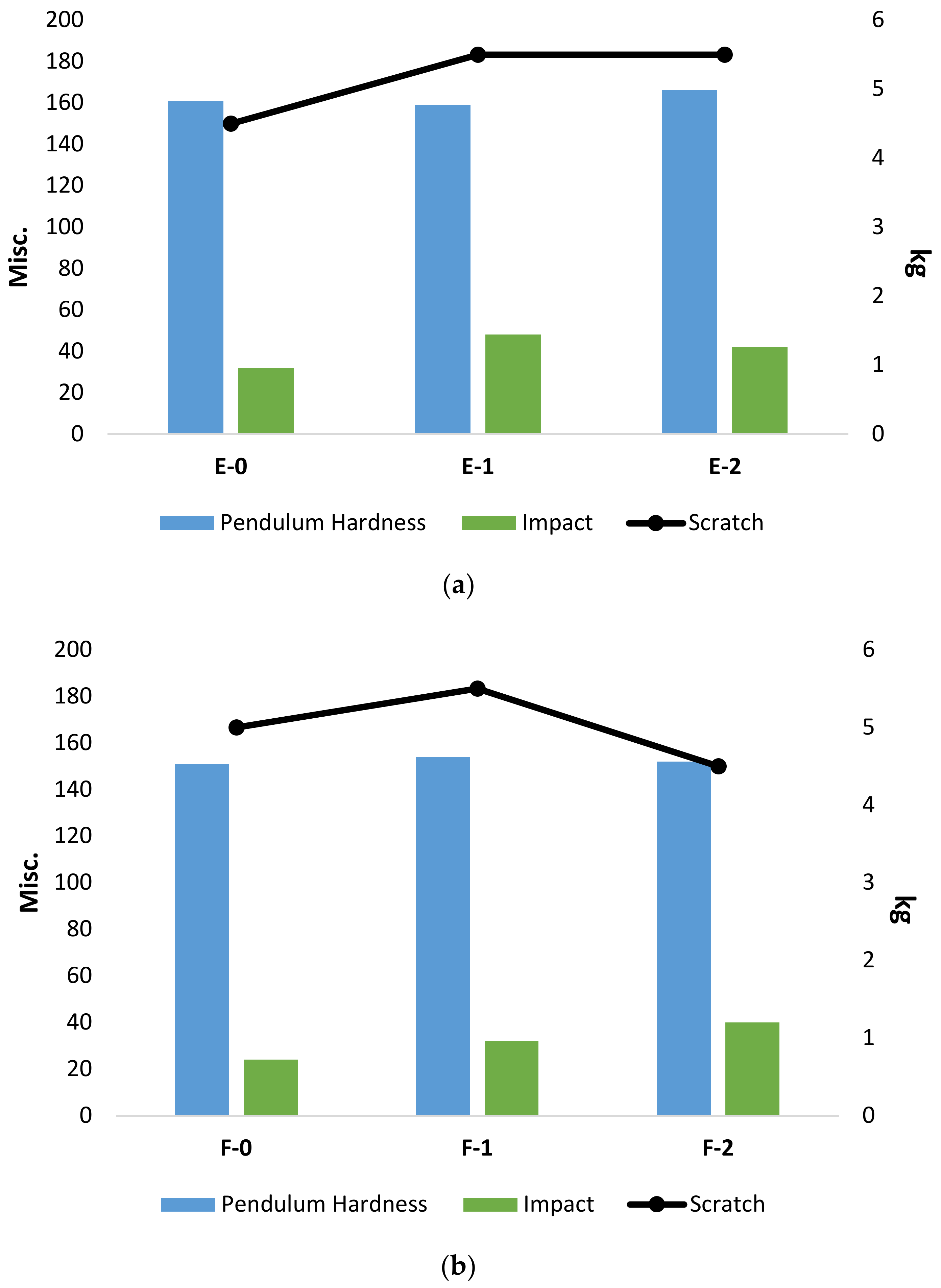
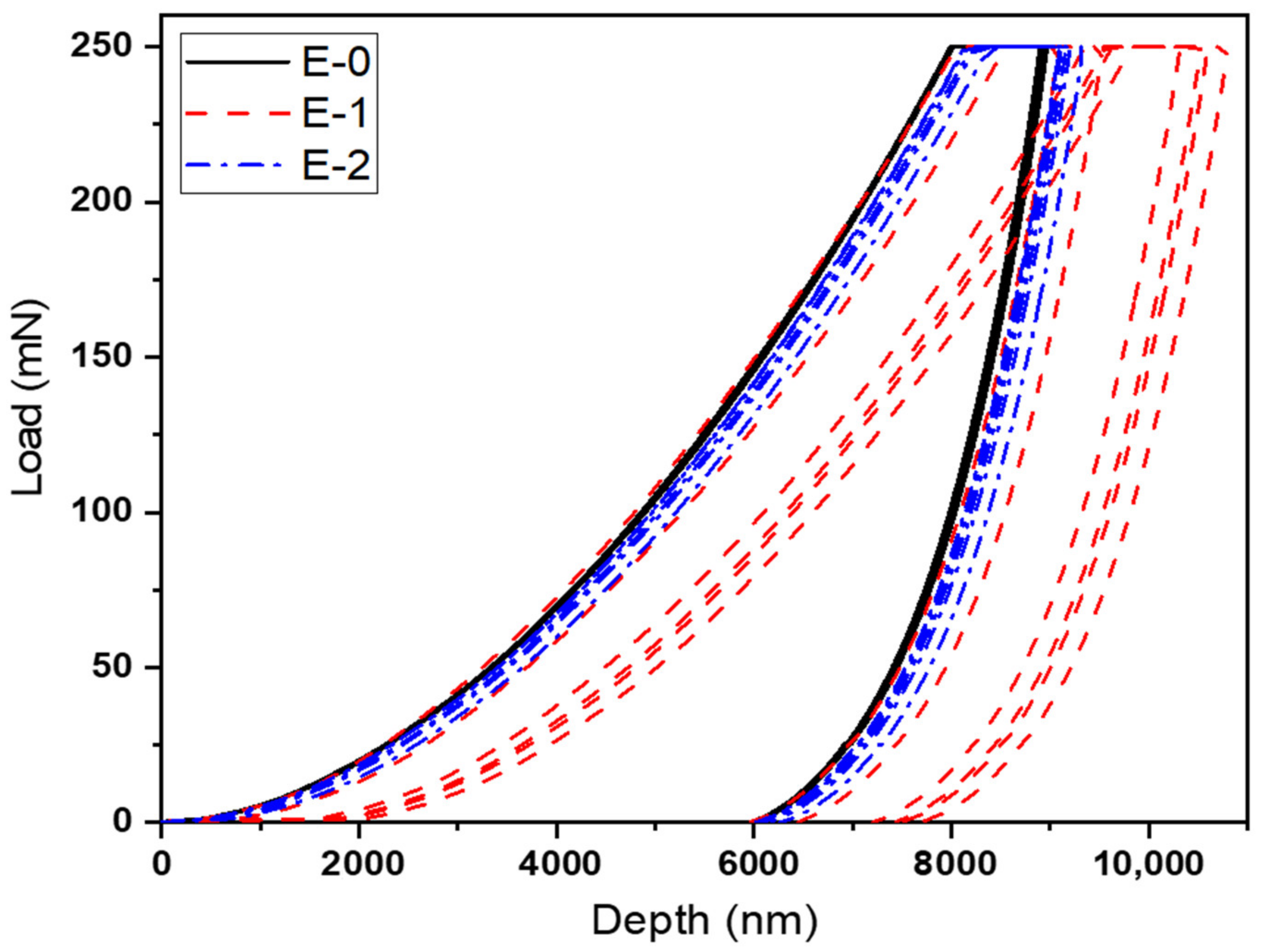
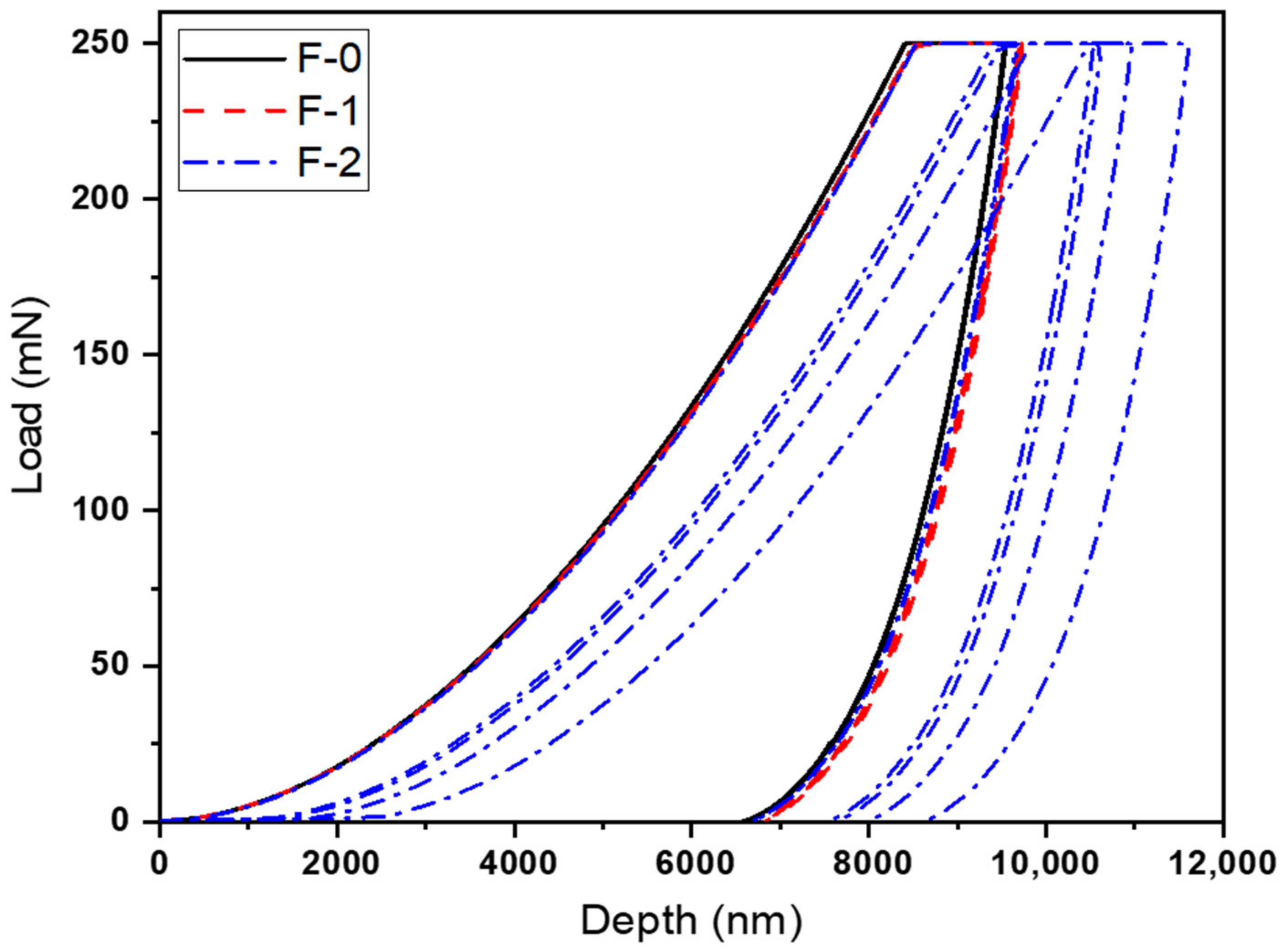
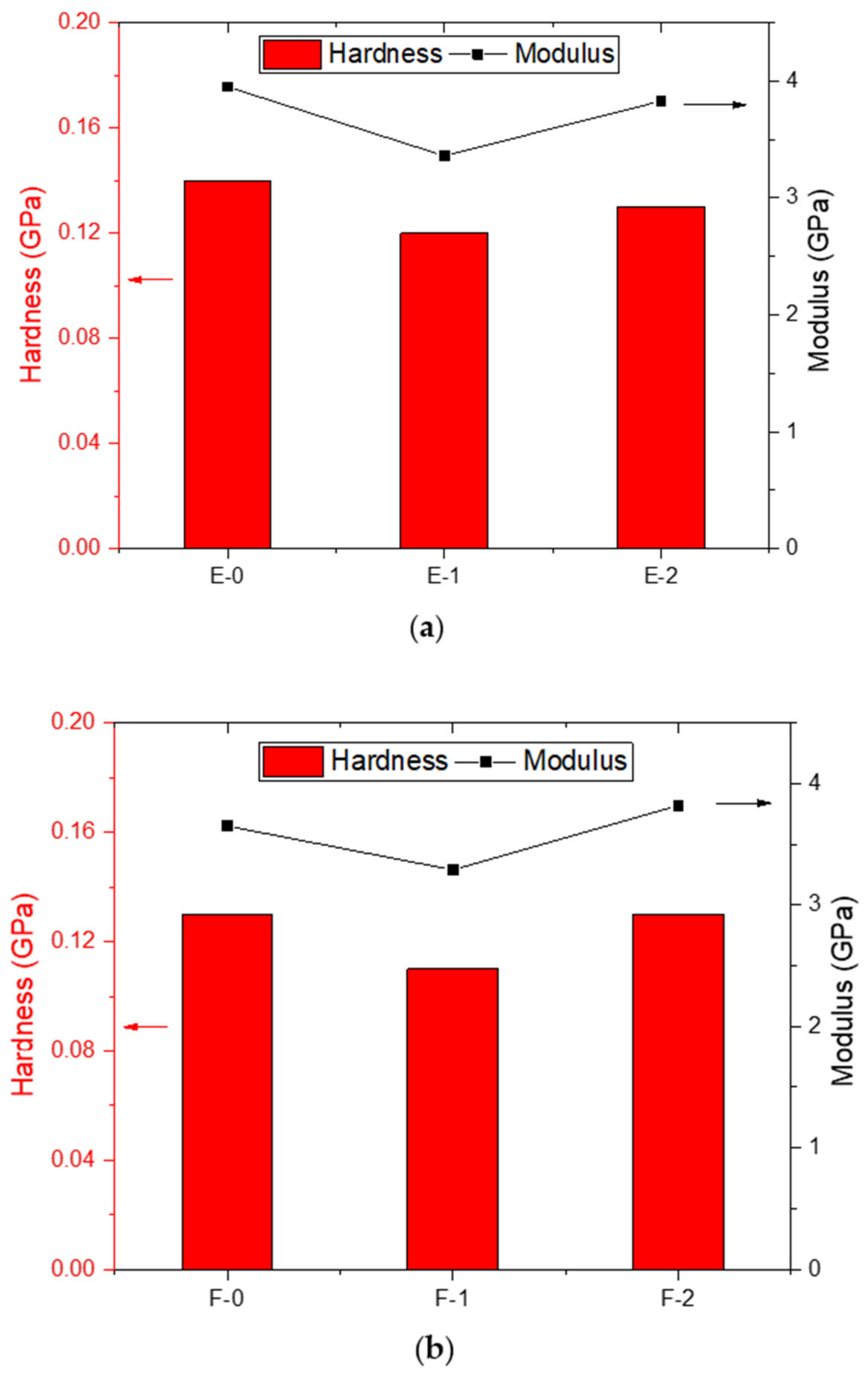
3.4. Mechanical Properties and Nanoindentation
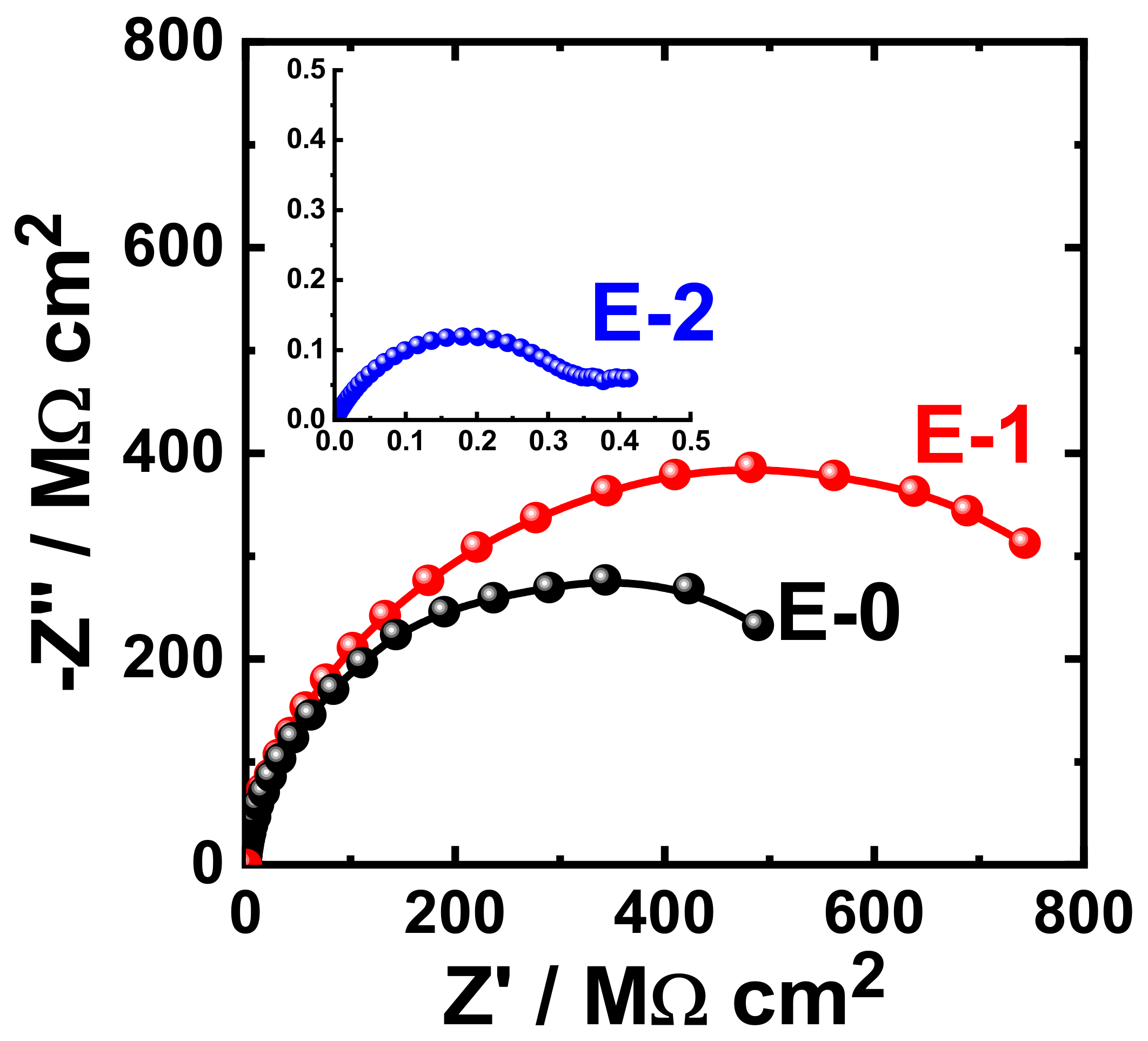
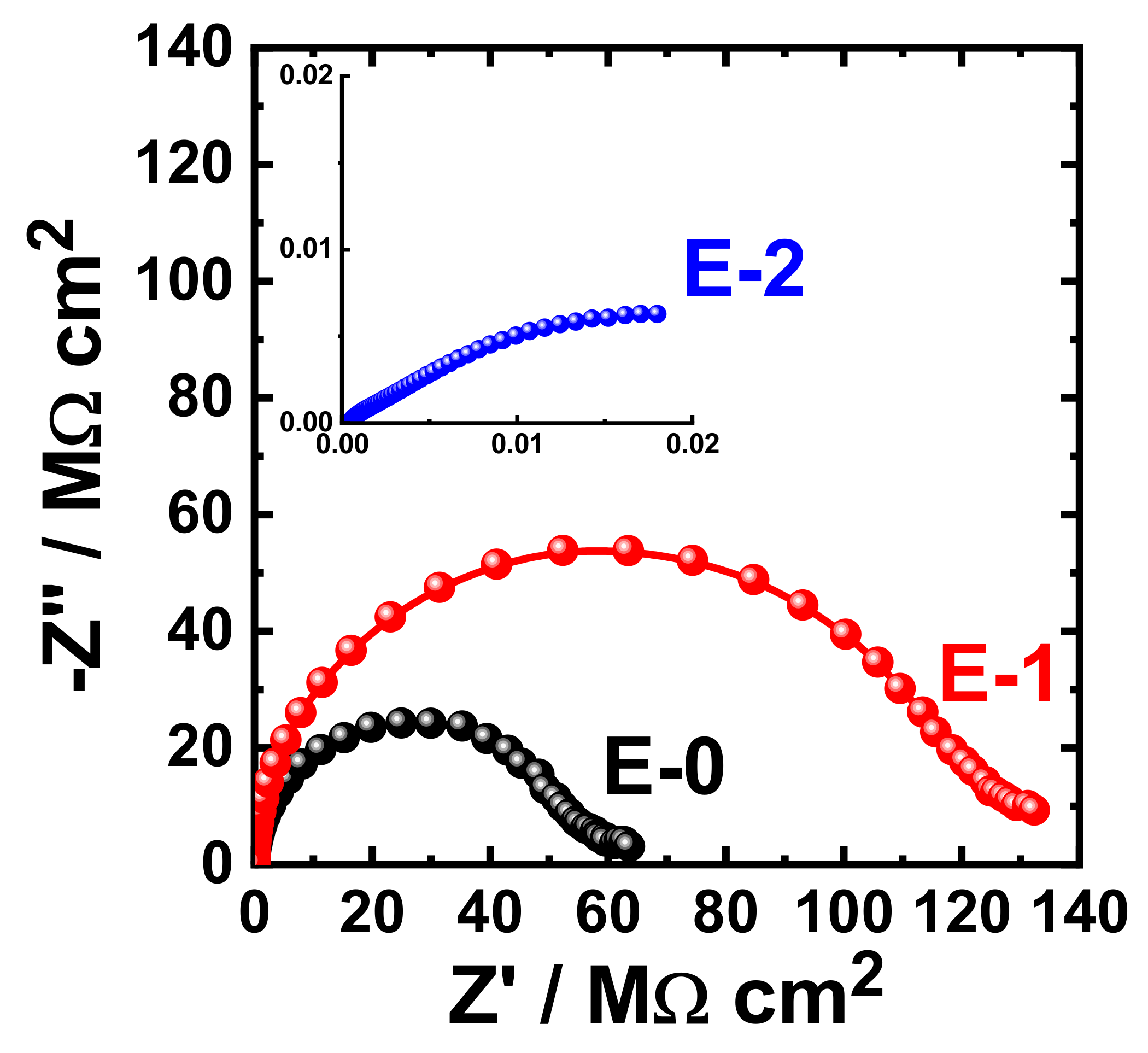
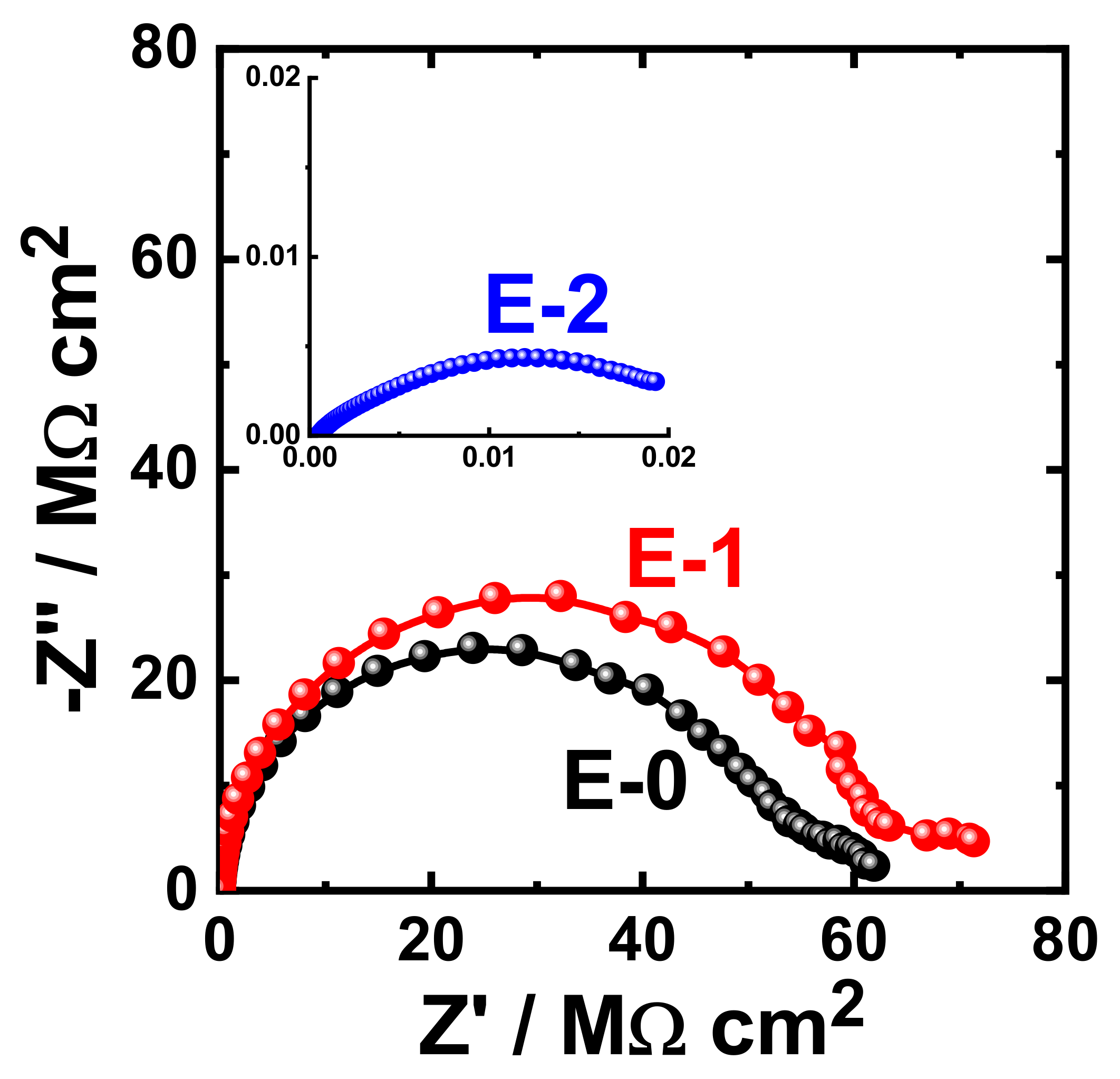
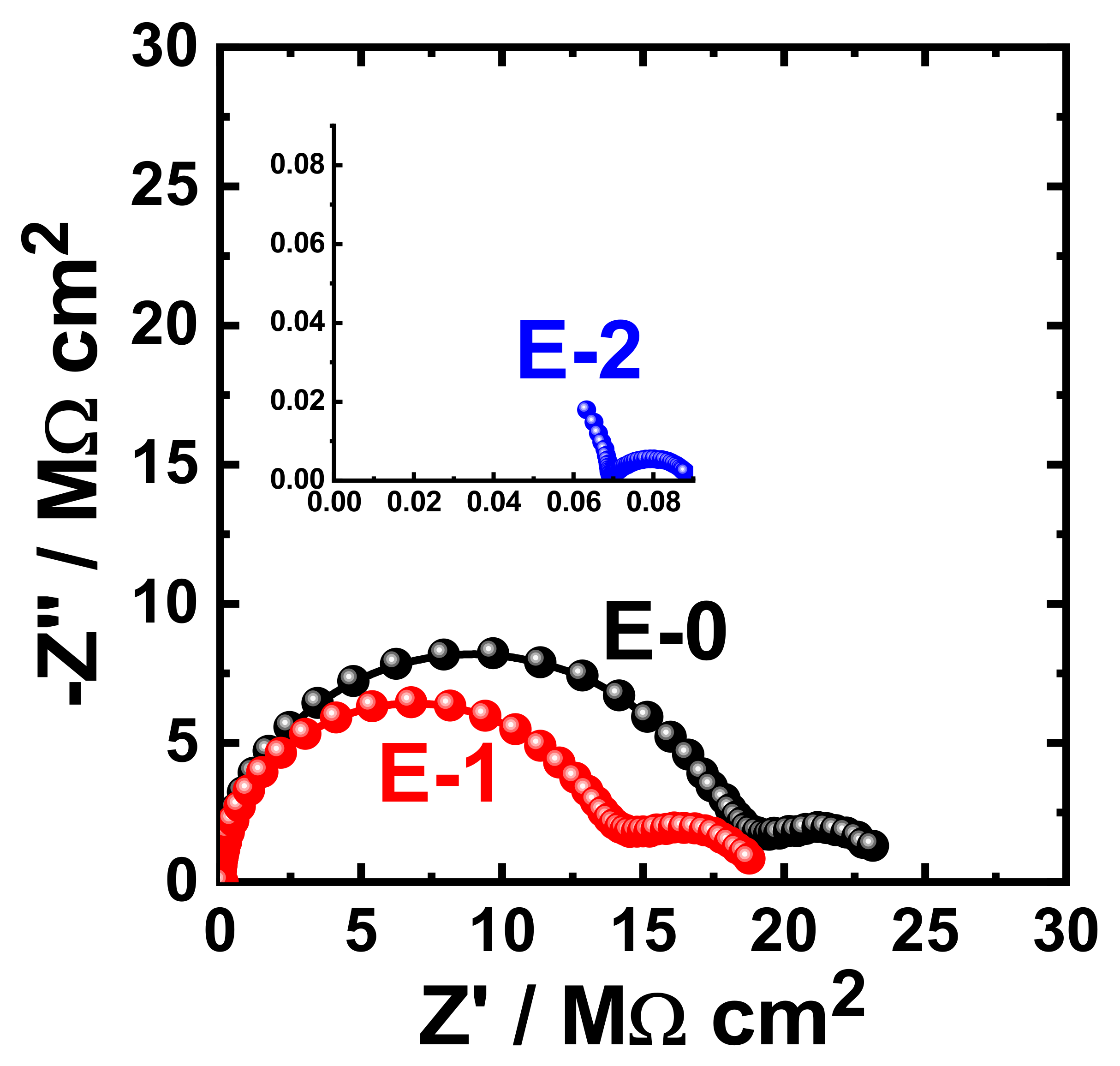
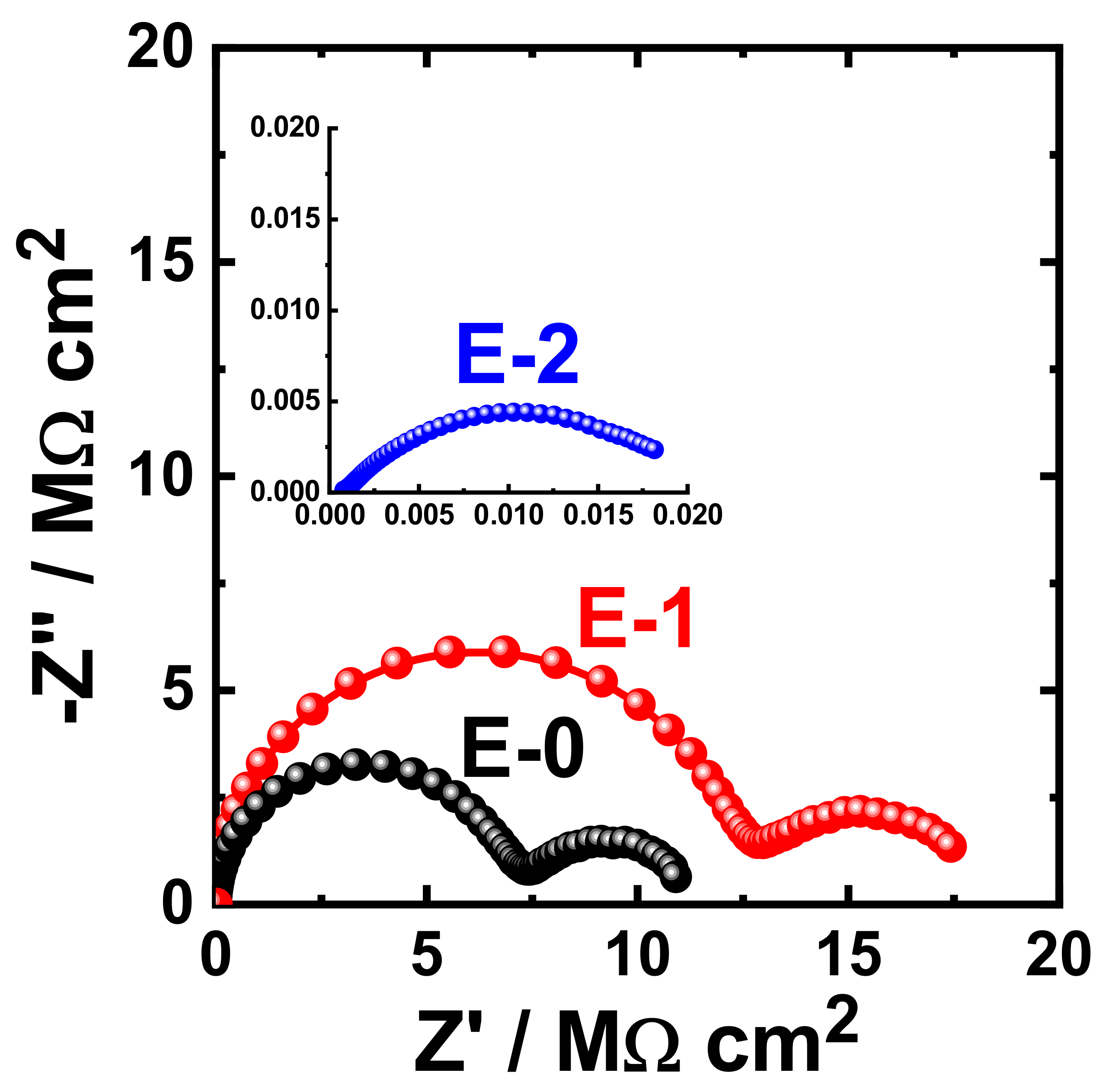
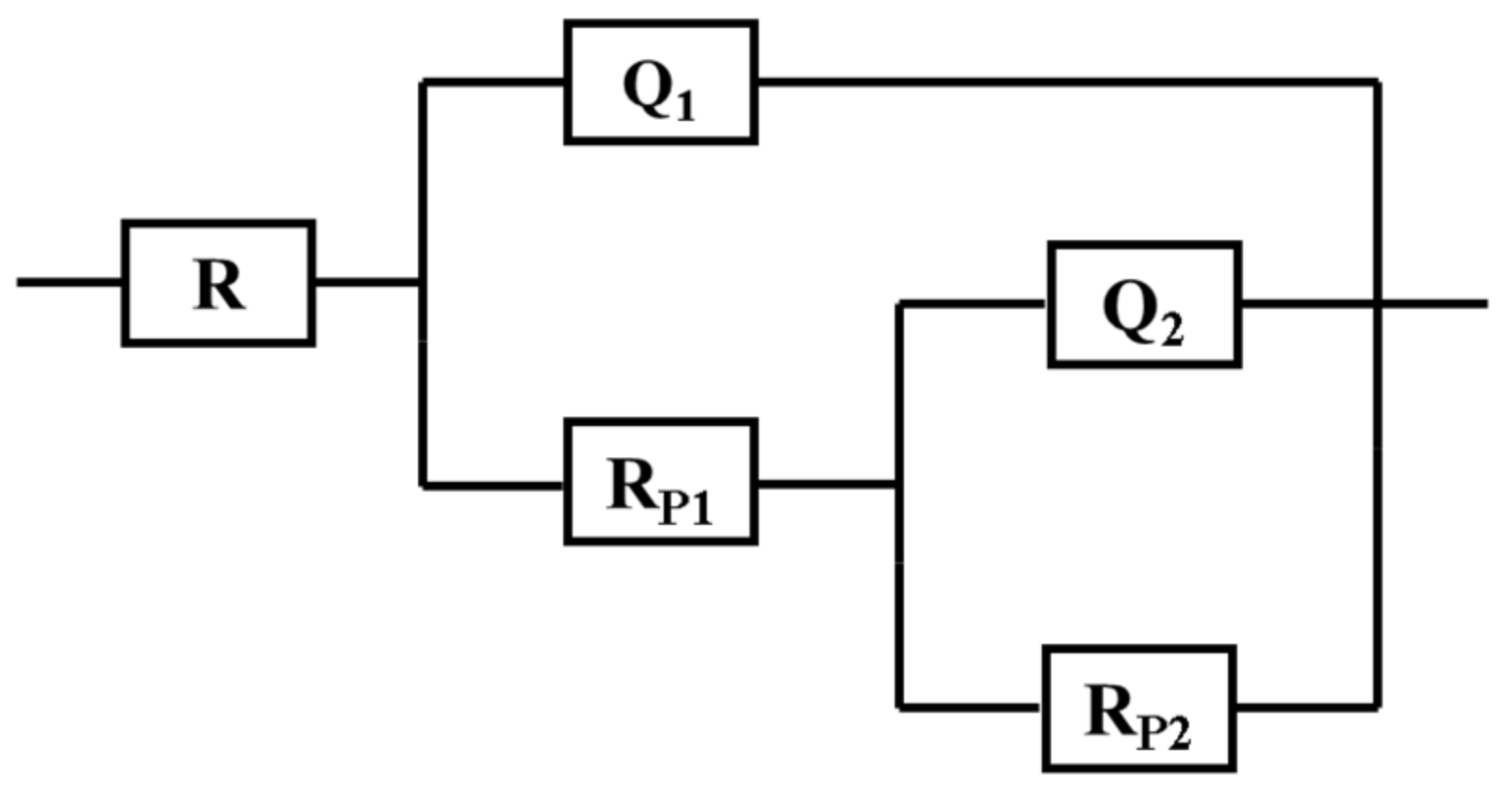
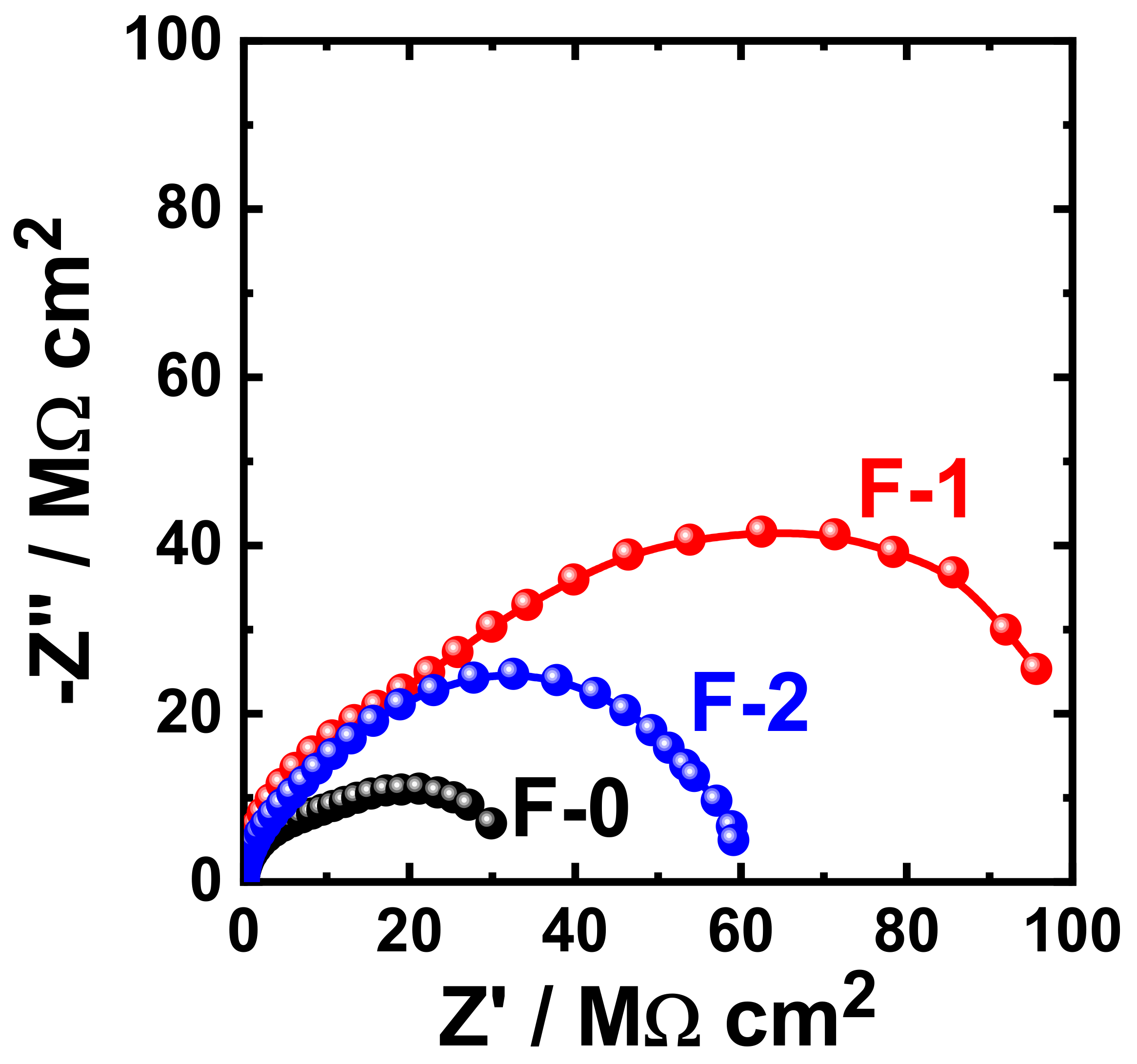
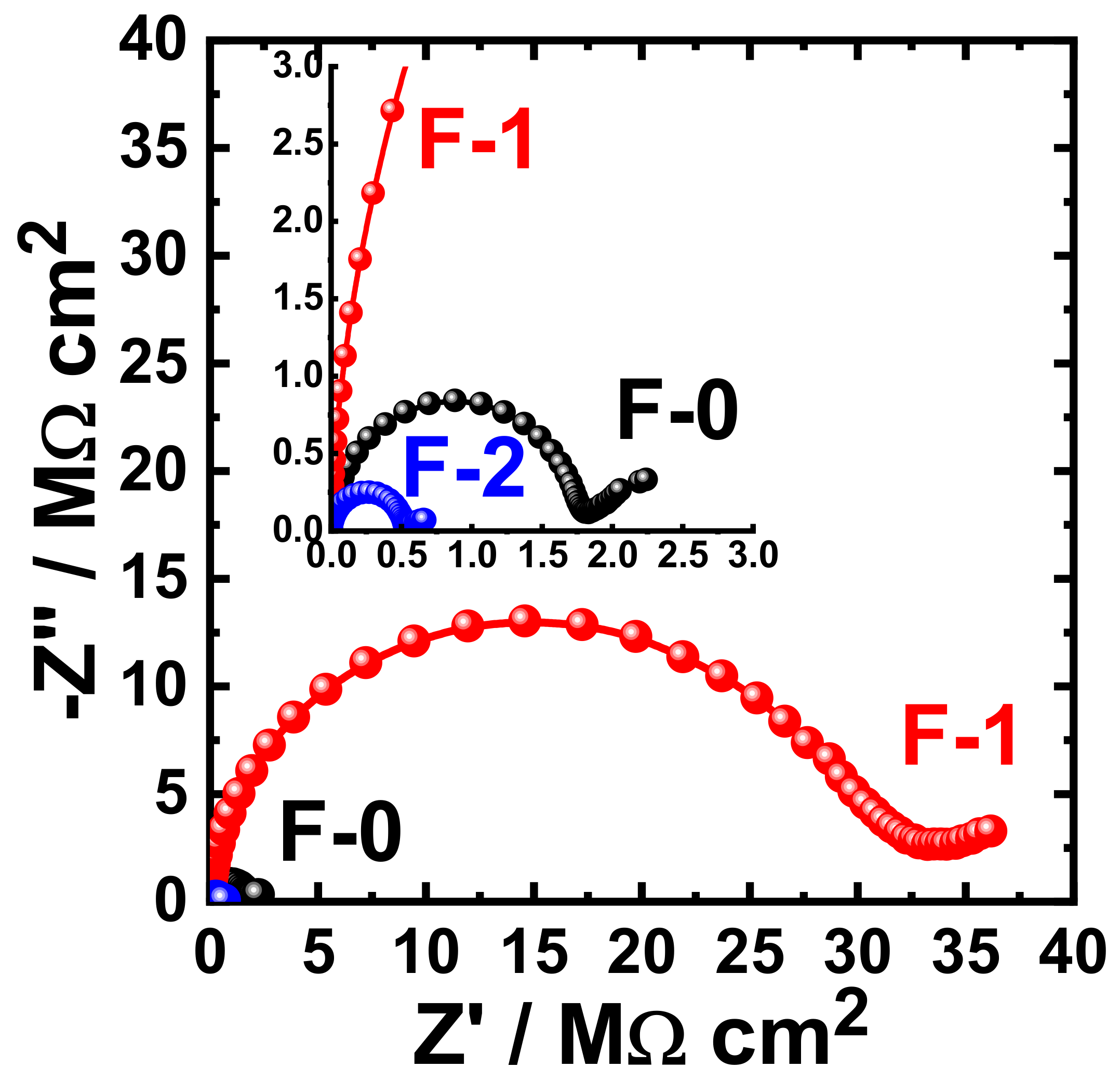
3.5. Electrochemical Impedance Spectroscopy (EIS)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramezanzadeh, M.; Bahlakeh, G.; Ramezanzadeh, B.; Rostami, M. Mild steel surface eco-friendly treatment by Neodymi-um-based nanofilm for fusion bonded epoxy coating anti-corrosion/adhesion properties enhancement in simulated seawater. J. Industr. Eng. Chem. 2019, 72, 474–490. [Google Scholar] [CrossRef]
- Fu, A.; Cheng, Y. Characterization of the permeability of a high performance composite coating to cathodic protection and its implications on pipeline integrity. Prog. Org. Coat. 2011, 72, 423–428. [Google Scholar] [CrossRef]
- Chattopadhyay, D.K.; Raju, K.V.S.N. Structural engineering of polyurethane coatings for high performance applications. Prog. Polym. Sci. 2007, 32, 352–418. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Recent advances of superhard nanocomposite coatings: A review. Surf. Coat. Technol. 2003, 167, 113–119. [Google Scholar] [CrossRef]
- Veprek, S.; Argon, A.S. Mechanical properties of superhard nanocomposites. Surf. Coat. Technol. 2001, 146–147, 175–182. [Google Scholar] [CrossRef]
- Sinko, J. Challenges of chromate inhibitor pigments replacement in organic coatings. Prog. Org. Coat. 2001, 42, 267–282. [Google Scholar] [CrossRef]
- Ostovari, A.; Hoseinieh, S.M.; Peikari, M.; Shadizadeh, S.R.; Hashemi, S.J. Corrosion inhibition of mild steel in 1 M HCl solution by henna extract: A comparative study of the inhibition by henna and its constituents (Lawsone, Gallic acid, α-D-Glucose and Tannic acid). Corr. Sci. 2009, 51, 1935–1949. [Google Scholar] [CrossRef]
- González-García, Y.; González, S.; Souto, R.M. Electrochemical and structural properties of a polyurethane coating on steel substrates for corrosion protection. Corros. Sci. 2007, 49, 3514–3526. [Google Scholar] [CrossRef]
- Tjong, S.C.; Chen, H. Nanocrystalline materials and coatings. Mater. Sci. Eng. R Rep. 2004, 45, 1–88. [Google Scholar] [CrossRef]
- Ramezanzadeh, B.; Ahmadi, A.; Mahdavian, M. Enhancement of the corrosion protection performance and cathodic delam-ination resistance of epoxy coating through treatment of steel substrate by a novel nanometric sol-gel based silane composite film filled with functionalized graphene oxide nanosheets. Corr. Sci. 2016, 109, 182–205. [Google Scholar] [CrossRef]
- Ruhi, G.; Bhandari, H.; Dhawan, S.K. Designing of corrosion resistant epoxy coatings embedded with polypyrrole/SiO2 composite. Prog. Org. Coat. 2014, 77, 1484–1498. [Google Scholar] [CrossRef]
- López-Ortega, A.; Bayón, R.; Arana, J. Evaluation of protective coatings for offshore applications. Corrosion and tribocorrosion behavior in synthetic seawater. Surf. Coat. Technol. 2018, 349, 1083–1097. [Google Scholar] [CrossRef]
- Andrievski, R.A. Films as Nanostructured Materials with Characteristic Mechanical Properties. Mater. Trans. 2001, 42, 1471–1473. [Google Scholar] [CrossRef] [Green Version]
- Zhou, F.-L.; Gong, R.-H.; Porat, I. Mass production of nanofibre assemblies by electrostatic spinning. Polym. Int. 2009, 58, 331–342. [Google Scholar] [CrossRef]
- Msekh, M.A.; Cuong, N.H.; Zi, G.; Areias, P.; Zhuang, X.; Rabczuk, T. Fracture properties prediction of clay/epoxy nano-composites with interphase zones using a phase field model. Eng. Fract. Mech. 2018, 188, 287–299. [Google Scholar] [CrossRef]
- Dagdag, O.; Hanbali, G.; Khalaf, B.; Jodeh, S.; El Harfi, A.; Deghles, A. Dual Component Polymeric Epoxy-Polyaminoamide Based Zinc Phosphate Anticorrosive Formulation for 15CDV6 Steel. Coatings 2019, 9, 463. [Google Scholar] [CrossRef] [Green Version]
- Dagdag, O.; Berisha, A.; Safi, Z.; Hamed, O.; Jodeh, S.; Verma, C.; Ebenso, E.E.; El Harfi, A. DGEBA-polyaminoamide as ef-fective anti-corrosive material for 15CDV6 steel in NaCl medium: Computational and experimental studies. J. App. Polym. Sci. 2019, 137, 48402. [Google Scholar] [CrossRef]
- Garcia, F.G.; Soares, B.G.; Pita, V.J.R.R.; Sánchez, R.; Rieumont, J. Mechanical properties of epoxy networks based on DGEBA and aliphatic amines. J. Appl. Polym. Sci. 2007, 106, 2047–2055. [Google Scholar] [CrossRef]
- Garcia, F.G.; Leyva, M.E.; Oliveira, M.G.; De Queiroz, A.A.A.; Simões, A.Z. Influence of chemical structure of hardener on mechanical and adhesive properties of epoxy polymers. J. Appl. Polym. Sci. 2010, 117, 2213–2219. [Google Scholar] [CrossRef]
- Ozgul, E.O.; Ozkul, M.H. Effects of epoxy, hardener, and diluent types on the hardened state properties of epoxy mortars. Constr. Build. Mater. 2018, 187, 360–370. [Google Scholar] [CrossRef]
- Møller, V.B.; Dam-Johansen, K.; Frankær, S.M.; Kiil, S. Acid-resistant organic coatings for the chemical industry: A review. J. Coat. Technol. Res. 2017, 14, 279–306. [Google Scholar] [CrossRef]
- Unnikrishnan, K.; Thachil, E.T. Studies on the Modification of Commercial Epoxy Resin using Cardanol-based Phenolic Resins. J. Elastomers Plast. 2008, 40, 271–286. [Google Scholar] [CrossRef]
- Wetzel, B.; Haupert, F.; Zhang, M.Q. Epoxy nanocomposites with high mechanical and tribological performance. Compos. Sci. Technol. 2003, 63, 2055–2067. [Google Scholar] [CrossRef]
- Shi, X.; Nguyen, T.A.; Suo, Z.; Liu, Y.; Avci, R. Effect of nanoparticles on the anticorrosion and mechanical properties of epoxy coating. Surf. Coat. Technol. 2009, 204, 237–245. [Google Scholar] [CrossRef]
- Wu, L.; Hoa, S.V.; Tan, M.; That, T. Effects of composition of hardener on the curing and aging for an epoxy resin system. J. Appl. Polym. Sci. 2006, 99, 580–588. [Google Scholar] [CrossRef] [Green Version]
- Vanlandingham, M.R.; Eduljee, R.F.; Gillespie, J.W., Jr. Relationships between stoichiometry, microstructure, and properties for amine-cured epoxies. J. Appl. Polym. Sci. 1999, 71, 699–712. [Google Scholar] [CrossRef]
- Alam, M.A.; Sherif, E.M.; Al-Zahrani, S.M. Fabrication of Various Epoxy Coatings for Offshore Applications and Evaluating Their Mechanical Properties and Corrosion Behavior. Int. J. Electrochem. Sci. 2013, 8, 3121–3131. [Google Scholar]
- Alam, M.A.; Sherif, E.M.; Al-Zahrani, S.M. Mechanical Properties and Corrosion Behavior of Different Coatings Fabricated by Diglycidyl Ether of Bisphenol-A Epoxy Resin and Aradur®-3282 Curing Agent. Int. J. Electrochem. Sci. 2013, 8, 8388–8400. [Google Scholar]
- Werle, M. Natural and Synthetic Polymers as Inhibitors of Drug Efflux Pumps. Pharm. Res. 2008, 25, 500–511. [Google Scholar] [CrossRef] [Green Version]
- Sherif, E.M.; Park, S.-M. Effects of 1,5-Naphthalenediol on Aluminum Corrosion as a Corrosion Inhibitor in 0.50 M NaCl. J. Electrochem. Soc. 2005, 152, B205–B211. [Google Scholar] [CrossRef] [Green Version]
- Socrates, G. Infrared Characteristic Group Frequencies: Tables and Charts; John Wiley & Sons: Hoboken, NJ, USA, 1994; Volume 62, p. 237. [Google Scholar]
- Alam, M.A.; Samad, U.A.; Alam, M.; Anis, A.; Al-Zahrani, S.M. Enhancement in Nanomechanical, Thermal, and Abrasion Properties of SiO2 Nanoparticle-Modified Epoxy Coatings. Coatings 2020, 10, 310. [Google Scholar] [CrossRef] [Green Version]
- Alam, M.A.; Samad, U.A.; Alam, M.; Anis, A.; Ubaidullah, M.; Al-Zahrani, S.M. Effects of SiO2 and ZnO Nanoparticles on Epoxy Coatings and Its Performance Investigation Using Thermal and Nanoindentation Technique. Polymers 2021, 13, 1490. [Google Scholar] [CrossRef] [PubMed]
- Rubab, Z.; Afzal, A.; Siddiqi, H.M.; Saeed, S. Preparation, Characterization, and Enhanced Thermal and Mechanical Properties of Epoxy-Titania Composites. Sci. World J. 2014, 2014, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bhattacharya, A.; Rawlins, J.W.; Ray, P. Polymer Grafting and Crosslinking; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in under-standing and refinements to methodology. J. Mat. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Alam, M.A.; Samad, U.A.; Sherif, E.-S.M.; Seikh, A.; Al-Zahrani, S.M.; Alharthi, N.H.; Alam, M. Synergistic effect of Ag and ZnO nanoparticles on polyaniline incorporated epoxy/2pack coatings for splash zone applications. J. Coat. Technol. Res. 2019, 16, 835–845. [Google Scholar] [CrossRef]
- AlOtaibi, A.; Sherif, E.S.M.; Zinelis, S.; Al Jabbari, Y.S. Corrosion behavior of two cp titanium dental implants connected by cobalt chromium metal superstructure in artificial saliva and the influence of immersion time. Int. J. Electrochem. Sci. 2016, 11, 5877–5890. [Google Scholar] [CrossRef]
- Gopi, D.; Sherif, E.M.; Surendiran, M.; Sakila, D.M.A.; Kavitha, L. Corrosion inhibition by benzotriazole derivatives and sodium dodecyl sulphate as corrosion inhibitors for copper in ground water at different temperatures. Surf. Interface Anal. 2015, 47, 618–625. [Google Scholar] [CrossRef]
- Fan, L.; Reis, S.T.; Chen, G.; Koenigstein, M.L. Corrosion Resistance of Pipeline Steel with Damaged Enamel Coating and Cathodic Protection. Coatings 2018, 8, 185. [Google Scholar] [CrossRef] [Green Version]
- Fan, L.; Tang, F.; Reis, S.T.; Chen, G.; Koenigstein, M.L. Corrosion Resistances of Steel Pipes Internally Coated with Enamel. Corrosion 2017, 73, 1335–1345. [Google Scholar] [CrossRef]
- Mayne, J.E.O. The mechanism of the inhibition of the corrosion of iron and steel by means of paint. Off. Dig. 1952, 24, 127. [Google Scholar]
- Bacon, R.C.; Smith, J.J.; Rugg, F.M. Electrolytic Resistance in Evaluating Protective Merit of Coatings on Metals. Ind. Eng. Chem. 1948, 40, 161–167. [Google Scholar] [CrossRef]
- Davis, G.D.; Krebs, L.A.; Dacres, C.M. Coating evaluation and validation of accelerated test conditions using an in-situ corrosion sensor. J. Coat. Technol. 2002, 74, 69–74. [Google Scholar] [CrossRef]
- Kilpeläinen, V.; Gutierrez, A.; van Loon, S. Anticorrosive Pigments-Properties of different talcs compared in corrosion testing. Materials 2012, 4, 26. [Google Scholar]
- Samad, U.A.; Alam, M.A.; Anis, A.; Sherif, E.S.M.; Al-Mayman, S.I.; Al-Zahrani, S.M. Effect of Incorporated ZnO Nanoparticles on the Corrosion Performance of SiO2 Nanoparticle-Based Mechanically Robust Epoxy Coatings. Materials 2020, 13, 3767. [Google Scholar] [CrossRef]
- Tsai, P.Y.; Chen, T.E.; Lee, Y.L. Development and characterization of anticorrosion and antifriction properties for high performance polyurethane/graphene composite coatings. Coatings 2018, 8, 250. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation Code | Hardener PA-450 | Xylene | MIBK | Stoichiometry |
| E-0 | 16.66 | 10 | 10 | Balanced (+10) |
| E-1 | 15.90 | 10 | 10 | +5 |
| E-2 | 17.50 | 10 | 10 | +15 |
| Formulation Code | Hardener PA-3282 | Xylene | MIBK | Stoichiometry |
| F-0 | 16.34 | 10 | 10 | Balanced (−10) |
| F-1 | 15.52 | 10 | 10 | −5 |
| F-2 | 17.15 | 10 | 10 | −15 |
| Sample | T15% (°C) | T25% (°C) | T50% (°C) | T75% (°C) | Residue (%) |
|---|---|---|---|---|---|
| E-0 | 253.59 | 363.98 | 414.35 | 435.76 | 7.55 |
| E-1 | 240.22 | 360.54 | 413.03 | 435.24 | 7.88 |
| E-2 | 241.19 | 362.48 | 412.04 | 434.28 | 7.78 |
| F-1 | 251.55 | 355.04 | 409.59 | 433.82 | 7.92 |
| F-2 | 252.96 | 356.59 | 410.47 | 434.48 | 7.20 |
| F-3 | 268.70 | 359.06 | 411.47 | 434.83 | 7.61 |
| Sample | Pendulum Hardness (Oscillations) | Scratch (kg) | Impact (lb/in2) |
|---|---|---|---|
| E-0 | 161 | 4.5 | 32 |
| E-1 | 159 | 5.5 | 48 |
| E-2 | 166 | 5.5 | 42 |
| F-1 | 151 | 4 | 24 |
| F-2 | 154 | 5.5 | 32 |
| F-3 | 152 | 4.5 | 40 |
| Sample | Hardness (GPa) | Modulus (GPa) |
|---|---|---|
| E-0 | 0.14 | 3.95 |
| E-1 | 0.12 | 3.36 |
| E-2 | 0.13 | 3.83 |
| F-1 | 0.13 | 3.65 |
| F-2 | 0.11 | 3.29 |
| F-3 | 0.13 | 3.82 |
| Sample | Parameters | ||||||
|---|---|---|---|---|---|---|---|
| RS/ Ω | Q1 | RP1/ MΩ | Q2 | RP2/ MΩ | |||
| YQ1/pMΩ | n | YQ2/nMΩ | n | ||||
| E-0 (1 h) | 612 | 0.0316 | 0.97 | 27,600 | 3.34 | 0.001 | 296 |
| E-1 (1 h) | 440 | 0.00165 | 0.97 | 99,000 | 3.30 | 0.001 | 293 |
| E-2 (1 h) | 371 | 0.767 | 0.72 | 0.374 | 0.00120 | 0.94 | 0.0094 |
| E-0 (7 days) | 354 | 961 | 0.98 | 248 | 2.30 | 0.027 | 133 |
| E-1 (7 days) | 108 | 0.00141 | 0.99 | 432 | 1.07 | 0.051 | 235 |
| E-2 (7 days) | 449 | 0.00473 | 0.68 | 0.00160 | 0.00495 | 0.09 | 0.0034 |
| E-0 (14 days) | 334 | 972 | 0.99 | 437 | 2.3 | 0.073 | 350 |
| E-1 (14 days) | 136 | 0.00145 | 0.99 | 852 | 1.90 | 0.002 | 316 |
| E-2 (14 days) | 478 | 0.00136 | 0.60 | 0.0044 | 0.00436 | 0.08 | 0.0018 |
| E-0 (21 days) | 846 | 0.0109 | 0.97 | 174 | 251 | 0.06 | 6.72 |
| E-1 (21 days) | 262 | 1540 | 0.98 | 13.1 | 251 | 0.60 | 6.82 |
| E-2 (21 days) | 196 | 84,100 | 0.97 | 0.0071 | 0.00121 | 0.62 | 0.0021 |
| E-0 (30 days) | 620 | 0.00106 | 0.98 | 6.85 | 396 | 0.64 | 5.02 |
| E-1 (30 days) | 245 | 0.00151 | 0.98 | 12.2 | 424 | 0.69 | 6.69 |
| E-2 (30 days) | 780 | 0.0044 | 0.52 | 0.0066 | 89.6 | 0.58 | 0.0046 |
| Sample | Parameters | ||||||
|---|---|---|---|---|---|---|---|
| RS/ Ω | Q1 | RP1/ MΩ | Q2 | RP2/ MΩ | |||
| YQ1/pMΩ | n | YQ2/nMΩ | n | ||||
| F-0 (1 h) | 318 | 943 | 0.98 | 12.7 | 7.78 | 0.80 | 21.9 |
| F-1 (1 h) | 352 | 979 | 0.98 | 35.3 | 4.09 | 0.88 | 75.7 |
| F-2 (1 h) | 285 | 1.04 | 0.98 | 18.9 | 2.91 | 0.85 | 41.6 |
| F-0 (7 days) | 424 | 1.02 | 0.98 | 1.91 | 0.00119 | 0.63 | 2.02 |
| F-1 (7 days) | 116 | 954 | 0.99 | 38.4 | 1.17 | 0.21 | 71.0 |
| F-2 (7 days) | 273 | 1.12 | 0.98 | 0.00494 | 0.00908 | 0.57 | 0.0043 |
| F-0 (14 days) | 315 | 0.00103 | 0.98 | 1.73 | 0.00235 | 0.48 | 2.69 |
| F-1 (14 days) | 292 | 991 | 0.98 | 193 | 387 | 0.08 | 247 |
| F-2 (14 days) | 246 | 1.13 | 0.97 | 0.00523 | 0.00168 | 0.48 | 0.0045 |
| F-0 (21 days) | 259 | 963 | 0.98 | 0.00982 | 0.00110 | 0.60 | 0.0027 |
| F-1 (21 days) | 346 | 991 | 0.98 | 67.5 | 5.62 | 0.03 | 21.5 |
| F-2 (21 days) | 210 | 1.11 | 0.98 | 0.00758 | 0.00117 | 0.49 | 0.0095 |
| F-0 (30 days) | 205 | 944 | 0.99 | 1.57 | 0.00709 | 0.41 | 0.0024 |
| F-1 (30 days) | 312 | 981 | 0.98 | 2.16 | 52.7 | 0.33 | 3.44 |
| F-2 (30 days) | 446 | 1.15 | 0.97 | 0.00752 | 0.00148 | 0.55 | 0.0029 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alam, M.A.; Samad, U.A.; Seikh, A.; Mohammed, J.A.; Al-Zahrani, S.M.; Sherif, E.-S.M. Development and Characterization of PA 450 and PA 3282 Epoxy Coatings as Anti-Corrosion Materials for Offshore Applications. Materials 2022, 15, 2562. https://doi.org/10.3390/ma15072562
Alam MA, Samad UA, Seikh A, Mohammed JA, Al-Zahrani SM, Sherif E-SM. Development and Characterization of PA 450 and PA 3282 Epoxy Coatings as Anti-Corrosion Materials for Offshore Applications. Materials. 2022; 15(7):2562. https://doi.org/10.3390/ma15072562
Chicago/Turabian StyleAlam, Mohammad Asif, Ubair Abdus Samad, Asiful Seikh, Jabair Ali Mohammed, Saeed M. Al-Zahrani, and El-Sayed M. Sherif. 2022. "Development and Characterization of PA 450 and PA 3282 Epoxy Coatings as Anti-Corrosion Materials for Offshore Applications" Materials 15, no. 7: 2562. https://doi.org/10.3390/ma15072562