
Dependence of the Surface Morphology and Micromechanical and Sclerometric Properties of Al2O3 Layers on the Parameters of Anodizing Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Material
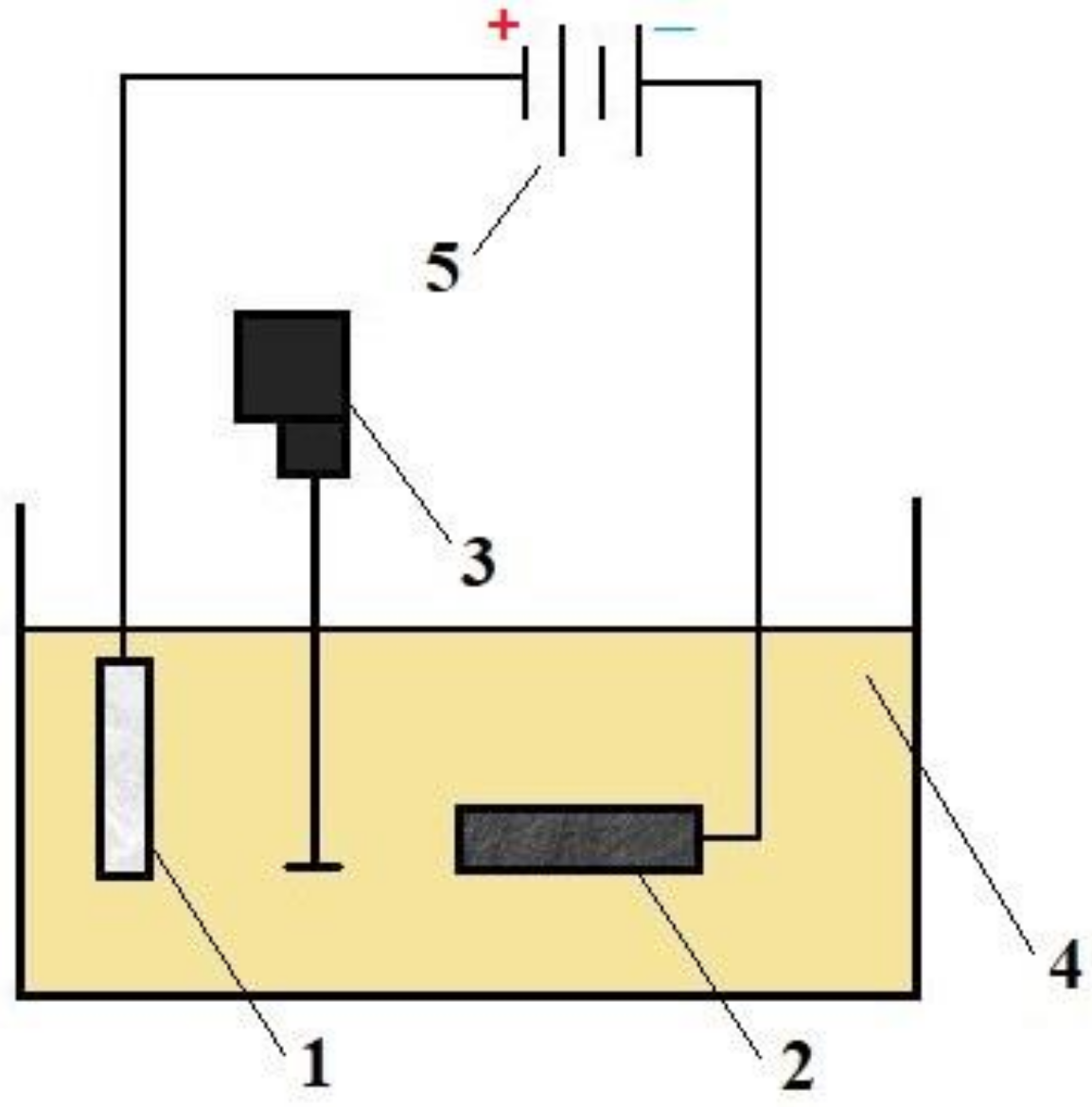
2.2. Research Methodology
3. Results and Discussion
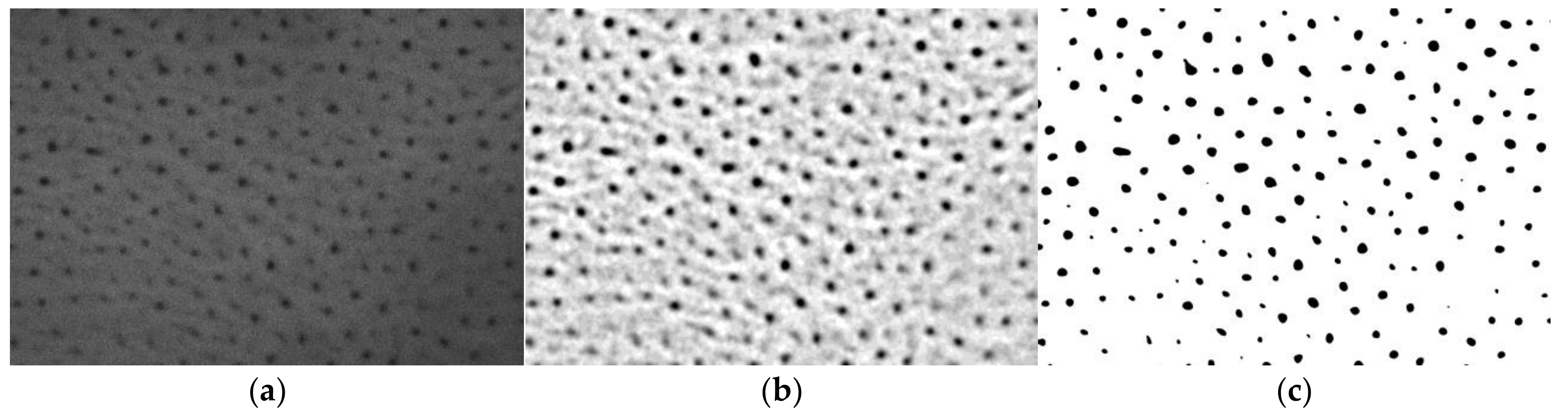
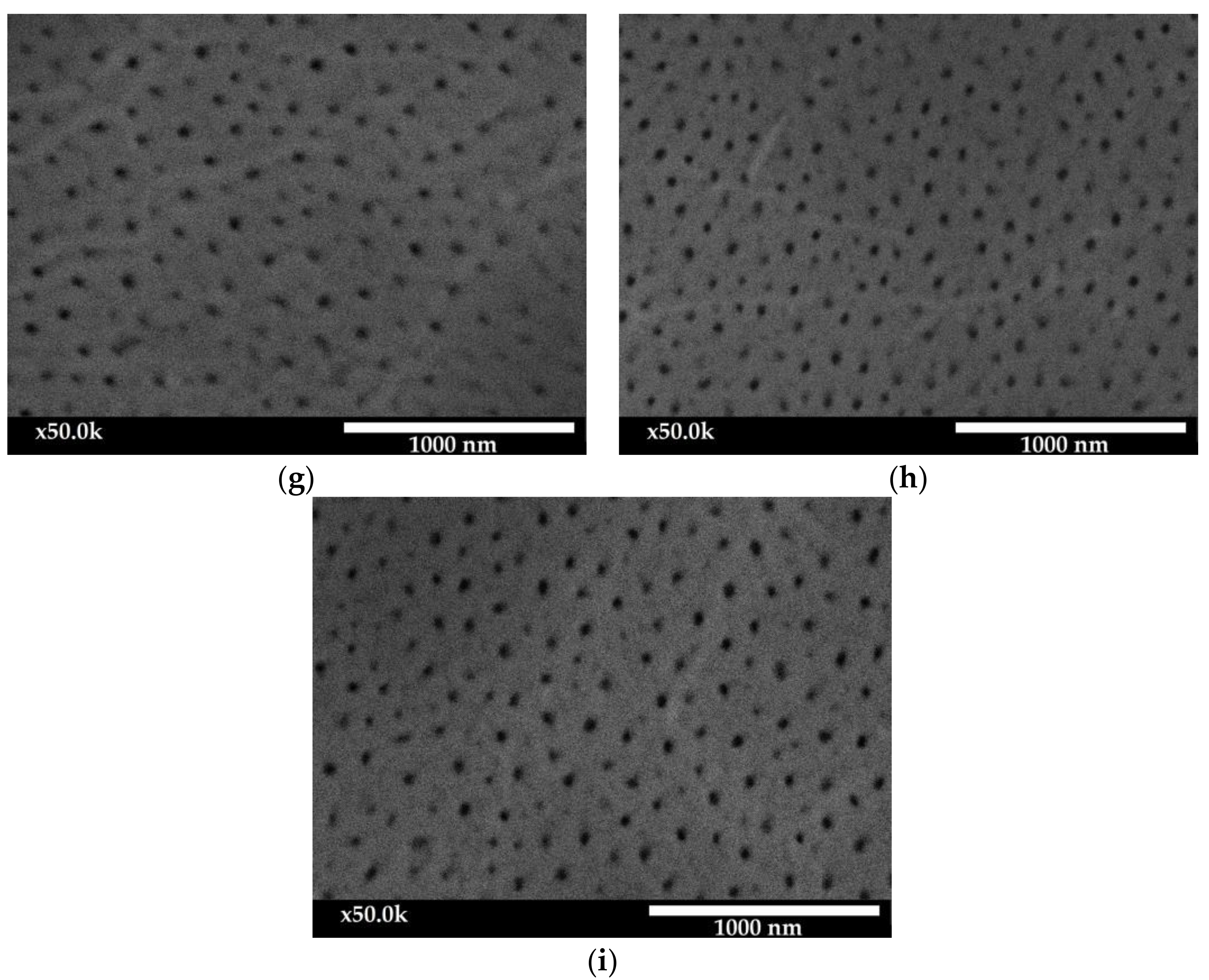
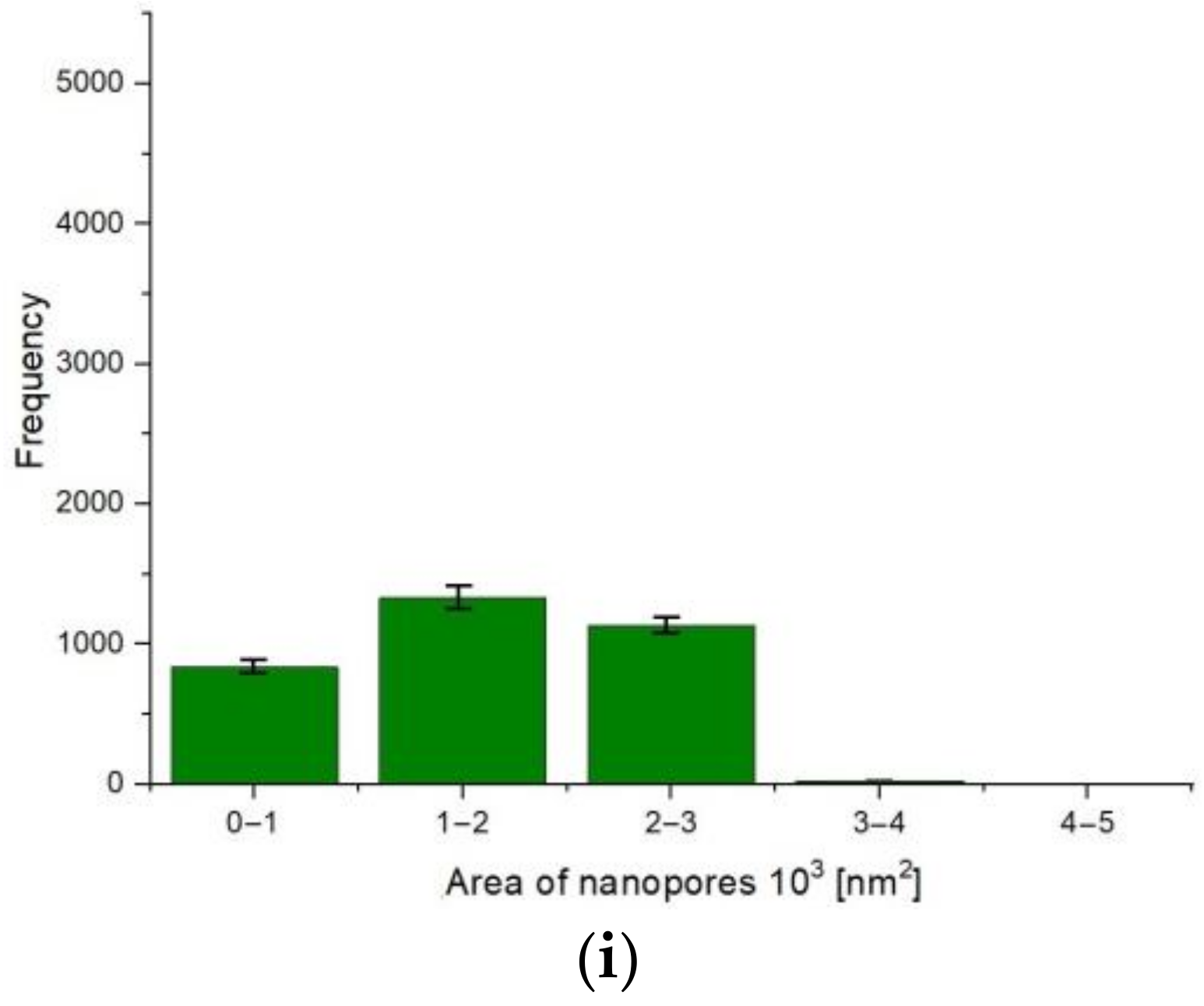
3.1. Morphology and Image Analysis
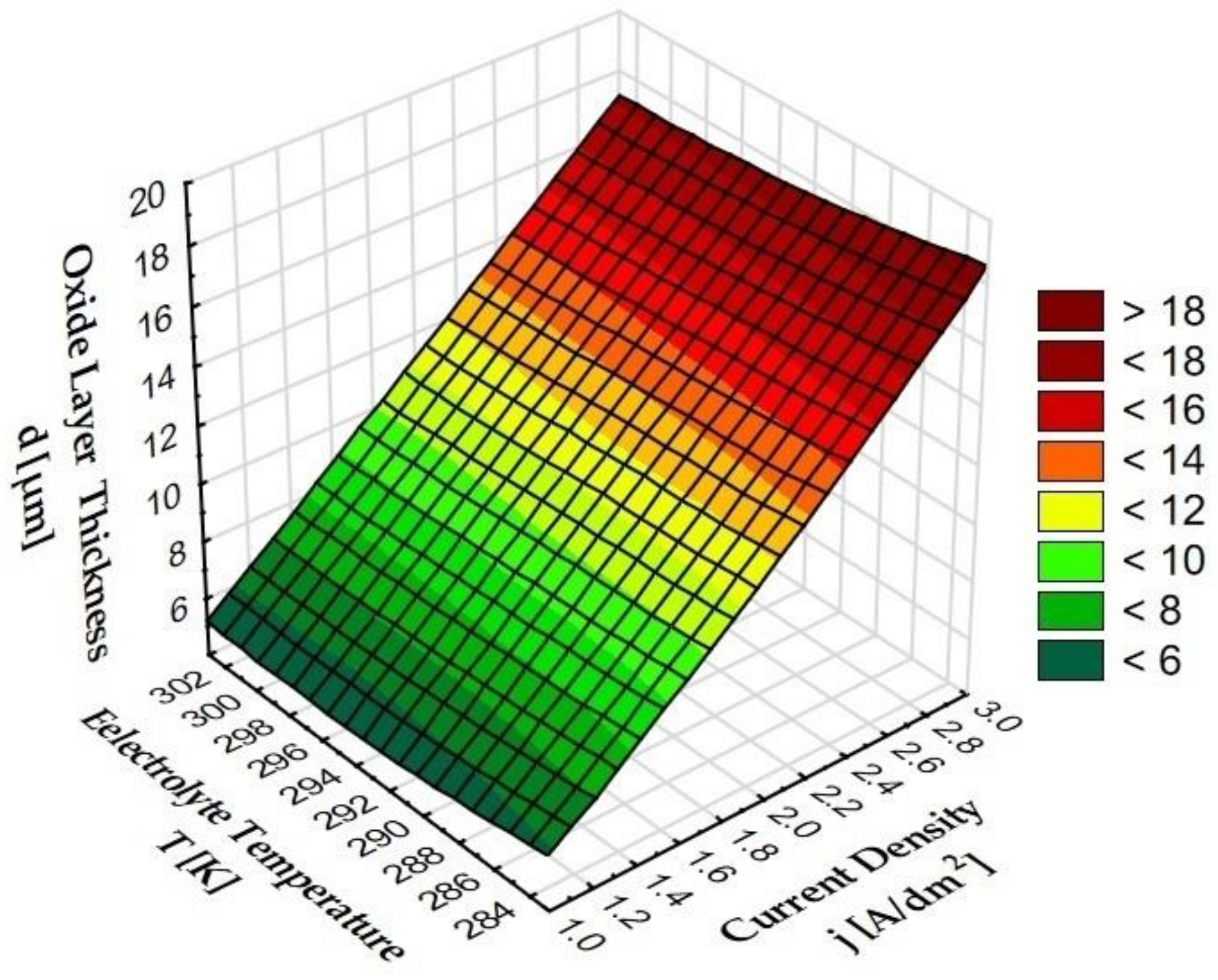
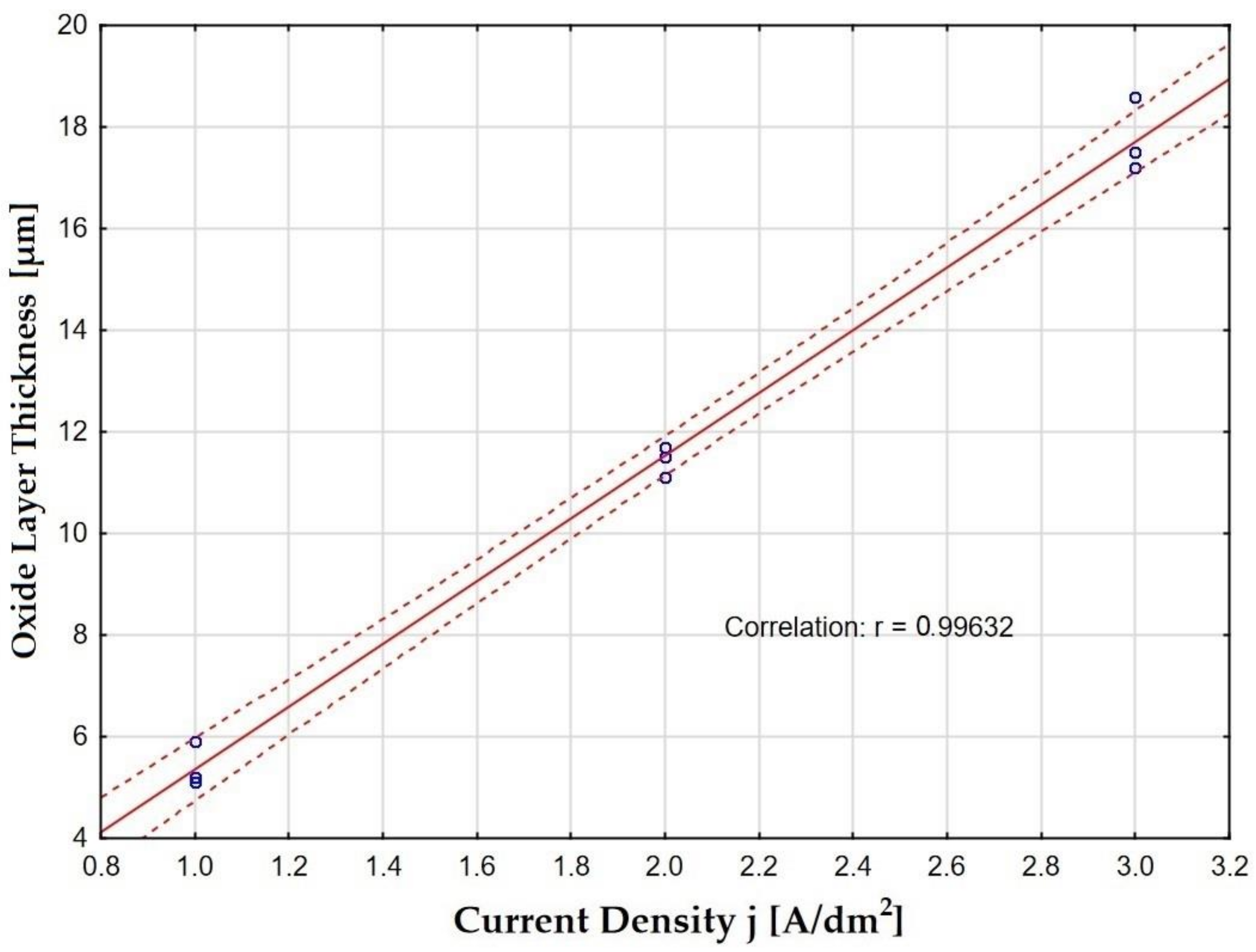
3.2. The Thickness of the Oxide Layer
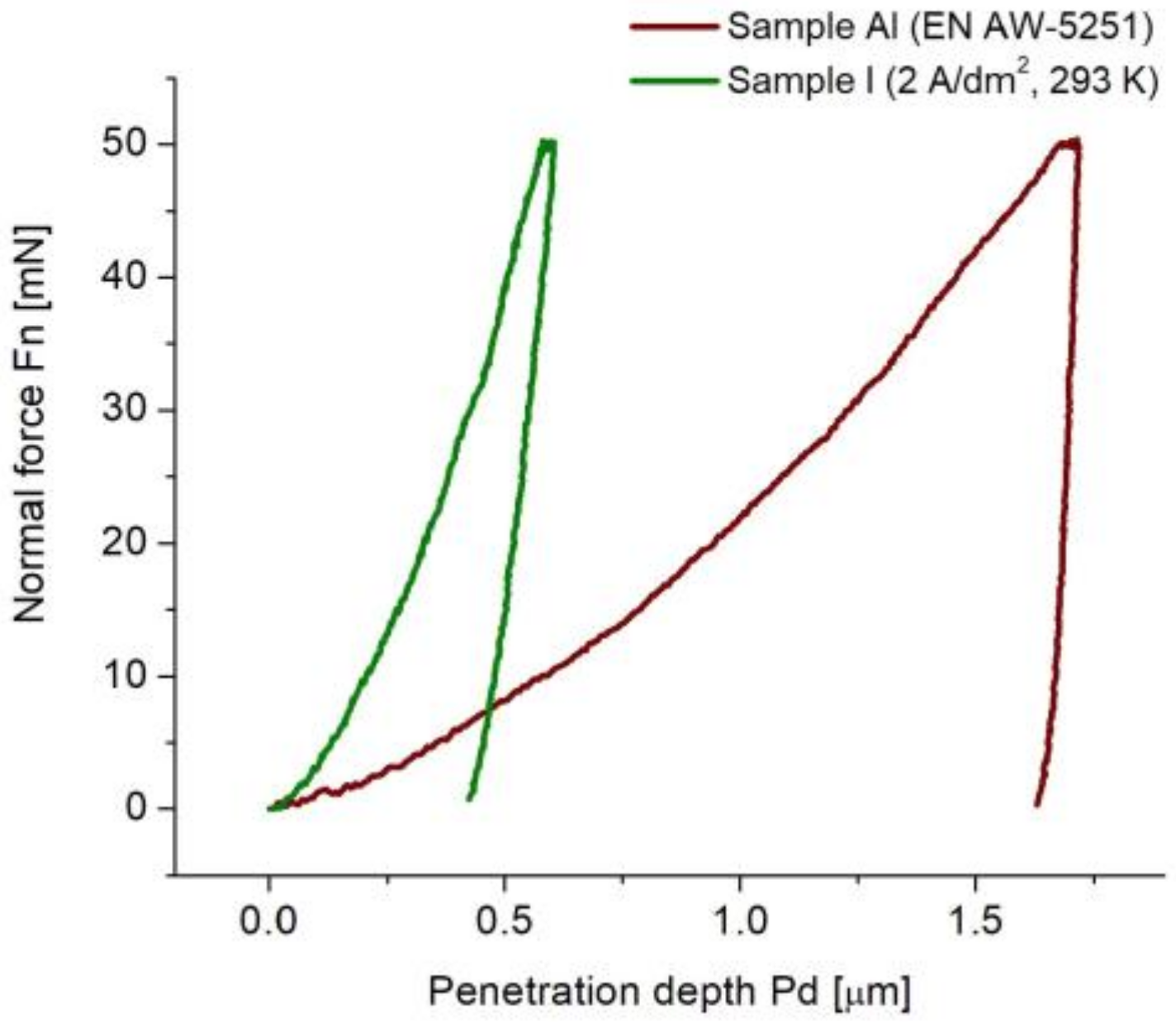
3.3. Influence of Anodizing Parameters on Micromechanical Properties
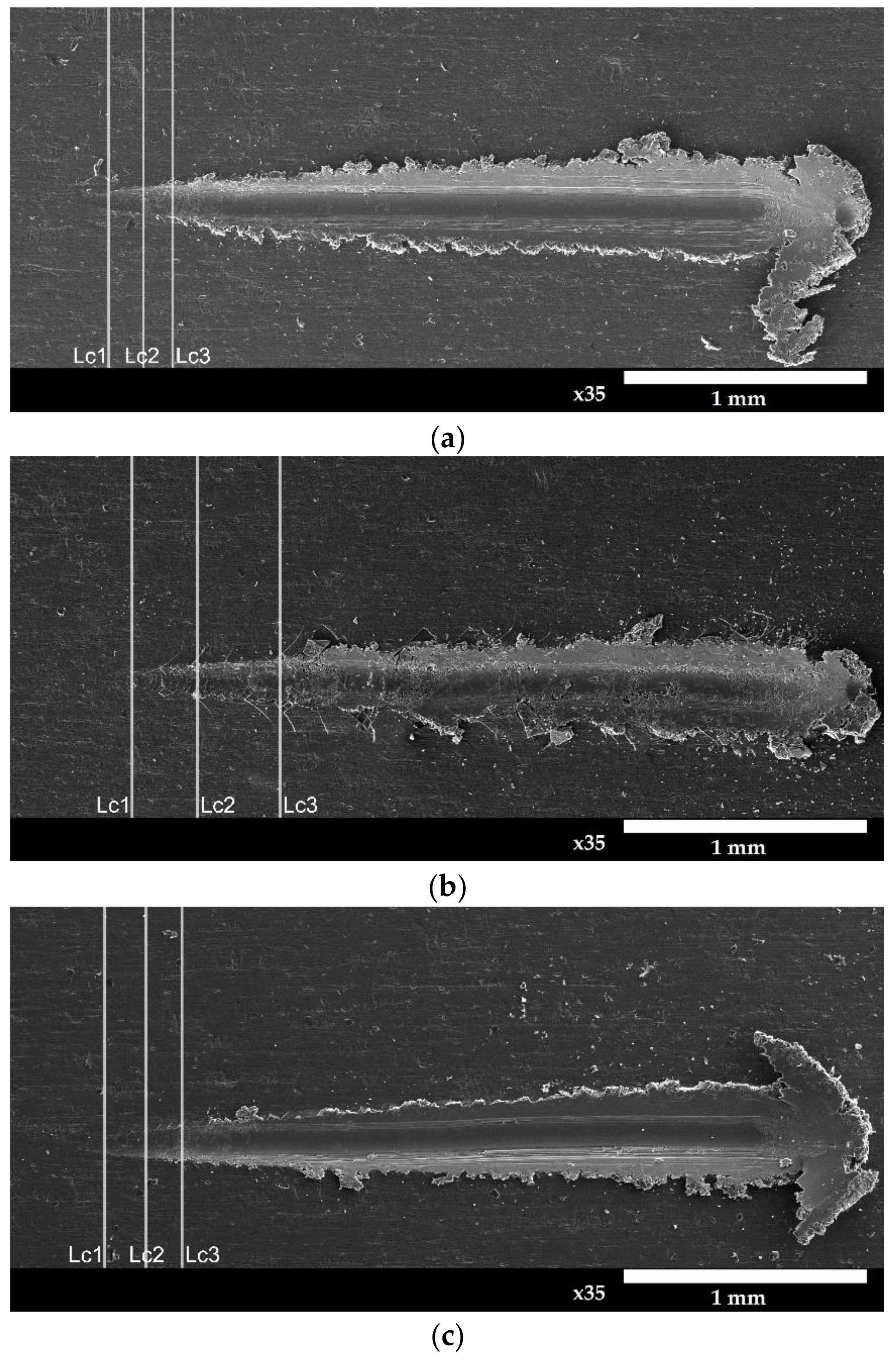
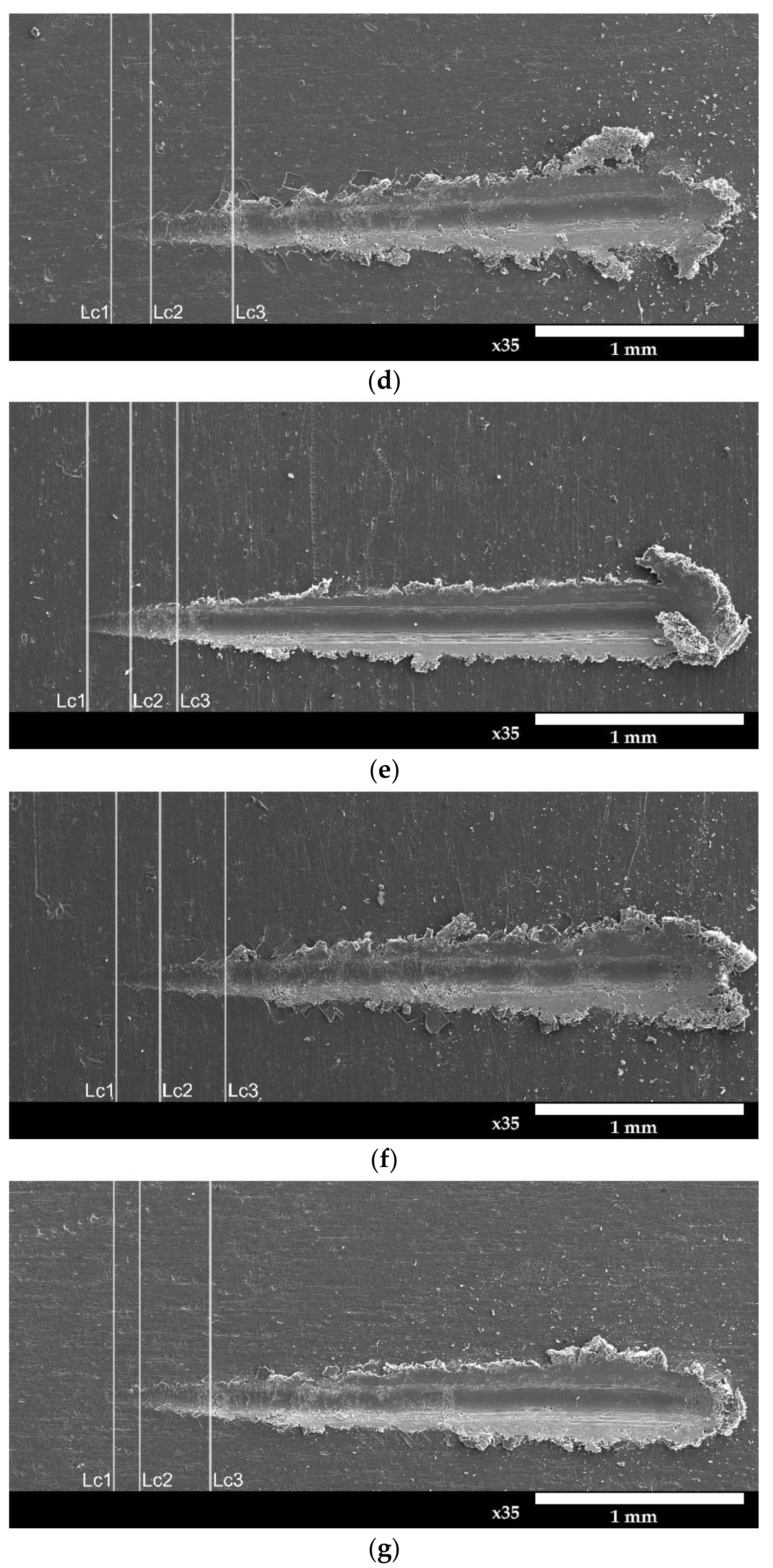
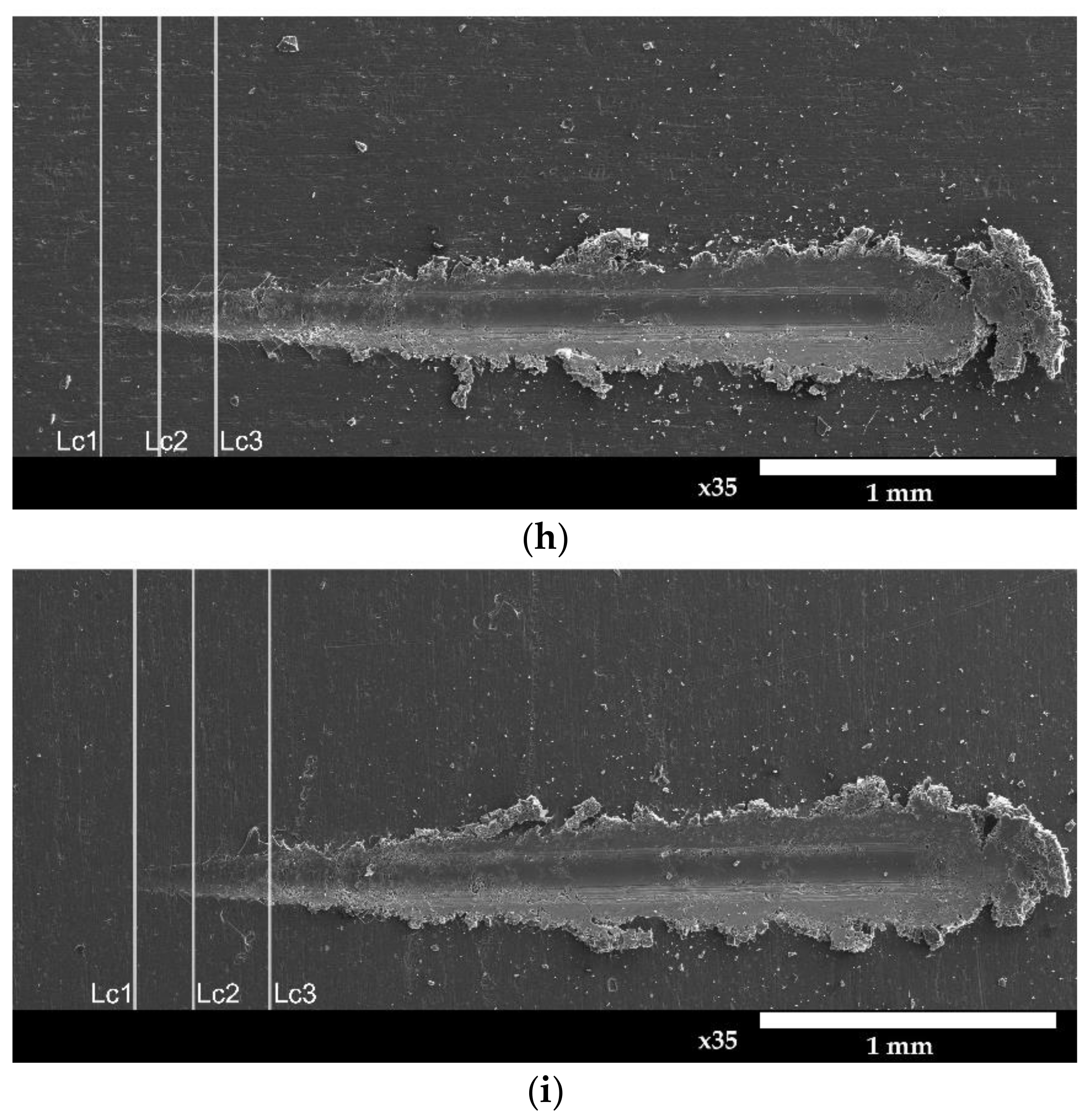
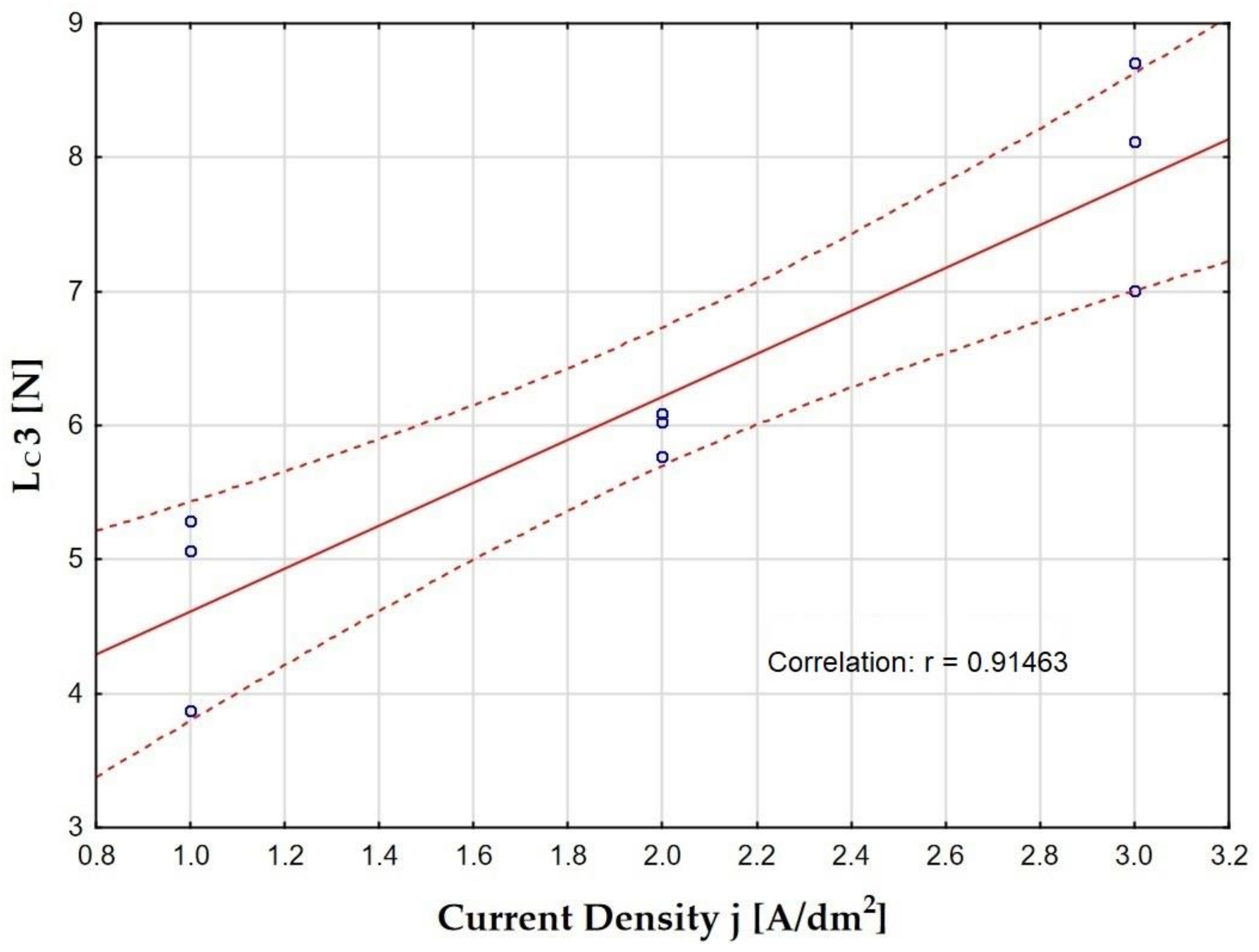
3.4. Adhesive Properties of Anodic Oxide Layers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Geoorganztia, A.; Ghantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Mohan, D.G.; Tomków, J.; Gopi, S. Induction Assisted Hybrid Friction Stir Welding of Dissimilar Materials AA5052 Aluminium Alloy and X12Cr13 Stainless Steel. Adv. Mater. Res. 2021, 21, 117–130. [Google Scholar] [CrossRef]
- Shen, G.S.; Alpas, A.T.; van Duin, A.C.T.; Qi, Y. Oxidation-assisted ductility of aluminium nanowires. Nat. Commun. 2014, 5, 3959. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choi, Y.; Lee, J.; Panicker, S.S.; Jin, H.K.; Panda, S.K.; Lee, M.-G. Mechanical properties, springback, and formability of W-temper and peak aged 7075 aluminum alloy sheets: Experiments and modeling. Int. J. Mech. Sci. 2020, 170, 105344. [Google Scholar] [CrossRef]
- Miao, Q.; Wu, D.; Chai, D.; Zhan, Y.; Bi, G.; Niu, F.; Ma, G. Comparative study of microstructure evaluation and mechanical properties of 4043 aluminum alloy fabricated by wire-based additive manufacturing. Mater. Design. 2020, 186, 108205. [Google Scholar] [CrossRef]
- Padamata, S.K.; Yasinkiy, A.; Polyakov, P. A Review of Secondary Aluminum Production and Its Byproducts. JOM-J. Min. Met. Mat. Soc. 2021, 73, 2603–2614. [Google Scholar] [CrossRef]
- Korzekwa, J.; Gądek-Moszczak, A.; Zubko, M. Influence of the Size of Nanoparticles on the Microstructure of Oxide Coatings. J. Mater. Sci. 2018, 53, 709–716. [Google Scholar] [CrossRef]
- Kozhukhova, A.E.; du Preez, S.P.; Bessarabov, D.G. Preparation of anodized aluminium oxide at high temperatures using low purity aluminium (Al6082). Surf. Coat. Technol. 2019, 378, 25. [Google Scholar] [CrossRef]
- Sulka, G.D. Highly ordered anodic porous alumina formation by self-organized anodizing. In Nanostructured Materials in Electrochemistry; Eftekhari, A., Ed.; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2008; pp. 8–20. [Google Scholar]
- Liu, P.; Singh, V.P.; Rajaputra, S. Barrier layer nonuniformity effects in anodized aluminum oxide nanopores on ITO substrates. Nanotechnology 2010, 21, 115303. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.; Park, S.J. Porous anodic aluminum oxide: Anodization and templated synthesis of functional nanostructures. Chem. Rev. 2014, 114, 7487–7556. [Google Scholar] [CrossRef] [PubMed]
- Runge, J.M. The Metallurgy of Anodizing Aluminum—Connecting Science to Practice, 1st ed.; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Zhang, L.; Cho, H.S.; Li, F.; Metzger, R.M.; Doyle, W.D. Cellular growth of highly ordered porous anodic films on aluminium. J. Mater. Sci. Lett. 1998, 17, 291–294. [Google Scholar] [CrossRef]
- Jia, Y.; Zhou, H.; Luo, P.; Luo, S.; Chen, J.; Kuang, Y. Preparation and characteristics of well-aligned macroporous films on aluminum by high voltage anodization in mixed acid. Surf. Coat. Technol. 2006, 201, 513–518. [Google Scholar] [CrossRef]
- Kubica, M.; Skoneczny, W.; Bara, M. Analysis of Al2O3 Nanostructure Using Scanning Microscopy. Scanning 2018, 2018, 8459768. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bara, M.; Niedźwiedź, M.; Skoneczny, W. Influence of anodizing parameters on surface morphology and surface-free energy of Al2O3 layers produced on EN AW-5251 alloy. Materials 2019, 12, 695. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Metals Park, OH, USA, 1993. [Google Scholar]
- Davis, J.R. Corrosion of Aluminum and Aluminum Alloys; ASM International: Metals Park, OH, USA, 1999. [Google Scholar]
- Bara, M.; Niedźwiedź, M.; Skoneczny, W.; Barylski, A. Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment. Materials 2022, 15, 1051. [Google Scholar] [CrossRef] [PubMed]
- Korzekwa, J.; Bara, M.; Kaptacz, S. Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems. Materials 2021, 14, 7738. [Google Scholar] [CrossRef]
- Bara, M.; Kmita, T.; Korzekwa, J. Microstructure and properties of composite coatings obtained on aluminium alloys. Arch. Metal. Mater. 2016, 61, 3. [Google Scholar] [CrossRef]
- Bara, M.; Kubica, M. Influence of substrate preparation on the shaping of the topography of the surface of nanoceramic oxide layers. Appl. Surf. Sci. 2014, 293, 306–311. [Google Scholar] [CrossRef]
- Niedźwiedź, M.; Skoneczny, W.; Bara, M.; Bulej, V. Tribological properties of Al2O3 layers after thermo-chemical treatment. Tribol. Finn. J. Tribol. 2022, 39, 4–16. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ISO 14577-4; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings. ISO: Geneva, Switzerland, 2016.
- ISO 20502:2005; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing. ISO: Geneva, Switzerland, 2005.
- ASTM C1624-05(2015); Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 2015.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Si | Zn | Ti | Mg | Mn | Cu | Cr | Other | Al |
|---|---|---|---|---|---|---|---|---|---|
| Max | Max | Max | Max | 1.7 | 0.1 | Max | Max | Max | Min |
| 0.5 | 0.4 | 0.15 | 0.15 | 2.4 | 0.5 | 0.15 | 0.15 | 0.15 | rest |
| Sample | Controlled Factors | |||
|---|---|---|---|---|
| On a Natural Scale | On a Standard Scale | |||
| Current Density j [A/dm2] | Electrolyte Temperature T [K] | ×1 | ×2 | |
| A | 1 | 283 | −1 | −1 |
| B | 3 | 283 | 1 | −1 |
| C | 1 | 303 | −1 | 1 |
| D | 3 | 303 | 1 | 1 |
| E | 1 | 293 | −1 | 0 |
| F | 3 | 293 | 1 | 0 |
| G | 2 | 283 | 0 | −1 |
| H | 2 | 303 | 0 | 1 |
| I | 2 | 293 | 0 | 0 |
| Sample | Porosity(%) | Standard Deviation (%) | Pore Density (Number of Pores/µm2) | Standard Deviation (Number of Pores/µm2) | Average Area of Nanopores (nm2) | Standard Deviation (nm2) |
|---|---|---|---|---|---|---|
| A | 4.9 | 0.08 | 40.1 | 1.8 | 1247.7 | 41.6 |
| B | 6.2 | 0.12 | 31.8 | 1.5 | 1952.2 | 67.4 |
| C | 9.5 | 0.18 | 97.7 | 3.2 | 977.3 | 54.2 |
| D | 7.3 | 0.16 | 39.2 | 2.1 | 1870.9 | 51.6 |
| E | 10.3 | 0.24 | 51.8 | 2.4 | 1981.4 | 59.4 |
| F | 5.3 | 0.24 | 37.2 | 1.6 | 1436.7 | 41.8 |
| G | 5.9 | 0.019 | 31.5 | 1.8 | 1857.7 | 43.2 |
| H | 6.7 | 0.32 | 44.6 | 2.1 | 1504.1 | 41.1 |
| I | 5.3 | 0.25 | 33.1 | 2.2 | 1589.5 | 33.6 |
| Sample | Oxide Layers Thickness d [μm] | Standard Deviation [μm] |
|---|---|---|
| A | 5.9 | 0.3 |
| B | 18.6 | 0.4 |
| C | 5.1 | 0.2 |
| D | 17.2 | 0.6 |
| E | 5.2 | 0.2 |
| F | 17.5 | 0.4 |
| G | 11.7 | 0.5 |
| H | 11.1 | 0.3 |
| I | 11.5 | 0.4 |
| Sample | HIT [GPa] | Standard Deviation [GPa] | h [µm] | Standard Deviation [µm] |
|---|---|---|---|---|
| Al (EN AW-5251 non-etched) | 0.682 | 0.035 | 1.715 | 0.035 |
| A | 4.419 | 0.404 | 0.701 | 0.023 |
| B | 5.697 | 0.453 | 0.601 | 0.023 |
| C | 4.422 | 0.530 | 0.694 | 0.050 |
| D | 4.934 | 1.504 | 0.668 | 0.110 |
| E | 5.077 | 0.630 | 0.655 | 0.042 |
| F | 5.474 | 2.333 | 0.655 | 0.135 |
| G | 3.118 | 0.505 | 0.830 | 0.063 |
| H | 4.725 | 0.358 | 0.667 | 0.027 |
| I | 5.783 | 0.818 | 0.613 | 0.037 |
| Sample | Lc1 [N] | Standard Deviation [N] | Lc2 [N] | Standard Deviation [N] | Lc3 [N] | Standard Deviation [N] |
|---|---|---|---|---|---|---|
| A | 1.43 | 0.05 | 2.70 | 0.21 | 3.87 | 0.22 |
| B | 1.45 | 0.25 | 4.01 | 0.33 | 7.01 | 0.12 |
| C | 1.85 | 0.21 | 3.51 | 0.02 | 5.07 | 0.43 |
| D | 1.81 | 0.81 | 3.91 | 0.12 | 8.71 | 0.45 |
| E | 1.73 | 0.11 | 3.49 | 0.07 | 5.29 | 0.16 |
| F | 2.42 | 0.15 | 4.29 | 0.01 | 8.12 | 0.89 |
| G | 2.00 | 0.91 | 3.42 | 0.86 | 6.03 | 0.69 |
| H | 1.82 | 0.34 | 3.42 | 0.07 | 5.77 | 0.16 |
| I | 1.93 | 0.08 | 3.32 | 1.06 | 6.09 | 0.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niedźwiedź, M.; Bara, M.; Barylski, A. Dependence of the Surface Morphology and Micromechanical and Sclerometric Properties of Al2O3 Layers on the Parameters of Anodizing Aluminum Alloy. Materials 2022, 15, 8482. https://doi.org/10.3390/ma15238482
Niedźwiedź M, Bara M, Barylski A. Dependence of the Surface Morphology and Micromechanical and Sclerometric Properties of Al2O3 Layers on the Parameters of Anodizing Aluminum Alloy. Materials. 2022; 15(23):8482. https://doi.org/10.3390/ma15238482
Chicago/Turabian StyleNiedźwiedź, Mateusz, Marek Bara, and Adrian Barylski. 2022. "Dependence of the Surface Morphology and Micromechanical and Sclerometric Properties of Al2O3 Layers on the Parameters of Anodizing Aluminum Alloy" Materials 15, no. 23: 8482. https://doi.org/10.3390/ma15238482