
Strain-Rate Dependence of Tensile Behavior in Commercial-Grade Tungsten—Effect of Recrystallization Condition


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
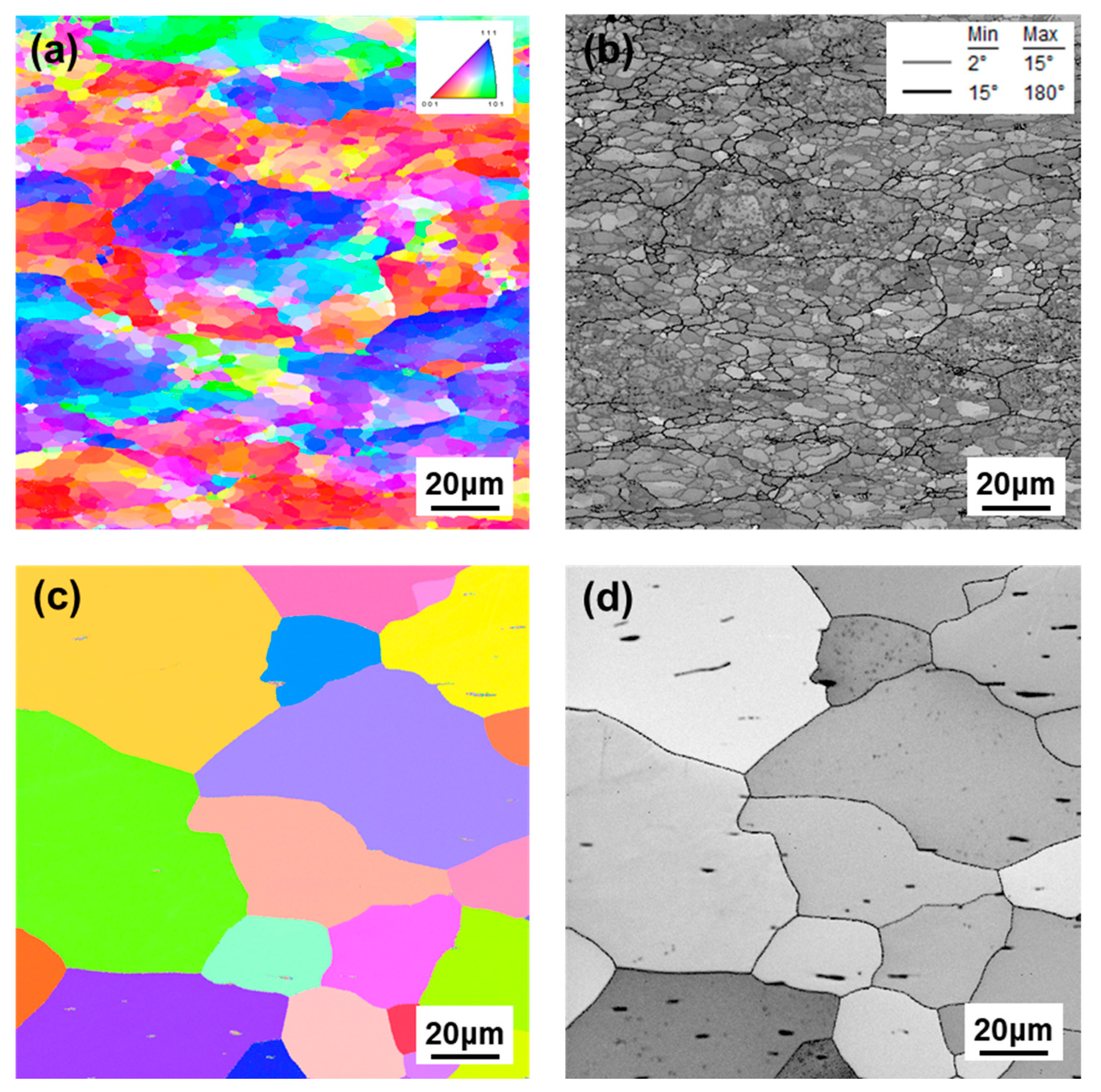
3.1. Microstructure Change after Recrystallization Heat Treatment
3.2. Strain-Rate-Dependent Tensile Behavior
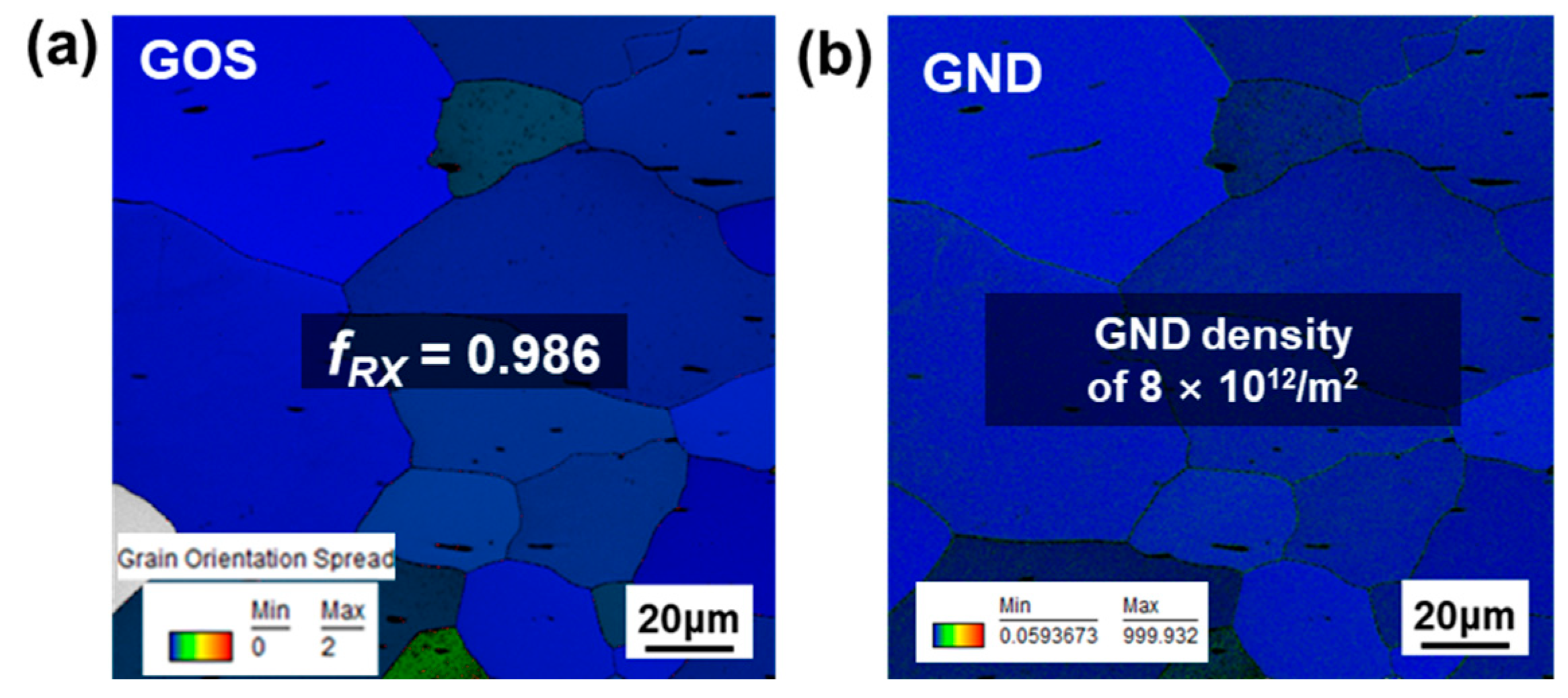
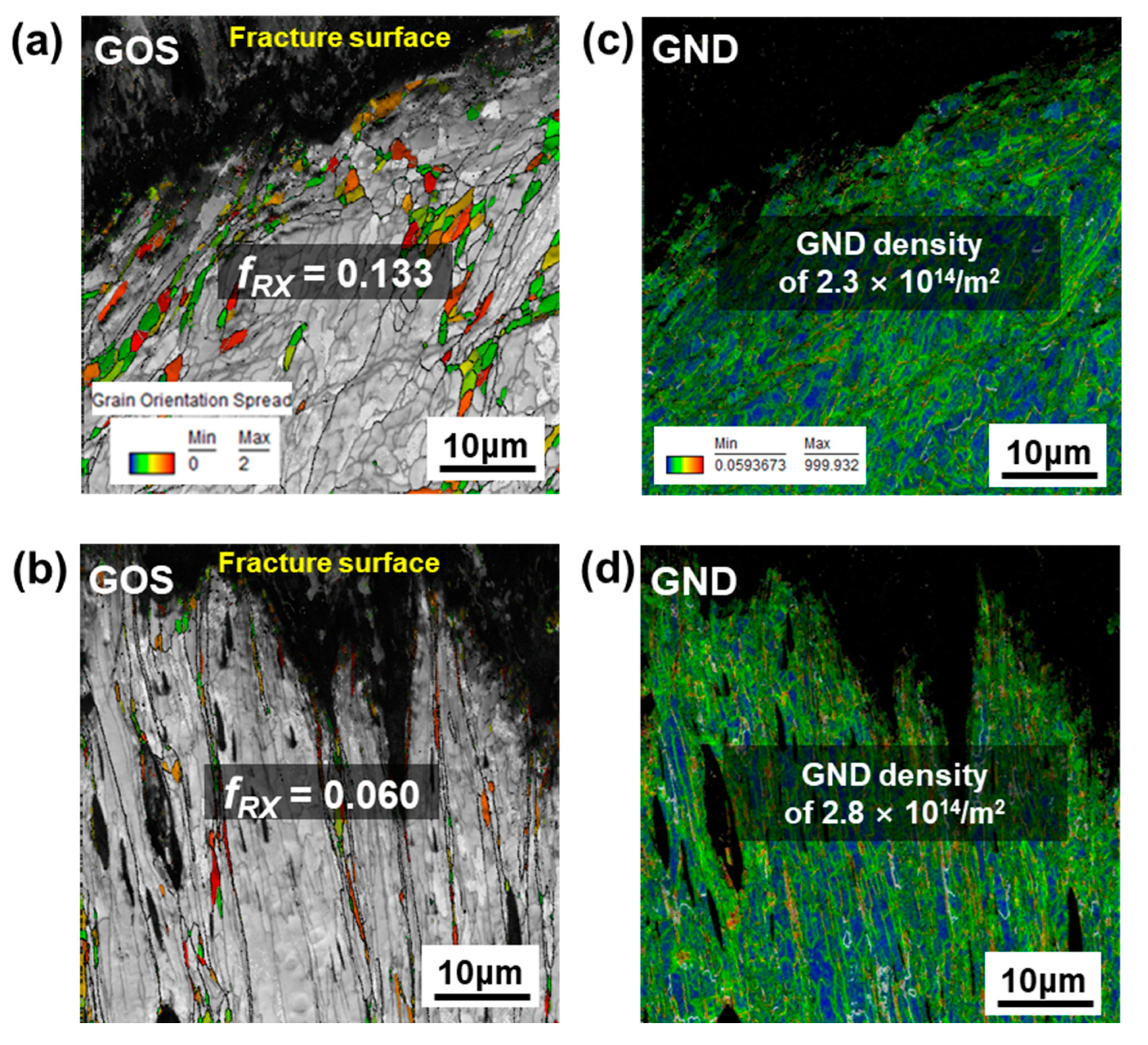
3.3. Effect of Initial Microstructure and Strain Rate on Dynamic Recrystallization Behavior
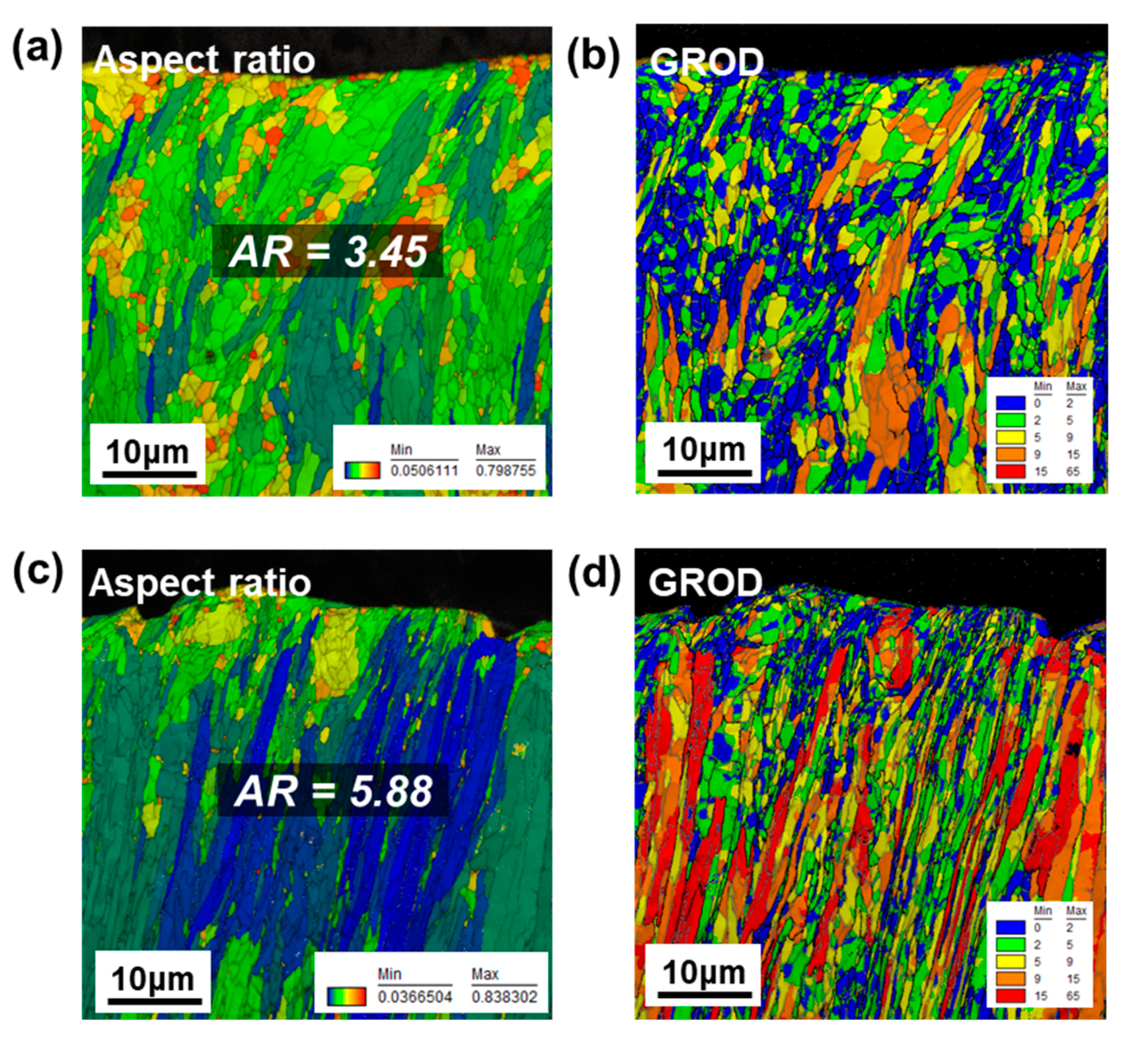
3.4. Effect of Initial Microstructure and Strain Rate on GND Evolution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sasaki, K.; Yabuuchi, K.; Nogami, S.; Hasegawa, S. Effects of temperature and strain rate on the tensile properties of potassium-doped tungsten. J. Nucl. Mater. 2015, 461, 357–364. [Google Scholar] [CrossRef]
- Dubinko, A.; Yin, C.; Terentyev, D.; Zinovev, A.; Rieth, M.; Antusch, S.; Vilemova, M.; Zhang, T. Plastic deformation in advanced tungsten-based alloys for fusion applications studied by mechanical testing and TEM. Int. J. Refract. Hard Met. 2021, 95, 105409. [Google Scholar] [CrossRef]
- Yin, C.; Terentyev, D.; Pardoen, T.; Petrov, R.; Tong, Z. Ductile to brittle transition in ITER specification tungsten assessed by combined fracture toughness and bending tests analysis. Mater. Sci. Eng. A 2019, 750, 20–30. [Google Scholar] [CrossRef]
- Tokunaga, K.; Matsuo, S.; Kurishita, H.; Toyama, T.; Hasegawa, M.; Nakamura, K. Close-up tracing of fatigue precrack evolution and reliable fracture toughness evaluation by the precracked specimens in an ITER specification W plate. J. Nucl. Mater. 2021, 553, 153054. [Google Scholar] [CrossRef]
- Oh, Y.; Kwak, N.; Lee, K.; Ko, W.; Han, H.N. Ductility enhancement of tungsten after plastic deformation. J. Alloys Compd. 2019, 787, 801–804. [Google Scholar] [CrossRef]
- Ning, H.; Nie, Z.; Hao, Y.; Yu, X.; Tan, C. Improved fracture behavior and microstructural characterization of heterogeneous-structured tungsten. Mater. Sci. Eng. A 2021, 805, 140813. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.; Xu, L.; Ligda, J.; Paramore, J.; Butler, G. An investigation of the microstructure and ductility of annealed cold-rolled tungsten. Acta Mater. 2019, 162, 202–213. [Google Scholar] [CrossRef]
- Xue, K.; Guo, Y.; Shi, J.; Wei, X.; Li, P. The brittle-to-ductile transition of pure tungsten processed by closed dual equal channel angular pressing process. Mater. Sci. Eng. A 2022, 832, 142513. [Google Scholar] [CrossRef]
- Xie, X.; Xie, Z.; Liu, R.; Fang, Q.; Liu, C.; Han, W.; Wu, X. Hierarchical microstructures enabled excellent low-temperature strength-ductility synergy in bulk pure tungsten. Acta Mater. 2022, 228, 117765. [Google Scholar] [CrossRef]
- Bonnekoh, C.; Hoffmann, A.; Reiser, J. The brittle-to-ductile transition in cold rolled tungsten: On the decrease of the brittle-to-ductile transition by 600 K to −65 °C. Int. J. Refract. Hard Met. 2018, 71, 181–189. [Google Scholar] [CrossRef]
- Wei, Q.; Zhang, H.; Schuster, B.; Ramesh, K.; Valiev, R.; Kecskes, L.; Dowding, R.; Magness, L.; Cho, K. Microstructure and mechanical properties of super-strong nanocrystalline tungsten processed by high-pressure torsion. Acta Mater. 2006, 54, 4079–4089. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Hoffmann, A.; Pippan, R. Fracture toughness of polycrystalline tungsten alloys. Int. J. Refract. Hard Met. 2010, 28, 674–678. [Google Scholar] [CrossRef]
- Wirtz, M.; Linke, J.; Loewenhoff, T.; Pintek, G.; Uytdehouwen, I. Thermal shock tests to qualify different tungsten grades as plasma facing material. Phys. Scr. 2016, T167, 014015. [Google Scholar] [CrossRef]
- Yin, C.; Terentyev, D.; Pardoen, T.; Bakaeva, A.; Pertrov, R.; Antusch, S.; Rieth, M.; Vilemova, M.; Matejicek, J.; Zhang, T. Tensile properties of baseline and advanced tungsten grades for fusion applications. Int. J. Refract. Hard Met. 2018, 75, 153–162. [Google Scholar] [CrossRef]
- Yin, C.; Terentyev, D.; Dubinko, A.; Zhang, T.; Wirtz, M.; Antusch, S.; Pertrov, R.; Pardoen, T. Impact of neutron irradiation on hardening of baseline and advanced tungsten grades and its link to initial microstructure. Nucl. Fusion 2021, 61, 066012. [Google Scholar] [CrossRef]
- Loewenhoff, T.; Linke, J.; Pintsuk, G.; Pitts, R.; Riccardi, B. ITER-W monoblocks under high pulse number transient heat loads at high temperature. J. Nucl. Mater. 2015, 463, 202–205. [Google Scholar] [CrossRef]
- Kim, D.; Je, S.Y.; Chang, Y.-S. Investigation of cracking behaviors in divertor armor-blocks under cyclic loading. Fusion Eng. Des. 2021, 169, 112464. [Google Scholar] [CrossRef]
- Zinovev, A.; Delannay, L.; Terentyev, D. Plastic deformation of ITER specification tungsten: Temperature and strain rate dependent constitutive law deduced by inverse finite element analysis. Int. J. Refract. Hard Met. 2021, 96, 105481. [Google Scholar] [CrossRef]
- Shen, T.; Dai, Y.; Lee, Y. Microstructures and tensile properties of tungsten at elevated temperatures. J. Nucl. Mater. 2016, 468, 348–354. [Google Scholar] [CrossRef]
- Scapin, M.; Peroni, L.; Torregrosa, C.; Perillo-Marcone, A.; Calviani, M. Effect of strain-rate and temperature on mechanical response of pure tungsten. J. Dyn. Behav. Mater. 2019, 5, 296–308. [Google Scholar] [CrossRef]
- Dubinko, A.; Terentyev, D.; Bakaeva, A.; Verbeken, K.; Wirtz, M.; Hernandez-Mayoral, M. Evolution of plastic deformation in heavily deformed and recrystallized tungsten of ITER specification studied by TEM. Int. J. Refract. Hard Met. 2017, 66, 105–115. [Google Scholar] [CrossRef]
- Shah, V.; Dommelen, J.; Altstadt, E.; Das, A.; Geers, M. Brittle-ductile transition temperature of recrystallized tungsten following exposure to fusion relevant cyclic high heat load. J. Nucl. Mater. 2020, 541, 152416. [Google Scholar] [CrossRef]
- Chaudhuri, A.; Behera, A.; Sarkar, A.; Kapoor, R.; Ray, R.; Suwas, S. Hot deformation behaviour of Mo-TZM and understanding the restoration processes involved. Acta Mater. 2019, 164, 153–164. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, J.; Zhao, H. Microstructure evolution and mechanical responses of Al–Zn–Mg–Cu alloys during hot deformation process. J. Mater. Sci. 2021, 56, 13429–13478. [Google Scholar] [CrossRef]
- Cheng, W.; Bai, Y.; Ma, S.; Wang, L.; Wang, H.; Yu, H. Hot deformation behavior and workability characteristic of a fine-grained Mg–8Sn–2Zn–2Al alloy with processing map. J. Mater. Sci. Tech. 2019, 35, 1198–1209. [Google Scholar] [CrossRef]
- Kapoor, R.; Reddy, G.; Sarkar, A. Discontinuous dynamic recrystallization in α-Zr. Mater. Sci. Eng. A 2018, 718, 104–110. [Google Scholar] [CrossRef]
- Chaudhuri, A.; Sarkar, A.; Suwas, S. Investigation of stress-strain response, microstructure and texture of hot deformed pure molybdenum. Int. J. Refract. Hard Met. 2018, 73, 168–182. [Google Scholar] [CrossRef]
- Huang, K.; Loge, R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Gray, G.T. High-Strain-Rate Deformation: Mechanical Behavior and Deformation Substructures Induced. Annu. Rev. Mater. Res. 2012, 42, 285–303. [Google Scholar] [CrossRef]
- Xie, J.; Chen, X.P.; Cao, Y.; Sun, Y.B.; Huang, G.J.; Liu, H.Q. The heterogeneity of dynamic recrystallization and texture evolution in stirring zone of Al-Mg-Sc alloy. Mater. Charact. 2022, 191, 112092. [Google Scholar] [CrossRef]
- Hwang, J.-K. Revealing the small post-necking elongation in twinning-induced plasticity steels. J. Mater. Sci. 2020, 55, 8285–8302. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, B.S.; Shin, J.H.; An, T.; Jang, C.; Kim, H.C. Strain-Rate Dependence of Tensile Behavior in Commercial-Grade Tungsten—Effect of Recrystallization Condition. Materials 2022, 15, 5836. https://doi.org/10.3390/ma15175836
Kong BS, Shin JH, An T, Jang C, Kim HC. Strain-Rate Dependence of Tensile Behavior in Commercial-Grade Tungsten—Effect of Recrystallization Condition. Materials. 2022; 15(17):5836. https://doi.org/10.3390/ma15175836
Chicago/Turabian StyleKong, Byeong Seo, Ji Ho Shin, Taejeong An, Changheui Jang, and Hyoung Chan Kim. 2022. "Strain-Rate Dependence of Tensile Behavior in Commercial-Grade Tungsten—Effect of Recrystallization Condition" Materials 15, no. 17: 5836. https://doi.org/10.3390/ma15175836