
Development of a Laser Scanning Machining System Supporting On-the-Fly Machining and Laser Power Follow-Up Adjustment


Abstract
:1. Introduction
2. Architecture and Method
2.1. Two-Master and Multi-Slave Architecture with Synchronization Mechanism
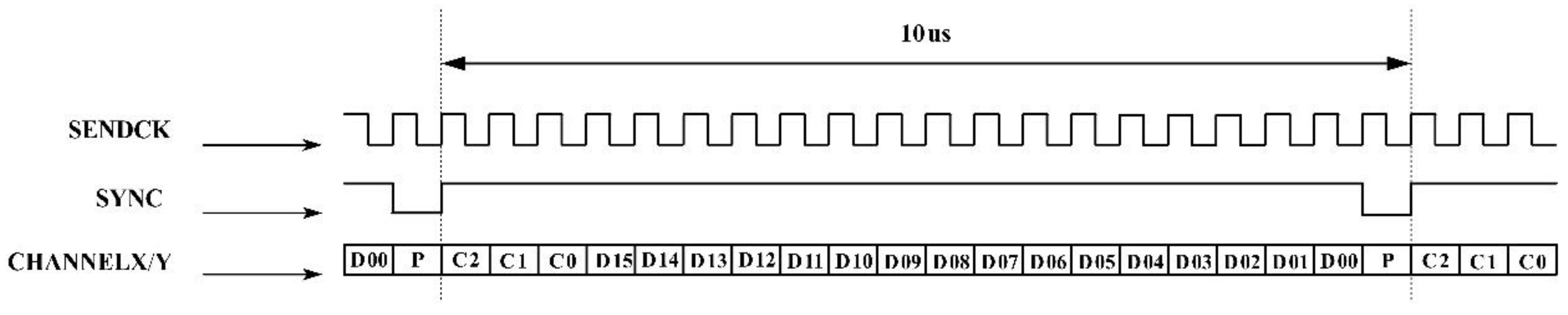
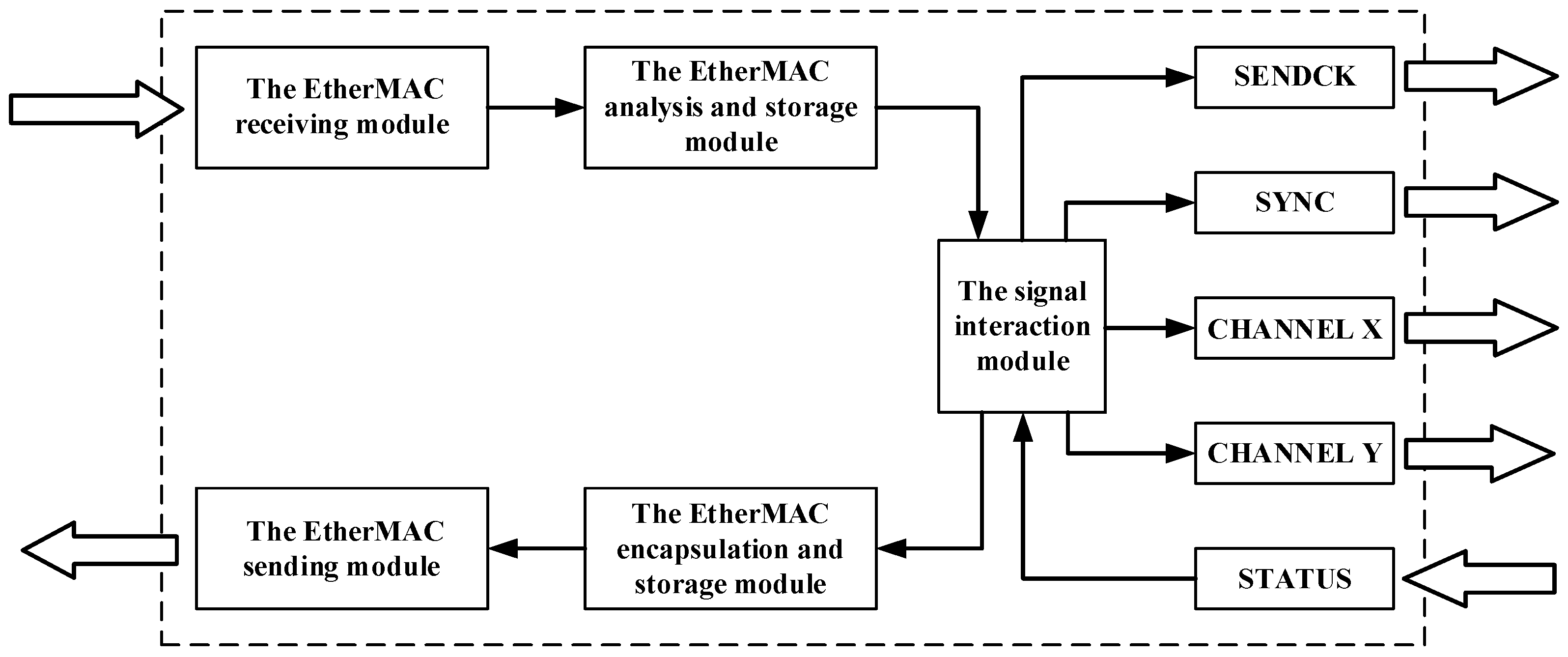
2.2. One-Transmission and Multiple-Conversion Approach
2.3. Laser Power Follow-Up Adjustment Approach
3. Experiments and Discussion
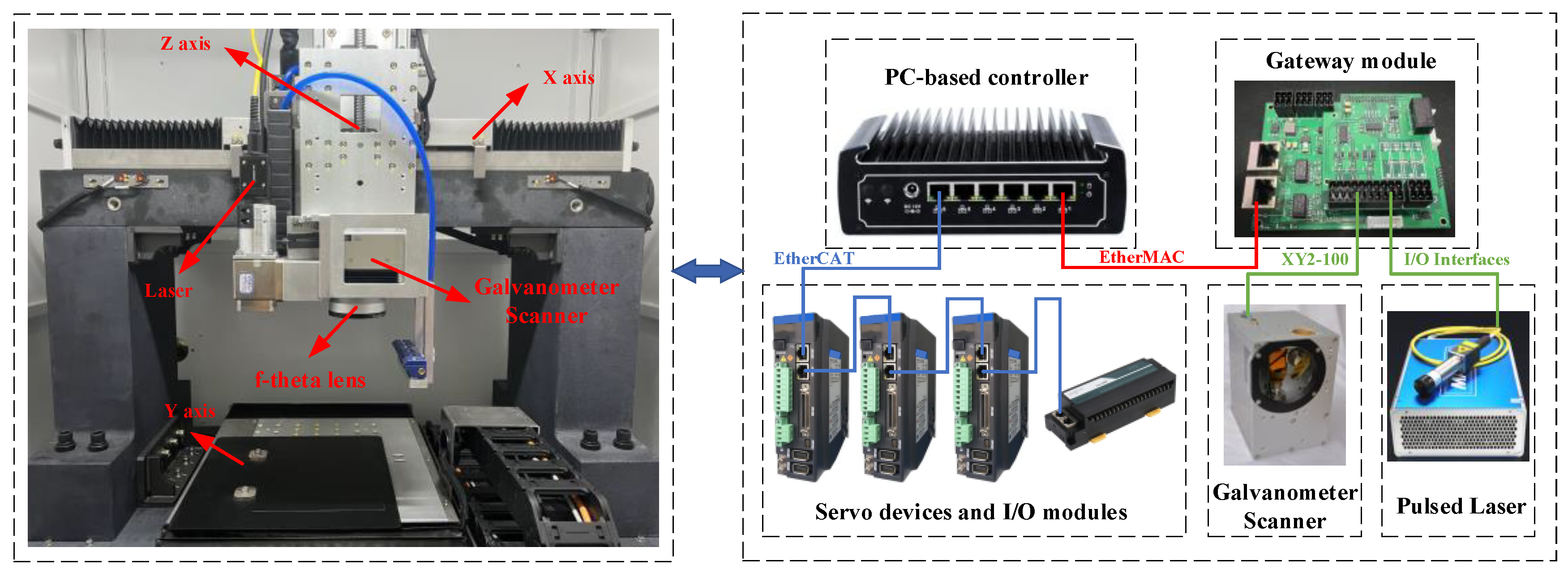
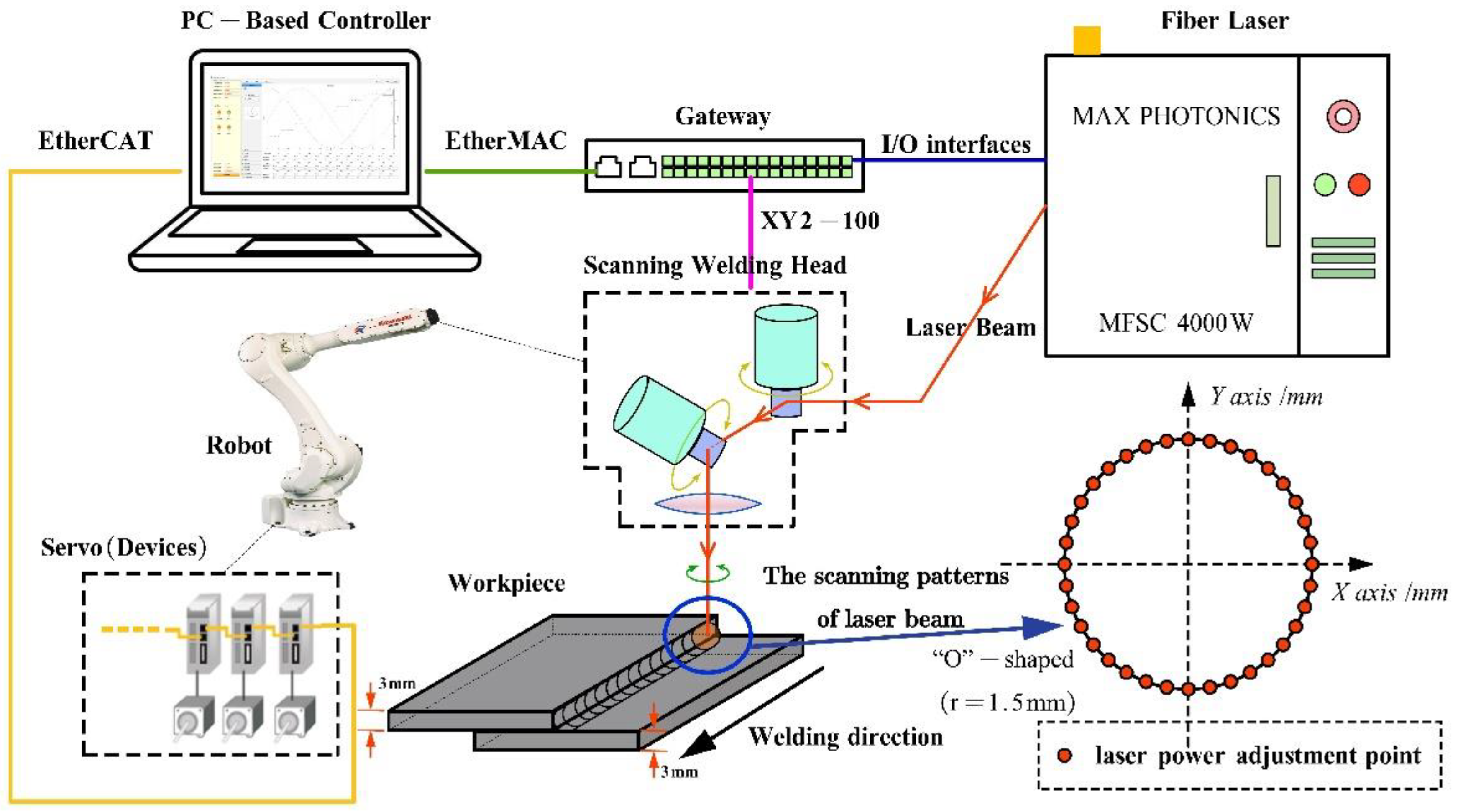
3.1. Experimental Devices
3.2. Cases and Discussion
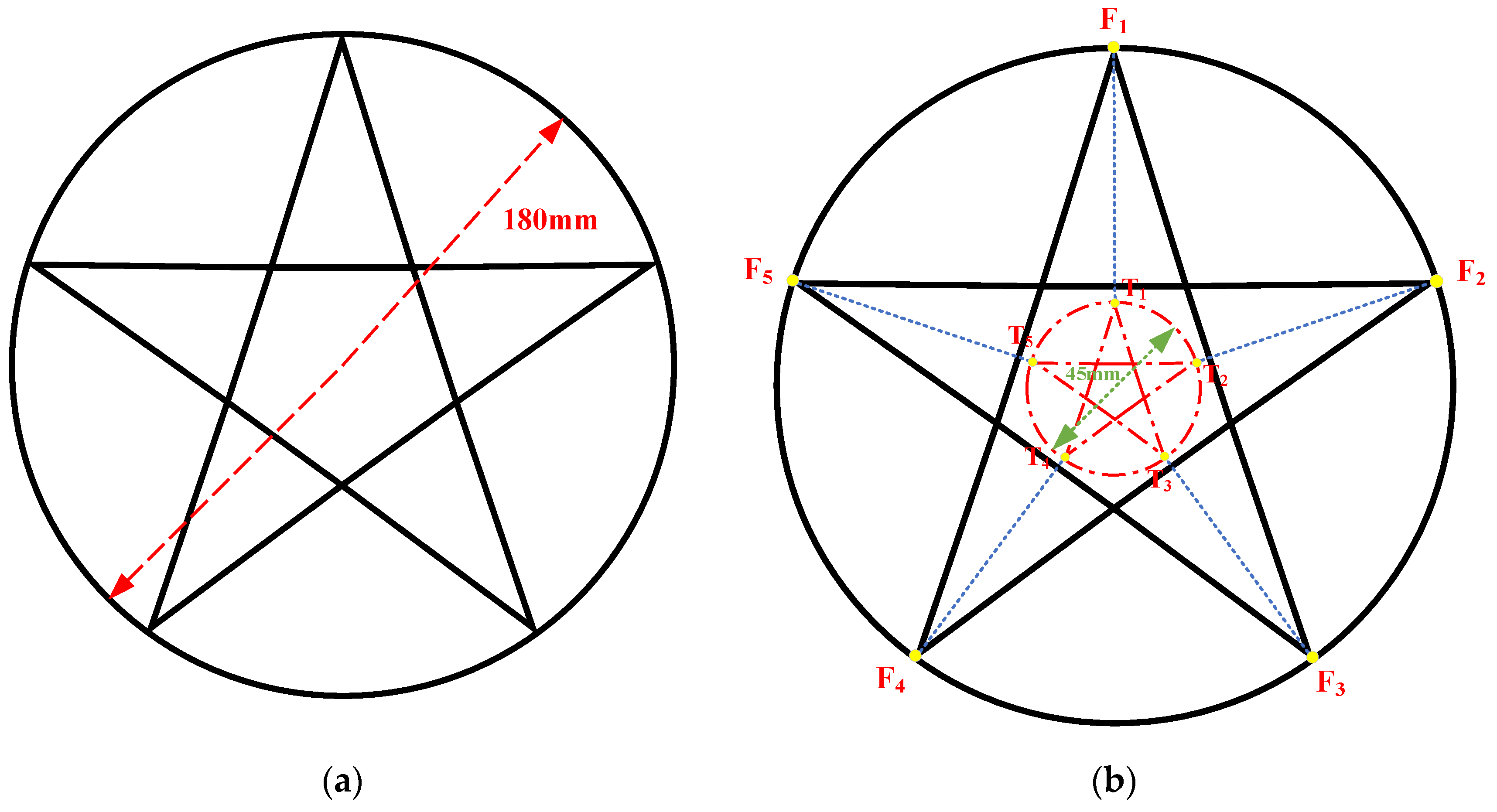
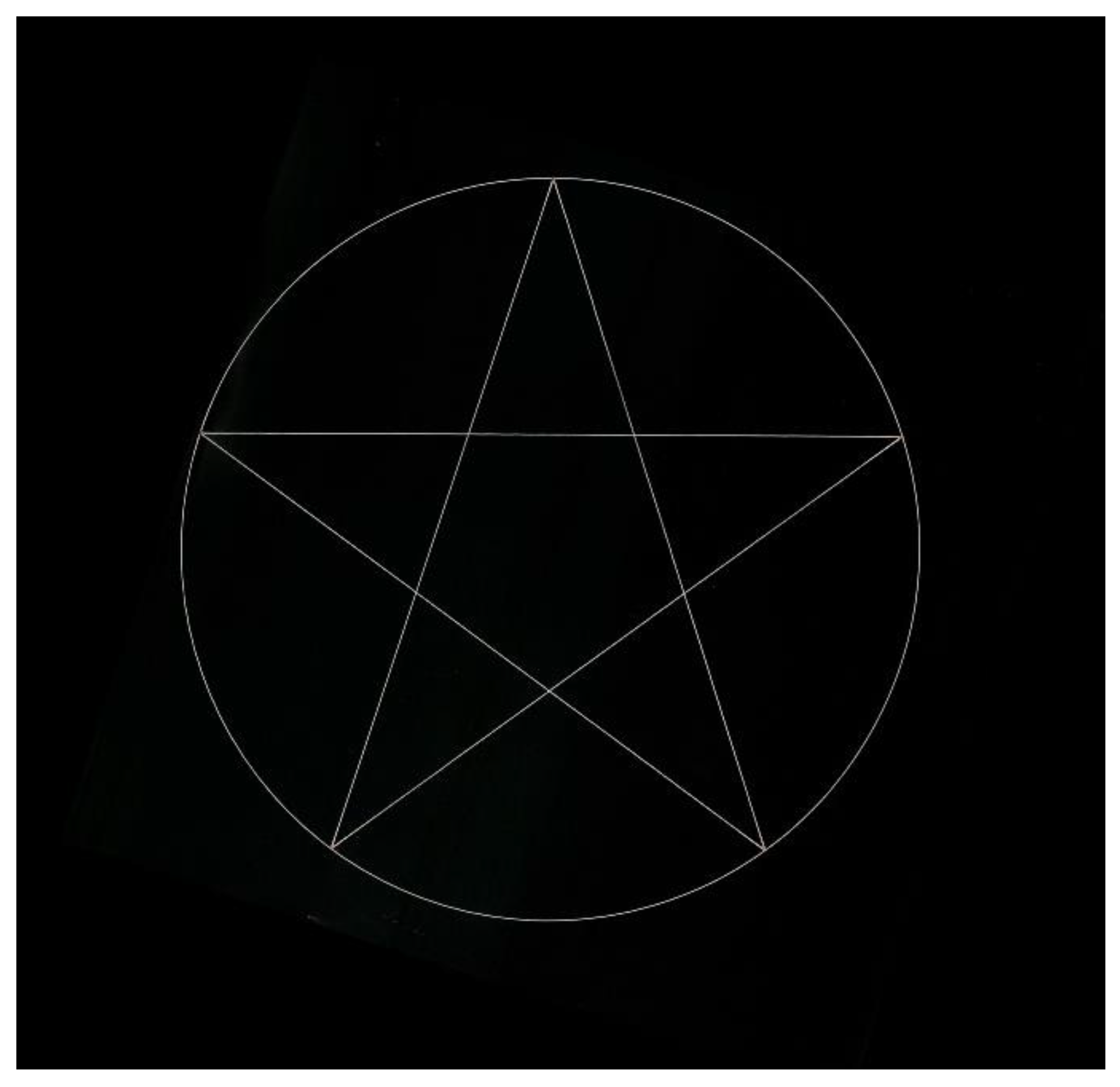
3.2.1. Case 1: Scanning Machining for Large-Area and Consecutive Pattern
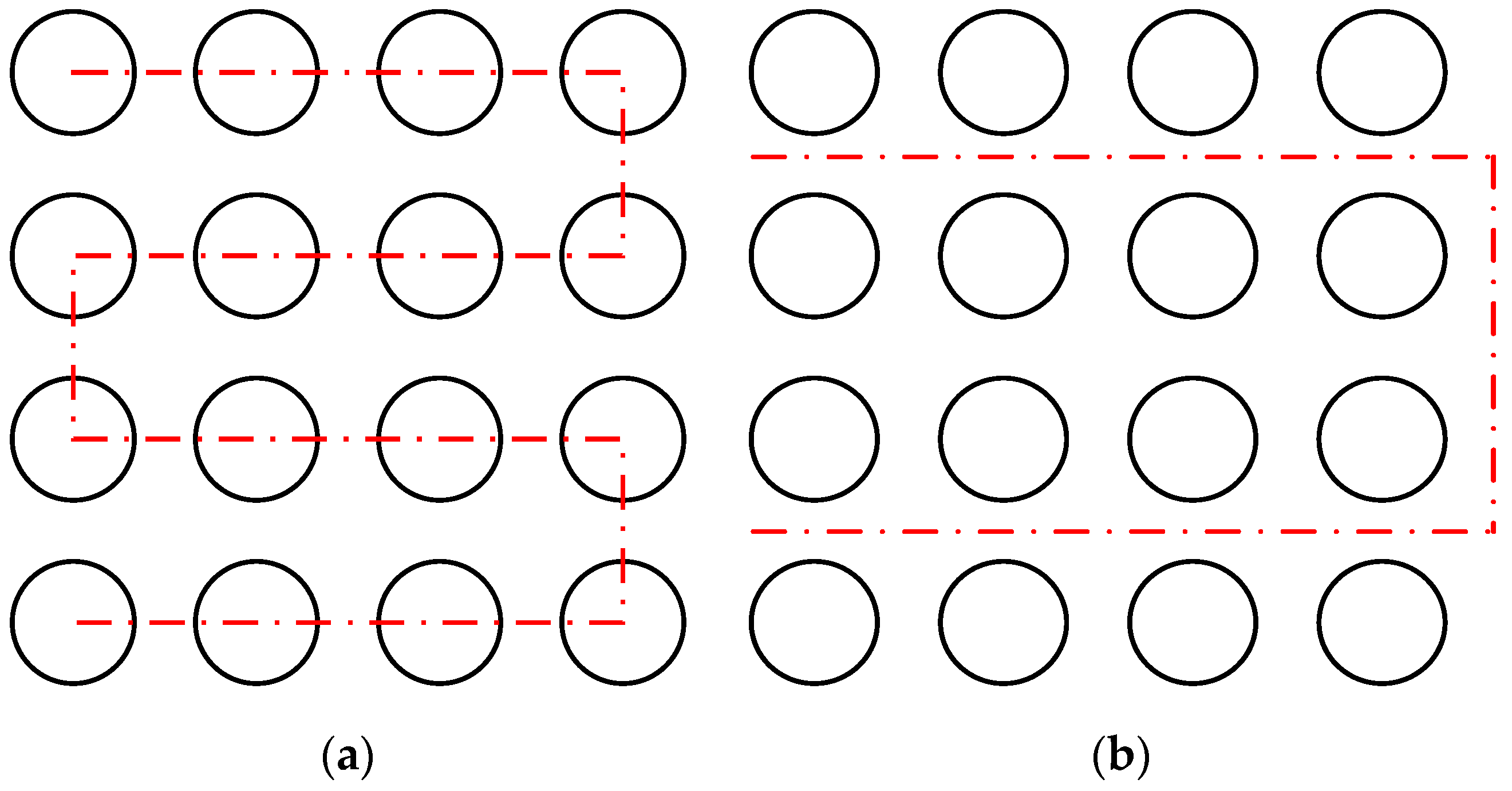
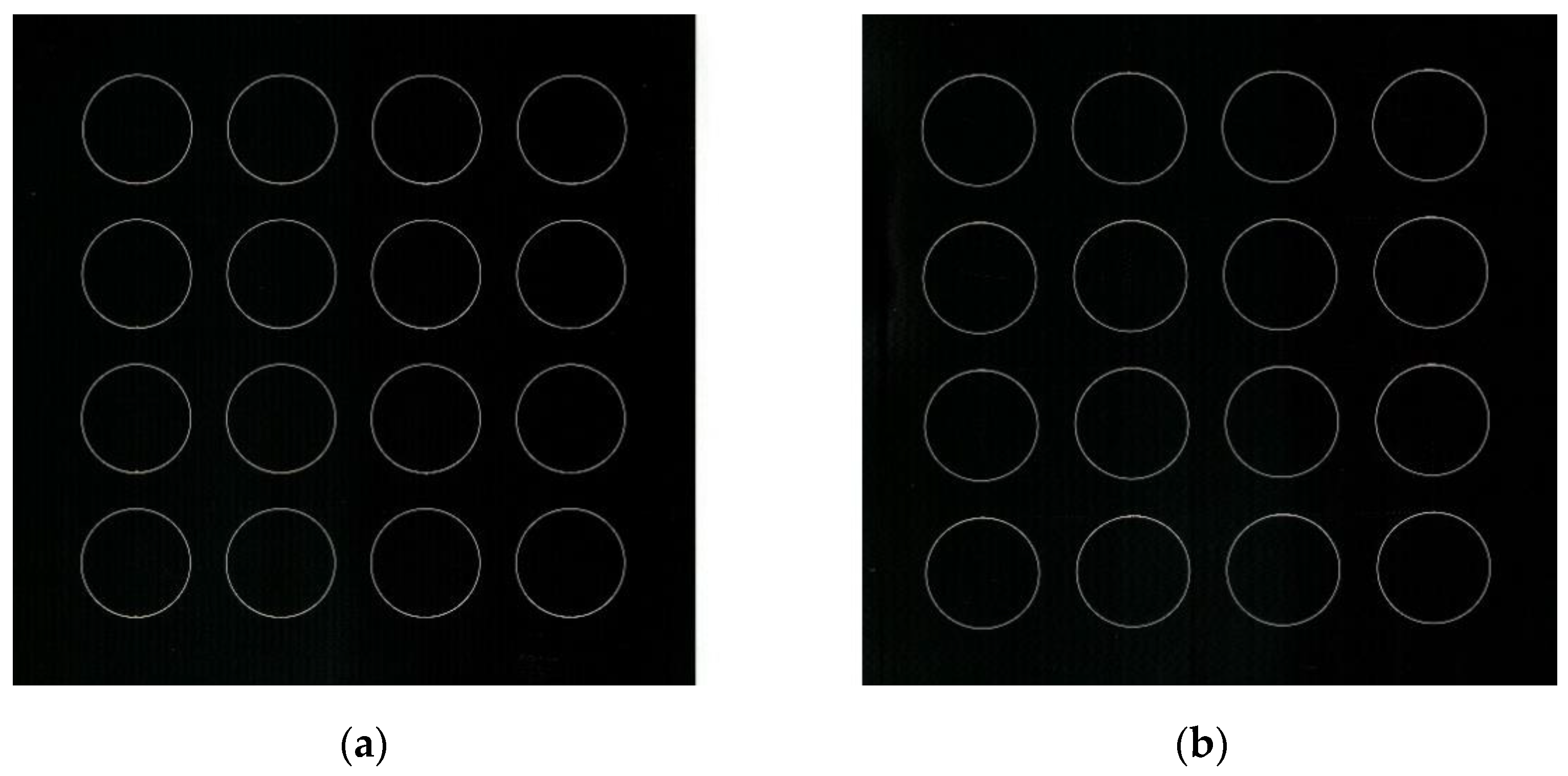
3.2.2. Case 2: Comparison of Step-Scan Method with On-the-Fly Method
3.2.3. Case 3: Laser Scanning Welding of 304 Stainless Steel Fillet Weld Lap Joint
4. Conclusions
- 1.
- The laser scanning machining system is based on the two-master and multi-slave architecture with synchronization mechanism. By means of the self-developed galvanometer scanner control gateway module and the “one-transmission and multiple-conversion” approach, the system overcomes the difficulties of the integrated and synchronous collaborative control which involves the motion stage or robot, the galvanometer scanner and laser, ensures real-time ability and synchronization of the system, as well as makes a breakthrough in combining the scanning motion with the precise modulation of laser power. It also provides technical convenience and cost advantages for customized laser-processing applications, due to being based on standard industrial ethernet and open architecture, which contribute to the system’s research value and application potential.
- 2.
- The results of the cases showed that the proposed system could achieve laser on-the-fly machining with high speed and efficiency for large-area and consecutive or discontinuous and arrayed patterns. Compared with the traditional machining method, based on the stage motion with the fixed laser and the step-scan method, in the cases, the machining speed of the on-the-fly machining was increased by 3 times and the processing time was reduced by 59%.
- 3.
- The laser power follow-up adjustment approach proposed in this study can combine the scanning motion of laser spot with the precise modulation of laser power. The results of the case showed that real-time synchronous adjustment of the galvanometer scanner motion and the laser power was conducive to ensuring welding quality and inhibiting welding defects attributed to the variation of linear energy distribution, which is crucial for high-quality laser scanning machining.
- 4.
- The feasibility and practicability of this laser scanning machining system for highspeed, wide-area and high-quality laser scanning machining were verified through the cases of laser flying marking and laser scanning welding. The system should expand with more process functions in the future and be validated in other laser scanning processing applications, such as laser scanning cutting, laser additive manufacturing, laser micro-structure manufacturing, etc. In addition, more new laser scanning machining processes should be further researched and developed, based on this system, in the field of materials processing engineering.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, J.Z.; Sun, Q.J.; Liu, Y.B.; Zhen, Z.Y.; Sun, Q.; Feng, J.C. Melt flow and microstructural characteristics in beam oscillation superimposed laser welding of 304 stainless steel. J. Manuf. Process. 2020, 50, 629–637. [Google Scholar] [CrossRef]
- Zhou, S.W.; Xu, T.Y.; Hu, C.; Wu, H.; Liu, H.L.; Ma, X.Q. Effect of different topologies on microstructure and mechanical properties of multilayer coatings deposited by laser cladding with inconel 625 wire. Surf. Coat. Technol. 2021, 421, 127299. [Google Scholar] [CrossRef]
- Li, W.Y.; Huang, Y.; Chen, X.H.; Zhang, G.J.; Rong, Y.M.; Lu, Y. Study on laser drilling induced defects of CFRP plates with different scanning modes based on multi-pass strategy. Opt. Laser Eng. 2021, 144, 107400. [Google Scholar] [CrossRef]
- Rong, Y.M.; Wang, L.; Zhang, T.; Li, M.; Huang, Y.; Zhang, G.J.; Wu, C.Y. Precision cutting of epoxy resin board (ERB) by ultraviolet (UV) nanosecond laser ablation with consideration of hazardous gas protection. Optik 2021, 241, 167154. [Google Scholar] [CrossRef]
- Wang, X.; Zheng, H.; Wan, Y.; Feng, W.; Lam, Y.C. Picosecond laser surface texturing of a stavax steel substrate for wettability control. Engineering 2018, 4, 816–821. [Google Scholar] [CrossRef]
- Li, X.; Liu, B.; Mei, X.S.; Wang, W.J.; Wang, X.D.; Li, X. Development of an in-situ laser machining system using a three-dimensional galvanometer scanner. Engineering 2020, 6, 68–76. [Google Scholar] [CrossRef]
- Kang, H.S.; Suh, J.; Kwak, S.J. Welding on the fly by using laser scanner and robot. In Proceedings of the 11th International Conference on Control, Automation and Systems, Gyeonggi-do, Korea, 26–29 October 2011; pp. 1688–1691. [Google Scholar]
- Vanska, M.; Salminen, A. Laser welding of stainless steel self-steering tube-to-tube joints with oscillating mirror. PI Mech. Eng. 2012, 226, 632–640. [Google Scholar] [CrossRef]
- Li, S.R.; Mi, G.Y.; Wang, C.M. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Kim, K.; Yoon, K.; Suh, J.; Lee, J. Laser scanner-stage synchronization method for high-speed and wide-area fabrication. J. Laser Micro Nanoeng. 2012, 7, 231–235. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, E. Modeling and simulation of the energy deposition in laser beam welding with oscillatory beam deflection. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 29 October–1 November 2007; p. 1805. [Google Scholar] [CrossRef]
- Kraetzsch, M.; Standfuss, J.; Klotzbach, A.; Kaspa, J.; Brenner, B.; Beyer, E. Laser beam welding with high-frequency beam oscillation: Welding of dissimilar materials with brilliant fiber lasers. Phys. Procedia 2011, 12, 142–149. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Chen, X.; Li, H.; Lei, Z.L.; Chen, Y.B.; Wu, S.B.; Wang, Y.H. Grain refinement and laser energy distribution during laser oscillating welding of invar alloy. Mater. Des. 2020, 186, 108195. [Google Scholar] [CrossRef]
- Jolliffe, C.; Schlüter, H.; Kirshenboim, Z. Combined galvanometer scanners and motion platforms over standard industrial ethernet networks. In Proceedings of the 19th International Symposium on Laser Precision Microfabrication, Edinburgh, UK, 25–28 June 2018; pp. 1–6. [Google Scholar]
- Cui, M.J.; Lu, L.B.; Zhang, Z.; Guan, Y.C. A laser scanner-stage synchronized system supporting the sarge-area precision polishing of additive-manufactured metallic surfaces. Engineering 2021, 7, 1731–1740. [Google Scholar] [CrossRef]
- Ai, J.; Lv, M.; Jiang, M.; Liu, J.G.; Zeng, X.Y. Focused laser lithographic system for efficient and cross-scale fabrication of large-area and 3D micro-patterns. Opt. Laser Eng. 2018, 107, 335–341. [Google Scholar] [CrossRef]
- Delgado, M.A.O.; Lasagni, A.F. Reducing field distortion for galvanometer scanning system using a vision system. Opt. Lasers Eng. 2016, 86, 106–114. [Google Scholar] [CrossRef]
- Kim, K.; Yoon, K.; Suh, J.; Lee, J. Laser scanner stage on-the-fly method for ultrafast and wide area fabrication. Phys. Procedia 2011, 12, 452–458. [Google Scholar] [CrossRef] [Green Version]
- Yoon, K.; Kim, K.; Lee, J. One-axis on-the-fly laser system development for wide-area fabrication using cell decomposition. Int. J. Adv. Manuf. Technol. 2014, 75, 1681–1690. [Google Scholar] [CrossRef]
- Martínez, S.; Lamikiz, A.; Tabernero, I.; Ukar, E. Laser hardening process with 2D scanning optics. Phys. Procedia 2012, 39, 309–317. [Google Scholar] [CrossRef] [Green Version]
- Stoesslein, M.; Axinte, D.; Gilbert, D. On-the-fly laser machining: A case study for in situ balancing of rotative parts. J. Manuf. Sci. Eng. 2016, 139, 1116–1139. [Google Scholar] [CrossRef] [Green Version]
- Buser, M.; Onuseit, V.; Gra, T. Scan path strategy for laser processing of fragmented geometries. Opt. Laser Eng. 2021, 138, 106412. [Google Scholar] [CrossRef]
- Jiang, M.; Jiang, Y.; Zeng, X.Y. Scanning path planning for graphics objects in laser flying marking system. Opt. Eng. 2008, 47, 094302. [Google Scholar] [CrossRef]
- JB/T 13075-2017; EtherMAC System Sstructure and Communication Standard for Use in Industrial Machinery Electrical Equipment and System. China Machine Press: Beijing, China, 2017.
- Ma, X.; Zhang, C. A gigabit real-time ethernet for manufacture automation control. In Proceedings of the 2019 6th International Conference on Systems and Informatics (ICSAI), Shanghai, China, 2–4 November 2019; pp. 1040–1045. [Google Scholar] [CrossRef]
- Kithara Real-Time Suite [EB/OL]. Available online: http://kithara.com/en/products/realtimesuite (accessed on 2 March 2022).
- Sheng, M.H.; Zhou, M.; Yang, Y.J. Design and implementation of laser marking machine control system. In Proceedings of the 2020 2nd International Conference on Electronics and Communication, Network and Computer Technology (ECNCT), Chengdu, China, 23–25 October 2020. [Google Scholar] [CrossRef]
- Zhu, T.S.; Zhang, C.R. Distortion correction and accuracy analysis of laser galvanometer processing assisted by machine vision [J/OL]. Comput. Integr. Manuf. Syst. 2021. Available online: https://kns.cnki.net/kcms/detail/11.5946.tp.20211126.1906.010.html (accessed on 2 March 2022).
- Chen, G.Y.; Wang, B.; Mao, S.; Zhong, P.X.; He, J. Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt. Laser Technol. 2019, 115, 32–41. [Google Scholar] [CrossRef]
- Wang, Z.M.; Oliveira, J.P.; Zeng, Z.; Bu, X.Z.; Peng, B.; Shao, X.Y. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, C.; Zhu, T. Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies. Materials 2021, 14, 5984. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | Marking Speed | Stage Speed | Marking Acceleration | Stage Acceleration |
|---|---|---|---|---|
| 3 W | 1000 mm/s | 250 mm/s | 10,000 mm/s2 | 2500 mm/s2 |
| Laser Power | Marking Speed | Stage Speed | Marking Acceleration | Stage Acceleration |
|---|---|---|---|---|
| 3 W | 500 mm/s | 50 mm/s | 5000 mm/s2 | 500 mm/s2 |
| C | Si | Mn | P | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.027 | 0.56 | 1.55 | 0.031 | 0.001 | 18.0 | 8.0 | 0.1 | Bal. |
| Welding Parameters | Value |
|---|---|
| Welding speed (mm/s) | 8 |
| Constant laser power with no laser power follow-up adjustment (W) Base laser power of lower plate with laser power follow-up adjustment (W) Base laser power of upper plate with laser power follow-up adjustment (W) | 2300 3800 3600 |
| Scanning frequency (Hz) | 30 |
| Scanning amplitude (mm) | 3 |
| The gas flow of the nozzles (L/min) | 15 |
| Defocusing distance of lower plate (mm) Defocusing distance of upper plate (mm) | +3 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Zhang, C.; Zhu, T.; Qu, L.; Chen, G. Development of a Laser Scanning Machining System Supporting On-the-Fly Machining and Laser Power Follow-Up Adjustment. Materials 2022, 15, 5479. https://doi.org/10.3390/ma15165479
Yin Y, Zhang C, Zhu T, Qu L, Chen G. Development of a Laser Scanning Machining System Supporting On-the-Fly Machining and Laser Power Follow-Up Adjustment. Materials. 2022; 15(16):5479. https://doi.org/10.3390/ma15165479
Chicago/Turabian StyleYin, Yisheng, Chengrui Zhang, Tieshuang Zhu, Liangcheng Qu, and Geng Chen. 2022. "Development of a Laser Scanning Machining System Supporting On-the-Fly Machining and Laser Power Follow-Up Adjustment" Materials 15, no. 16: 5479. https://doi.org/10.3390/ma15165479