
Effects of Blending Tobacco Lignin with HDPE on Thermal and Mechanical Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
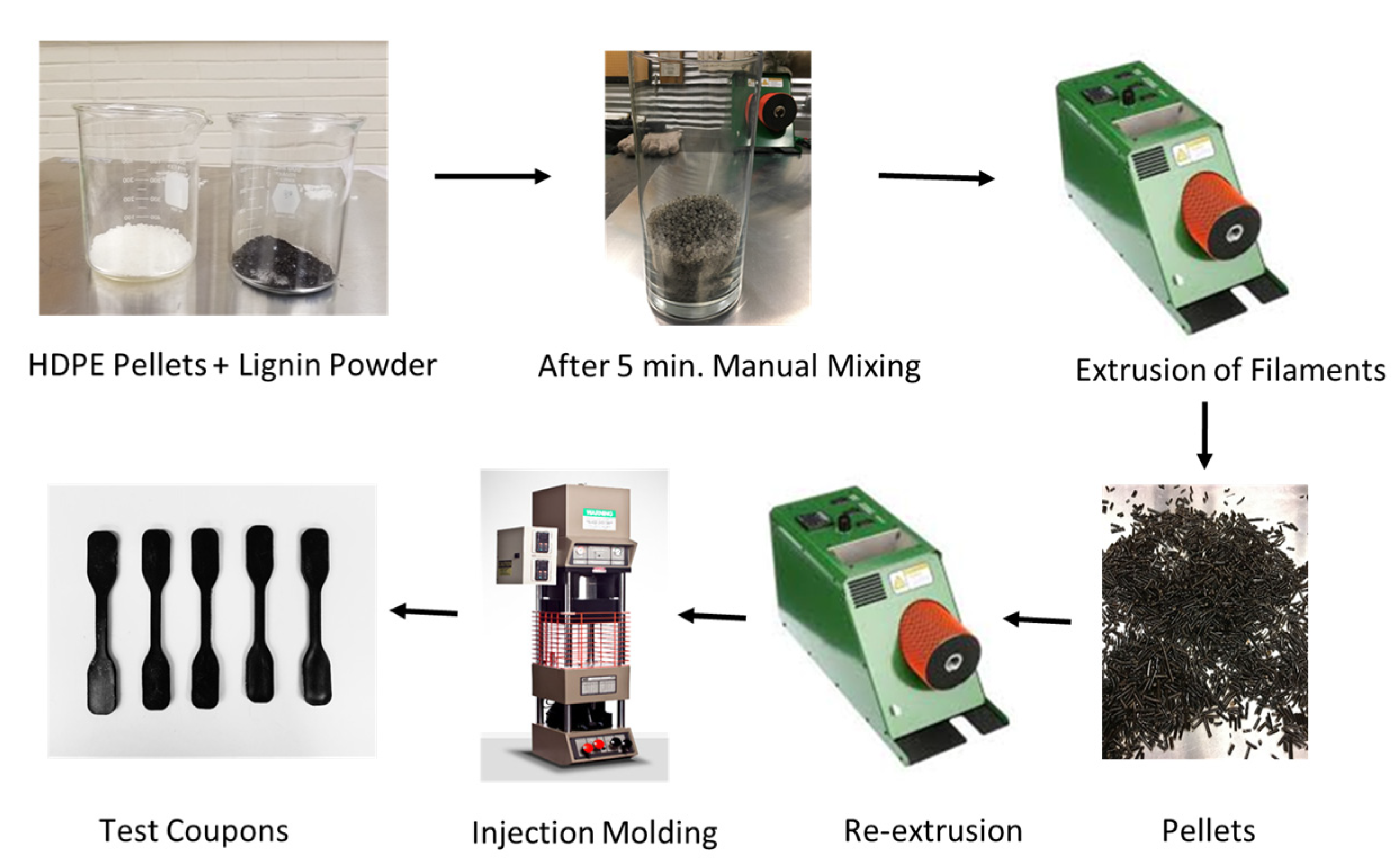
2.2. Preparation of Blends
2.3. Injection Molding Test Coupons
2.4. Characterization
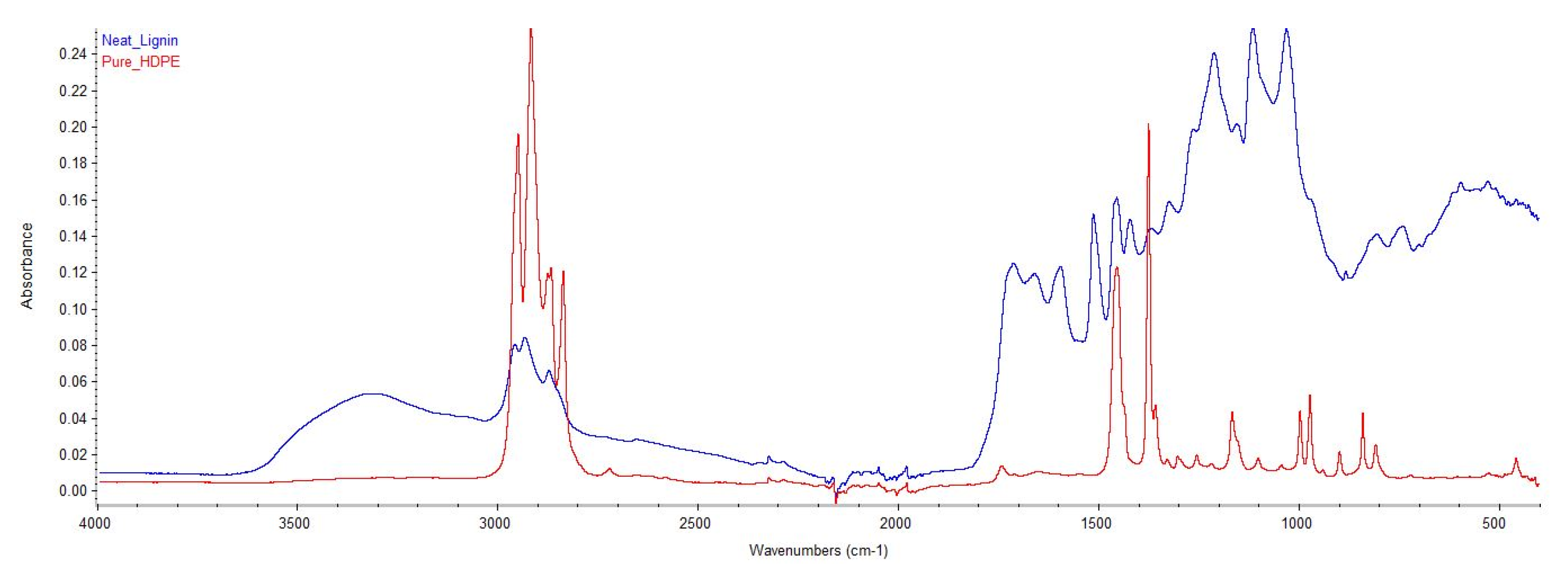
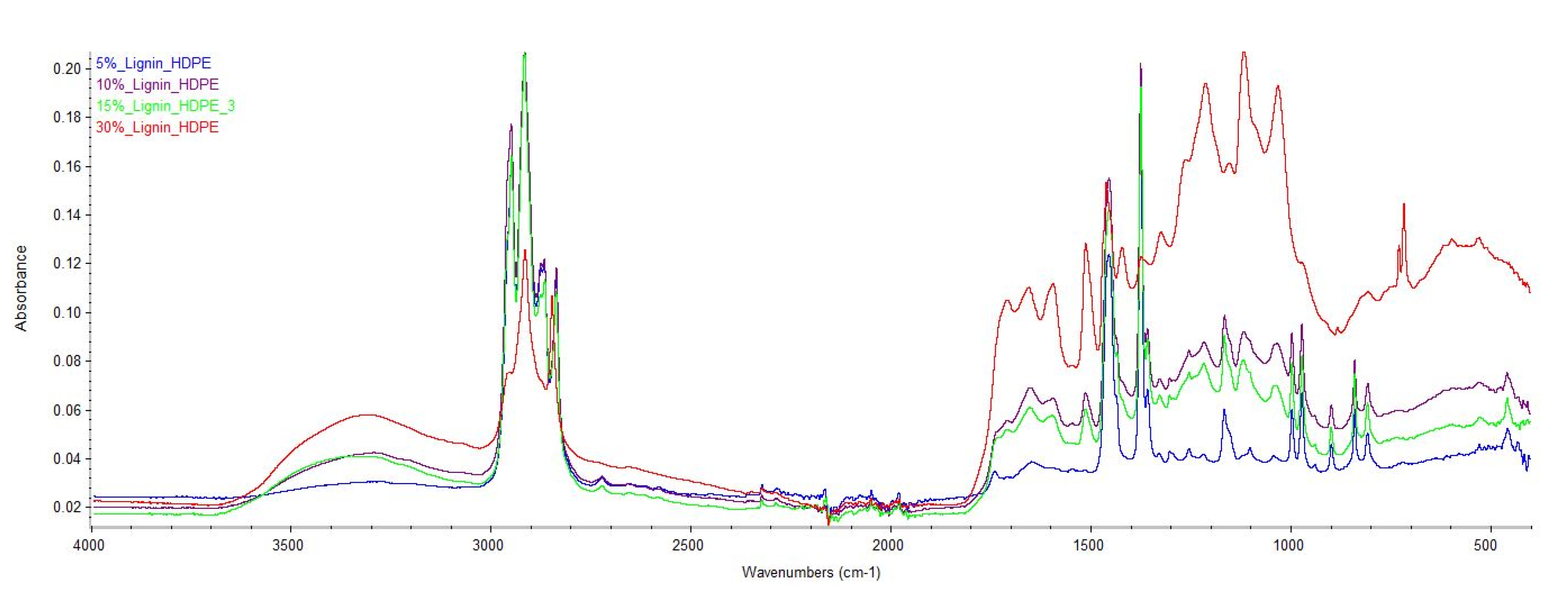
2.4.1. Fourier-Transform Infrared Spectroscopy (FTIR)
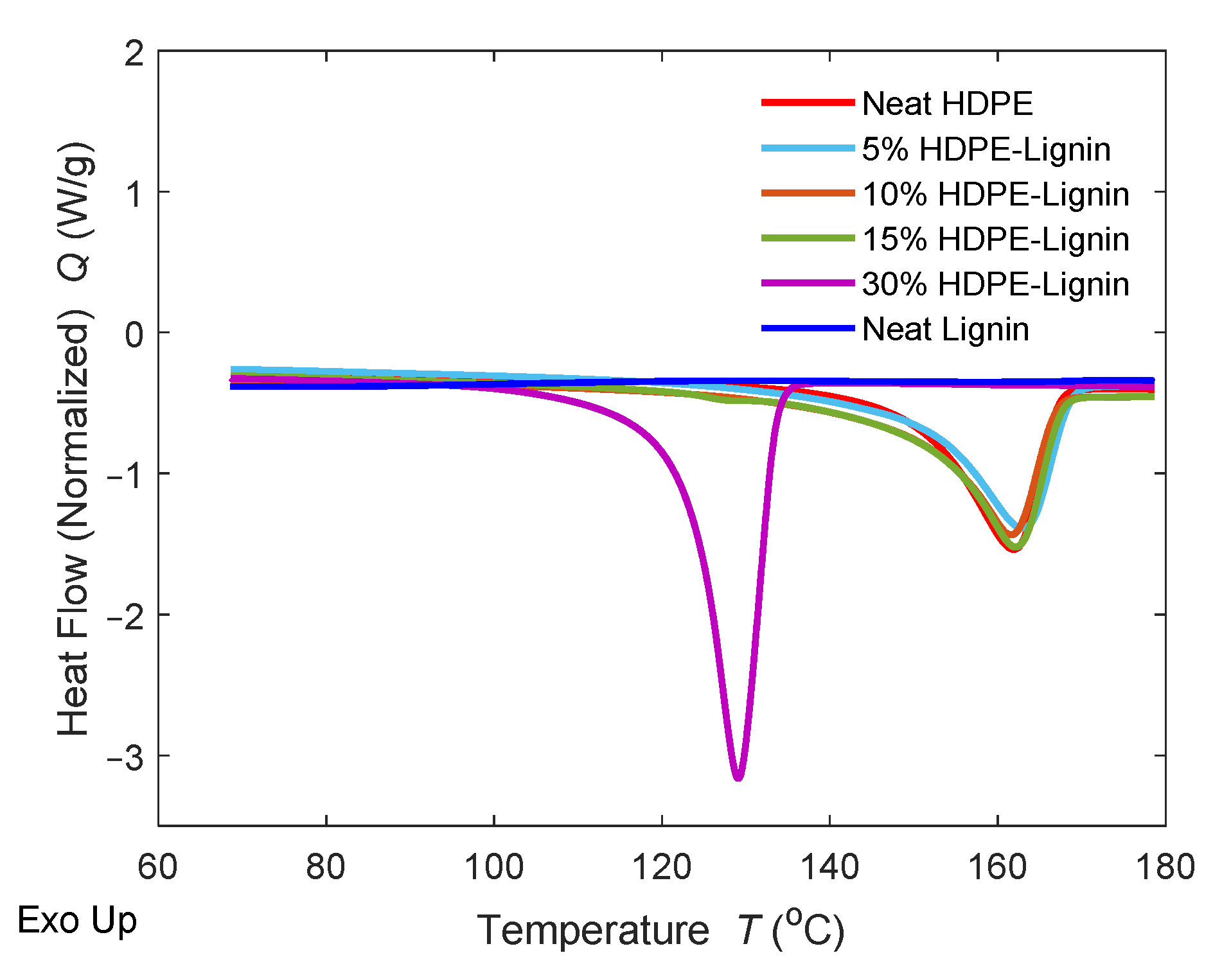
2.4.2. Differential Scanning Calorimetry (DSC)
2.4.3. Thermogravimetric Analysis (TGA/DTG)
2.4.4. Scanning Electron Microscopy (SEM) and Optical Microscopy
2.4.5. Physical Testing
2.4.6. Mechanical Testing
3. Results
3.1. Fourier-Transform Infrared Spectroscopy Analysis
3.2. Differential Scanning Calorimetry
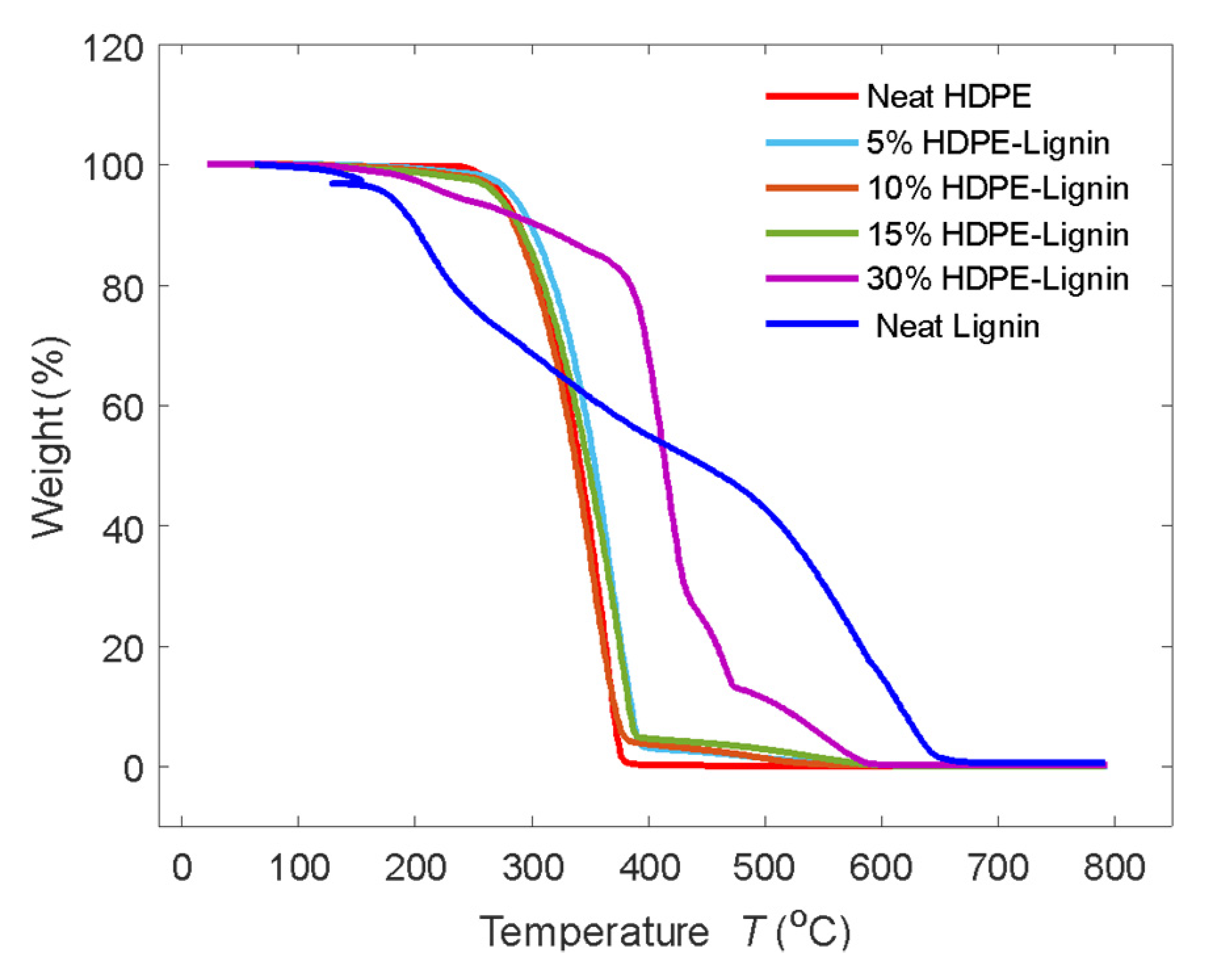
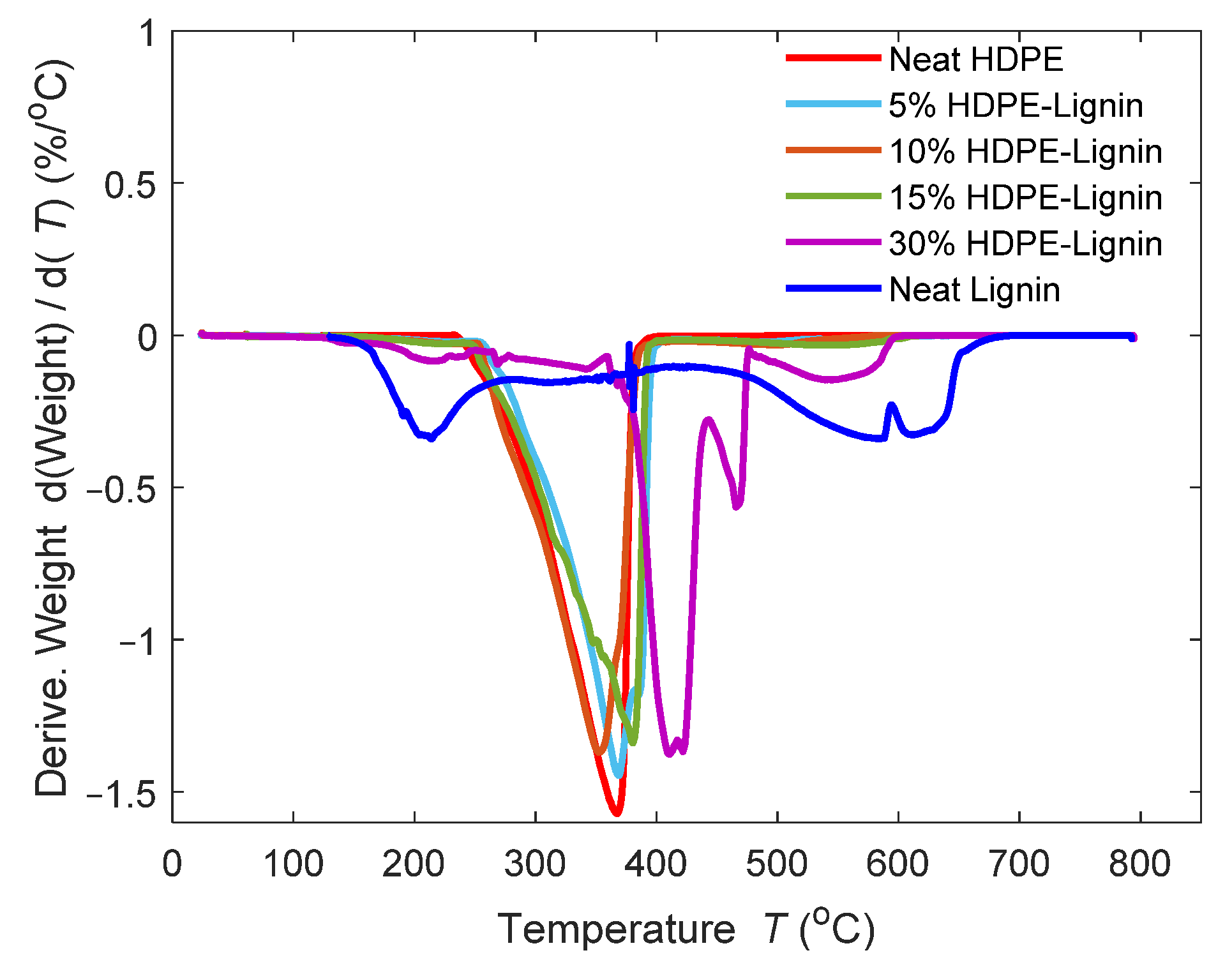
3.3. Thermogravimetric Analysis
3.4. Scanning Electron Microscopy (SEM) and Optical Microscopy
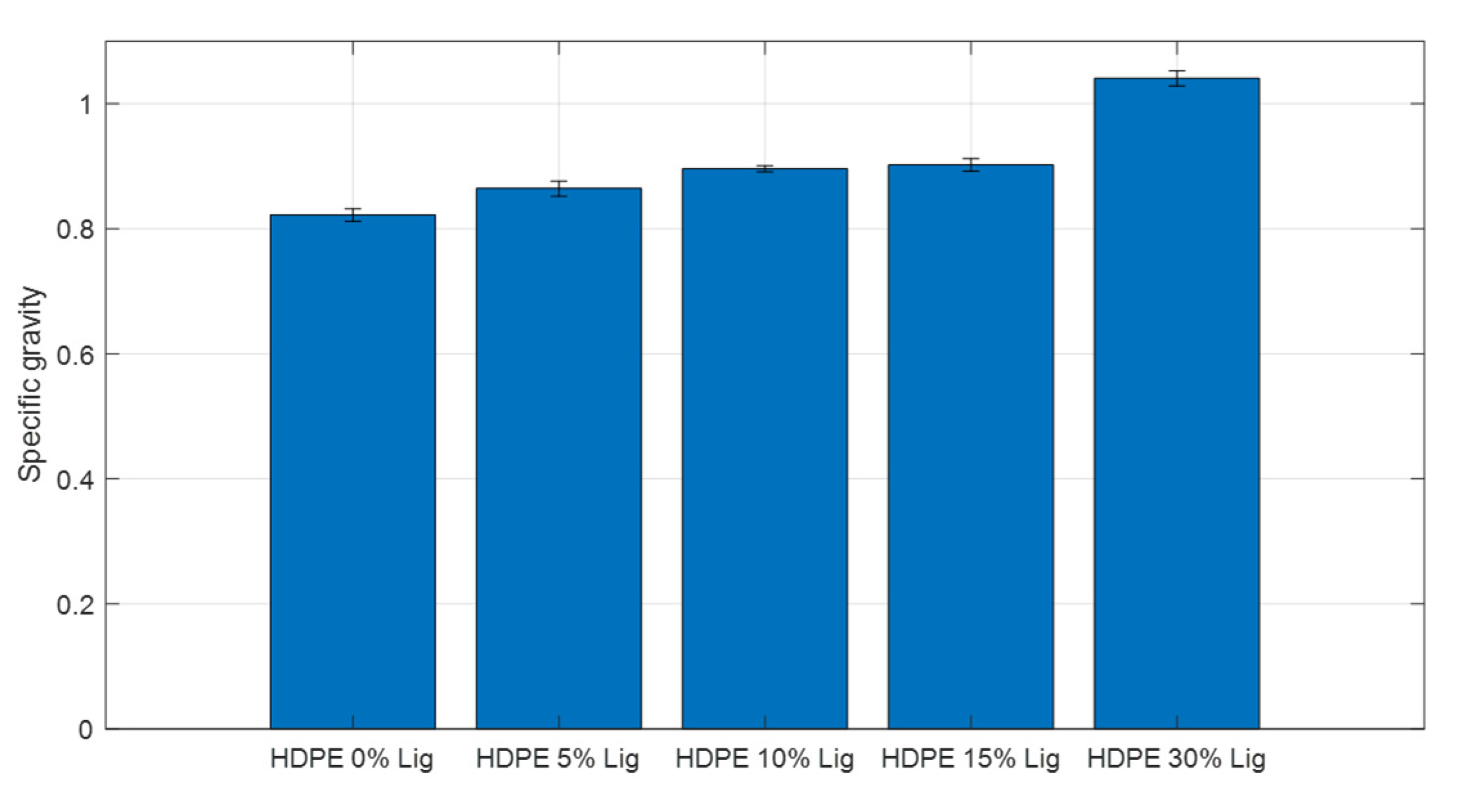
3.5. Density
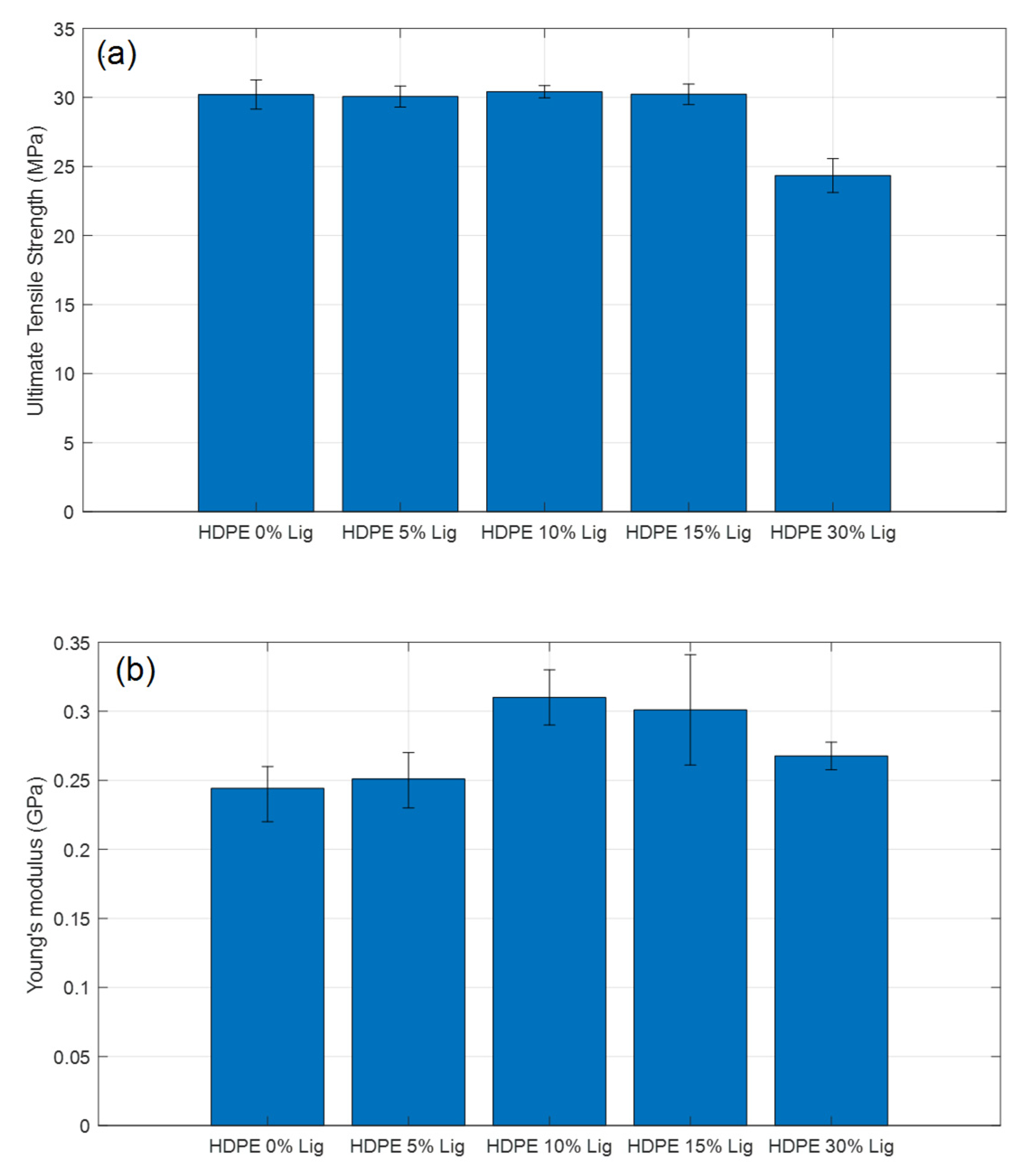
3.6. Tensile Tests
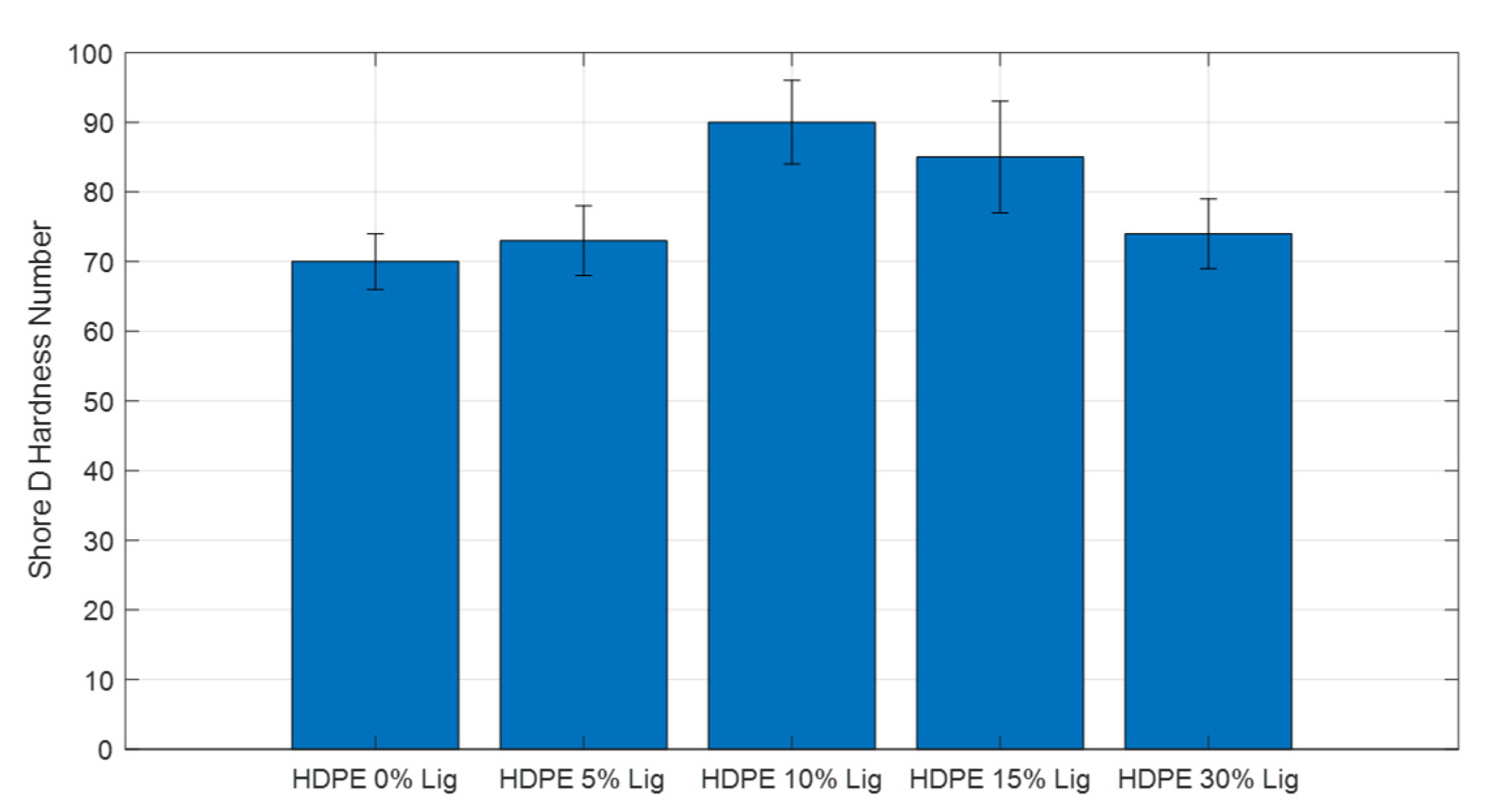
3.7. Shore D Hardness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Center for International Environmental law Annual Report. Plastic & Climate: The Hidden Costs of a Plastic Planet. 2019. Available online: www.ciel.org/plasticandclimate (accessed on 30 May 2019).
- Statista, A. The Plastic Dilemma: 348 Million Tons of Plastic Produced Per Year Worldwide, Half of Which Becomes Waste. Available online: https://www.statista.com/press/p/plastic_waste_dossierplus (accessed on 12 August 2020).
- Environmental Protection Agency (EPA). Advancing Sustainable Materials Management: Facts and Figures Report. Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/advancing-sustainable-materials-management (accessed on 9 May 2020).
- Haghdan, S.; Renneckar, S.; Smith, G. Sources of Lignin. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016; Volume 10, pp. 1–11. [Google Scholar]
- Shrotri, A.; Kobayashi, H.; Fukuoka, A. Catalytic conversion of structural carbohydrates and lignin to chemicals. Adv. Catal. 2017, 60, 59–123. [Google Scholar]
- Naegele, H.; Pfitzer, J.; Ziegler, L.; Inone-Kauffmann, E.; Eisenreich, N. Applications of Lignin Materials and Their Composites. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 233–244. [Google Scholar]
- Duval, A.; Lawoko, M. A review on lignin-based polymeric, micro-and nano-structured materials. React. Funct. Polym. 2014, 85, 78–96. [Google Scholar] [CrossRef]
- Chatterjee, S.; Saito, T.; Bhattacharya, P. Lignin-Derived Carbon Fibers. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 207–216. [Google Scholar]
- Kubo, S.; Kadla, J. Lignin-Based carbon fibers: Effect of synthetic polymer blending on fiber properties. J. Polym. Environ. 2005, 13, 97–105. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of lignin content and pressing time on plywood properties bonded with cold-setting adhesive based on poly (vinyl alcohol), lignin, and hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef] [PubMed]
- Handika, S.O.; Lubis, M.A.R.; Sari, R.K.; Laksana, R.P.B.; Antov, P.; Savov, V.; Gajtanska, M.; Iswanto, A.H. Enhancing thermal and mechanical properties of ramie fiber via impregnation by lignin-based polyurethane resin. Material 2021, 14, 6850. [Google Scholar] [CrossRef] [PubMed]
- Alexy, P.; Košıková, B.; Podstránska, G. The effect of blending lignin with polyethylene and polypropylene on physical properties. Polymers 2000, 41, 4901–4908. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, R.; Cao, J. Characterization of surface chemistry and crystallization behavior of polypropylene composites reinforced with wood flour, cellulose, and lignin during accelerated weathering. Appl. Surf. Sci. 2015, 332, 253–259. [Google Scholar] [CrossRef]
- Kharade, A.; Kale, D. Lignin-filled polyolefins. J. Appl. Polym. Sci. 1999, 72, 1321–1326. [Google Scholar] [CrossRef]
- Sailaja, R.; Deepthi, M. Mechanical and thermal properties of compatibilized composites of polyethylene and esterified lignin. Mater. Des. 2010, 31, 4369–4379. [Google Scholar] [CrossRef]
- Lv, X.Y.; Zhang, Y.H.; Di, M.W. Effect of PP-G-MAH on the compatibility of lignin/LDPE composites. Adv. Mater. Res. 2011, 194, 1476–1479. [Google Scholar] [CrossRef]
- Hu, L.; Stevanovic, T.; Rodrigue, D. Unmodified and esterified K raft lignin-filled polyethylene composites: Compatibilization by free-radical grafting. J. Appl. Polym. Sci. 2015, 132, 41484. [Google Scholar] [CrossRef]
- Faruk, O.; Obaid, N.; Tjong, J.; Sain, M. 6-Lignin Reinforcement in Thermoplastic Composites. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016; pp. 95–118. [Google Scholar]
- Holsti-Miettinen, R.; Seppälä, J.; Ikkala, O. Effects of compatibilizers on the properties of polyamide/polypropylene blends. Polym. Eng. Sci. 1992, 32, 868–877. [Google Scholar] [CrossRef]
- Dehne, L.; Vila, C.; Saake, B.; Schwarz, K.U. Esterification of Kraft lignin as a method to improve structural and mechanical properties of lignin-polyethylene blends. J. Appl. Polym. Sci. 2017, 134, 44582. [Google Scholar] [CrossRef]
- Casenave, S.; Aït-Kadi, A.; Riedl, B. Mechanical behaviour of highly filled lignin/polyethylene composites made by catalytic grafting. Can. J. Chem. Eng. 1996, 74, 308–315. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile properties of plastics. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM E1421-99; Standard Practice for Describing and Measuring Performance of Fourier Transform Mid-Infrared (FT-MIR) Spectrometers: Level Zero and Level One Tests. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM D3418-15; Standard Test Method for Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning Calorimetry. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM E1131-20; Standard Test Method for Compositional Analysis by Thermogravimetry. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- ASTM D792-13; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- ASTM D785-08; Standard Test Method for Rockwell Hardness of Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2008. [CrossRef]
- Faix, O.; Bremer, J.; Meier, D.; Fortmann, I.; Scheijen, M.A.; Boon, J.J. Characterization of tobacco lignin by analytical pyrolysis and Fourier transform-infrared spectroscopy. J. Anal. Appl. Pyrolysis 1992, 22, 239–259. [Google Scholar] [CrossRef]
- Gordobil, O.; Robles, E.; Egüés, I.; Labidi, J. Lignin-Ester derivatives as novel thermoplastic materials. J. RSC Adv. 2016, 6, 86909–86917. [Google Scholar] [CrossRef]
- Marcovich, N.E.; Villar, M.A. Thermal and mechanical characterization of linear low-density polyethylene/wood flour composites. J. Appl. Polym. Sci. 2003, 90, 2775–2784. [Google Scholar] [CrossRef]
- Pucciariello, R.; Villani, V.; Bonini, C.; D’Auria, M.; Vetere, T. Physical properties of straw lignin-based polymer blends. Polymers 2004, 45, 4159–4169. [Google Scholar] [CrossRef]
- Sameni, J.; Jaffer, S.A.; Sain, M. Thermal and mechanical properties of soda lignin/HDPE blends. Compos. Part A Appl. Sci. Manuf. 2018, 115, 104–111. [Google Scholar] [CrossRef]
- Luo, F.; Ning, N.-Y.; Chen, L.; Su, R.; Cao, J.; Zhang, Q.; Fu, Q.; Zhao, S.-G. Effects of compatibilizers on the mechanical properties of low density polyethylene/lignin blends. Chin. J. Polym. Sci. 2009, 27, 833–842. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Parameters | Specifications |
|---|---|
| Feed screw and drive: | 35 RPM |
| Nozzle diameter: | 2.85 mm |
| Pellet size: | 3.18 mm |
| Drive force: | 9.6 Nm |
| Compression ratio: | 2:5:1 |
| L/D ratio: | 12 |
| Blend Composition | Barrel Temp (°F) | Nozzle Temp (°F) | Clamping Pressure (psi) | Plate Temp (°F) | Injection Pressure (psi) | Injection/ Dwell Time (s) |
|---|---|---|---|---|---|---|
| Neat HDPE | 3000 | 390 | 400 | 8.6 | 7000 | 2 |
| 5 % wt.Lignin | 3500 | 390 | 400 | 8.6 | 7000 | 2 |
| 10 % wt. Lignin | 4000 | 390 | 400 | 8.6 | 7000 | 2 |
| 15 % wt. Lignin | 4500 | 390 | 400 | 8.6 | 7000 | 2 |
| 30 % wt. Lignin | 5000 | 395 | 420 | 8.6 | 7000 | 2 |
| Blend Composition | Tc (°C) | Exothermic Enthalpy (J/g) | Tm (°C) | Endothermic Enthalpy (J/g) |
|---|---|---|---|---|
| Neat HDPE | 117.16 ± 1.32 | 108.04 ± 5.66 | 160.59 ± 0.89 | 107.38 ± 7.77 |
| 5% wt. Lignin | 120.09 ± 4.22 | 87.49 ± 6.98 | 161.88 ± 0.40 | 82.65 ± 8.49 |
| 10% wt. Lignin | 119.05 ± 3.22 | 87.15 ± 4.38 | 160.81 ± 0.11 | 86.91 ± 2.88 |
| 15% wt. Lignin | 118.45 ± 2.54 | 95.40 ± 6.99 | 160.58 ± 0.63 | 95.96 ± 9.25 |
| 30% wt. Lignin | 116.03 ± 0.07 | 140.80 ± 11.5 | 129.43 ± 0.03 | 142.37 ± 13.23 |
| Blend Composition | Tonset (°C) | TEnd (°C) | Decomposition Peak Temperature (°C) | Residual Mass at 600 °C (%) |
|---|---|---|---|---|
| Neat HDPE | 311.25 | 376.80 | 366.27 | 0.018 |
| 5% wt. Lignin | 309.54 | 389.41 | 367.36 | 0.060 |
| 10% wt. Lignin | 302.29 | 375.30 | 352.79 | 0.065 |
| 15% wt. Lignin | 313.31 | 386.84 | 379.85 | 1.334 |
| 30% wt. Lignin | 380.29 | 437.53 | 422.84 | 4.996 |
| Neat Lignin | 103.58 | 647.67 | 418.93 | 16.221 |
| Blend Composition | Ultimate Tensile Strength (MPa) | Young’s Modulus (GPa) | Strain at Break (mm/mm) |
|---|---|---|---|
| Neat HDPE | 30.20 ± 1.05 | 0.24 ± 0.02 | 0.61 ± 0.13 |
| 5% wt. Lignin | 29.42 ± 0.76 | 0.25 ± 0.02 | 0.47 ± 0.11 |
| 10% wt. Lignin | 30.41 ± 0.44 | 0.31 ± 0.02 | 0.37 ± 0.03 |
| 15% wt. Lignin | 30.22 ± 0.74 | 0.301± 0.03 | 0.32 ± 0.03 |
| 30% wt. Lignin | 24.34 ± 1.23 | 0.2676 ± 0.02 | 0.23 ± 0.04 |
| Materials | Change in UTS % with the Increase of Lignin Content in Blend | ||
|---|---|---|---|
| 10% wt. PE/Lignin | 30% PE/Lignin | ||
| Present work | HDPE-tobacco lignin | 0.69% increase | 19.40% decrease |
| Earlier works | |||
| P. Alexy et al. [12] | LDPE—lignin | 3.70% decrease | 55.55% decrease |
| R. Sailaja et al. [15] | LDPE—esterified lignin with phthalic anhydride | - | 16.66 % decrease |
| Laura Dehne et al. [20] | Acetylated lignin | 17.3% decrease | 39.13% decrease |
| Propionated lignin | 10.86% decrease | 13.04% decrease | |
| Butyrated lignin | 4.34% decrease | 13.04% decrease | |
| R. Pucciariello et al. [31] | LLDPE | 73.47% decrease | - |
| LDPE | 75% decrease | ||
| HDPE | 47.82% decrease | ||
| J. Sameni et al. [32] | Non-wood soda lignin | 2.85% increase | 8.1% increase |
| 5% MAPE added | 5.40% increase | 12.5% increase | |
| F. Luo et al. [33] | Non compatibilized lignin | 4.76% decrease | - |
| Kharade et al. [14] | HDPE–lignin | 37.76% decrease | 52.63% decrease |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menta, V.G.K.; Tahir, I.; Abutunis, A. Effects of Blending Tobacco Lignin with HDPE on Thermal and Mechanical Properties. Materials 2022, 15, 4437. https://doi.org/10.3390/ma15134437
Menta VGK, Tahir I, Abutunis A. Effects of Blending Tobacco Lignin with HDPE on Thermal and Mechanical Properties. Materials. 2022; 15(13):4437. https://doi.org/10.3390/ma15134437
Chicago/Turabian StyleMenta, Venkata Gireesh K., Irfan Tahir, and Abdulaziz Abutunis. 2022. "Effects of Blending Tobacco Lignin with HDPE on Thermal and Mechanical Properties" Materials 15, no. 13: 4437. https://doi.org/10.3390/ma15134437