
Recycling of Technogenic CoCrMo Alloy by Electron Beam Melting


Abstract
:1. Introduction
2. Material and Methods
3. Results and Discussion
3.1. Thermodynamic Conditions of Element Volatilization during Electron Beam Melting and Refining
3.2. Refining Efficiency during EBMR of Technogenic CoCrMo Alloy
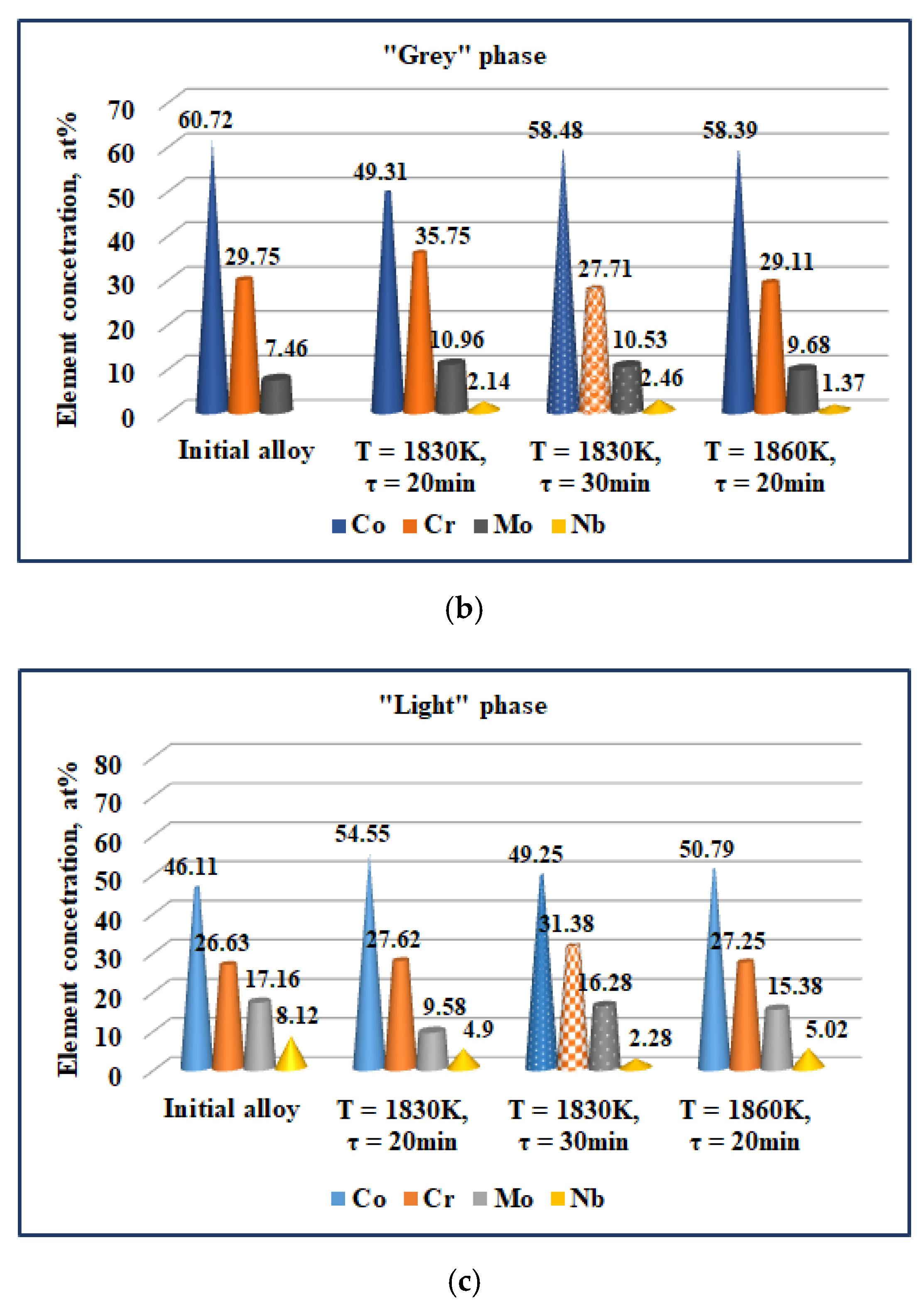
3.3. Microstructures of CoCrMo Alloy after EBM
4. Conclusions
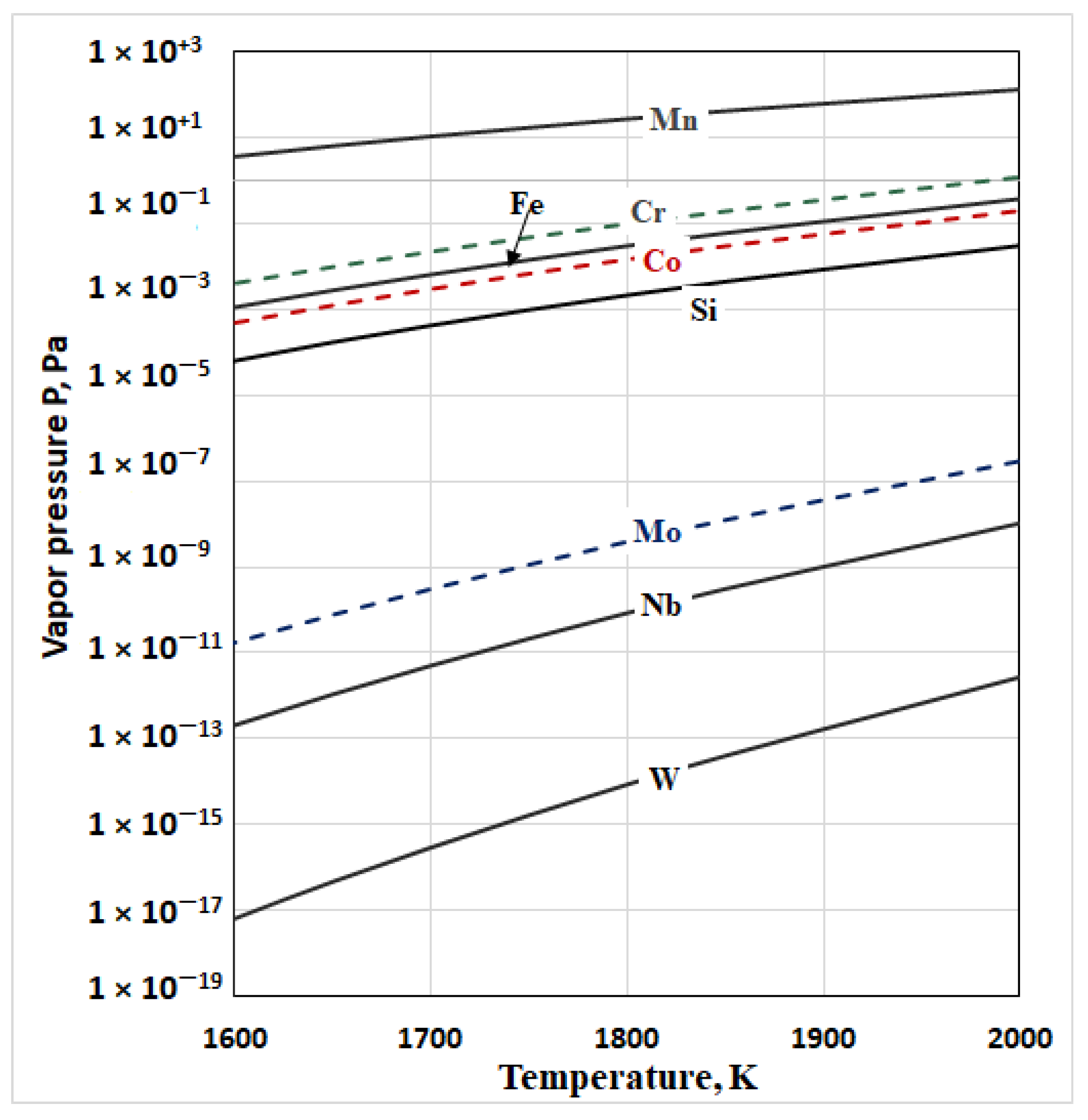
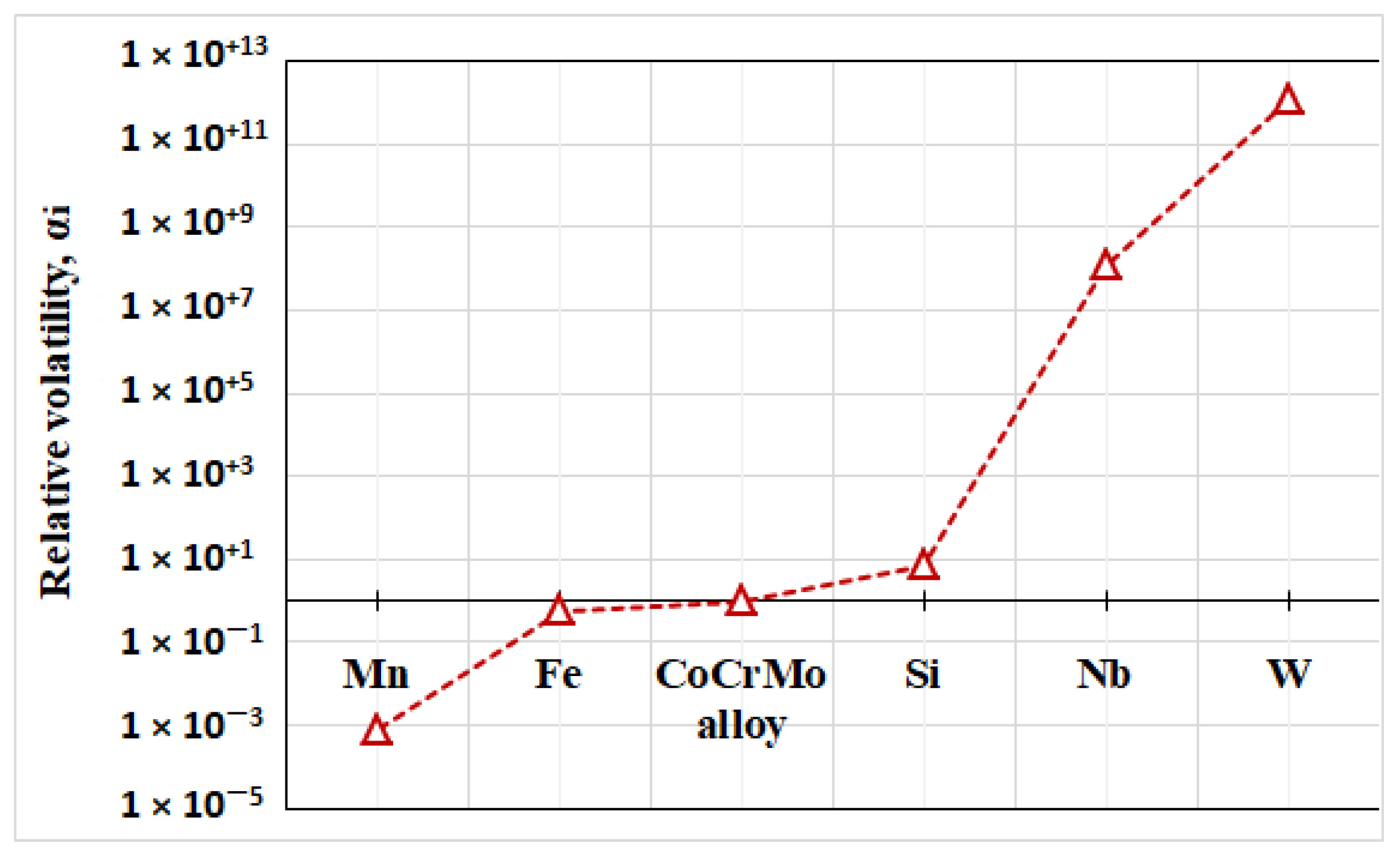
- Within the studied temperature range (1600–2000 K), it is most likely to have evaporation of Mn and Fe. Tungsten and niobium have significantly lower vapor pressures than Co, Cr, and Mo and cannot be removed from the alloy. Si has a vapor pressure close to that of Co and its evaporation is thermodynamically probable, but it will be difficult. Out of the main components of the alloy, the probability of evaporation of Cr is the highest.
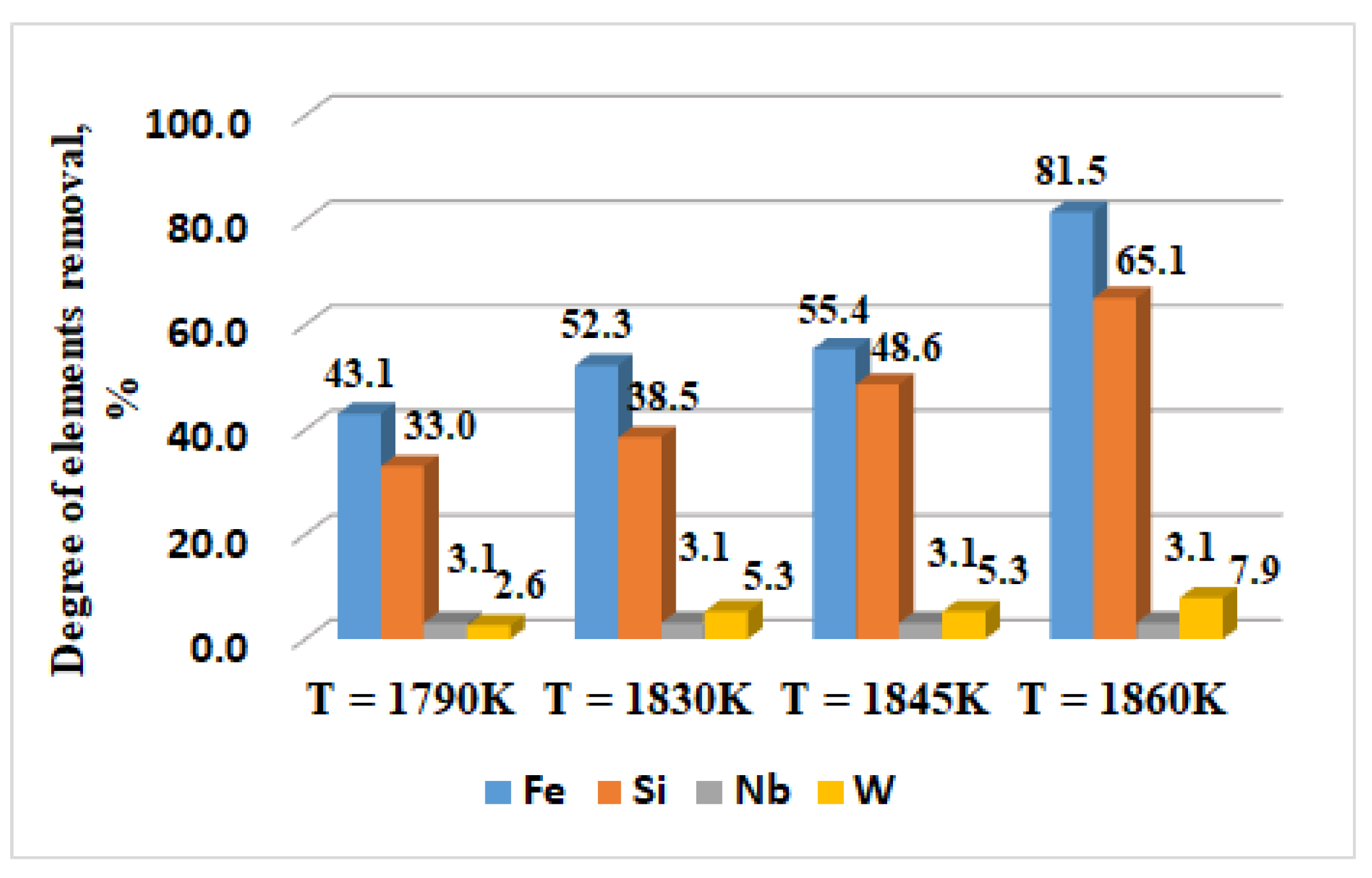
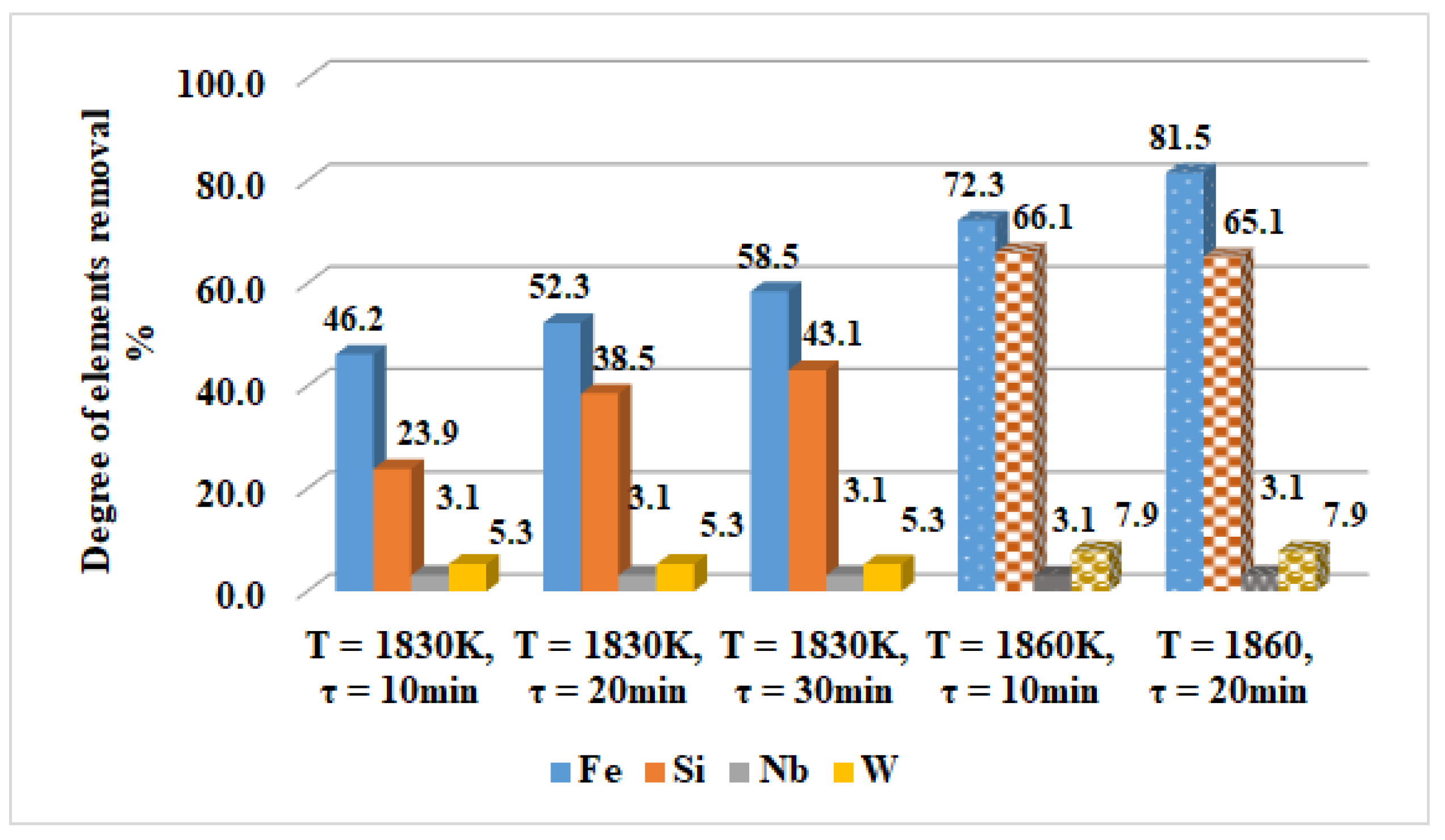
- It has been found that the removal rate of Fe and Si increases with the increase in the temperature and with an extension of the retention time. It is shown that Mn is completely removed at the lowest operating temperature tested (1790 K) and the degree of removal of non-volatile elements (Nb and W) remains low. The highest degree of refining was achieved at 1860 K and a residence time of 20 min.
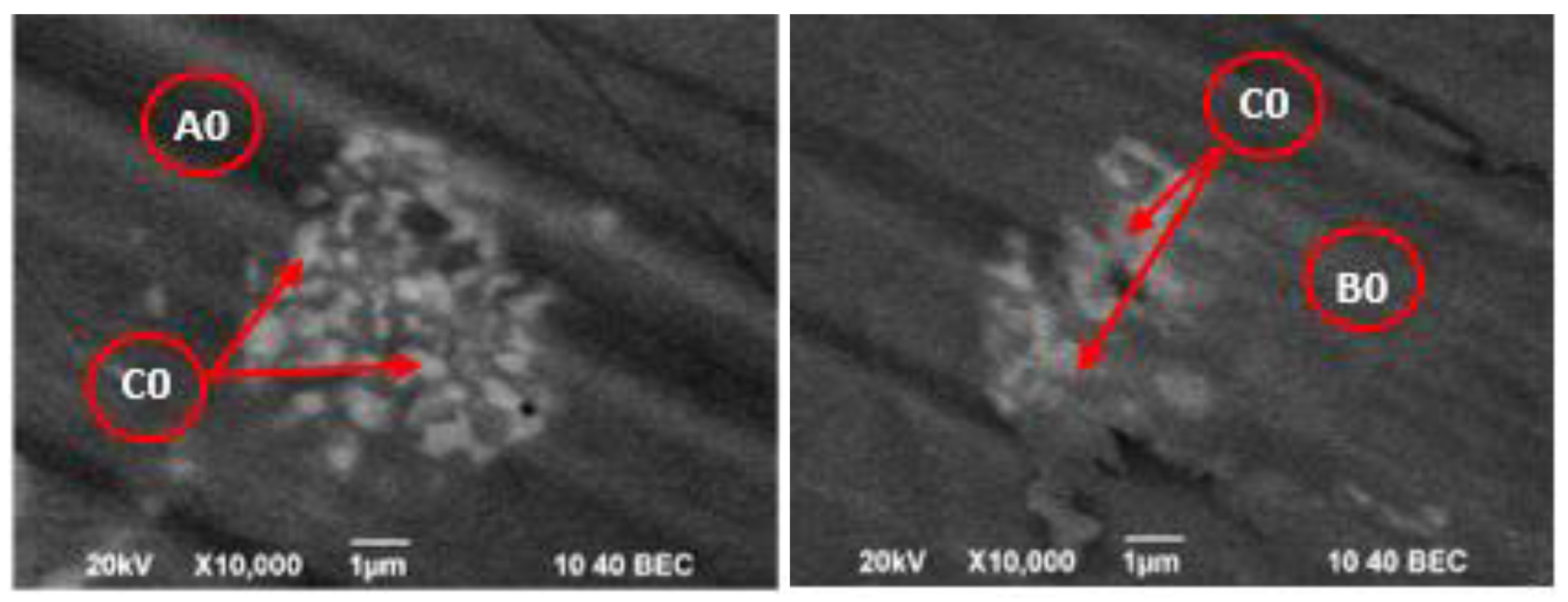
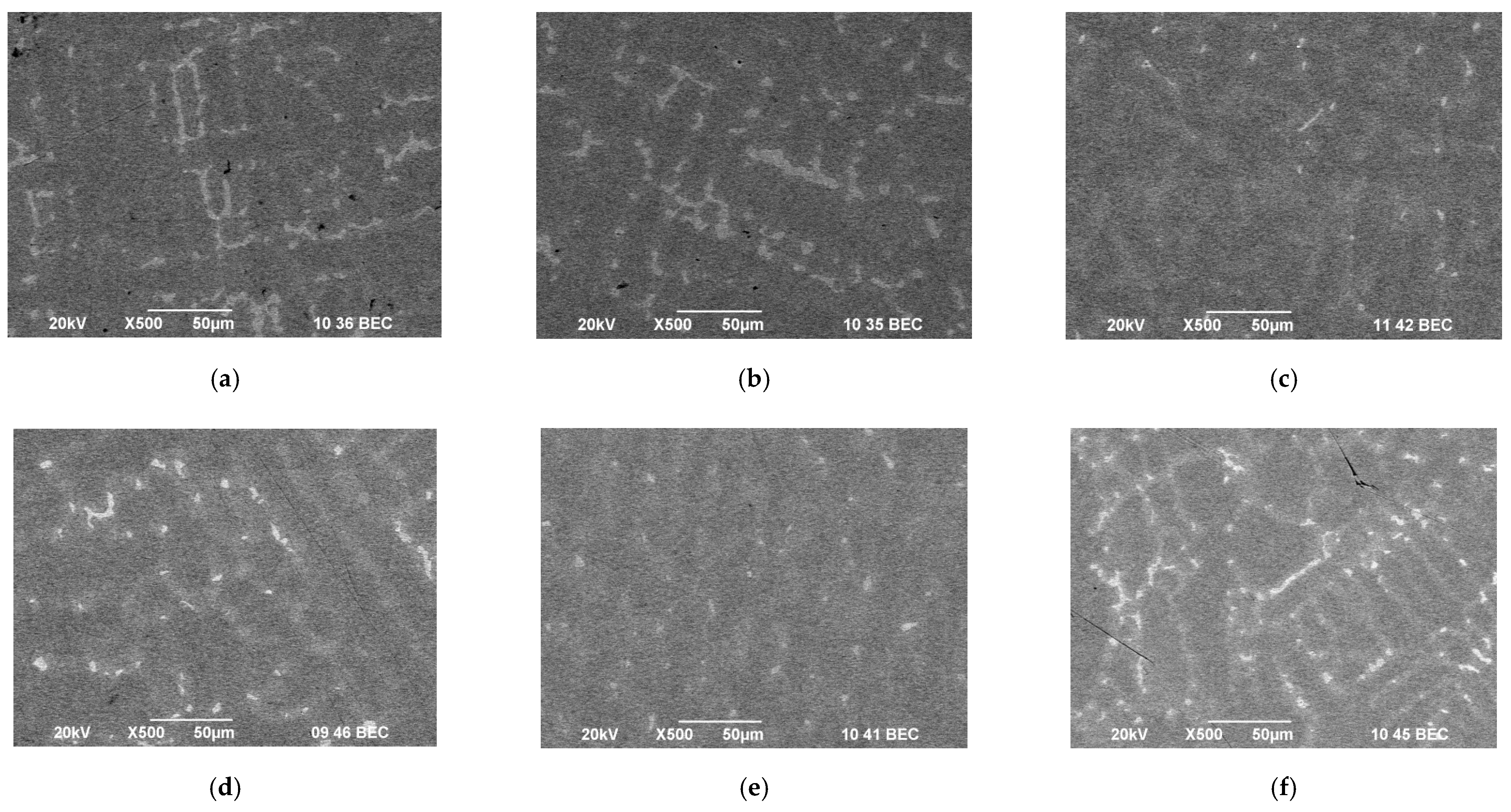
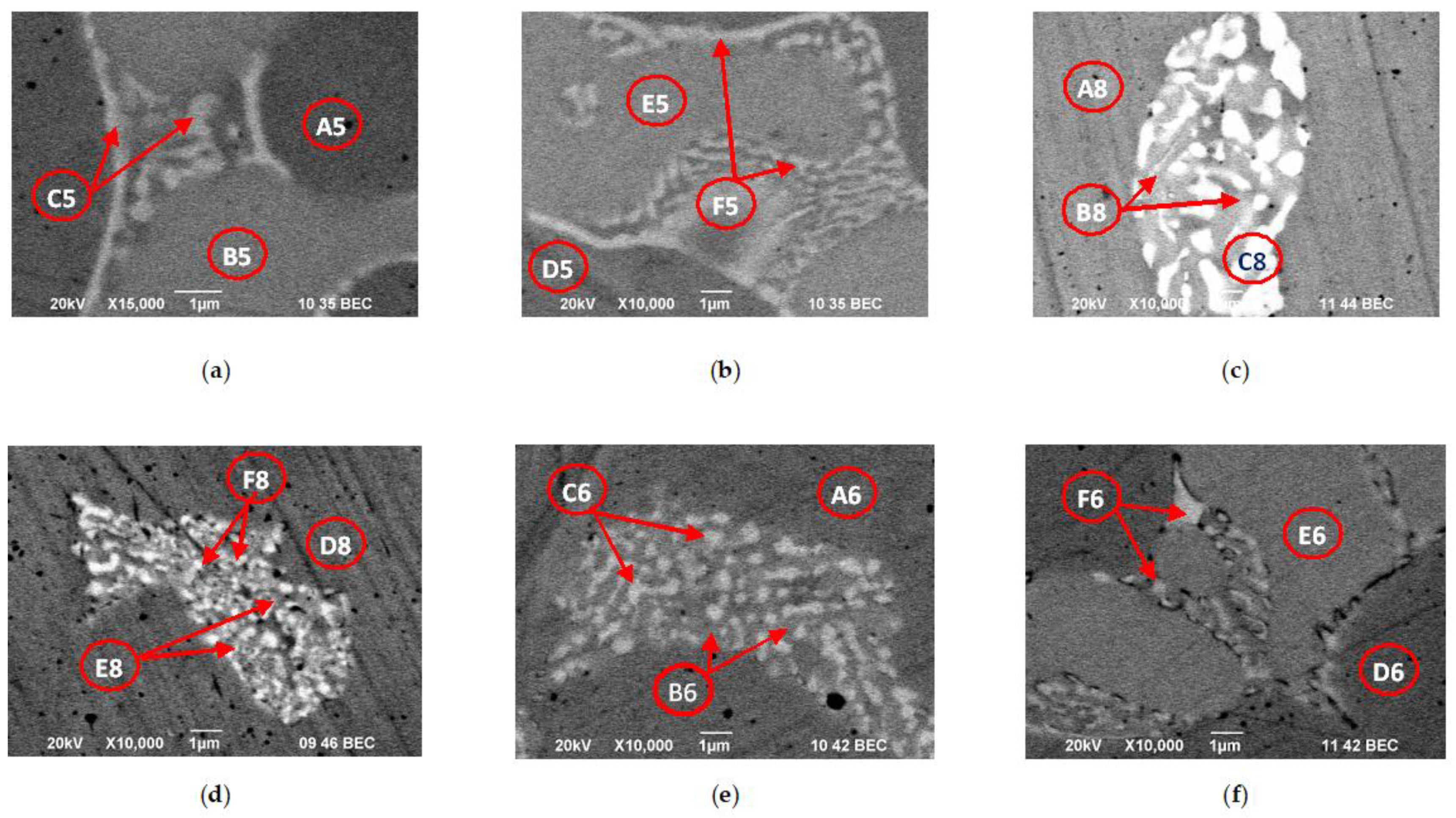
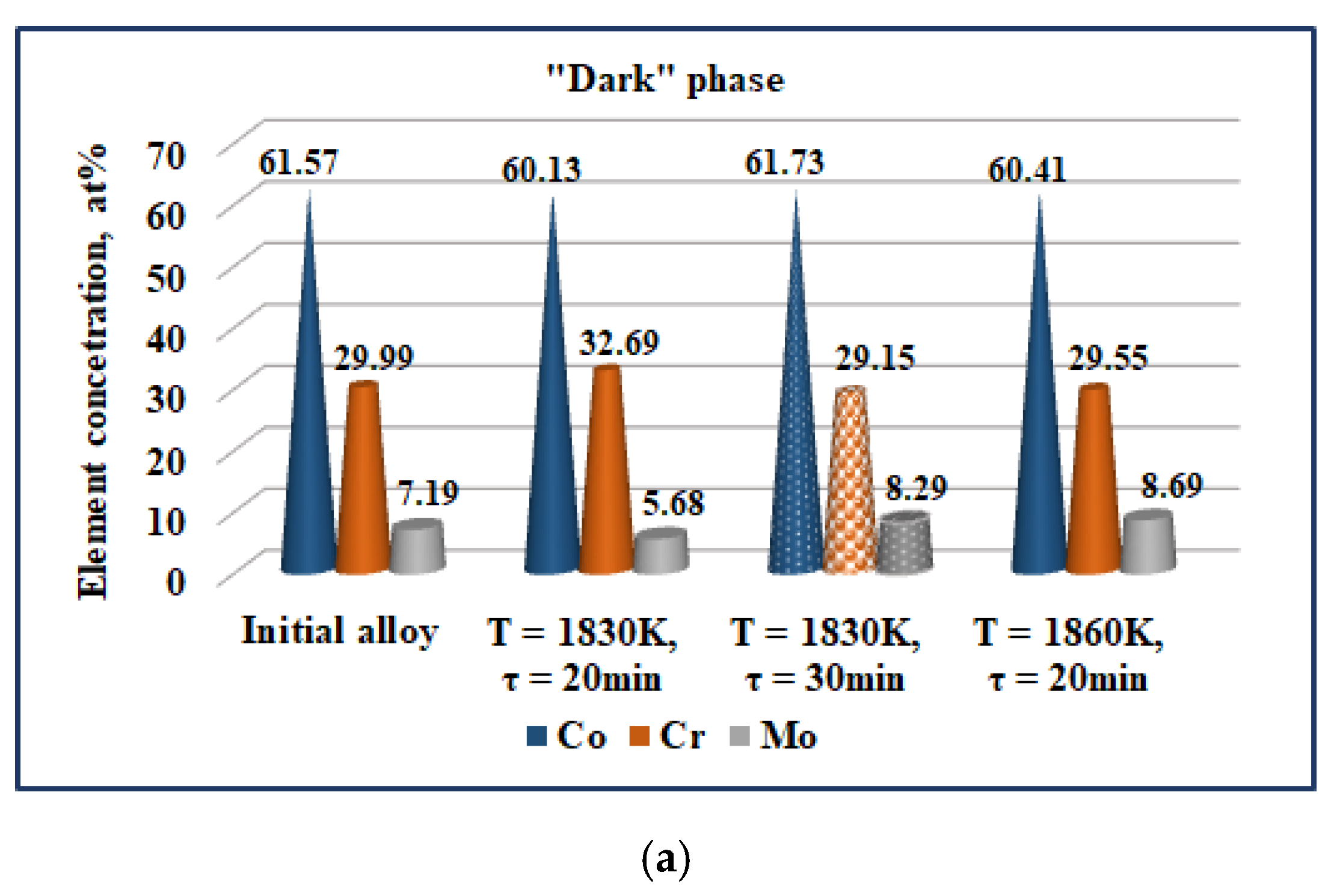
- The EDS analysis of the more characteristic phases observed on the SEM images of the samples shows a distinct micro-segregation in the matrix composition. At a temperature higher than 1830 K in the inter-dendrite “dark” zone, a Co1.8Cr(Mo,Si) phase is formed.
- It has been found that the “light” phases are intermetallic compounds of the type CoxCryMoz(Si,Nb), which are enriched in Mo and Nb as the temperature increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Narushima, T.; Ueda, K.; Alfirano, A. Advances in Metallic Biomaterials; Niinomi, M., Narushima, T., Nakai, M., Eds.; Springer Series in Biomaterials Science and Engineering 3; Springer: Berlin/Heidelberg, Germany, 2015; pp. 157–178. [Google Scholar] [CrossRef]
- Davis, J.R. (Ed.) ASM Specialty Handbook: Nickel, Cobalt, and Their Alloys; Materials Park; ASM International: Almere, The Netherlands, 2000; p. 356. [Google Scholar]
- Mendes, P.S.N.; Lins, J.F.C.; Mendes, P.S.N.; Prudente, W.R.; Siqueira, R.P.; Pereira, R.E.; Rocha, S.M.S.; Leoni, A.R. Microstructural characterization of Co-Cr-Mo-W alloy as casting for odontological application. Int. J. Eng. Res. Appl. 2017, 7 Pt 1, 34–37. [Google Scholar] [CrossRef]
- Ghiban, A.; Moldovan, P. Study of corrosion behavior under simulated physiological conditions of the dental CoCrMoTi alloys. UPB Sci. Bull. Ser. B 2012, 74, 203–214. [Google Scholar]
- Dobruchowska, E.; Paziewska, M.; Przybyl, K.; Reszka, K. Structure and corrosion resistance of Co-Cr-Mo alloy used in Birmingham Hip Resurfacing system. Acta Bioeng. Biomech. 2017, 19, 31–39. [Google Scholar] [PubMed]
- Matkovic, T.; Matkovic, P.; Malina, J. Effects of Ni and Mo on the microstructure and some other properties of Co-Cr dental alloys. J. Alloys Compd. 2004, 366, 293–297. [Google Scholar] [CrossRef]
- Yıldırım, M.; Keleş, A. Production of Co-Cr-Mo biomedical alloys via investment casting technique. Turk. J. Electromech. Energy 2018, 3, 12–16. [Google Scholar]
- Gulisija, Z.; Pataric, A.; Mihailovic, M. Co-Mo-Cr alloys for dentistry obtained by vacuum precise casting. Zastita Materijala 2015, 56, 175–178. [Google Scholar] [CrossRef]
- Lee, S.-H.; Takahashi, E.; Nomura, N.; Chiba, A. Effect of heat treatment on microstructure and mechanical properties of Ni- and C-free Co–Cr–Mo alloys for medical applications. Mater. Trans. 2005, 46, 1790–1793. [Google Scholar] [CrossRef] [Green Version]
- Wei, D.; Koizumi, Y.; Takashima, T.; Nagasako, M.; Chiba, A. Fatigue improvement of electron beam melting-fabricated biomedical Co–Cr–Mo alloy by accessible heat treatment. Mater. Res. Lett. 2018, 6, 93–99. [Google Scholar] [CrossRef] [Green Version]
- Wei, D.; Anniyaer, A.; Koizumi, Y.; Aoyagi, K.; Nagasako, M.; Kato, H.; Chiba, A. On microstructural homogenization and mechanical properties optimization of biomedical Co-Cr-Mo alloy additively manufactured by using electron beam melting. Addit. Manuf. 2019, 28, 215–227. [Google Scholar] [CrossRef]
- Porojan, S.; Birdeanu, M.; Savencu, C.; Porojan, L. Structural and morphological approach of Co-Cr dental alloys processed by alternative manufacturing technologies. J. Phys. Conf. Ser. 2017, 885, 012005. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.R.; Jang, S.-H.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.-H.; Kwon, T.-Y. Microstructures and mechanical properties of Co-Cr dental alloys fabricated by three CAD/CAM-based processing techniques. Materials 2016, 9, 596. [Google Scholar] [CrossRef] [PubMed]
- Kircher, R.S.; Christensen, A.M.; Wurth, K.W. Electron beam melted (EBM) Co-Cr-Mo Alloy for orthopaedic implant applications. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 2009; pp. 428–436. [Google Scholar]
- Guoqing, Z.; Junxin, L.; Xiaoyu, Z.; Jin, L.; Anmin, W. Effect of heat treatment on the properties of CoCrMo alloy manufactured by selective laser melting. J. Mater. Eng. Perform. 2018, 27, 2281–2287. [Google Scholar] [CrossRef]
- Sun, S.-H.; Koizumi, Y.; Kurosu, S.; Li, Y.-P.; Chiba, A. Phase and grain size inhomogeneity and their influences on creep behavior of Co–Cr–Mo alloy additive manufactured by electron beam melting. Acta Mater. 2015, 86, 305–318. [Google Scholar] [CrossRef]
- Tan, X.P.; Wang, P.; Kok, Y.; Toh, W.Q.; Sun, Z.; Nai, S.M.L.; Descoins, M.; Mangelinck, D.; Liu, E.; Tor, S.B. Carbide precipitation characteristics in additive manufacturing of Co-Cr-Mo alloy via selective electron beam melting. Scr. Mater. 2018, 143, 117–121. [Google Scholar] [CrossRef]
- Mladenov, G.; Koleva, E.; Vutova, K.; Vassileva, V. Practical Aspects and Application of Electron Beam Irradiation; Nemtanu, M., Brasoveanu, M., Eds.; Transworld Research Network: Trivandrum, India, 2011; pp. 43–93. [Google Scholar]
- Kalugin, A. Electron Beam Melting of Metals; Metallurgy Publishing House: Moscow, Russia, 1980. (In Russian) [Google Scholar]
- Ladokhin, S.; Levitcky, N.; Lapshuk, T.; Drozd, E.; Matvietc, E.; Voron, M. The electron-beam melting use for medical cast parts production. Met. Cast. Ukr. 2015, 263, 7–11. (In Russian) [Google Scholar]
- Vutova, K.; Vassileva, V.; Stefanova, V.; Naplatanova, M. Influence of process parameters on the metal quality at electron beam melting of molybdenum. In 11th International Symposium on High-Temperature Metallurgical Processing; Peng, Z., Hwang, J., Downey, J.P., Gregurek, D., Zhao, B., Yücel, O., Keskinkilic, E., Jiang, T., White, J.F., Mahmoud, M.M., Eds.; The Minerals, Metals & Materials Series; Springer: Cham, Germany, 2020; pp. 941–951. [Google Scholar]
- Vutova, K.; Stefanova, V.; Vassileva, V.; Kadiyski, M. Behaviour of impurities during electron beam melting of copper technogenic material. Materials 2022, 15, 936. [Google Scholar] [CrossRef]
- Vutova, K.; Vassileva, V.; Stefanova, V.; Amalnerkar, D.; Tanaka, T. Effect of electron beam method on processing of titanium technogenic material. Metals 2019, 9, 683. [Google Scholar] [CrossRef] [Green Version]
- Vutova, K.; Vassileva, V.; Koleva, E.; Georgieva, E.; Mladenov, G.; Mollov, D.; Kardjiev, M. Investigation of electron beam melting and refining of titanium and tantalum scrap. J. Mater. Process. Technol. 2010, 210, 1089–1094. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallorgraphy of Superalloys. Ind. Heat. 2003, 70, 40–43. [Google Scholar]
- HSC Chemistry, v. HSC Chemistry v. 7.1; Metso Outotec Research Center: Pori/Helsinki, Finland, 2013. [Google Scholar]
- Bobrov, U.P.; Virich, V.D.; Dimitrenko, A.E.; Koblik, D.V.; Kovtun, G.P.; Manjos, V.V.; Pilipenko, N.N.; Tancura, I.G.; Shterban, A.P. Refining of ruthenium by electron beam melting. Quest. At. Sci. Technol. Vac. Pure Mater. Supercond. 2011, 6, 11–17. (In Russian) [Google Scholar]
- Kubaschewski, O.; Alcock, C.B. Metallurgical Thermochemistry, 5th ed.; Pergamon Press Ltd.: Oxford, UK, 1979. [Google Scholar]
- Yao, K.; Min, M.; Shi, S.; Tan, Y. Volatilazation behaviour of β-type Ti-Mo alloy manufactured by electron beam melting. Metals 2018, 8, 206. [Google Scholar] [CrossRef] [Green Version]
- Manasijevic, D.; Zivkovic, D.; Zivkovic, Z. Calculation of activities in Ga-Cd and Cu-Pb binary systems. J. Min. Metall. 2002, 38, 273–284. [Google Scholar] [CrossRef]
- Allibert, C.; Bernard, C.; Valignat, N.; Dombre, M. Co-Cr binary system: Experimental Redetermination of the Phase Diagram and Comparison with the Diagram Calculated from the Thermodynamic Data. J. Less Common Met. 1978, 59, 211–228. [Google Scholar] [CrossRef]
- Gupta, K.P. Phase Diagrams of Ternary Nickel Alloys Part I; The Indian Institute of Metals: Kolkata, India, 1990; p. 349. [Google Scholar]
- Gupta, K.P. The Co-Cr-Mo (cobalt-chromium-molybdenum) system. J. Phase Equilibria Diffus. 2005, 26, 87–92. [Google Scholar] [CrossRef]
- Beltran, A.M. Superalloys II; Sims, C.T., Stoloff, N.S., Hagel, W.C., Eds.; Wiley: New York, NY, USA, 1987; pp. 135–163. [Google Scholar]
- Podrez-Radziszewska, M.; Haimann, K.; Dudzinski, W.; Morawska-Soltysik, M. Characteristic of intermetallic phases in cast dental CoCrMo alloy. Arch. Foundry Eng. 2010, 10, 51–56. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Co | Cr | Mo | Ni | Fe | C | Mn | Nb | W | Si | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Initial material | 61.0 | 31.22 | 4.78 | 0.0 | 0.65 | 0.0 | 0.43 | 0.32 | 0.38 | 1.09 | 0.13 |
| ASTM F75-12 | balance | 27–30 | 5–7 | <0.5 | <0.75 | <0.35 | <1.0 | - | <0.2 | <1.0 | <0.49 1 |
| Element | xj | T0, K | Hf, kJ/mol | Tliq, K | T, K | |
|---|---|---|---|---|---|---|
| Co | 0.614 | 1768 | 16,190 | 1675 | 1860 | 0.804 |
| Cr | 0.356 | 2180 | 16,900 | 1688 | 1860 | 0.446 |
| Mo | 0.030 | 2896 | 32,000 | 1765 | 1860 | 0.082 |
| No | Equation | R2 | ||
|---|---|---|---|---|
| 1 | 0.9951 | 3.72 × 101 | - | |
| 2 | 0.9941 | 5.15 × 10−2 | - | |
| 3 | 0.9935 | 2.74 × 10−1 | - | |
| 4 | 0.9958 | 3.10 × 10−10 | - | |
| 5 | 0.9959 | 4.433 × 10−14 | - | |
| 0.9943 | 2.61 × 10−2 | 2.1 × 10−2 | ||
| 0.9954 | 1.77 × 10−2 | 7.89 × 10−3 | ||
| 0.9958 | 7.28 × 10−9 | 5.97 × 10−10 | ||
| 6 | = 2.89 × 10−2 | |||
| Sample | Parameter | Concentration of Basic Elements | Concentration of Other Elements | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| T, K | τ, min | Co | Cr | Mo | Fe | Mn | Nb | W | Si | Others | |
| Co-0 | Initial alloy | 61 | 31.22 | 4.78 | 0.65 | 0.43 | 0.32 | 0.38 | 1.09 | 0.13 | |
| Co-07 | 1790 | 20 | 62.11 | 31.01 | 4.96 | 0.37 | 0.0 | 0.31 | 0.37 | 0.73 | 0.14 |
| Co-04 | 1830 | 10 | 62.60 | 30.51 | 4.91 | 0.35 | 0.0 | 0.31 | 0.36 | 0.83 | 0.13 |
| Co-05 | 1830 | 20 | 62.92 | 30.41 | 4.90 | 0.31 | 0.0 | 0.31 | 0.36 | 0.67 | 0.12 |
| Co-08 | 1830 | 30 | 63.54 | 29.79 | 4.99 | 0.27 | 0.0 | 0.31 | 0.36 | 0.62 | 0.12 |
| Co-02 | 1845 | 20 | 63.99 | 29.35 | 5.05 | 0.29 | 0.0 | 0.31 | 0.36 | 0.56 | 0.09 |
| Co-03 | 1860 | 10 | 64.14 | 29.81 | 4.80 | 0.18 | 0.0 | 0.31 | 0.35 | 0.37 | 0.04 |
| Co-06 | 1860 | 20 | 64.94 | 28.79 | 5.06 | 0.12 | 0.0 | 0.31 | 0.35 | 0.38 | 0.05 |
| Sample | Area | Chemical Composition, at% | Phase | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Mo | Fe | Si | Nb | W | |||
| Co-0 | A0 (dark) | 61.57 | 29.99 | 7.19 | 0.42 | 0.83 | 0 | 0 | Co1.8Cr(Mo, Fe, Si) |
| B0 (grey) | 60.72 | 29.75 | 7.46 | 0.47 | 0.75 | 0.85 | 0 | Co1.8Cr(Mo, Fe, Si, Nb) | |
| C0 (light) | 46.11 | 26.63 | 17.16 | 0 | 1.98 | 8.12 | 0 | Co0.8Cr0.5Mo0.2(Si, Nb) | |
| Sample | Area | Chemical Composition, at% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Mo | Fe | Si | Nb | W | |||
| Co-05 T = 1830 K τ = 20 min | Rim | A5 (dark) | 59.73 | 33.55 | 4.87 | 0.23 | 1.62 | 0 | 0 |
| B5 (grey) | 48.30 | 36.83 | 11.06 | 0 | 2.06 | 1.75 | 0 | ||
| C5 (light) | 53.45 | 28.67 | 9.78 | 0.11 | 3.25 | 4.74 | 0 | ||
| Core | D5 (dark) | 60.13 | 32.69 | 5.68 | 0 | 1.50 | 0 | 0 | |
| E5 (grey) | 49.31 | 35.75 | 10.96 | 0 | 1.84 | 2.14 | 0 | ||
| F5 (light) | 54.55 | 27.62 | 9.58 | 0 | 3.35 | 4.90 | 0 | ||
| Co-08 T = 1830 K τ = 30 min | Rim | A8 (dark) | 61.24 | 32.41 | 4.66 | 0.17 | 1.52 | 0 | 0 |
| B8 (grey) | 50.30 | 31.81 | 11.03 | 0.52 | 2.85 | 3.49 | 0 | ||
| C8 (light) | 50.65 | 32.07 | 11.23 | 0 | 2.60 | 3.45 | 0 | ||
| Core | D8 (dark) | 61.73 | 29.15 | 8.29 | 0 | 0.74 | 0.09 | 0 | |
| E8 (grey) | 58.48 | 27.71 | 10.53 | 0 | 0.82 | 2.46 | 0 | ||
| F8 (light) | 49.25 | 31.38 | 16.28 | 0 | 0.81 | 2.28 | 0 | ||
| Co-06 T = 1860 K τ = 20 min | Rim | A6 (dark) | 61.19 | 29.56 | 8.28 | 0.38 | 0.59 | 0 | 0 |
| B6 (grey) | 59.35 | 29.02 | 8.89 | 0.45 | 0.72 | 1.57 | 0 | ||
| C6 (light) | 54.23 | 23.85 | 13.68 | 0 | 1.59 | 6.65 | 0 | ||
| Core | D6 (dark) | 60.41 | 29.55 | 8.69 | 0.46 | 0.79 | 0.10 | 0 | |
| E6 (grey) | 58.39 | 29.11 | 9.68 | 0.58 | 0.87 | 1.37 | 0 | ||
| F6 (light) | 50.79 | 27.25 | 15.38 | 0.41 | 1.15 | 5.02 | 0 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vutova, K.; Stefanova, V.; Vassileva, V.; Atanasova-Vladimirova, S. Recycling of Technogenic CoCrMo Alloy by Electron Beam Melting. Materials 2022, 15, 4168. https://doi.org/10.3390/ma15124168
Vutova K, Stefanova V, Vassileva V, Atanasova-Vladimirova S. Recycling of Technogenic CoCrMo Alloy by Electron Beam Melting. Materials. 2022; 15(12):4168. https://doi.org/10.3390/ma15124168
Chicago/Turabian StyleVutova, Katia, Vladislava Stefanova, Vania Vassileva, and Stela Atanasova-Vladimirova. 2022. "Recycling of Technogenic CoCrMo Alloy by Electron Beam Melting" Materials 15, no. 12: 4168. https://doi.org/10.3390/ma15124168