
A Sustainable Cold-Recycled Solution for the Surface Finishing of Unpaved Rural Roads


Abstract
:1. Introduction
2. Materials and Test Methods
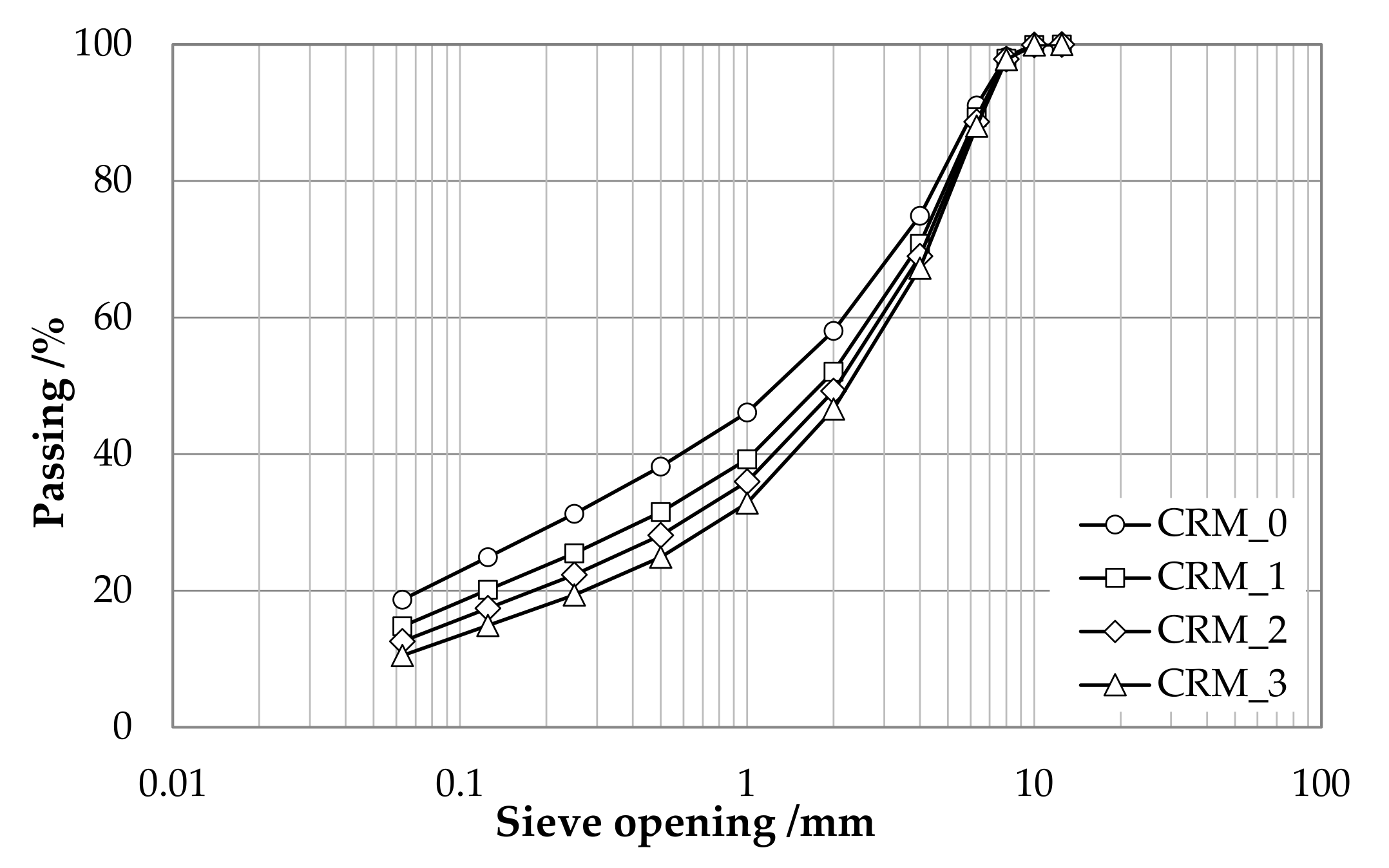
2.1. Constituent Materials
2.2. CRMs
2.3. Test Methods
3. Results
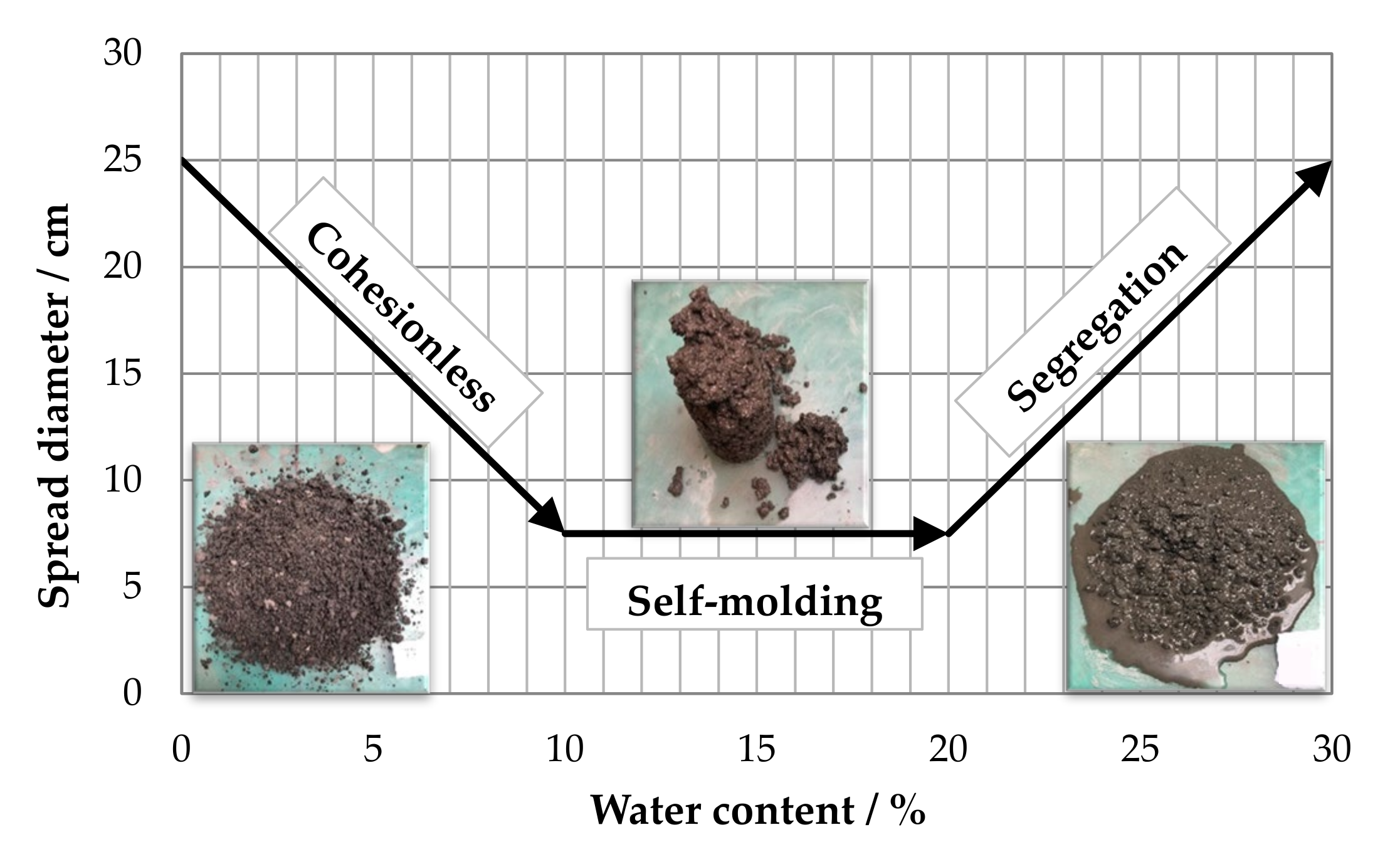
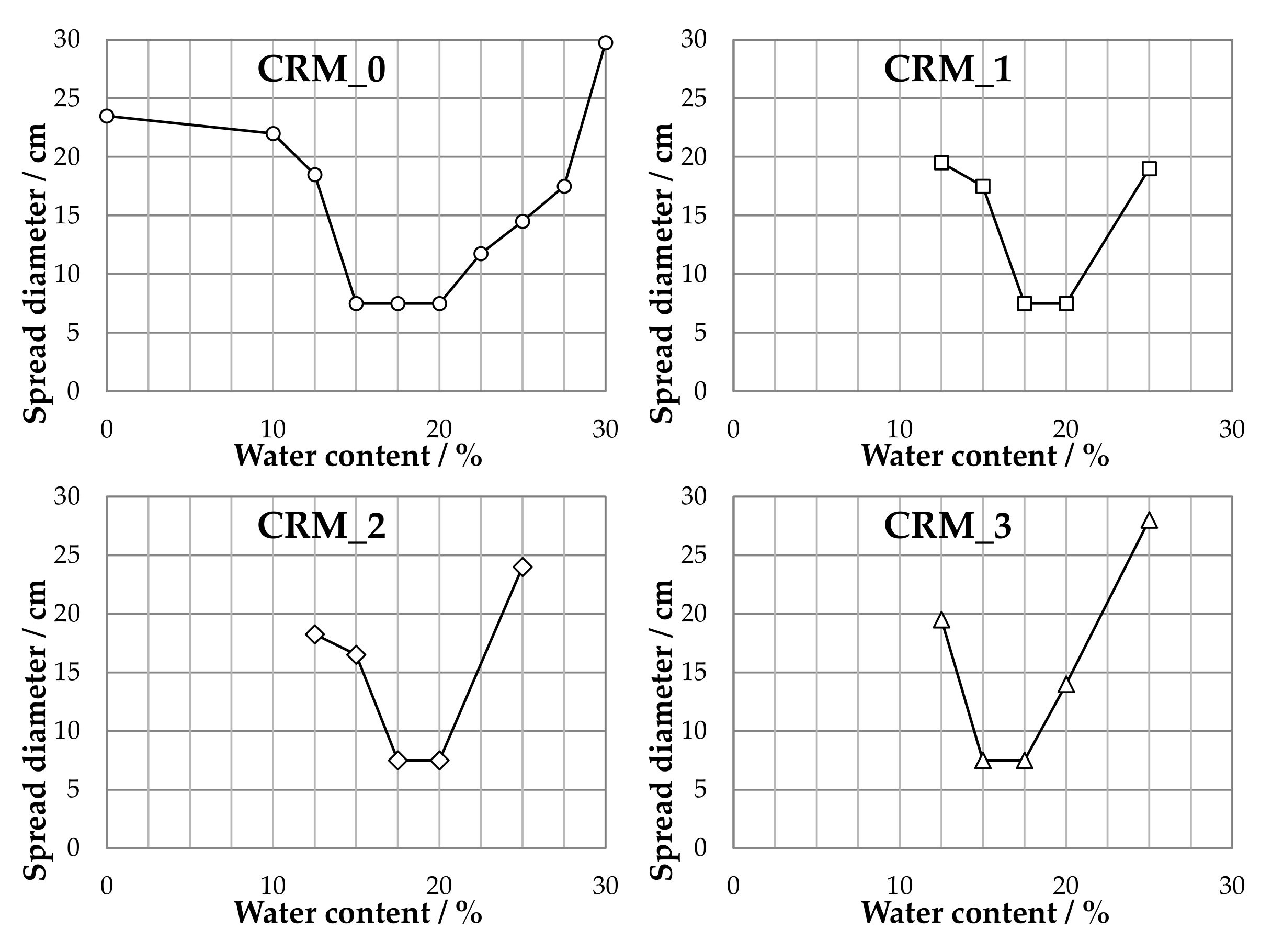
3.1. Definition of the Fluid Phase
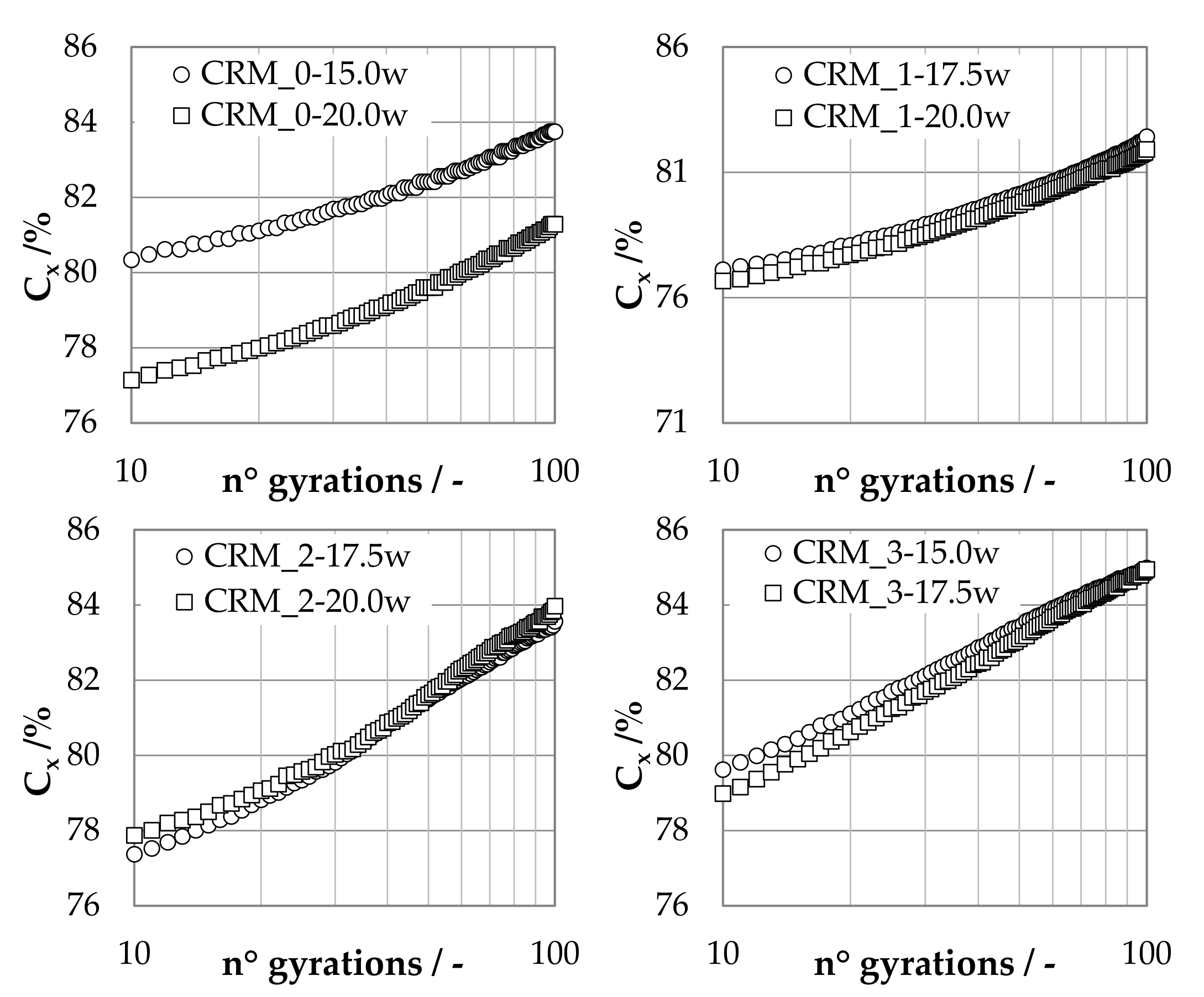
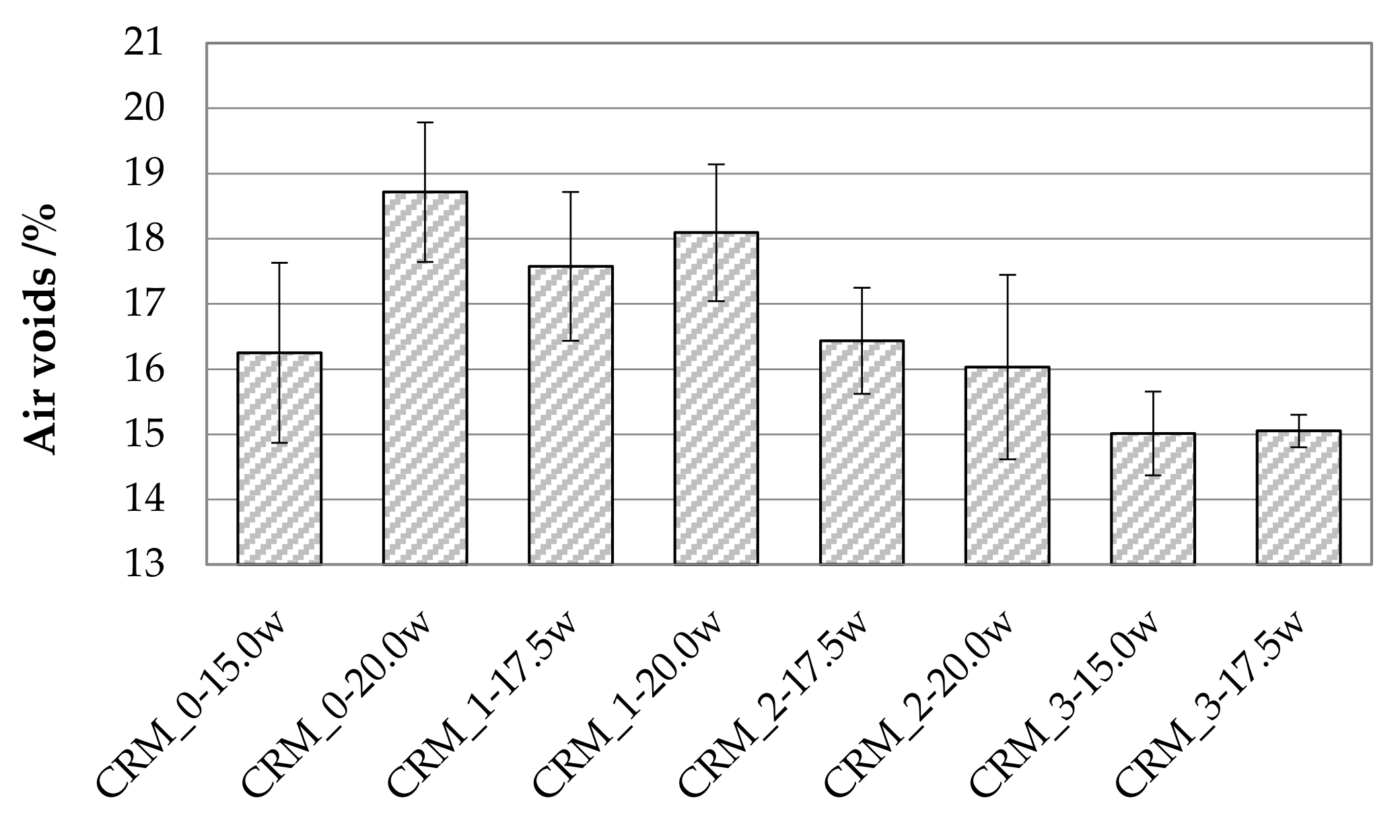
3.2. Densification Curves and Volumetric Properties
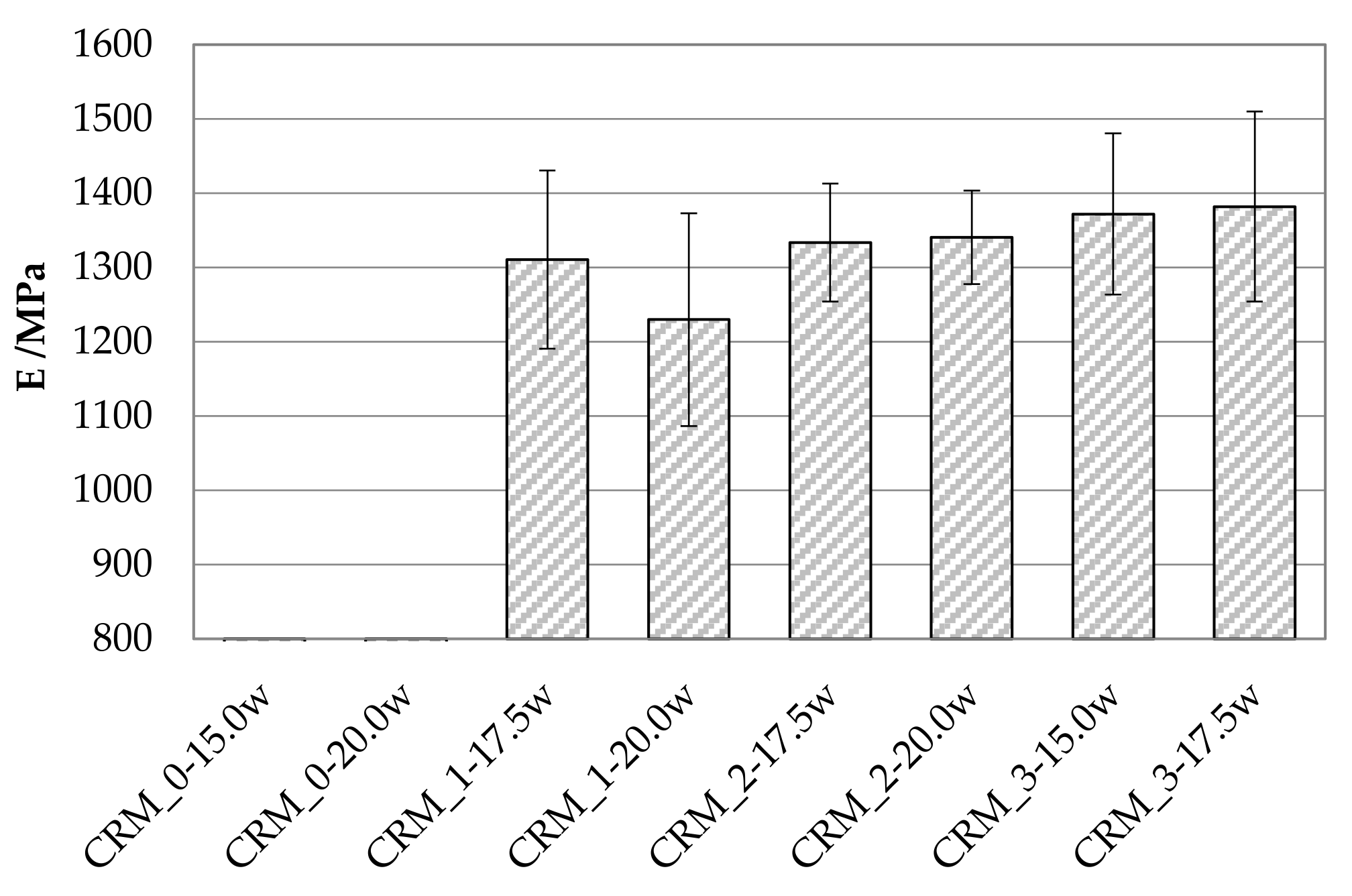
3.3. Stiffness
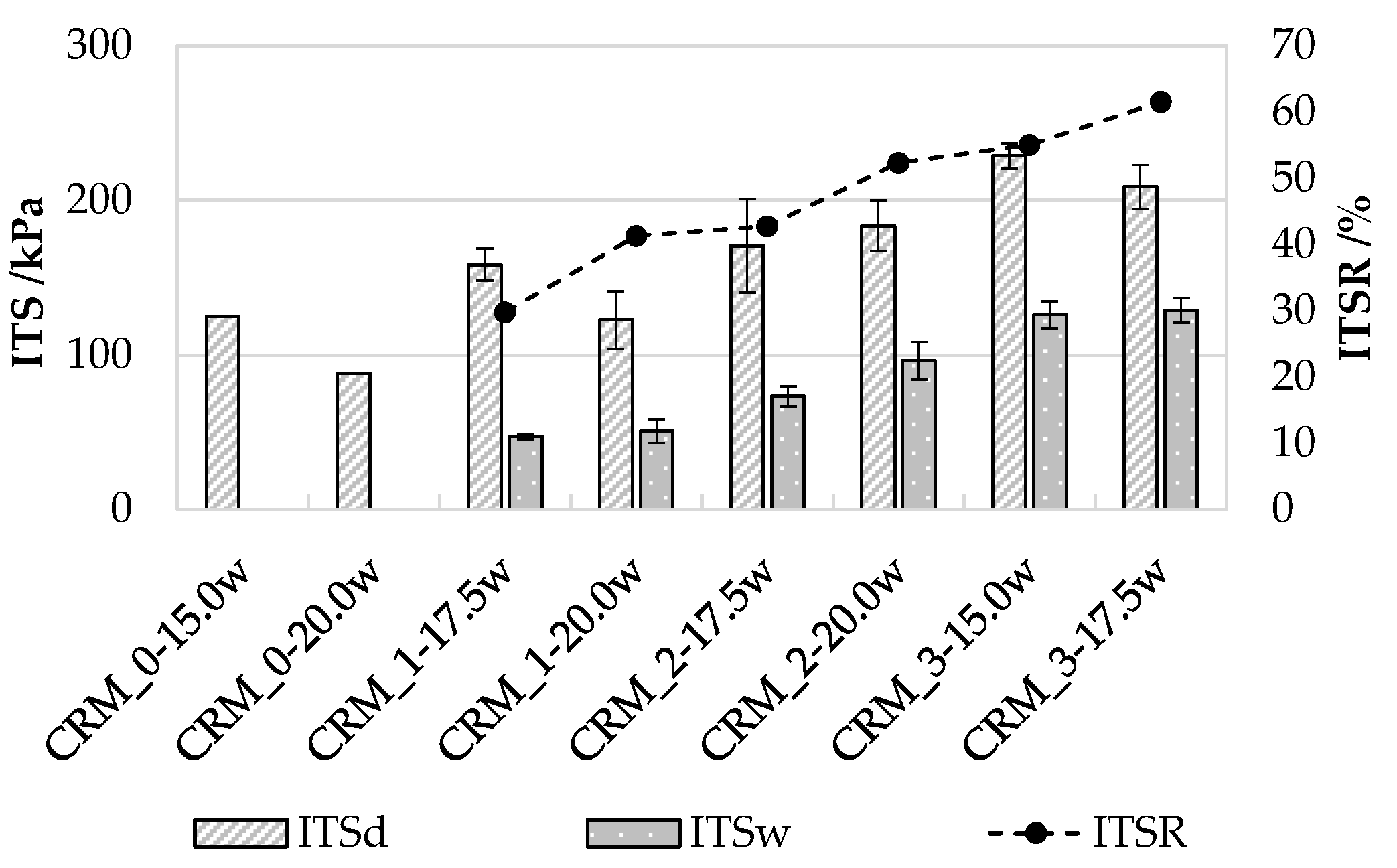
3.4. Indirect Tensile Strength (ITS) and Indirect Tensile Strength Ratio (ITSR)
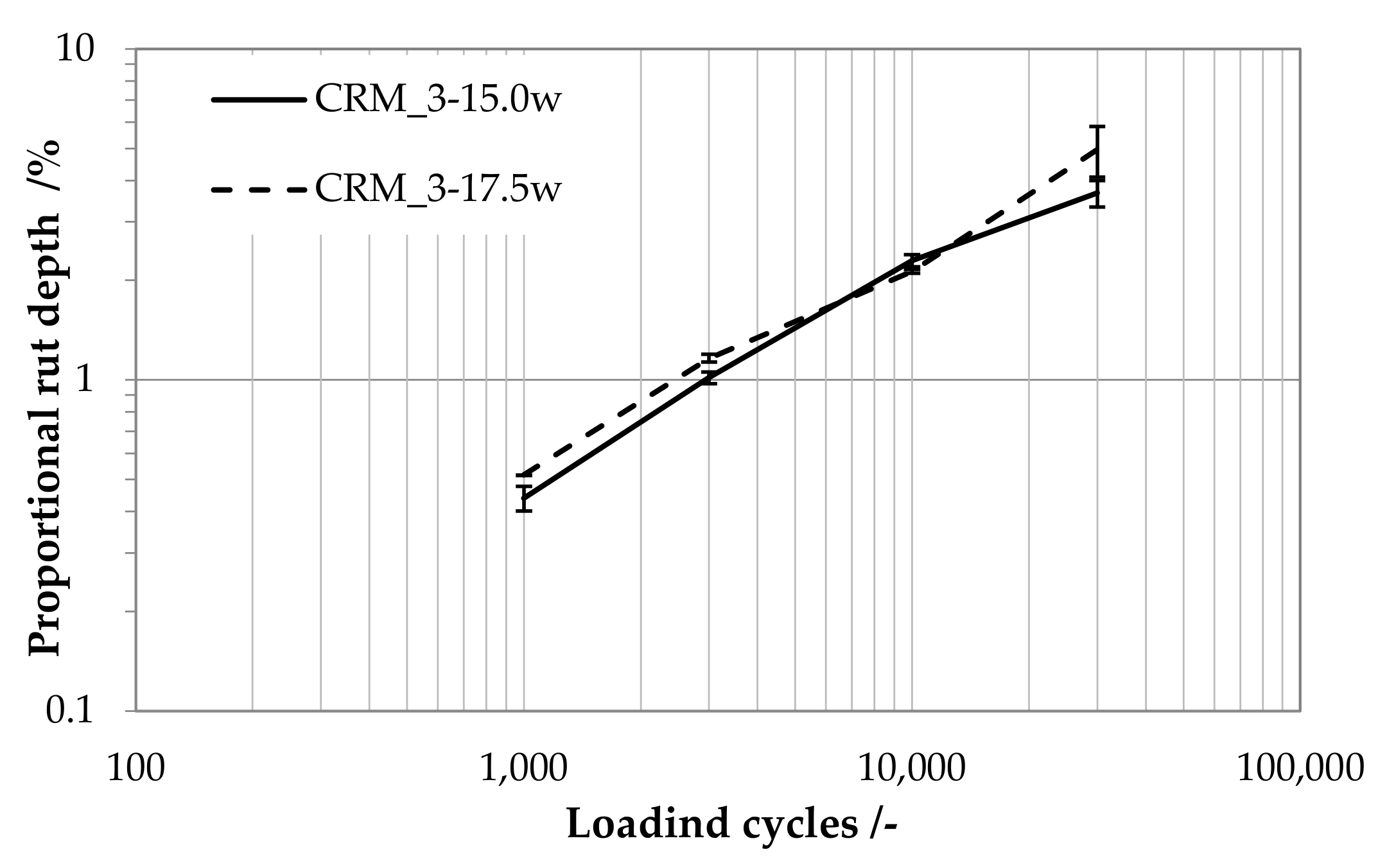
3.5. Rutting Resistance
4. Conclusions
- From flowability tests, three different behaviors were observed as a function of the percentage of fluid phase, indicated as “cohesionless”, “self-molding” and “segregation”.
- The “self-molding” region was considered to represent the target condition to achieve in order to obtain CRMs characterized by satisfactory workability and compactability.
- High values of the percentage of fluid phase and of the MS dosage resulted in high volumes of voids, indicating that these composition parameters need to be carefully controlled in order to achieve a satisfactory compaction level.
- It was found that the mechanical properties of CRMs were mainly influenced by the RA content: its increase, together with reductions in the MS and SS dosages, led to the formation of tough internal structures with enhanced stiffness and strength.
- The CRM identified as optimal during the investigation showed a satisfactory performance in terms of resistance to permanent deformation.
- As a result of their limited degree of compaction, all CRMs exhibited significant moisture sensitivity.
Author Contributions
Funding
Conflicts of Interest
References
- Riviera, P.P.; Bellopede, R.; Marini, P.; Bassani, M. Performance-based re-use of tunnel muck as granular material for subgrade and sub-base formation in road construction. Tunn. Undergr. Space Technol. 2014, 40, 160–173. [Google Scholar] [CrossRef] [Green Version]
- Balaguera, A.; Carvajal, G.I.; Albertí, J.; Fullana-I-Palmer, P. Life cycle assessment of road construction alternative materials: A literature review. Resour. Conserv. Recycl. 2018, 132, 37–48. [Google Scholar] [CrossRef]
- Plati, C. Sustainability factors in pavement materials, design, and preservation strategies: A literature review. Constr. Build. Mater. 2019, 211, 539–555. [Google Scholar] [CrossRef]
- Salehi, S.; Arashpour, M.; Kodikara, J.; Guppy, R. Sustainable pavement construction: A systematic literature review of environmental and economic analysis of recycled materials. J. Clean. Prod. 2021, 313, 127936. [Google Scholar] [CrossRef]
- Al-Qadi, I.L.; Elseifi, M.; Carpenter, S.H. Reclaimed Asphalt Pavement—A Literature Review. Research Report FHWA-ICT-07–001; Illinois Center for Transportation: Urbana, IL, USA, 2007. [Google Scholar]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B. Review of very high-content reclaimed asphalt use in plant-produced pavements: State of the art. Int. J. Pavement Eng. 2015, 16, 39–55. [Google Scholar] [CrossRef]
- Ferrotti, G.; Grilli, A.; Mignini, C.; Graziani, A. Comparing the field and laboratory curing behaviour of cold recycled asphalt mixtures for binder courses. Materials 2020, 13, 4697. [Google Scholar] [CrossRef]
- Urbano, L.; Dalmazzo, D.; Riviera, P.P.; Santagata, E. Performance assessment of rubberized mixtures containing reclaimed asphalt and a viscosity reduction additive. Lect. Notes Civ. Eng. 2020, 76, 457–467. [Google Scholar] [CrossRef]
- Raschia, S.; Moghaddam, T.B.; Perraton, D.; Baaj, H.; Carter, A.; Graziani, A. Effect of rap source on compactability and behavior of cold-recycled mixtures in the small strain domain. J. Mater. Civ. Eng. 2021, 33, 04021030. [Google Scholar] [CrossRef]
- Xu, W.; Li, W.; Ji, Y. Mechanical behavior investigation of reclaimed asphalt aggregate concrete in a cold region. Materials 2021, 14, 4101. [Google Scholar] [CrossRef]
- Dalmazzo, D.; Urbano, L.; Riviera, P.P.; Santagata, E. Testing of reclaimed asphalt model systems for the evaluation of the effectiveness of rejuvenators. RILEM Bookseries 2022, 27, 1751–1757. [Google Scholar] [CrossRef]
- Moins, B.; Hernando, D.; Buylea, M.; France, C.; Van den bergh, W.; Audenaert, A. On the road again! An economic and environmental break-even and hotspot analysis of reclaimed asphalt pavement and rejuvenators. Resour. Conserv. Recycl. 2021, 177, 106014. [Google Scholar] [CrossRef]
- European Asphalt Pavement Association (EAPA). Asphalt in Figures 2019; European Asphalt Pavement Association: Brussels, Belgium, 2020. [Google Scholar]
- Xiao, F.; Yao, S.; Wang, J.; Li, X.; Amirkhanian, S. A literature review on cold recycling technology of asphalt pavement. Constr. Build. Mater. 2018, 180, 579–604. [Google Scholar] [CrossRef]
- Santagata, E.; Chiappinelli, G.; Riviera, P.P. Experimental investigation for the analysis of cold-recycled bituminous mixtures. In Proceedings of the 5th International Conference on Maintenance and Rehabilitation of Pavements and Technological Control (MAIREPAV 2007), Park City, UT, USA, 8–10 August 2007; pp. 463–468. [Google Scholar]
- Santagata, E.; Chiappinelli, G.; Riviera, P.P.; Baglieri, O. Triaxial testing for the short term evaluation of cold-recycled bituminous mixtures. Road Mater. Pavement Des. 2010, 11, 123–147. [Google Scholar] [CrossRef]
- Pérez, I.; Medina, L.; del Val, M.A. Mechanical properties and behaviour of in situ materials which are stabilised with bitumen emulsion. Road Mater. Pavement Des. 2013, 14, 221–238. [Google Scholar] [CrossRef] [Green Version]
- Konieczna, K.; Pokorski, P.; Sorociak, W.; Radziszewski, P.; Żymełka, D.; Król, J.B. Study of the stiffness of the bitumen emulsion based cold recycling mixes for road base courses. Materials 2020, 13, 5473. [Google Scholar] [CrossRef]
- Pérez, I.; Medina, L.; Gómez-Meijide, B.; Costa, P.A.; Cardoso, A.S. Numerical simulation of bitumen emulsion-stabilised base course mixtures with C&D waste aggregates considering nonlinear elastic behaviour. Constr. Build. Mater. 2020, 249, 118696. [Google Scholar] [CrossRef]
- Bocci, M.; Manganaro, A.; Stramazzo, V.; Grilli, A. Runway pavement reconstruction with full material recycling: The case of the Airport of Treviso. Adv. Mater. Res. 2013, 723, 1044–1051. [Google Scholar] [CrossRef]
- Gao, L.; Ni, F.; Charmot, S.; Li, Q. High-temperature performance of multilayer pavement with cold in-place recycling mixtures. Road Mater. Pavement Des. 2014, 15, 804–819. [Google Scholar] [CrossRef]
- Cox, B.C.; Howard, I.L.; Battey, R. In-place recycling moisture-density relationships for high-traffic applications. Geotech. Spec. Publ. 2015, 256, 349–358. [Google Scholar] [CrossRef]
- Gómez-Meijide, B.; Pérez, I. Nonlinear elastic behavior of bitumen emulsion-stabilized materials with C&D waste aggregates. Constr. Build. Mater. 2015, 98, 853–863. [Google Scholar] [CrossRef] [Green Version]
- Nassar, A.I.; Mohammed, M.K.; Thom, N.; Parry, T. Mechanical, durability and microstructure properties of Cold Asphalt Emulsion Mixtures with different types of filler. Constr. Build. Mater. 2016, 114, 352–363. [Google Scholar] [CrossRef]
- Godenzoni, C.; Graziani, A.; Perraton, D. Complex modulus characterisation of cold-recycled mixtures with foamed bitumen and different contents of reclaimed asphalt. Road Mater. Pavement Des. 2017, 18, 130–150. [Google Scholar] [CrossRef]
- Ayar, P. Effects of additives on the mechanical performance in recycled mixtures with bitumen emulsion: An overview. Constr. Build. Mater. 2018, 178, 551–561. [Google Scholar] [CrossRef]
- Graziani, A.; Mignini, C.; Bocci, E.; Bocci, M. Complex modulus testing and rheological modeling of cold-recycled mixtures. J. Test. Eval. 2019, 48, 120–133. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, Y.; Qian, B. Performance and microstructure of cold recycled mixes using asphalt emulsion with different contents of cement. Materials 2019, 12, 2548. [Google Scholar] [CrossRef] [Green Version]
- Bocci, E.; Graziani, A.; Bocci, M. Cold in-place recycling for a base layer of an Italian high-traffic highway. Lect. Notes Civ. Eng. 2020, 48, 313–322. [Google Scholar] [CrossRef]
- Lin, J.; Huo, L.; Xiao, Y.; Xu, F.; Pan, P. Long-term performance characteristics and interface microstructure of field cold recycled asphalt mixtures. Constr. Build. Mater. 2020, 259, 120406. [Google Scholar] [CrossRef]
- Dong, S.; Wang, D.; Hao, P.; Zhang, Q.; Bi, J.; Chen, W. Quantitative assessment and mechanism analysis of modification approaches for cold recycled mixtures with asphalt emulsion. J. Clean. Prod. 2021, 323, 129163. [Google Scholar] [CrossRef]
- Du, S. Effect of different fibres on the performance properties of cold recycled mixture with asphalt emulsion. Int. J. Pavement Eng. 2021, 1–10. [Google Scholar] [CrossRef]
- Xie, Y.; Liu, G.; Pan, Y.; Chen, Z.; Zhao, Y. Long-term effects of RAP on the mechanical properties of cold recycled mixtures. Int. J. Pavement Eng. 2021, 1–12. [Google Scholar] [CrossRef]
- Choorackal, E.; Riviera, P.P.; Dalmazzo, D.; Santagata, E.; Zichella, L.; Marini, P. Performance-related characterization of fluidized thermal backfills containing recycled components. Waste Biomass Valorization 2020, 11, 5393–5404. [Google Scholar] [CrossRef]
- Hudson, W.; Little, D.; Razmi, A.; Anderson, A.; Weissmann, A. An Investigation of the Status of by-Product Fines in the USA, International Center for Aggregates Research; Research Report ICAR-101-1; International Center for Aggregates Research: Austin, TX, USA, 1997. [Google Scholar]
- Soosan, T.G.; Sridharan, A.; Jose, B.T.; Abraham, B.M. Utilization of quarry dust to improve the geotechnical properties of soils in highway construction. Geotech. Test. J. 2005, 28, 391–400. [Google Scholar]
- Puppala, A.J.; Saride, S.; Williammee, R. Sustainable reuse of limestone quarry fines and RAP in pavement base/subbase layers. J. Mater. Civ. Eng. 2012, 24, 418–429. [Google Scholar] [CrossRef]
- Hou, W.; Qamhia, I.; Mwumvaneza, V.; Tutumluer, E.; Ozer, H. Engineering characteristics and stabilization performance of aggregate quarry by-products from different sources and crushing stages. Front. Built Environ. 2019, 5, 130. [Google Scholar] [CrossRef]
- Phonsa, R.; Singh, H. Stabilization of clayey soil by using stone dust and plastic bottle strips in subgrades. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 1627–1629. [Google Scholar]
- Srikanth Reddy, S.; Prasad, A.C.S.V. Quarry dust as an auxiliary additive to lime stabilized expansive soil in subbase. Int. J. Recent Technol. Eng. 2019, 7, 1015–1018. [Google Scholar]
- Edeh, J.E.; Ugama, T.; Okpe, S.A. The use of cement treated reclaimed asphalt pavement-quarry waste blends as highway material. Int. J. Pavement Eng. 2020, 21, 1191–1198. [Google Scholar] [CrossRef]
- Jain, A.K.; Jha, A.K. Shivanshi Improvement in subgrade soils with marble dust for highway construction: A comparative study. Indian Geotech. J. 2020, 50, 307–317. [Google Scholar] [CrossRef]
- Gidigasu, S.S.R.; Lawer, K.A.; Gawu, S.K.Y.; Emmanuel, E. Waste crushed rock stabilised lateritic soil and spent carbide blends as a road base material. Geomech. Geoengin. 2021, 1–13. [Google Scholar] [CrossRef]
- Choorackal, E.; Riviera, P.P.; Dalmazzo, D.; Santagata, E.; Zichella, L.; Marini, P. Reuse of recycled asphalt pavement and mineral sludges in fluidized thermal backfills. In Proceedings of the 6th International Conference on Sustainable Solid Waste Management, Naxos Island, Greece, 13–16 June 2018. [Google Scholar]
- Choorackal, E.; Riviera, P.P.; Santagata, E. Mix design and mechanical characterization of self-compacting cement-bound mixtures for paving applications. Constr. Build. Mater. 2019, 229, 116894. [Google Scholar] [CrossRef]
- Riviera, P.P.; Choorackal, E.; Santagata, E. Performance evaluation of innovative and sustainable pavement solutions for road tunnels. Lect. Notes Civ. Eng. 2020, 48, 407–416. [Google Scholar] [CrossRef]
- Santagata, E.; Choorackal, E.; Riviera, P.P. Self-compacting cement-bound pavement foundations for road tunnels: Performance assessment in field trials. Int. J. Pavement Eng. 2020, 23, 1814–1831. [Google Scholar] [CrossRef]
- Gomes, G.J.C.; Magalhães, A.J.; Rocha, F.L.L.; Fonseca, A. A sustainability-oriented framework for the application of industrial byproducts to the base layers of low-volume roads. J. Clean. Prod. 2021, 295, 126440. [Google Scholar] [CrossRef]
- Beckemeyer, C.A.; McPeak, T.J. Rural Road Design, Maintenance, and Rehabilitation Guide; Research Report SD95-16-G2; South Dakota Department of Transportation: Pierre, SD, USA, 1995.
- Kocher, S.D.; Gerstein, J.M.; Harris, R.R. Rural Roads: A Construction and Maintenance Guide for California Landowners; ANR Publication 8262; University of California, Division of Agriculture and Natural Resources: Oakland, CA, USA, 2007. [Google Scholar]
- Pantini, S.; Borghi, G.; Rigamonti, L. Towards resource-efficient management of asphalt waste in Lombardy region (Italy): Identification of effective strategies based on the LCA methodology. Waste Manag. 2018, 80, 423–434. [Google Scholar] [CrossRef] [PubMed]
- EN 933-1; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method. EN European Committee for Standardization: Brussels, Belgium, 2012.
- EN 1097-6; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. CEN European Committee for Standardization: Brussels, Belgium, 2022.
- EN 12697-39; Bituminous Mixtures. Test Methods. Binder Content by Ignition. CEN European Committee for Standardization: Brussels, Belgium, 2020.
- EN 13808; Bitumen and Bituminous Binders. Framework for Specifying Cationic Bituminous Emulsions. CEN European Committee for Standardization: Brussels, Belgium, 2013.
- Zichella, L.; Choorackal, E.; Airoldi, M.; Riviera, P.P.; Bellopede, R.; Santagata, E. Performance-related assessment of the potential use of sawing sludge in cementitious fluidized thermal backfills. Appl. Sci. 2020, 10, 8243. [Google Scholar] [CrossRef]
- Funk, J.E.; Dinger, D.R. Predictive Process Control of Crowded Particulate Suspensions; Springer: New York, NY, USA, 1994. [Google Scholar]
- Tebaldi, G.; Dave, E.; Marsac, P.; Muraya, P.; Hugener, M.; Pasetto, M.; Graziani, A.; Grilli, A.; Marradi, A.; Wendling, L.; et al. Classification of recycled asphalt (RA) material. In Proceedings of the 2nd International Symposium on Asphalt Pavement and Environment, Fortaleza, Brazil, 1–3 October 2012. [Google Scholar]
- ASTM D6103/D6103M-17e1; Standard Test Method for Flow Consistency of Controlled Low Strength Material (CLSM). ASTM American Society for Testing and Materials: West Conshohocken, PA, USA, 2021.
- EN 12697-31; Bituminous Mixtures. Test Methods. Specimen Preparation by Gyratory Compactor. CEN European Committee for Standardization: Brussels, Belgium, 2019.
- Santagata, E.; Chiappinelli, G. Improvements in the mix design of cold-recycled bituminous mixtures. In Proceedings of the 3rd Eurasphalt & Eurobitume Congress, Vienna, Austria, 12–14 May 2014. [Google Scholar]
- EN 12697-5; Bituminous Mixtures. Test Methods. Determination of the Maximum Density. CEN European Committee for Standardization: Brussels, Belgium, 2018.
- EN 12697-6; Bituminous Mixtures. Test Methods. Determination of Bulk Density of Bituminous Specimens. CEN European Committee for Standardization: Brussels, Belgium, 2020.
- EN 12697-8; Bituminous Mixtures. Test Methods. Determination of Void Characteristics of Bituminous Specimens. CEN European Committee for Standardization: Brussels, Belgium, 2018.
- EN 12697-26; Bituminous Mixtures. Test Methods. Stiffness. CEN European Committee for Standardization: Brussels, Belgium, 2018.
- EN 12697-23; Bituminous Mixtures. Test Methods. Determination of the Indirect Tensile Strength of Bituminous. CEN European Committee for Standardization: Brussels, Belgium, 2017.
- Southern African Bitumen Association (Sabita). Technical Guideline: Bitumen Stabilized Materials. A Guideline for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilized Materials, 3rd ed.; TG2: Cape Town, South Africa, 2020. [Google Scholar]
- EN 12697-33; Bituminous Mixtures. Test Methods. Specimen Prepared by Roller Compactor. CEN European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12697-22; Bituminous Mixtures. Test Methods. Wheel tracking. CEN European Committee for Standardization: Brussels, Belgium, 2020.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fractions | ρa (kg/m3) |
|---|---|
| RA (0–12.5) mm | 2562 |
| SS (0–6) mm | 2757 |
| MS | 2819 |
| Characteristics | Unit | Value |
|---|---|---|
| Penetration @25 °C | 0.01 mm | ≤100 |
| Softening point | °C | ≥43 |
| Fraass breaking point | °C | ≤−10 |
| Mixture | q | RA | SS | MS |
|---|---|---|---|---|
| CRM_0 | 0.21 | 50% | 17% | 33% |
| CRM_1 | 0.30 | 65% | 10% | 25% |
| CRM_2 | 0.34 | 70% | 9% | 21% |
| CRM_3 | 0.38 | 75% | 7% | 18% |
| Mixture | Self-Molding Region (%) | |
|---|---|---|
| CRM_0 | 15.0 | 20.0 |
| CRM_1 | 17.5 | 20.0 |
| CRM_2 | 17.5 | 20.0 |
| CRM_3 | 15.0 | 17.5 |
| Mixture | % FP | % E | % W |
|---|---|---|---|
| CRM_0_15.0w | 15.0 | 4.0 | 11.0 |
| CRM_0_20.0w | 20.0 | 4.0 | 16.0 |
| CRM_1_17.5w | 17.5 | 4.0 | 13.5 |
| CRM_1_20.0w | 20.0 | 4.0 | 16.0 |
| CRM_2_17.5w | 17.5 | 4.0 | 13.5 |
| CRM_2_20.0w | 20.0 | 4.0 | 16.0 |
| CRM_3_15.0w | 15.0 | 4.0 | 11.0 |
| CRM_3_17.5w | 17.5 | 4.0 | 13.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Urbano, L.; Dalmazzo, D.; Riviera, P.P.; Baglieri, O.; Santagata, E. A Sustainable Cold-Recycled Solution for the Surface Finishing of Unpaved Rural Roads. Materials 2022, 15, 3920. https://doi.org/10.3390/ma15113920
Urbano L, Dalmazzo D, Riviera PP, Baglieri O, Santagata E. A Sustainable Cold-Recycled Solution for the Surface Finishing of Unpaved Rural Roads. Materials. 2022; 15(11):3920. https://doi.org/10.3390/ma15113920
Chicago/Turabian StyleUrbano, Leonardo, Davide Dalmazzo, Pier Paolo Riviera, Orazio Baglieri, and Ezio Santagata. 2022. "A Sustainable Cold-Recycled Solution for the Surface Finishing of Unpaved Rural Roads" Materials 15, no. 11: 3920. https://doi.org/10.3390/ma15113920