
Study on the Influence of Selected Fabrics and Stitching on the Strength of Upholstery Covers


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
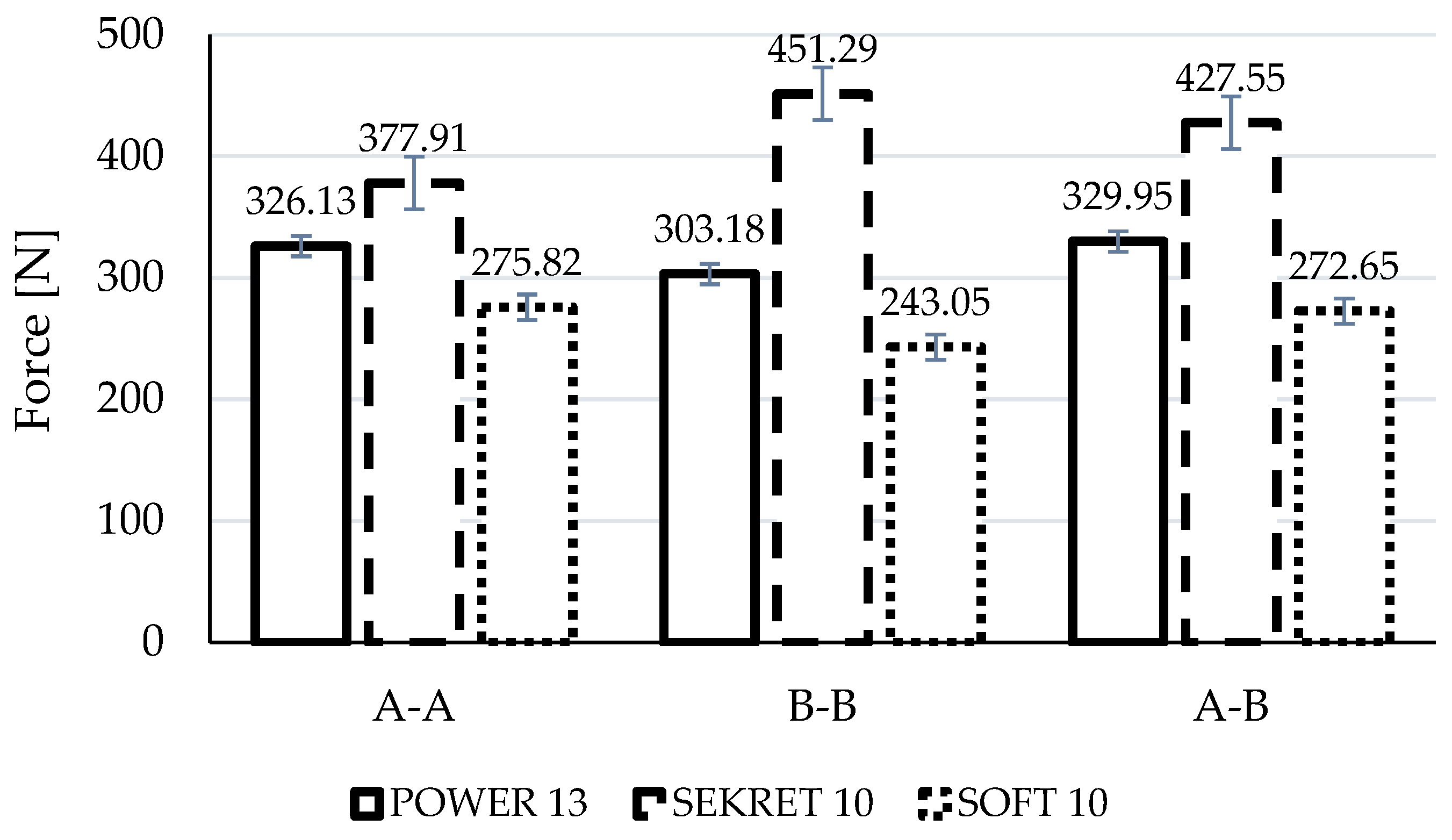
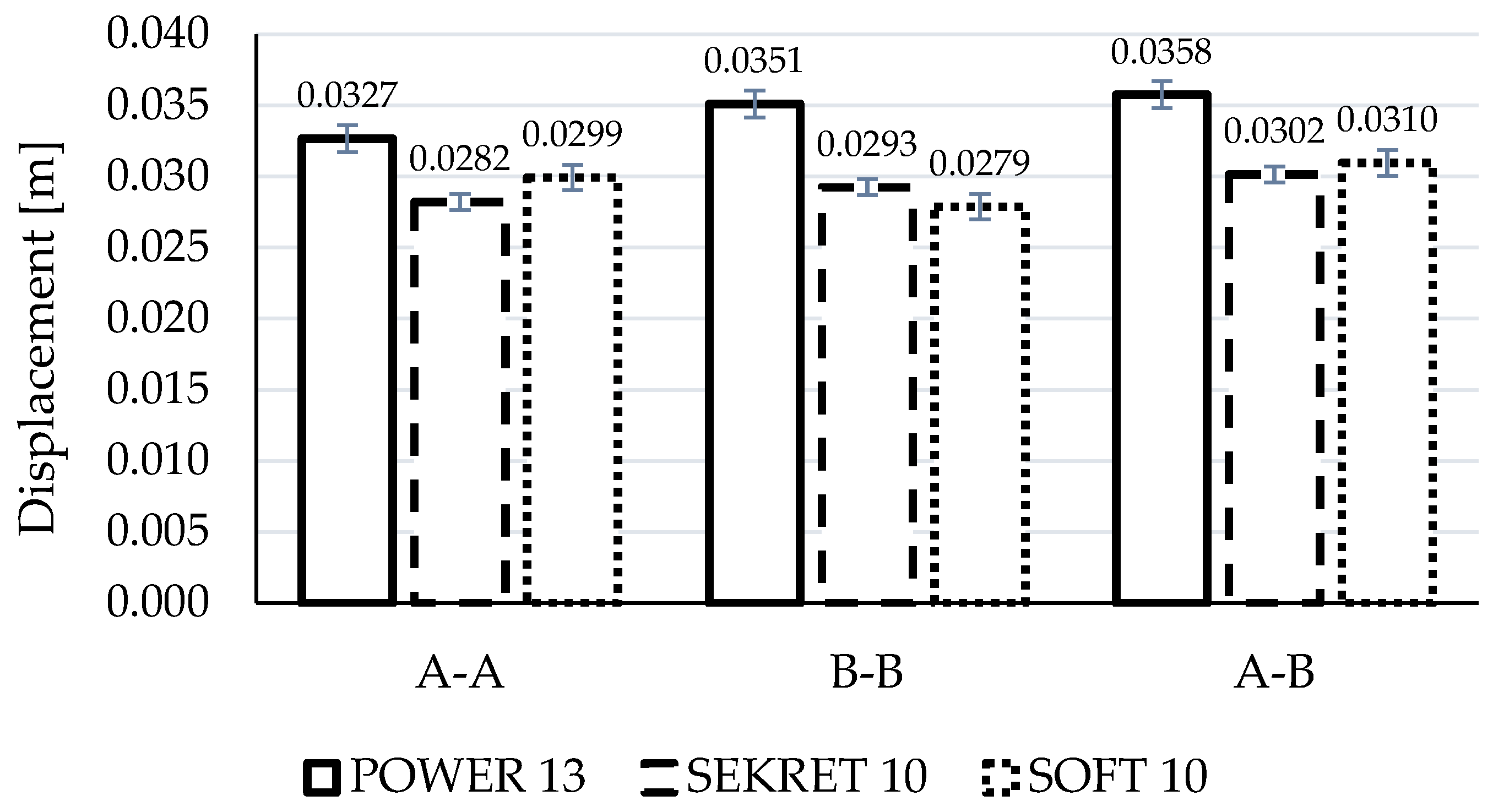
- The strength of upholstery covers is influenced by the type of fabric. A knitted material with an even weave, where the weft and warp are made of the same thread is characterized by better tensile rigidity. Furthermore, in this case the seam failure, form does not depend on the die-cut direction. The aforementioned statement was illustrated in the presented study, where Secret 10 fabric was the strongest one, achieving a damaging tensile force of 377.91 N (A-A), 451.29 N (B-B) and 427.55 N (A-B), while displacement was 0.0282 m, 0.0293 m and 0.0302 m, respectively.
- A sample’s die-cut direction affects the seam failure form, but does not influence the averaged tensile damaging forces and observed displacements. When comparing extreme damaging forces within the same fabric samples, but in different die-cut methods (A-A, B-B, A-B), it might be mentioned that differences are as follows: for Power 13–9%, Secret 10–19% and Soft 10–14%. For displacement, value differences for Power 13, Secret 10 and Soft 10 are 9%, 7%, and 11%, respectively.
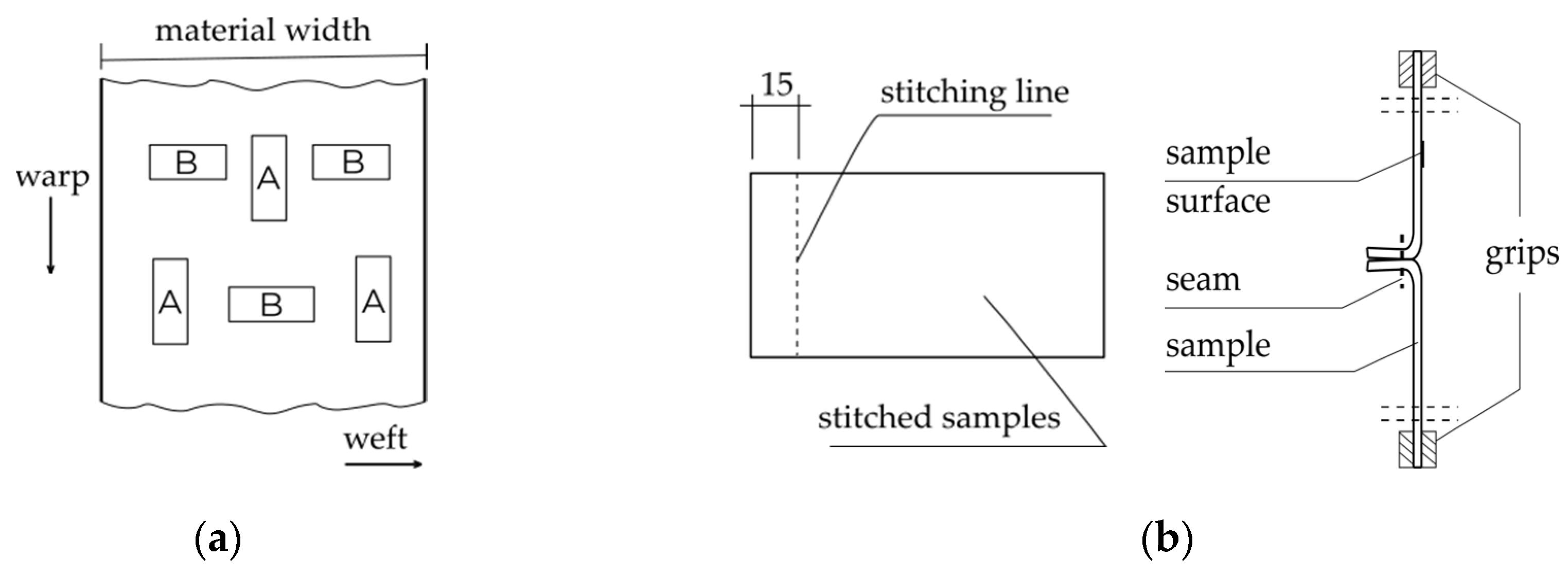
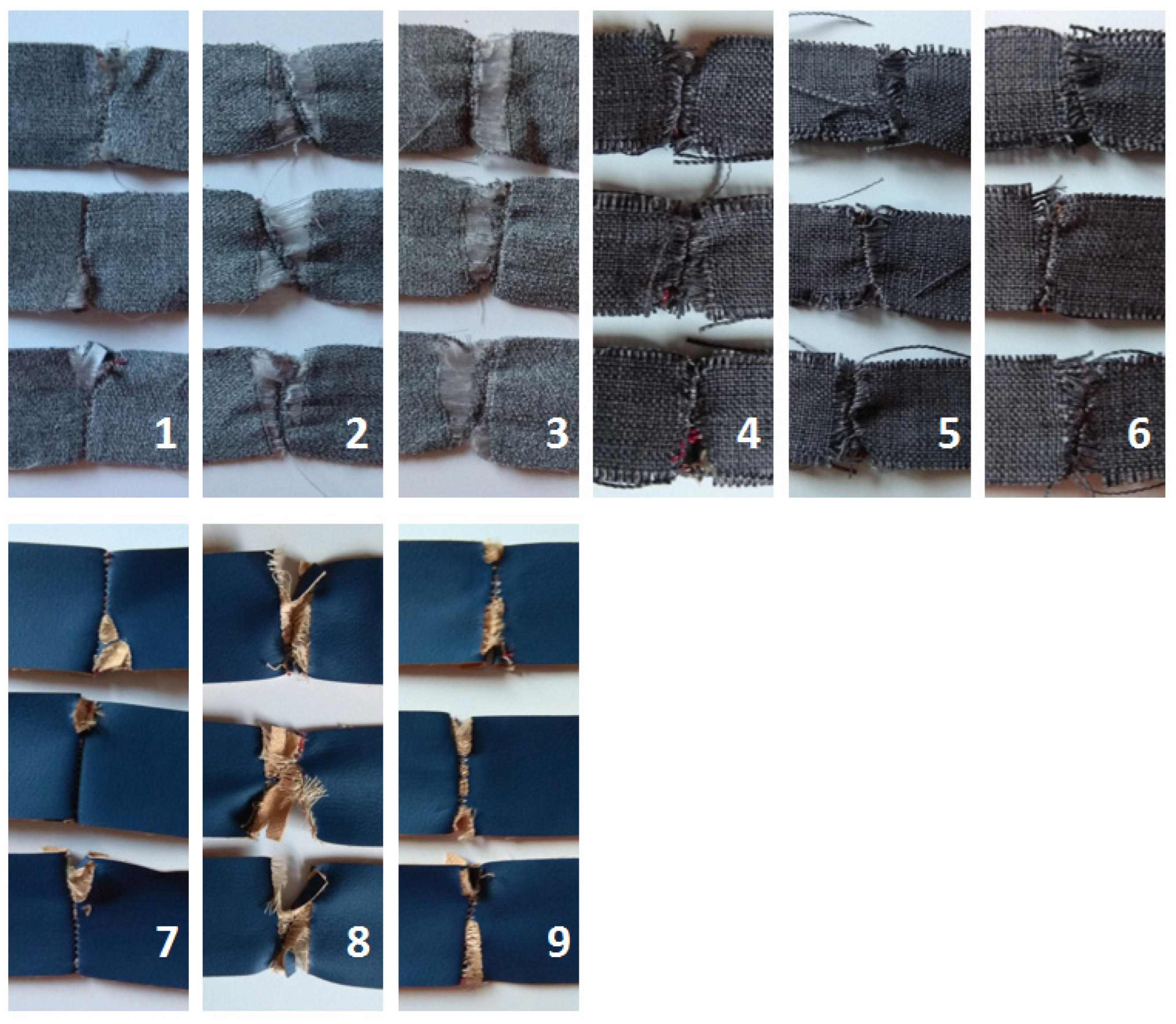
- The seam failure form in different die-cut directions is closely correlated with the fabric construction, where the weft and warp can be made of different thread types. In the case of Power 13 and Soft 10 fabrics, it is evident that, e.g., A-A die-cut direction results in relatively small fabric damage and mainly from sides, while for B-B direction, the seam was greatly damaged.
- This work can serve as an aid to the industry in the design of soft furnishings and construction of upholstery layouts, contributing to the rational and informed selection of materials to produce upholstery furniture. Based on the analysis of seam damages, it is possible to recognize whether the nature of the damage to the seam-fabric combination is a result of the cover being sewn together incorrectly or is caused by the fabric structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Yacout, D.M.M.; Hassouna, M.S. Identifying potential environmental impacts of waste handling strategies in textile industry. Environ. Monit. Assess 2016, 188, 445. [Google Scholar] [CrossRef] [PubMed]
- Saville, B. Physical Testing of Textiles; Woodhead Publishing and CRC Press: Cambridge, UK, 2002. [Google Scholar]
- Hu, J. Structure and Mechanics of Woven Fabrics; Woodhead Publication: Cambridge, UK, 2004. [Google Scholar]
- Afroz, F.; Islam, M.D.D. Study on mechanical property of woven fabrics made from 50/50 cotton-tencel blended siro yarn. Heliyon 2021, 7, e08243. [Google Scholar] [CrossRef] [PubMed]
- Kireçci, A.; Kaynak, H.K.; Ince, M.E. Comparative study of the quality parameters of knitted fabrics produced from siro spun single and two-ply yarns, Fibres Text. East. Eur. 2011, 19, 88. [Google Scholar]
- Mukhopadhyay, S.; Ghosh, S. Bhaumik, Tearing and tensile strength behaviour of military khaki fabrics from greige to finished process. Int. J. Cloth. Sci. Technol. 2006, 18, 247–264. [Google Scholar] [CrossRef]
- Cheng, K.P.S.; Sun, M.N. Structure and properties of cotton siro spun yarn. Textil. Res. J. 1993, 68, 520. [Google Scholar] [CrossRef]
- Nazir, M.U.; Shaker, K.; Nawab, Y.; Fazal, M.Z.; Khan, M.I.; Umair, M. Investigating the effect of material and weave design on comfort properties of bilayer-woven fabrics. J. Textil. Inst. 2017, 108, 1319–1326. [Google Scholar] [CrossRef]
- Nergis, B.U.; Candan, C. Performance of Bouclé Yarns in Various Knitted Fabric Structures. Text. Res. J. 2006, 76, 49–56. [Google Scholar] [CrossRef]
- Ramasamy, K.A.; Nalankilli, G.; Shanmugasundaram, O.L. Properties of cotton, tencel and cotton/tencel blended ring- spun yarns. Indian J. Fibre Text. Res. 2014, 39, 322–325. [Google Scholar]
- Hossain, M.d.H.; Islam, M.; Chandra Dey, S.; Hasan, N. An approach to improve the pilling resistance properties of three thread polyester cotton blended fleece fabric. Heliyon 2021, 7, e06921. [Google Scholar] [CrossRef]
- Witczak, E.; Jasińska, I.; Lao, M.; Krawczyńska, I.; Kamińska, I. The influence of structural parameters of acoustic panels textile fronts on their sound absorption properties. Appl. Acoust. 2021, 178, 107964. [Google Scholar] [CrossRef]
- You, S.; Cheng, S.; Yan, H. The impact of textile industry on China’s environment. Int. J. Fash. Des. Technol. Educ. 2009, 2, 33–43. [Google Scholar] [CrossRef]
- Wang, M.; Liu, J.; Chan, H.-L.; Choi, T.-S.; Yue, X. Effects of carbon tariffs trading policy on duopoly market entry decisions and price competition: Insights from textile firms of developing countries. Int. J. Prod. Econ. 2016, 181, 470–484. [Google Scholar] [CrossRef]
- Ranasinghe, L.; Jayasooriya, V.M. Ecolabelling in textile industry: A review. Resour. Environ. Sustain. 2021, 6, 100037. [Google Scholar] [CrossRef]
- van der Velden, N.M.; Patel, M.K.; Vogtländer, J.G. LCA benchmarking study on textiles made of cotton, polyester, nylon, acryl, or elastane. Int. J. Life Cycle Assess 2014, 19, 331–356. [Google Scholar] [CrossRef]
- Jamshaid, H.; Hussain, U.; Mishra, R.; Tichy, M.; Muller, M. Turning textile waste into valuable yarn. Clean. Eng. Technol. 2021, 5, 100341. [Google Scholar] [CrossRef]
- Choudhary, A.K.; Goel, A. Effect of Some Fabric and Sewing Conditions on Apparel Seam Characteristics. J. Text. 2013, 2013, 157034. [Google Scholar] [CrossRef]
- Bhavesh, R.; Madhuri, K.; Sujit, G.; Sudhir, M.; Raichurkar, P. Effect of Sewing Parameters on Seam Strength and Seam Efficiency. Trends Text. Eng. Fash. Technol. 2018, 4, TTEFT-000577. [Google Scholar] [CrossRef]
- Abdel Megeid, Z.M.; Al-bakry, M.; Ezzat, M. The influence of stitch length of weft knitted fabrics on the sewability. J. Am. Sci. 2011, 7, 610–617. [Google Scholar]
- Yesmin, S.; Hasan, M.; Miah, S.; Momotaz, F.; Idris, M.A.; Rashedul, H. Effect of Stitch Length and Fabric Constructions on Dimensional and Mechanical Properties of Knitted Fabrics. World Appl. Sci. J. 2014, 32, 1991–1995. [Google Scholar]
- Smardzewski, J. Sztywność dwustożkowych sprężyn tapicerskich. Przemysł Drzewny 1993, 2, 6–9. [Google Scholar]
- Dzięgielewski, S.; Smardzewski, J. Badania Formatek Sprężynowych Mebli Tapicerowanych; Katedra Nabytku a Drevarskich Vyrobkov, Drevarska Fakulta Technickej Univerzity vo Zvolene: Zvolen, Slovakia, 1995; pp. 18–19. [Google Scholar]
- Linder-Ganz, E.; Yarnitzky, G.; Portnoy, S.; Yizhar, Z.; Gefen, A. Real-time finite element monitoring of internal stresses in the buttock during wheelchair sitting to prevent sores: Verification and phantom results. In Proceedings of the II International Conference on Computational Bioengineering, Lisbon, Portugal, 14–16 September 2005; pp. 14–16. [Google Scholar]
- Schrodt, M.; Benderoth, G.; Kuhhorn, A.; Silber, G. Hyperelastic description of polymer soft foams at finite deformations. Tech. Mech. 2005, 3–4, 162–173. [Google Scholar]
- Grujicic, M.; Pandurangan, B.; Arakere, G.; Bell, W.C.; He, T.; Xie, X. Seat-cushion and soft-tissue material modeling and a finite element investigation of the seating comfort for passenger-vehicle occupants. Mater. Des. 2009, 30, 4273–4285. [Google Scholar] [CrossRef]
- Smardzewski, J.; Wiaderek, K. Non-linear stiffness characteristics of hyperelastic polyurethane foams, Annals of Warsaw Agricultural University-SGGW. For. Wood Technol. 2009, 67, 229–236. [Google Scholar]
- Lusiak, A.; Smardzewski, J. Creative thinking in designing furniture for pre-school children. Annals of Warsaw University of Life Sciences SGGW. For. Wood Technol. 2010, 70, 270–278. [Google Scholar]
- Silber, G.; Alizadeh, M.; Salimi, M. Large deformation analysis for soft foams based on hyperelasticity. J. Mech. 2010, 3, 327–334. [Google Scholar] [CrossRef]
- Smardzewski, J.; Barańska-Woźny, J.; Wiaderek, K.; Prekrat, S.; Grbac, I. Mechanical and biomechanical criteria in furniture designing for 60+ users. In Proceedings of the International Conference, Ambienta, Zagreb, 15 October 2010; pp. 113–122. [Google Scholar]
- Wiaderek, K.; Smardzewski, J. Numerical evaluation of seat hardness. Annals of Warsaw University of Life Sciences SGGW. For. Wood Technol. 2010, 70, 305–311. [Google Scholar]
- Wiaderek, K.; Smardzewski, J. Modeling of foam seats in terms of comfortable relaxation furniture design. In Proceedings of the International Conference, Ambienta, Zagreb, 15 October 2010; pp. 139–146. [Google Scholar]
- Wiaderek, K.; Matwiej, Ł. Dettlaff M. Impact of structures of selected lounge furniture seats on the comfort of use, Annals of Warsaw University of Life Sciences SGGW. For. Wood Technol. 2016, 96, 241–248. [Google Scholar]
- Wiaderek, K.; Matwiej, Ł.; Jankowski, K. Test for the auxetization of chosen polyurethane foams used in the production of seat bases for upholstered furniture. Annals of Warsaw University of Life Sciences-SGGW. For. Wood Technol. 2015, 92, 268–275. [Google Scholar]
- Smardzewski, J.; Matwiej, Ł. Effects of Aging of Polyurethane Foams in the Context of Furniture Design. Drv. Ind. 2013, 64, 201–209. [Google Scholar] [CrossRef] [Green Version]
- Babrauskas, V.; Krasny, J.F. Fire Behavior of Upholstered Furniture; Monograph 173; National Institute of Standards and Technology: Gaithersburg, MA, USA, 1985. [Google Scholar]
- Hirschler, M.M.; Shakir, S. Comparison of the Fire Performance of Va-rious Upholstered Furniture Composite Combinations (Fabric/Foam) in Two Rate of Heat Release Calorimeters: Cone and Ohio State University Instru-ments. J. Fire Sci. 1991. [Google Scholar] [CrossRef]
- Lounis, M.; Leconte, S.; Rousselle, C.; Belzunces, L.P.; Desauziers, V.; Lopez-Cuesta, J.-M.; Julien, J.M.; Guenot, D.; Bourgeois, D. Fireproofing of domestic upholstered furniture: Migration of flame retardants and potential risks. J. Hazard. Mater. 2019, 366, 556–562. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, J.; Rein, G.; Chen, H.; Zammarano, M. Smoldering propensity in upholstered furniture: Effects of mock-up configuration and foam thickness. Appl. Therm. Eng. 2020, 181, 115873. [Google Scholar] [CrossRef]
- Chivas, C.; Guillaume, E.; Sainrat, A.; Barbosa, V. Assessment of risks and benefits in the use of flame retardants in upholstered furniture in continental Europe. Fire Saf. J. 2009, 44, 801–807. [Google Scholar] [CrossRef]
- Witkowska, B.; Witczak, E. Odporność na ścieranie tkanin meblowych z udziałem przędz szenilowych w zależności od parametrów technologicznych przędzy szenilowej i tkaniny. Przegląd Włókienniczy + Tech. Włókienniczy 2003, 7, 8–11. [Google Scholar]
- Zajkiewicz, H. Budowa Tkanin; Wydawnictwo Szkolne i Pedagogiczne: Warszawa, Poland, 1975. [Google Scholar]
- Lewiński, J.; Suszek, H.; Zawadzki, J. Tkactwo. Część I; Wydawnictwo Szkolne i Pedagogiczne: Warszawa, Poland, 1975. [Google Scholar]
- ISO 13934-1; Textiles—Tensile Properties of Fabric. International Organization for Standardization: Geneva, Switzerland, 1993.
- BN 6390-01.14; Materiały Tapicerskie dla Motoryzacji. Metody Badań. Oznaczenie Wytrzymałości Szwu na Rozciąganie. Industry Standard: Warszawa, Poland, 1979.
- Kowalewski, Z. Ćwiczenia Laboratoryjne z Wytrzymałości Materiałów; Oficyna Wydawnicza Politechniki Warszawskiej: Warszawa, Poland, 2000. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric Name | Secret 10 | Power 13 | Soft 10 |
|---|---|---|---|
| Fabric view |  |  |  |
| Fabric swatches sewn right side together (as in upholstery covers) |  |  |  |
| Fabric samples—seam visible on left side of samples |  |  |  |
| Type | No pile fabric | Pile fabric with textile cover (velvet) | Skaic/artificial leather |
| weave | canvas | canvas | - |
| Material | 100% polyester | 100% polyester | 100% polyurethane |
| Grammage | 400 g/m2 | 320 g/m2 | 390 g/m2 |
| Thickness [mm] | 1.00 | 1.00 | 0.95 |
| Abrasion resistance [cycles] | 100,000 | 100,000 | 100,000 |
| Seam type | straight lockstitch | straight lockstitch | straight lockstitch |
| Thread type | 20 | 20 | 20 |
| Test Type | Tensile |
|---|---|
| mode | damaging |
| Max. force loss | 100 N |
| Force stabilizing speed | 10 mm/min |
| System reset force | 5 N |
| Max. deflection | 100 mm |
| Max. working speed | 100 mm/min |
| Max. force | 10 kN |
| Testing speed | 10 mm/min |
| Sample | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A-A | F(max) [N] | 306.35 | 338.35 | 288.35 | 322.35 | 286.35 | 1367.4 * | 352.35 | 370.35 | 378.35 | 292.35 |
| ΔF(max) [m] | 0.0613 | 0.0293 | 0.0264 | 0.0268 | 0.0265 | 0.1198 * | 0.0334 | 0.0325 | 0.0320 | 0.0258 | |
| B-B | F(max) [N] | 330.35 | 320.35 | 258.35 | 208.68 | 324.35 | 296.35 | 302.35 | 334.35 | 324.35 | 332.35 |
| ΔF(max) [m] | 0.0349 | 0.0371 | 0.0323 | 0.0218 | 0.0393 | 0.0327 | 0.0366 | 0.0408 | 0.0385 | 0.0371 | |
| A-B | F(max) [N] | 334.35 | 312.35 | 326.35 | 364.35 | 296.35 | 334.35 | 352.35 | 356.35 | 324.35 | 298.35 |
| ΔF(max) [m] | 0.0334 | 0.0335 | 0.0364 | 0.0392 | 0.0325 | 0.0348 | 0.0390 | 0.0369 | 0.0331 | 0.0388 |
| Sample | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A-A | F(max) [N] | 130.68 | 266.35 | 306.35 | 338.35 | 406.35 | 418.35 | 418.35 | 476.35 | 440.35 | 330.35 |
| ΔF(max) [m] | 0.0134 | 0.0205 | 0.0233 | 0.0242 | 0.0271 | 0.0304 | 0.0317 | 0.0342 | 0.0268 | 0.0358 | |
| B-B | F(max) [N] | 545.70 | 452.35 | 436.35 | 444.35 | 488.35 | 452.35 | 502.35 | 462.35 | 346.35 | 382.35 |
| ΔF(max) [m] | 0.0321 | 0.0248 | 0.0313 | 0.0264 | 0.0308 | 0.0294 | 0.0333 | 0.0318 | 0.0271 | 0.0255 | |
| A-B | F(max) [N] | 456.35 | 486.35 | 446.35 | 452.35 | 426.35 | 400.35 | 424.35 | 456.35 | 386.35 | 340.35 |
| ΔF(max) [m] | 0.0312 | 0.0348 | 0.0339 | 0.0274 | 0.0301 | 0.0318 | 0.0272 | 0.0321 | 0.0279 | 0.0251 |
| Sample | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A-A | F(max) [N] | 266.35 | 246.68 | 306.35 | 238.68 | 314.35 | 262.35 | 288.35 | 252.35 | 280.35 | 302.35 |
| ΔF(max) [m] | 0.0077 | 0.0287 | 0.0373 | 0.0289 | 0.0346 | 0.0330 | 0.0341 | 0.0322 | 0.0294 | 0.0335 | |
| B-B | F(max) [N] | 256.35 | 223.68 | 250.68 | 232.68 | 180.68 | 256.35 | 241.68 | 266.35 | 227.68 | 294.35 |
| ΔF(max) [m] | 0.0241 | 0.0289 | 0.0278 | 0.0299 | 0.0254 | 0.0316 | 0.0289 | 0.0292 | 0.0220 | 0.0311 | |
| A-B | F(max) [N] | 270.35 | 237.68 | 296.35 | 274.35 | 292.35 | 284.35 | 246.68 | 225.68 | 296.35 | 302.35 |
| ΔF(max) [m] | 0.0294 | 0.0263 | 0.0344 | 0.0337 | 0.0316 | 0.0309 | 0.0295 | 0.0296 | 0.0326 | 0.0317 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lange, J.; Ciura, A.; Majewski, A.; Wojnowska, M. Study on the Influence of Selected Fabrics and Stitching on the Strength of Upholstery Covers. Materials 2022, 15, 3854. https://doi.org/10.3390/ma15113854
Lange J, Ciura A, Majewski A, Wojnowska M. Study on the Influence of Selected Fabrics and Stitching on the Strength of Upholstery Covers. Materials. 2022; 15(11):3854. https://doi.org/10.3390/ma15113854
Chicago/Turabian StyleLange, Julia, Agata Ciura, Adam Majewski, and Marlena Wojnowska. 2022. "Study on the Influence of Selected Fabrics and Stitching on the Strength of Upholstery Covers" Materials 15, no. 11: 3854. https://doi.org/10.3390/ma15113854