3.1. Flow Stress Line
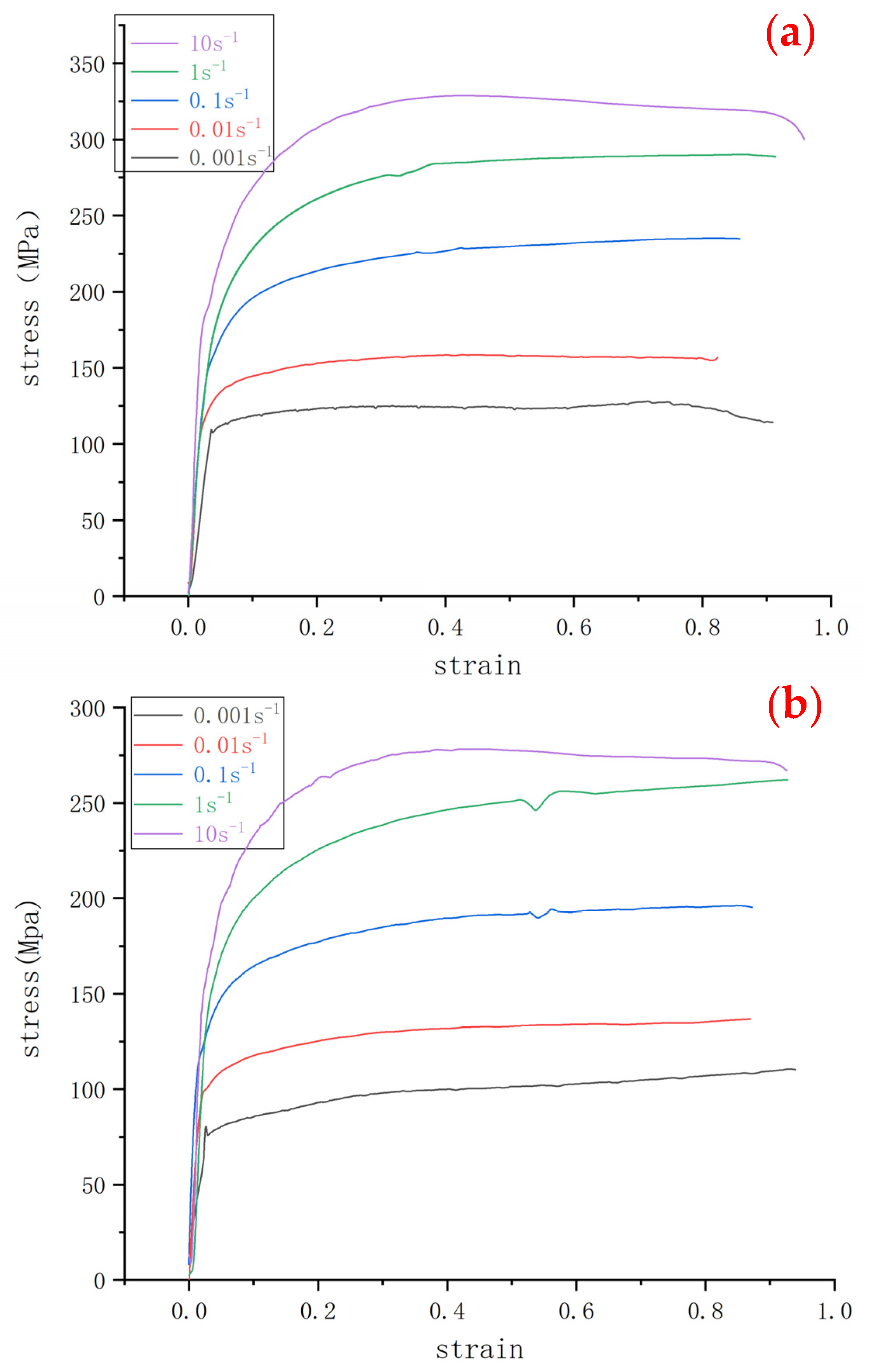
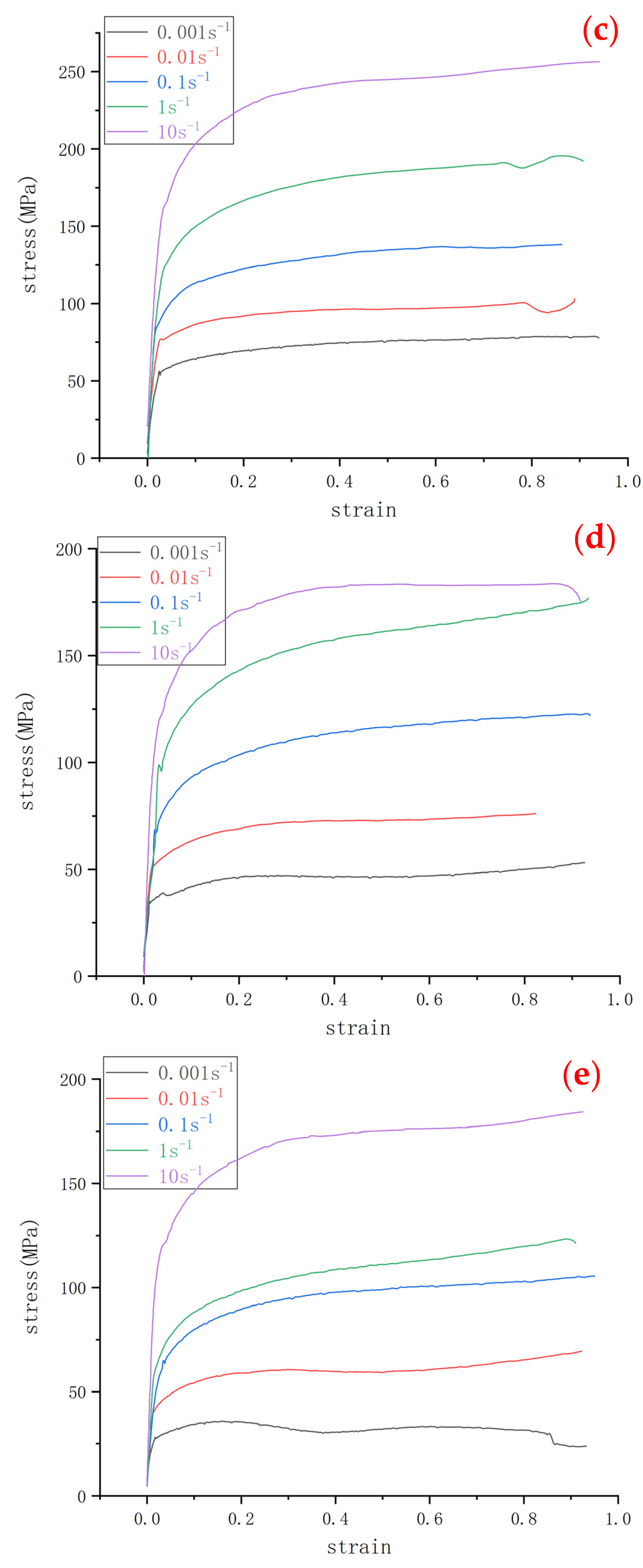
Figure 3 depicts the true stress–strain curves under different strain rates and different temperatures. All curves presented a work-hardening phenomenon. The flow stress increased with the increase of the deformation rate at each deformation temperature, which might be attributed to the following mechanism, i.e., the higher the deformation rate, the shorter the deformation time, and thus, the dislocation recovery was not sufficient, and the work-hardening was predominant. Moreover, the flow stress decreased with the increase of the deformation temperature at the same deformation rate.
All flow stress curves showed three typical characteristics, as reported [
12]: (i) a single peak dynamic recrystallization curve, (ii) a monotone incremental work-hardening curve, and (iii) the equilibrium dynamic recovery curve. Flow curves at a high temperature (1100 °C) and the strain rate of 0.001 s
−1 had a peak. The stress increased rapidly with the increase of the strain at the initial stage of deformation, reached a peak, and then decreased to a stable state. This clearly confirmed the occurrence of dynamic recrystallization (DRX). Flow curves at a high temperature (higher than 900 °C) and a strain rate of 1 s
−1 had a monotonous increase. The stress increased rapidly with the increase of the strain at the initial stage of deformation and then increased slowly after reaching a certain critical value at which dynamic recovery (DRV) occurred. The increase in the stress could be attributed to the dominant effect of the work-hardening mechanism over the softening mechanism taking place, such as DRX and DRV [
13]. Flow curves at a high temperature (1000 °C) and a strain rate of 0.1 s
−1 firstly increased rapidly and then tended to be gentle and flat. There was no obvious peak stress on the curves, which should be attributed to the equilibrium between work hardening and DRV [
13,
14].
Moreover, the flow stress and the deformation temperature presented a negative correlation, i.e., the lower flow stress corresponded to the higher deformed temperature at the same deformation rate, as shown in
Figure 3a,d as an example. As the temperature increased, the grain boundary movement accelerated, which resulted in the acceleration of the DRX. Therefore, DRX nucleation became easier at high temperatures, and the initial strain of DRX decreased. As a result, the peak strain and steady strain decreased. For example, at 1100 °C and 0.001 s
−1, the movement capacity of the dislocation increased, the number of recrystallization nucleation increased, and accordingly, a typical DRX curve was presented.
3.2. High-Temperature Constitutive Equation
Reasonable hot processing technology can significantly reduce the porosity, shrinkage, segregation, and cracks, which often happen in the processing of metals. A constitutive equation that describes the relationship among the temperature, deformation rate, and flow stress can be used to predict the stress–strain behavior in hot processing. To date, the constitutive equation obtained from the hyperbolic sinusoidal formula modified by Sellar and Tegart [
15] has been widely used in the field of hot processing. The expressions under different deformation conditions are as follows [
15]:
where
is the deformation rate; σ is the flow stress; A,
,
,
, n, β, and
(β/
) are the temperature-independent constants; T is the temperature (K); R is the gas constant (8.314 J
mol
−1K
−1); and Q is the deformation activation energy. The above three constitutive equations can be used for thermal deformation under different conditions. Especially, Equation (3) is a hyperbolic sine function that can be used for all stress conditions. Moreover, the Z-parameter method proposed by Zener and Hollomon [
16] can reflect well the relationship among the flow stress, temperature, and deformation rate, which can be expressed as follows:
Equation (3) is substituted into Equation (4), and the following expression is obtained:
The peak stress–strain values under different conditions are recorded, and the constitutive equation is obtained by solving each of its parameters. The specific calculation process is described as follows: (i) Equation (5) is transformed into a linear function; (ii) the peak stress, peak strain, and stress value under a specific strain are substituted into the linear function that has different parameters after deformation, and the slope and intercept of the curve after the fitting are recorded; and (iii) the obtained slope and intercept are substituted to obtain the final constitutive equation.
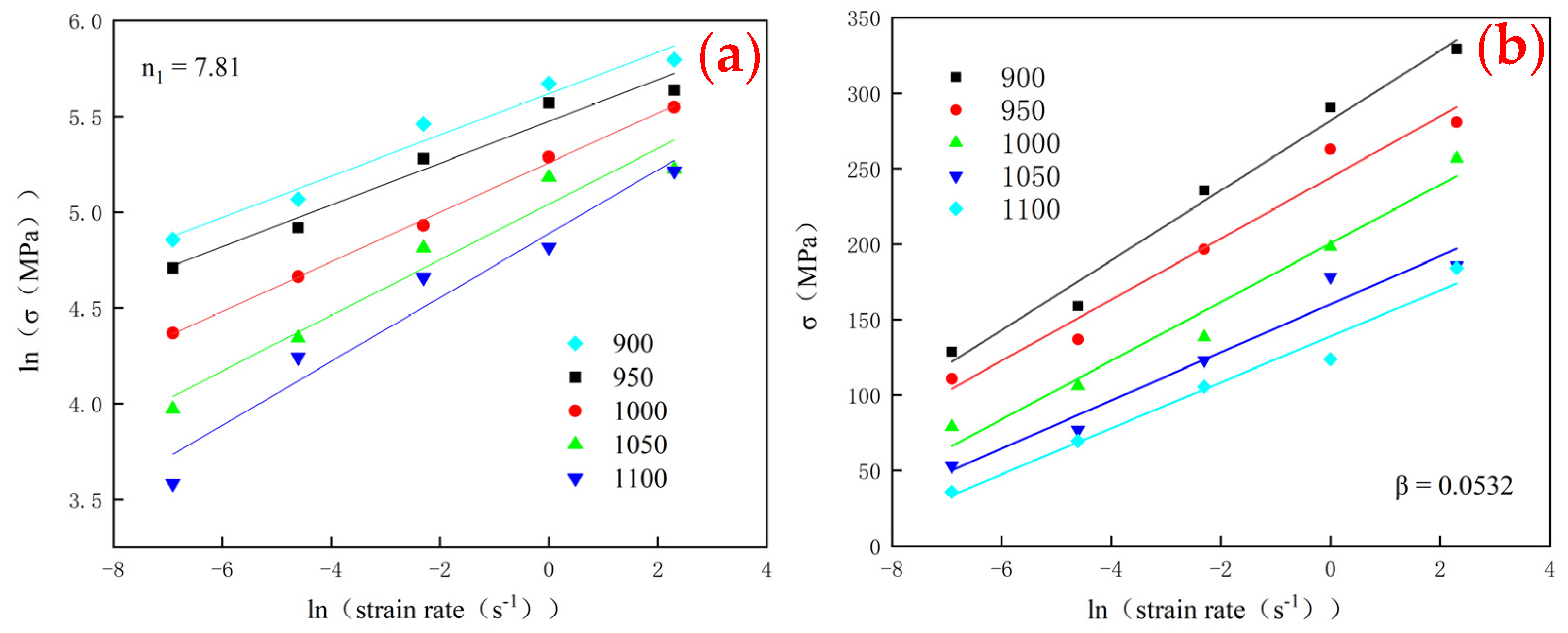
Equations (1) and (2) are taken as the natural logarithms, and the following formulas are obtained:
As shown in
Figure 4a,b, the parameters
and β are obtained by drawing ln σ - ln
and σ - ln
. The average values of
and β are 7.806 and 0.0532, respectively, which are fitted by the least square method. As a consequence, the stress factor α, which is equal to β/
, is 0.00681 MPa
−1.
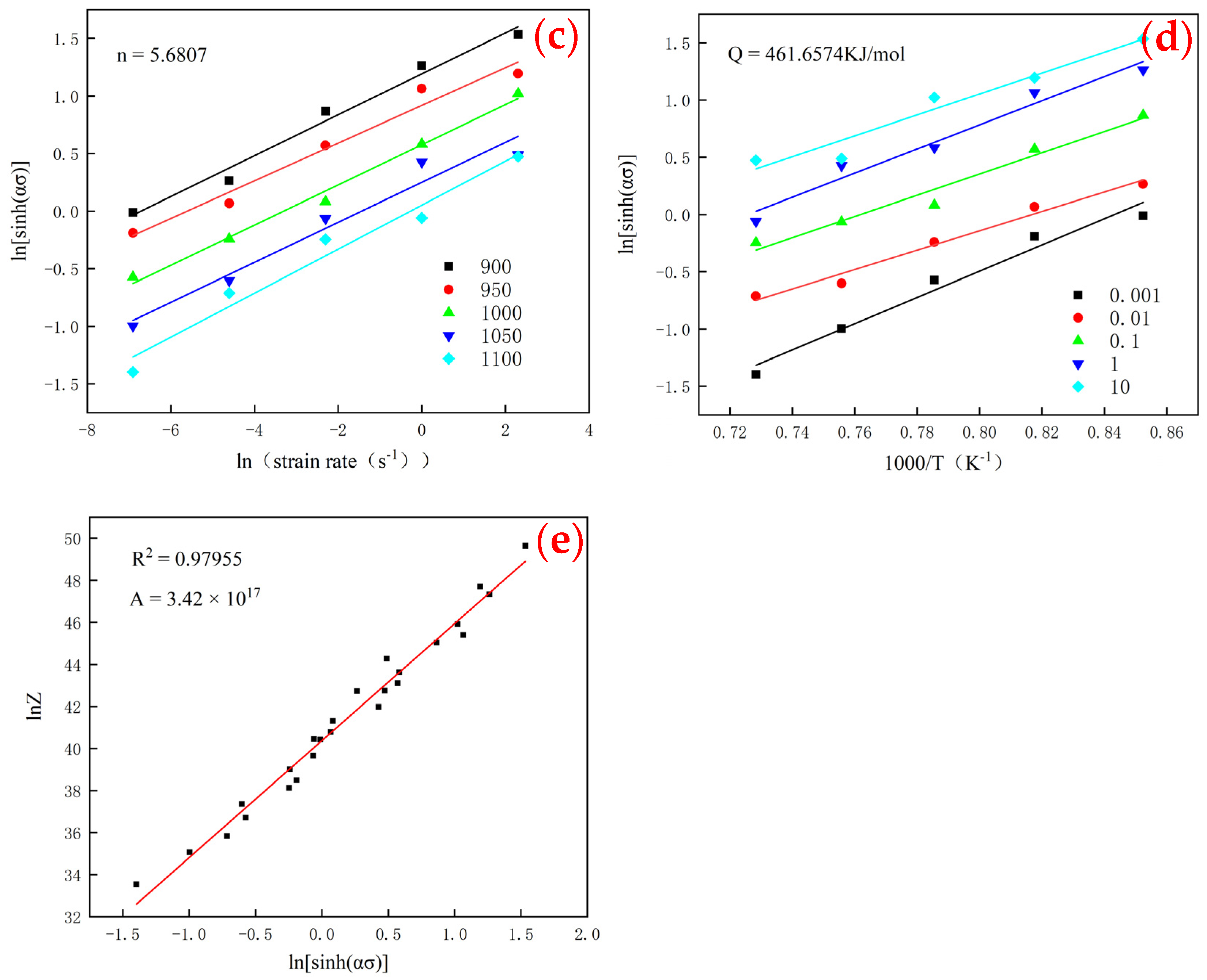
Equation (3) is taken as the natural logarithm, and the following formula is obtained:
As shown in
Figure 4c, the average value of the stress index n is obtained as 5.6807 by drawing
. Similarly, Q is obtained as 461.6574 kJ/mol by fitting
as shown in
Figure 4d, and A is obtained as 3.42 × 10
17 by fitting
, as shown in
Figure 4e. All the calculated parameters are substituted into Equation (5), and the constitutive equation is obtained as follows:
Based on the Arrhenius theory, the activation energy Q of the thermal deformation represents the critical value required by atomic diffusion. In the deformation of most metals at a high temperature (>0.5 T
m), the fluctuation of Q is strongly influenced by the solid solution strengthening of alloying elements, the occurrence of dynamic recrystallization, the induced precipitation of a precipitated phase, and phase transformation. In this work, the Q value of the 50Cr15MoVCu tool steel is 461.6574 kJ/mol, much higher than the self-diffusion activation energy of γ-Fe (280 kJ/mol [
17]), and accordingly, dynamic recrystallization and dynamic recovery are the main mechanisms.
3.3. Thermal Processing Maps
The thermal processing maps can be applied to optimize the hot workability and control the microstructure in a wide temperature and strain rate regimes for hot working. It is of great significance to build a thermal processing map that can intuitively evaluate the thermal processing properties of metals and reflect the rationality of the thermal deformation parameters. At present, the main model of the thermal processing map is the dynamic material model (DMM), and the obtained thermal processing map includes a power dissipation diagram and rheological instability diagram [
18].
According to the DMM, when the deformation temperature is constant, the relationship between the flow stress and strain rate of the experimental steel in the hot compression process is described by [
19]:
where K is a constant,
is the flow stress,
is the strain rate, and m is the strain rate sensitivity coefficient.
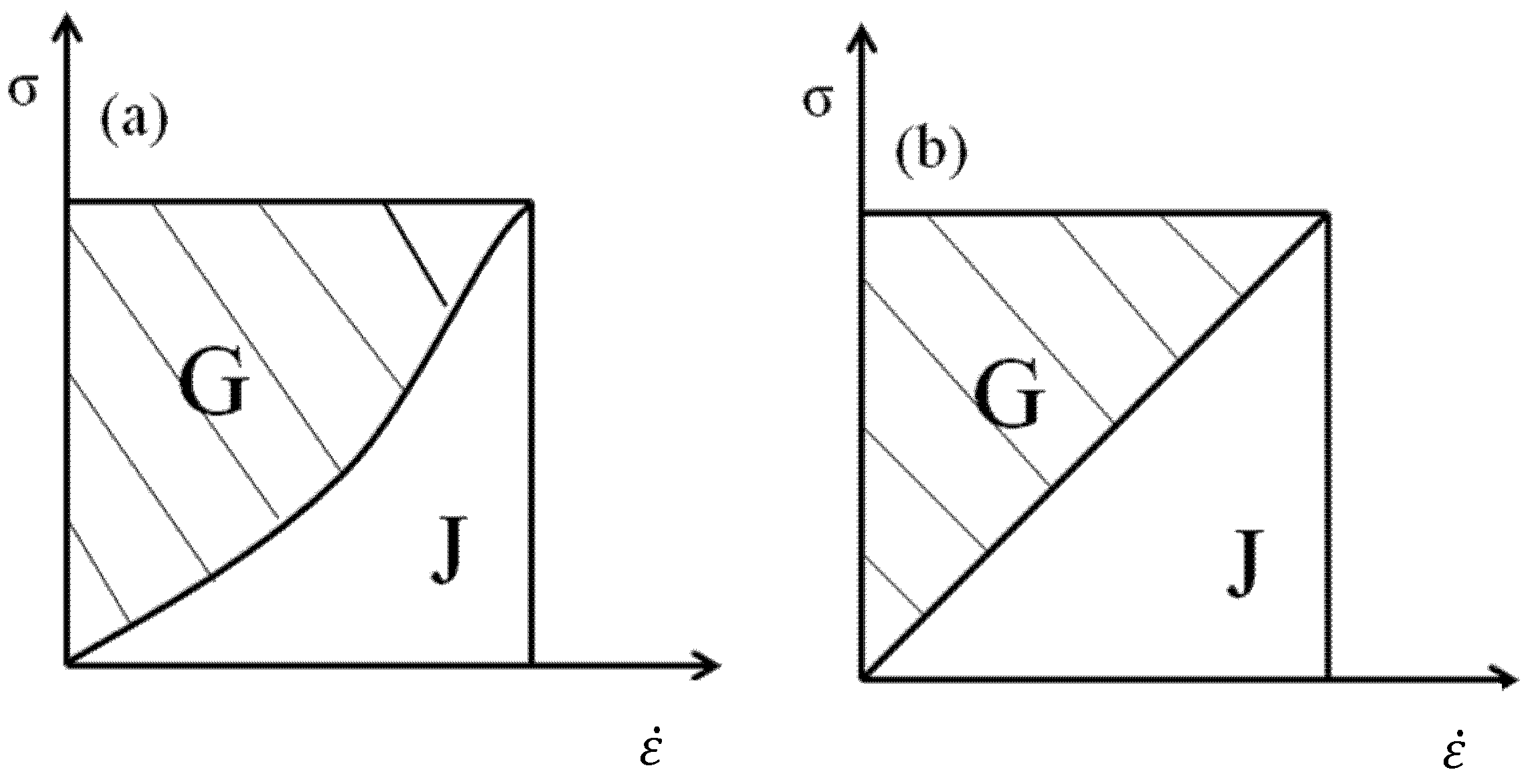
Equation (10) is a basic dissipation relation. According to the dissipative structure theory, the total energy P given externally can be divided into two parts during thermal deformation: (i) the energy is lost in the form of heat during deformation, identified as G, and (ii) the energy is consumed for the internal microstructure evolution, identified as J. The relationship among P, J, and G is expressed as follows [
19]:
When the deformation temperature and strain rate are constant, J can be obtained by combining Equations (10) and (13):
Based on Equations (13) and (14), the relative values of G and J can be determined by m as follows:
When m ranges from 0 to 1, the metal is in a dissipative state. When m is 1, half the total input energy is used in the microstructural change, which is an ideal state, and J reaches the peak value:
Figure 5 shows the energy dissipation map of the material system, in which the blank area below the curve represents J, and the shadow area above the curve represents G [
20].
The energy dissipation efficiency factor, ƞ, which is the dimensionless parameter value and is derived from the ratio of Equations (14)–(16) is defined as the ratio of the energy consumed by microstructural evolution in the thermal processing process to the energy in the ideal state [
21]. That is:
Therefore, ƞ is closely related to m, which depends on the deformation temperature, strain rate, and deformation amount. The value of ƞ under different conditions can be calculated by substituting the m value, and thus, the energy dissipation diagram can be obtained. The solution of the m value is described as follows.
During thermal deformation, the relationship between ln σ and ln
at a constant temperature is expressed as:
In which a, b, c, and d can be obtained by fitting the data at 900, 950, 1000, 1050, and 1100 °C, respectively. Therefore, the m value under different temperatures and strain rates can be obtained by combining Equations (12) and (16):
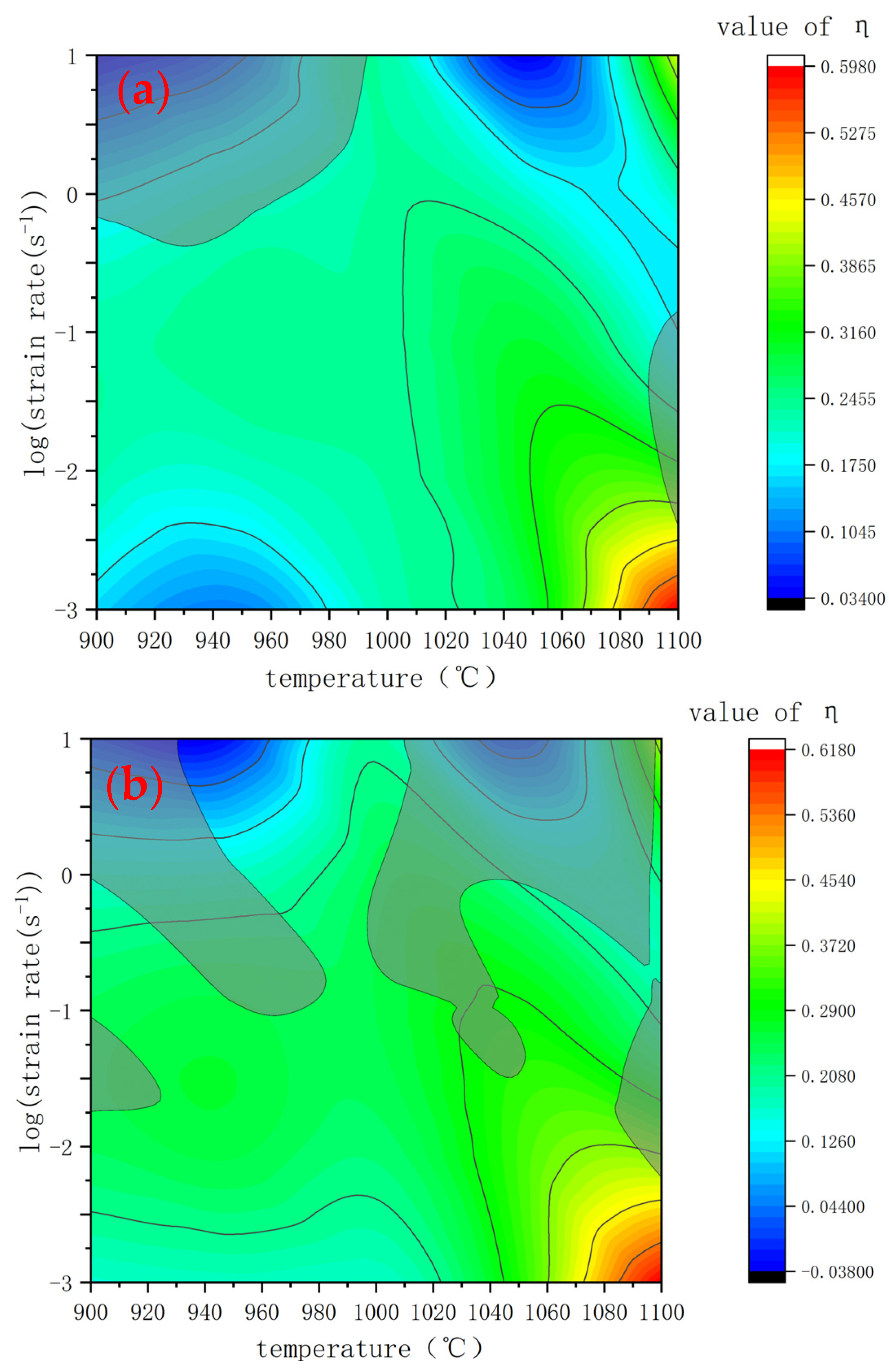
Figure 6 shows the energy dissipation diagrams. Usually, higher ƞ values represent more energy in theory applied to microstructure evolution, more microstructural stability, and a better hot working performance. The highest ƞ, however, does not necessarily reflect the best hot working range, because instability phenomenon such as cracks, adiabatic shear bands, and local deformation may occur in high dissipation areas [
22]. It is necessary to determine the instability zones in hot processing so as to exclude the regions with a high ƞ but in an unstable state.
Based on the extreme value principle of irreversible thermodynamics, Ziegler H et al. proposed the continuous instability judgment of the dynamic material model [
23], which can be expressed as:
When ξ is less than 0, the material is in the instability zone of thermal processing. When ξ is more than 0, the material is in the safety zone of thermal processing, and finally, the thermal processing diagrams are obtained.
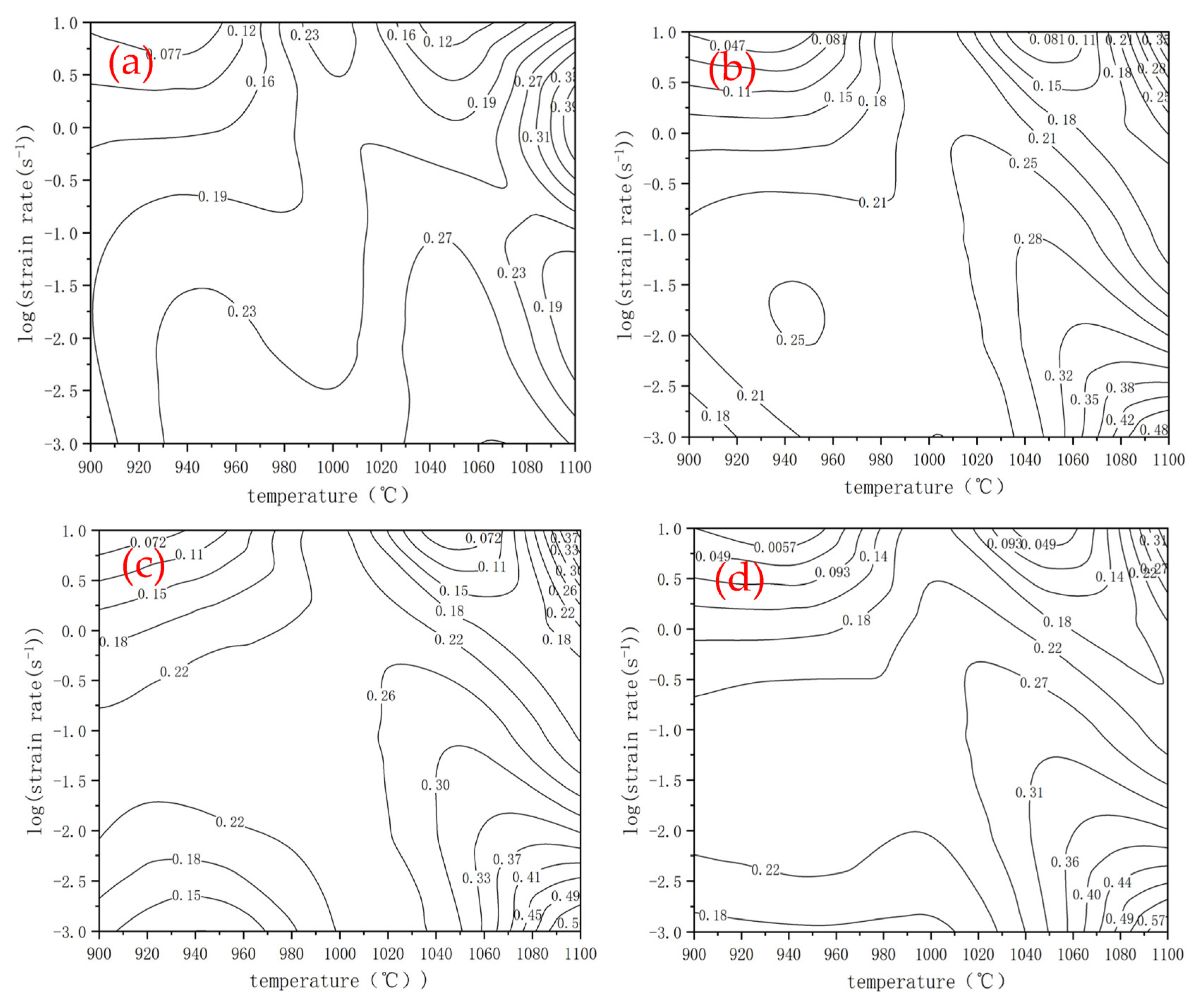
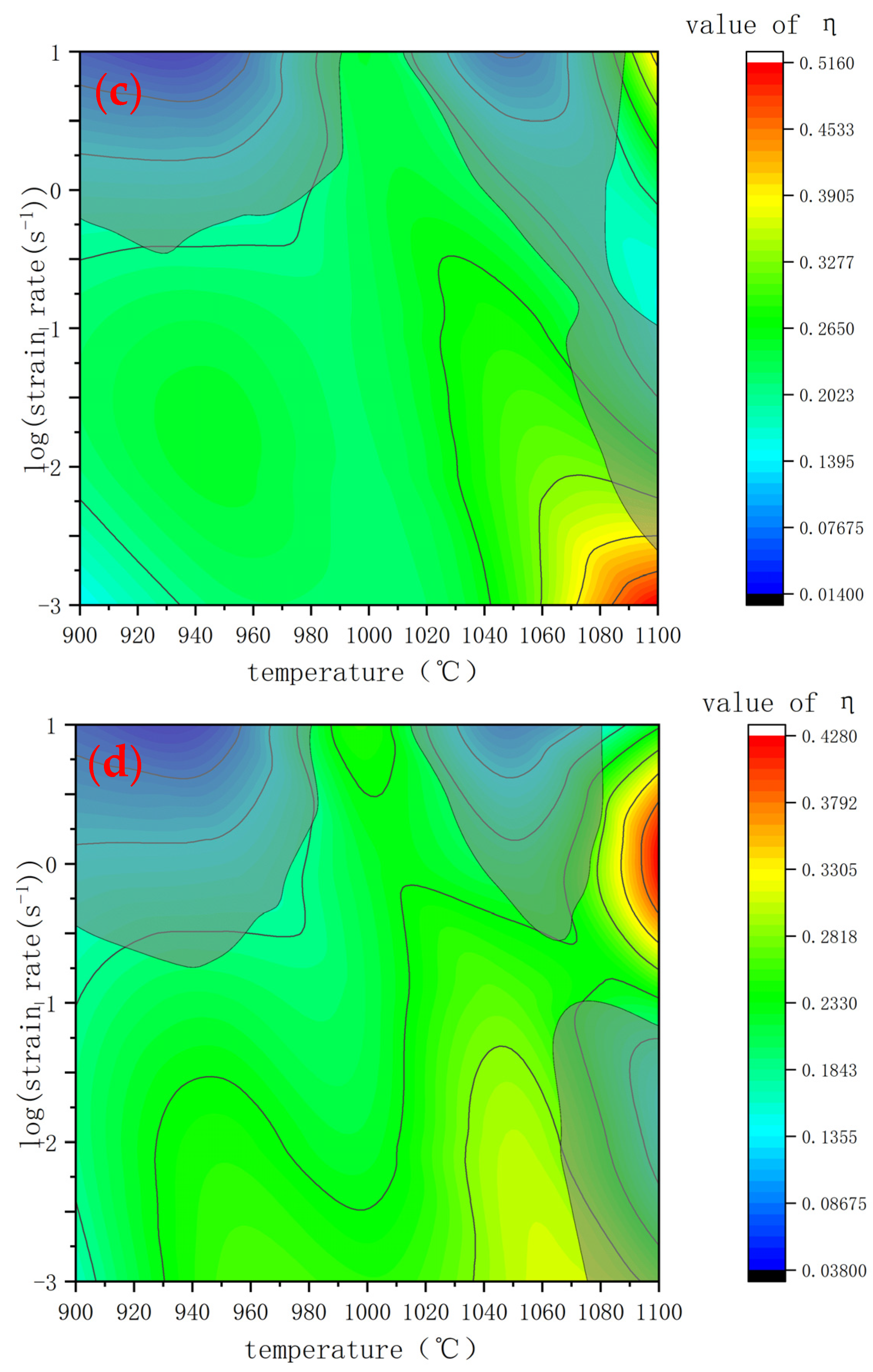
Figure 7 shows the thermal processing maps under different true strains. The shaded parts represent the instability zone, and the contour line represents the energy dissipation efficiency factor (
). Generally, when
is more than 0.3, the material should have a better performance under this thermal processing parameter. As shown in
Figure 7, there presents a wide range of an instability zone in all true strain ranges (0.1~0.4). Most instability zones are located in the region with a strain rate higher than 0.1 s
−1. When the deformation temperature is above 1000 °C and the deformation rate is 0.1–10 s
−1, there are some defect areas, indicating that the experimental steel is sensitive to high temperatures and high strain rates. When the deformation temperature ranges from 900 °C to 950 °C and the deformation rate ranges from 0.1 to 10 s
−1, there are also instability zones at this low deformation temperature, indicating that the deformation rate has a greater impact on the instability zone under this strain condition. Finally, by observing and analyzing
Figure 7, we came to the conclusion: the processing parameters with 1050 °C and a strain rate of 0.001 s
−1 can ensure the stability, low deformation resistance, and the highest energy dissipation efficiency. However, the strain rate in an actual production is about 1 s
−1, considering the time benefit. Even so, according to the maps above, the temperature can be controlled at 985–1000 °C to prevent instability at this deformation rate.
3.4. Microstructural Characteristics and Evolution
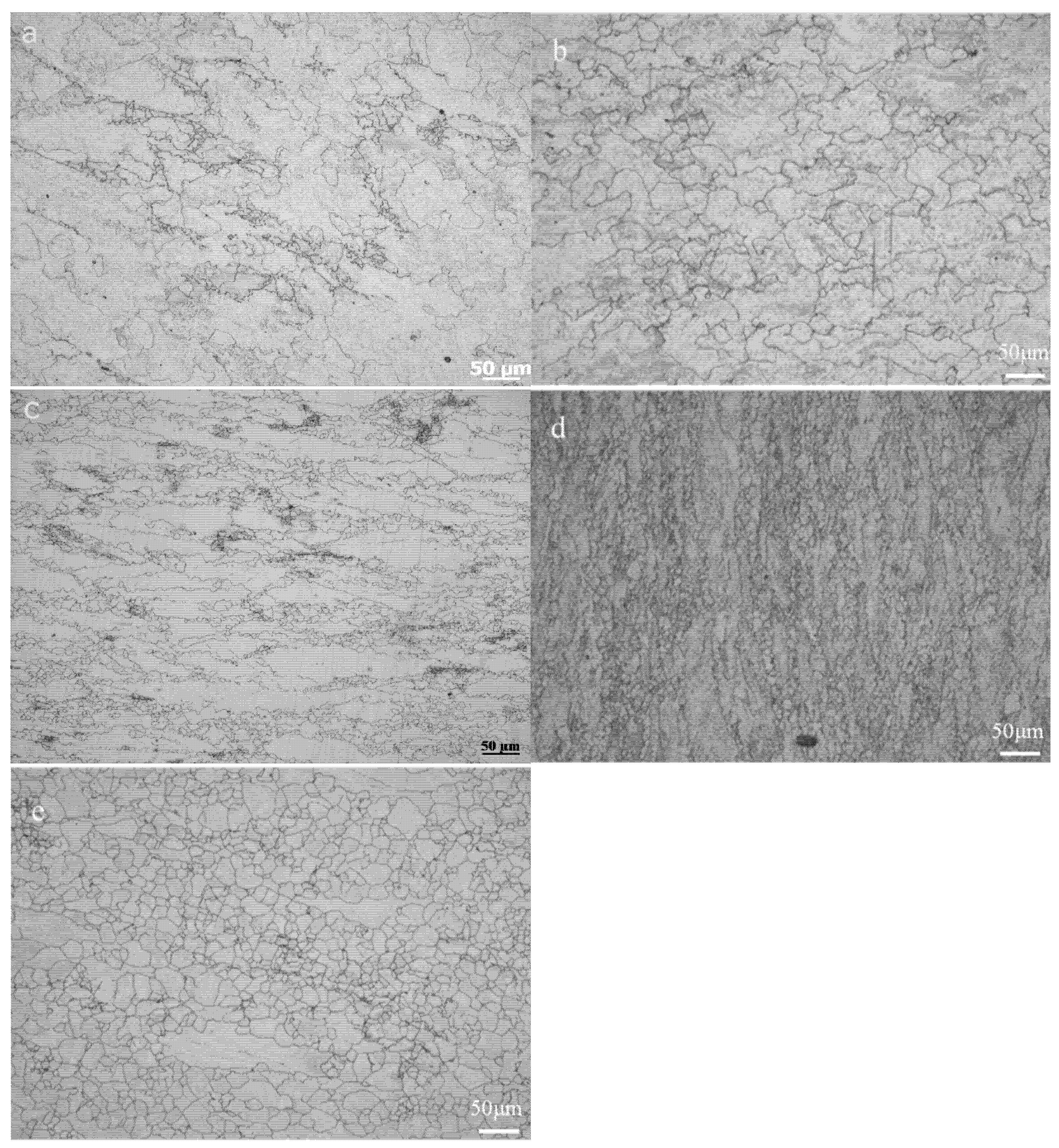
Figure 8 shows optical microstructures at different deformation rates when the deformation temperature is 1050 °C. The strain rate has a significant effect on the grain size. The grain size decreases when the strain rate is from 0.001 s
−1 to 10 s
−1. As shown in
Figure 8a, the grain size is coarse at the strain rate of 0.001. At this case, the deformation time is longer, and the microstructure recovery is more sufficient. Therefore, there are coarse grains in the microstructure. With the increase of the strain rate, the grain size gradually decreases (
Figure 8b–e). This can be attributed to the dynamic recovery and recrystallization process during deformation, because the time to obtain the same strain decreases with the increase of the strain rate, which can greatly reduce the occurrence of dislocation recovery during the deformation. As shown in
Figure 8e, the grain size is fine and equiaxed at the strain rate of 10 s
−1. In this case, the number of recrystallization nucleation increases, and the deformation time is short. Therefore, the grains cannot grow up fully, and there is fine and equiaxed grains in the microstructure.
It is necessary to add that, at a deformation temperature of 1050 °C and deformation rate of 0.001 s−1, the average particle size of the original austenite grain is about 200 μm. According to GB/T 4237-2015, there are no requirements for the grain size of the 50Cr15MoVCu steel plate. Since there are many subsequent processes, such as aging and annealing, the grain size will be greatly improved.
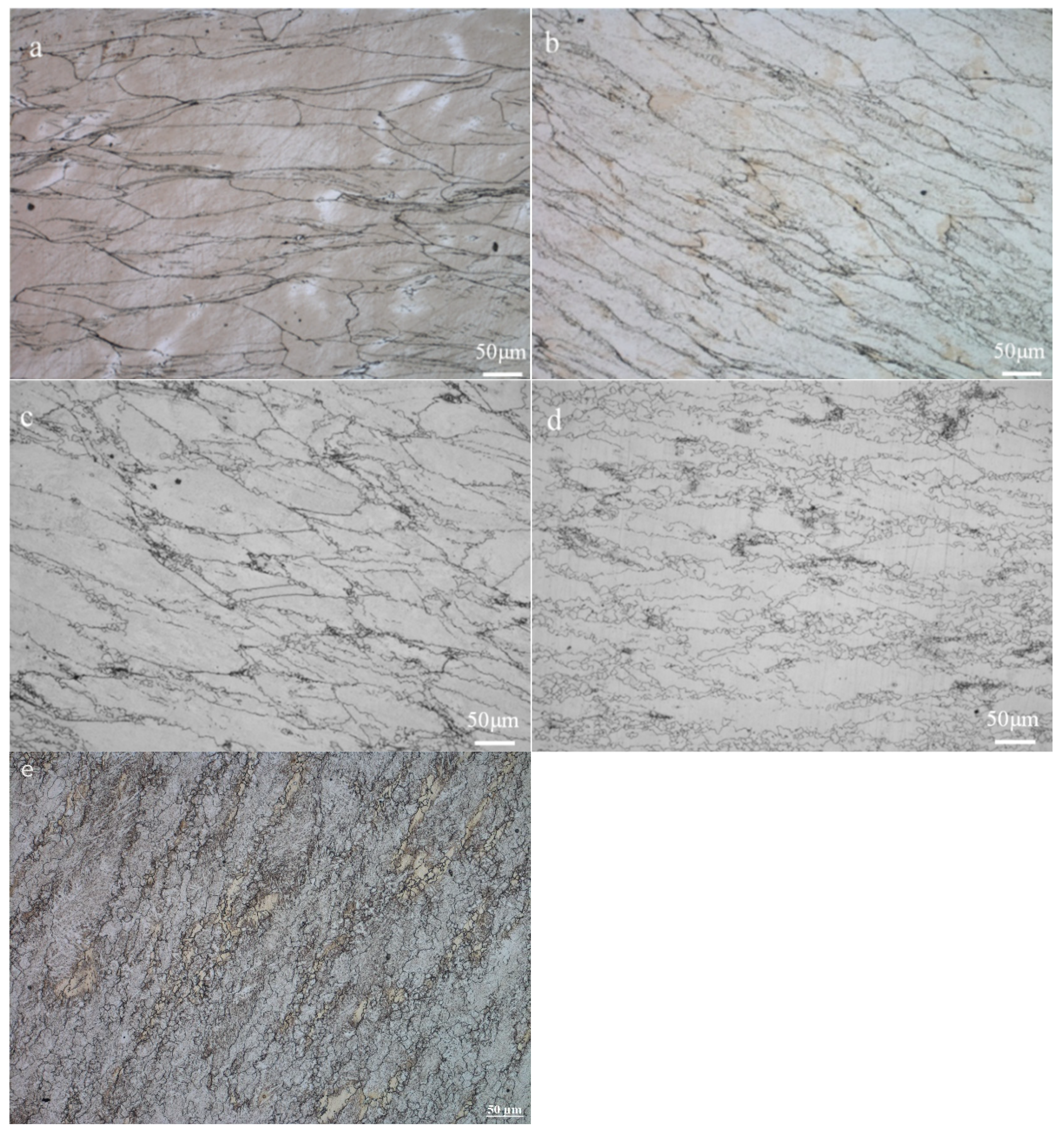
Figure 9 shows optical microstructures at different deformation temperatures when the deformation rate is 0.1 s
−1. At the deformation rate of 0.1 s
−1 and the deformation temperature of 900 °C, the obtained microstructure is elongated, as shown in
Figure 9a. The mechanism attributed to the prior austenite grain tends to elongate along the deformation direction. With the increase of the deformation temperature, the long-banded microstructure becomes fine but still distributes along the deformation direction, and a large number of recrystallization nucleation occurs (
Figure 9b–e). When the deformation temperature is low, a dislocation movement is relatively difficult. According to the true stress–strain curve, there is mainly the recovery stage, and thus, work-hardening plays a leading role, and the microstructure elongates along the deformation direction. When the deformation temperature further increases and reaches 1100 °C, work-hardening and dynamic softening occur simultaneously, and the prior austenite grain tends to be equiaxed. However, work-hardening still plays a dominant role, and the microstructure is not fully equiaxed and only becomes fine.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}