
Material Characterisation and Computational Thermal Modelling of Electron Beam Powder Bed Fusion Additive Manufacturing of Ti2448 Titanium Alloy

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Computational Modelling Methods
- The solid mechanics sub-model was deactivated (only the thermal model was active).
- Material properties of Ti2448 were added as defined in Table 1.
- PBF-EB process parameters replaced PBF-LB process parameters (particularly considering the pre-heating step for each layer of powder bed during PBF-EB).
2.1.1. Setup of the Thermal Modelling Process and Simulation Domain
- (a)
- A thin layer of powders (e.g., layer height of 40 μm) is deposited over a build platform and then is preheated by an electron beam operated in powder pre-heat mode.
- (b)
- A finely focused electron beam (e.g., spot diameter of 200 μm) in melt mode rapidly melts the powders in a localised manner. It rapidly moves around the powder layer, tracing out the required 2D cross section of the 3D metallic parts.
- (c)
- After the fabrication of one layer, the build platform moves down by one layer thickness and is ready for a new layer of loose powder to be spread.
- Preheating step in which the heat source preheats the powders to below melt temperature for a period of time defined as the preheating step time, tp, which represents the time spent on scanning the part by using the electron beam during the preheating step.
- Preheating ‘cooling’ step represents the time when the electron beam leaves the part and moves to preheat other areas of the powder bed for a period of preheating ‘cooling’ step time, tc. The total preheating time, tl, is the sum of tc and tp.
- Active layer melting step is when the finely focused electron beam operates in melt mode, heating the powders to above liquidus temperature. By active layer, it refers to the newly added layer of powders. The active layer melting step time, tm, can be calculated as the electron beam spot diameter divided by the electron beam moving speed for melting the powders, and assumes a constant beam scanning speed within a layer.
- Melting cooling step is the step in which the electron beam is deactivated and the roller/coater spreads a new thin layer of powders on the powder bed.
2.1.2. Thermal Modelling for the PBF-EB Process by Using Finite Element Method
2.1.3. Thermal Boundary Conditions
2.1.4. Material Properties and Process Parameters

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2.2. Experimental Methods
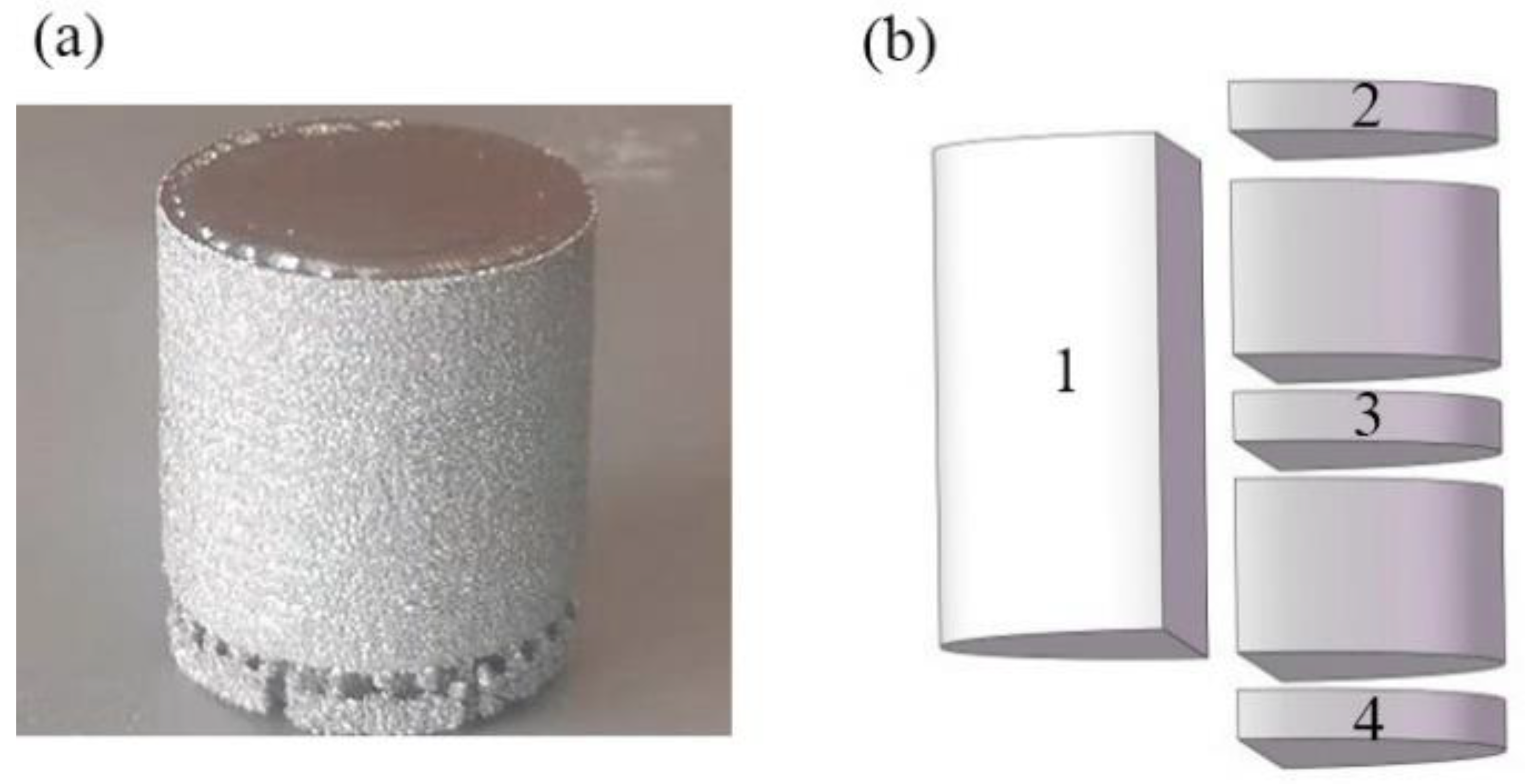
2.2.1. PBF-EB Printing Process
2.2.2. Material Characterization Methods
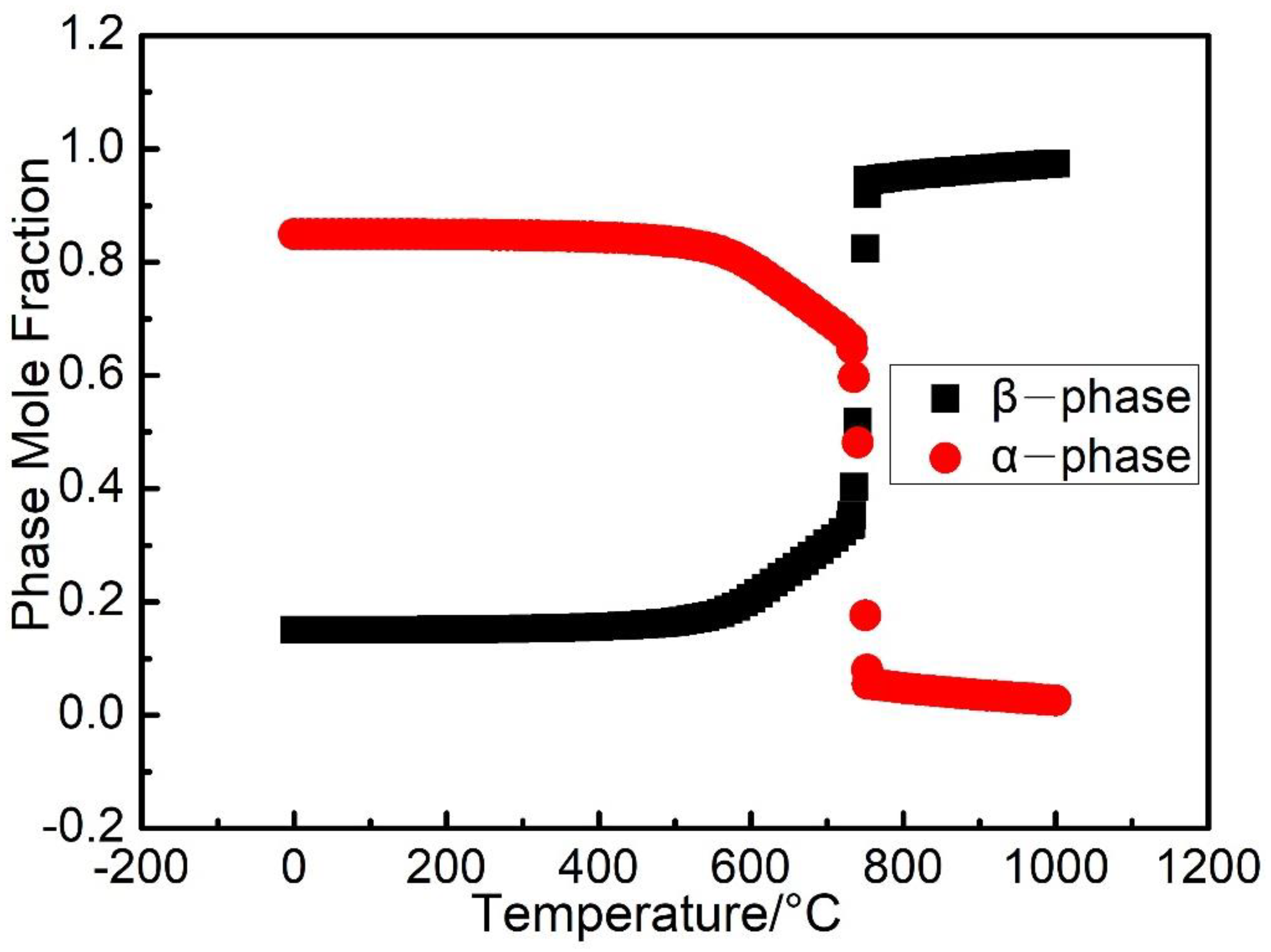
2.3. Computation of Phase Equilibrium
3. Results
3.1. Thermal Modelling Results
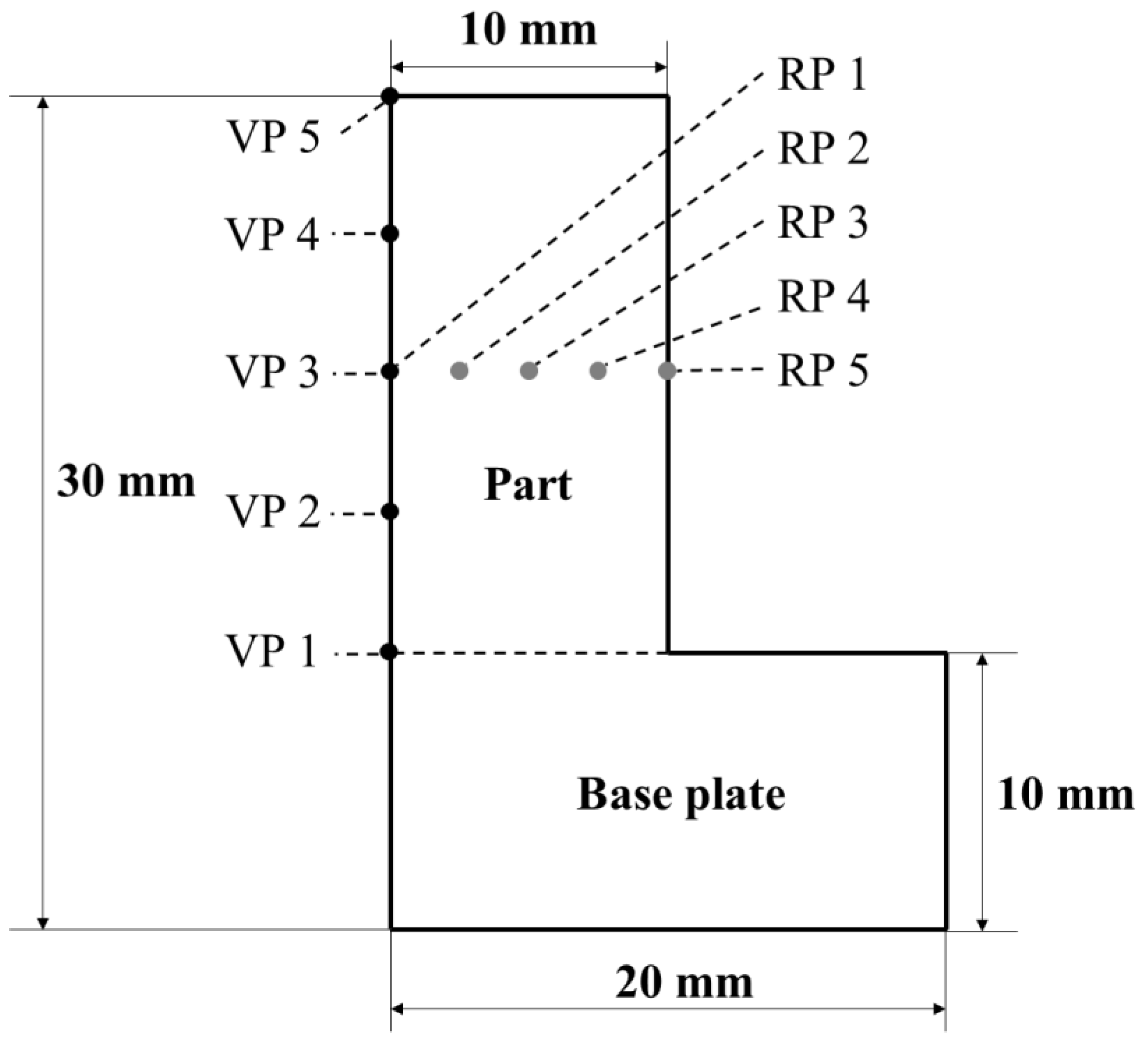
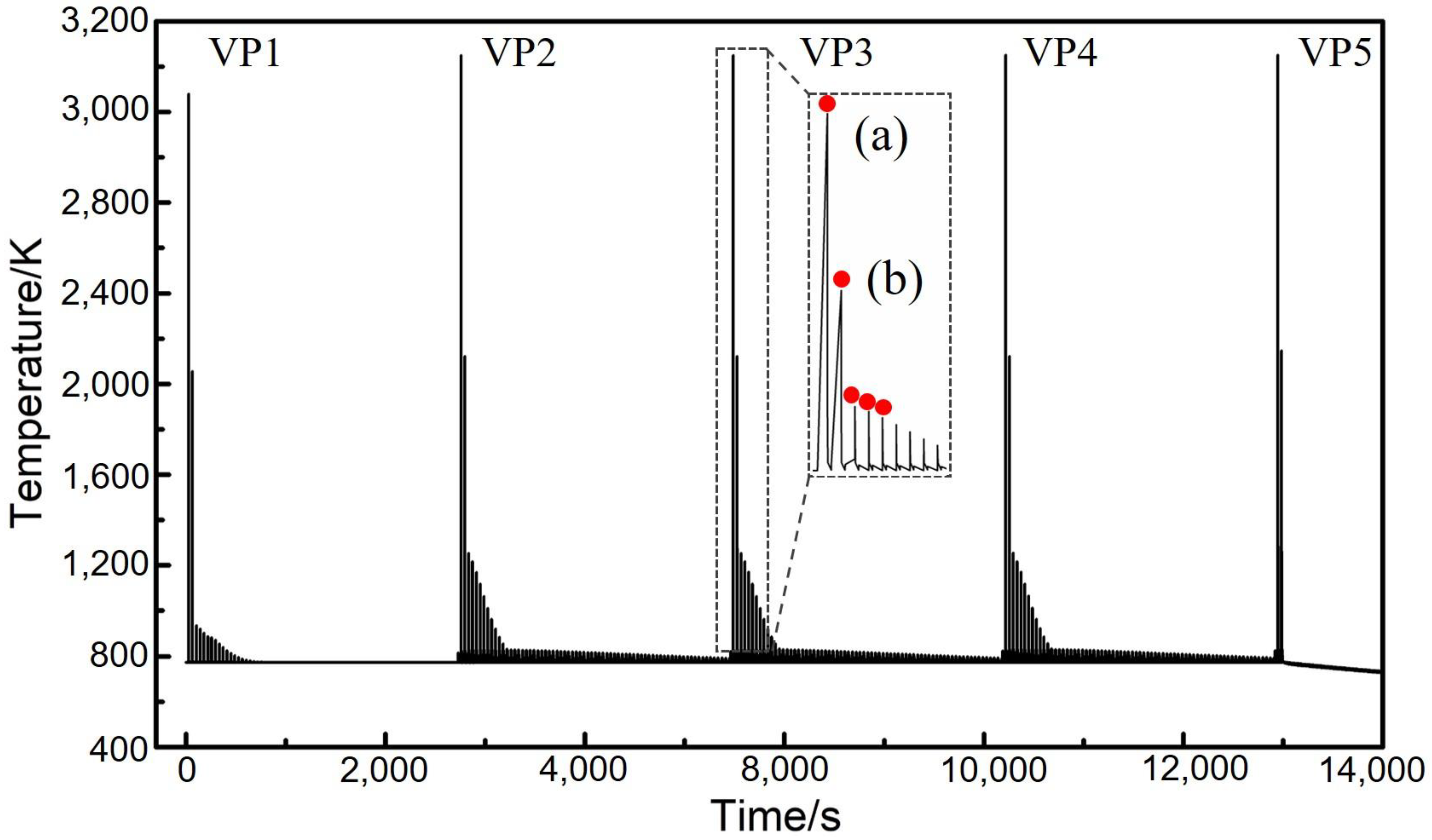
3.1.1. Temperature Profile along the Height of the Manufactured Part
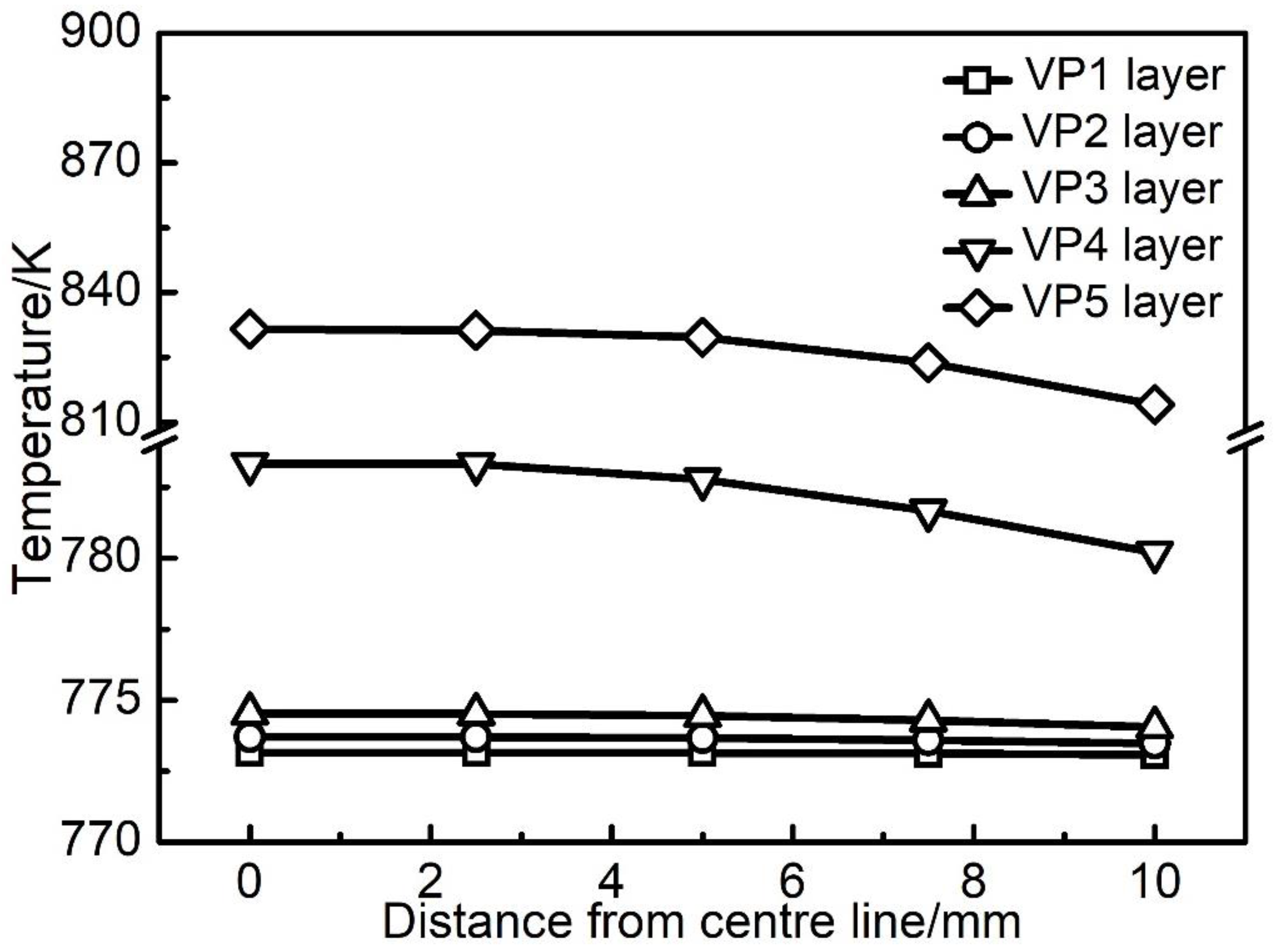
3.1.2. Temperature Profile in the Radial Direction of the Manufactured Part
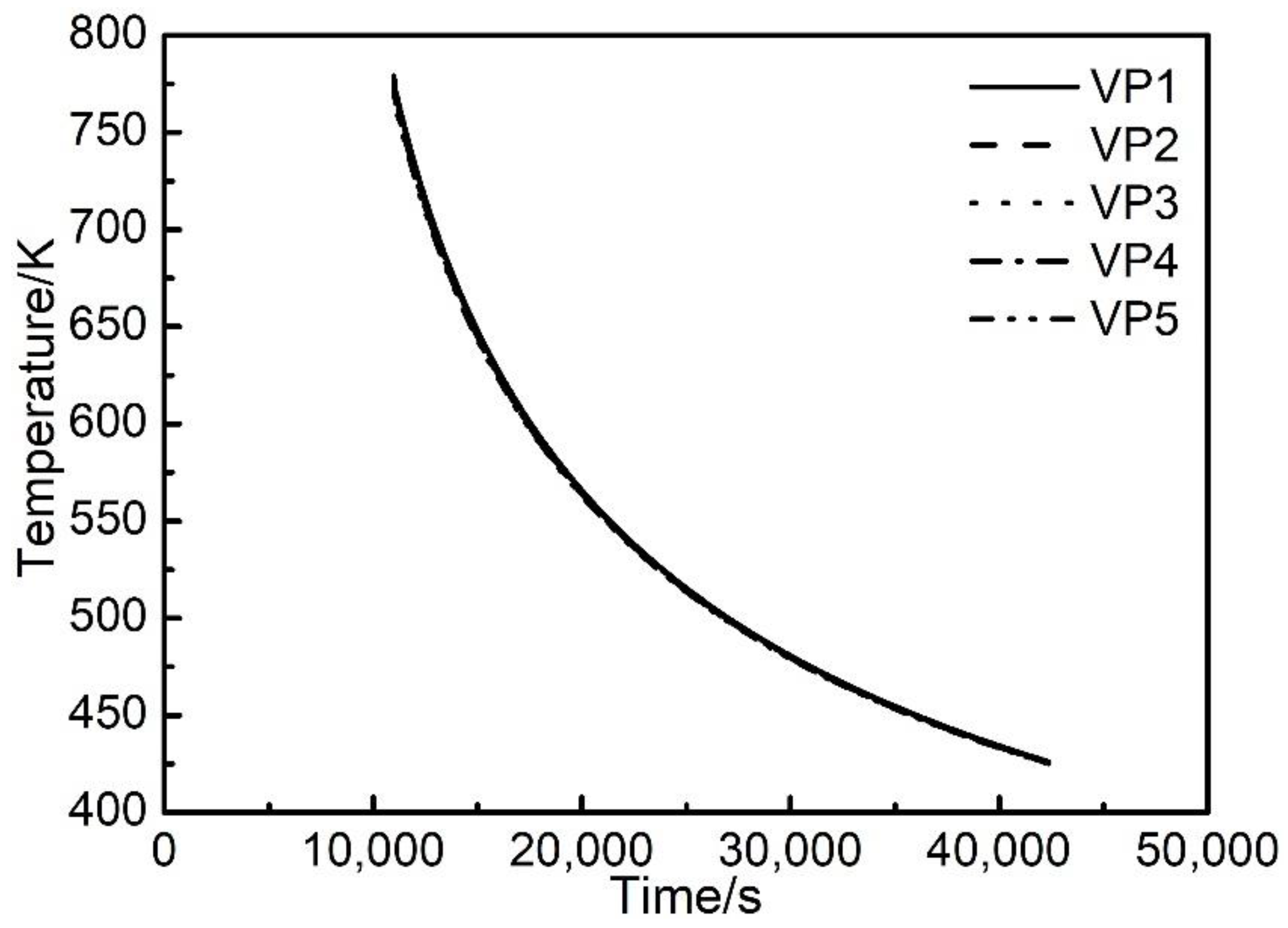
3.1.3. Thermal Process during the Natural Cooling Process Post Manufacturing
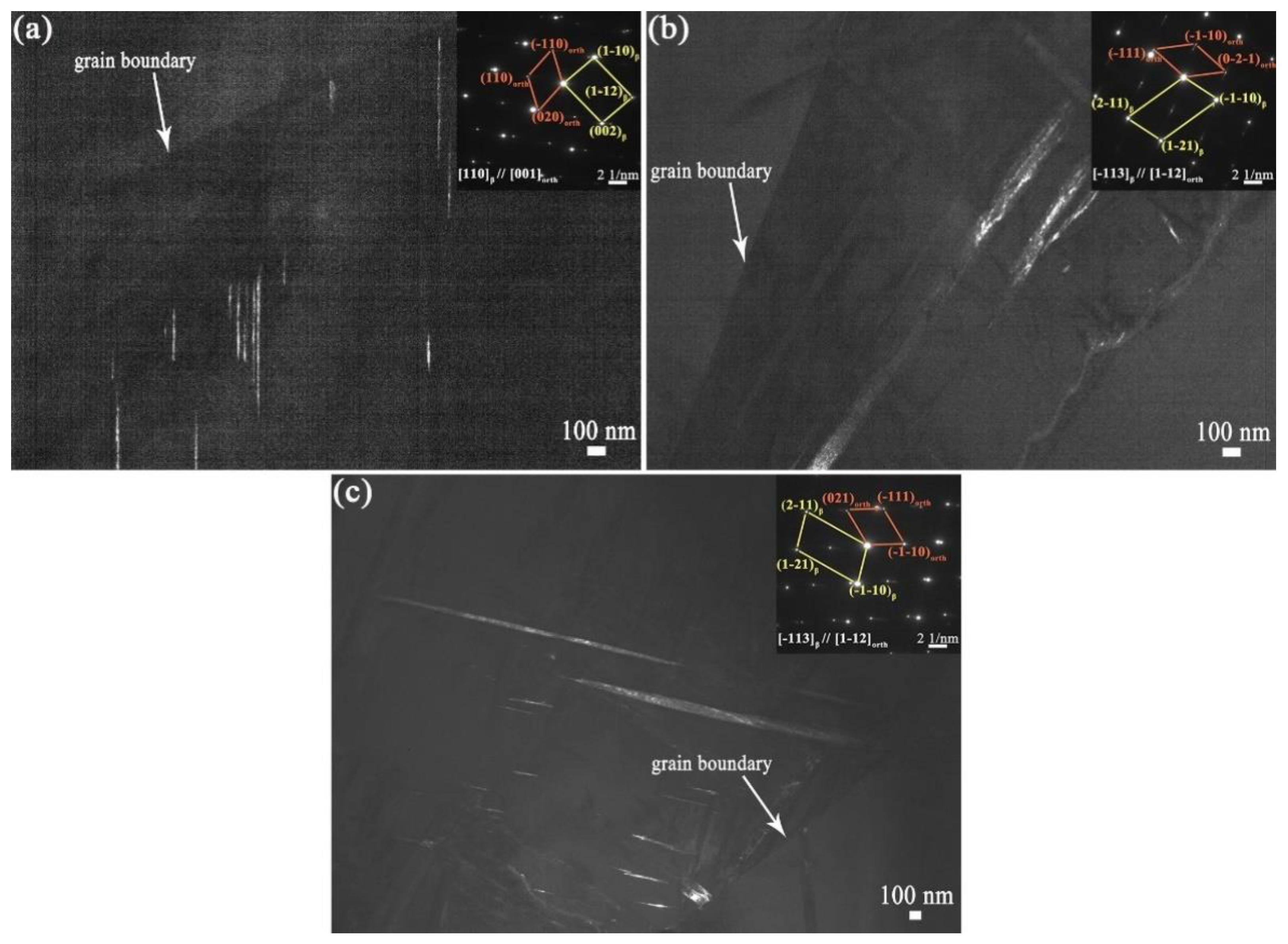
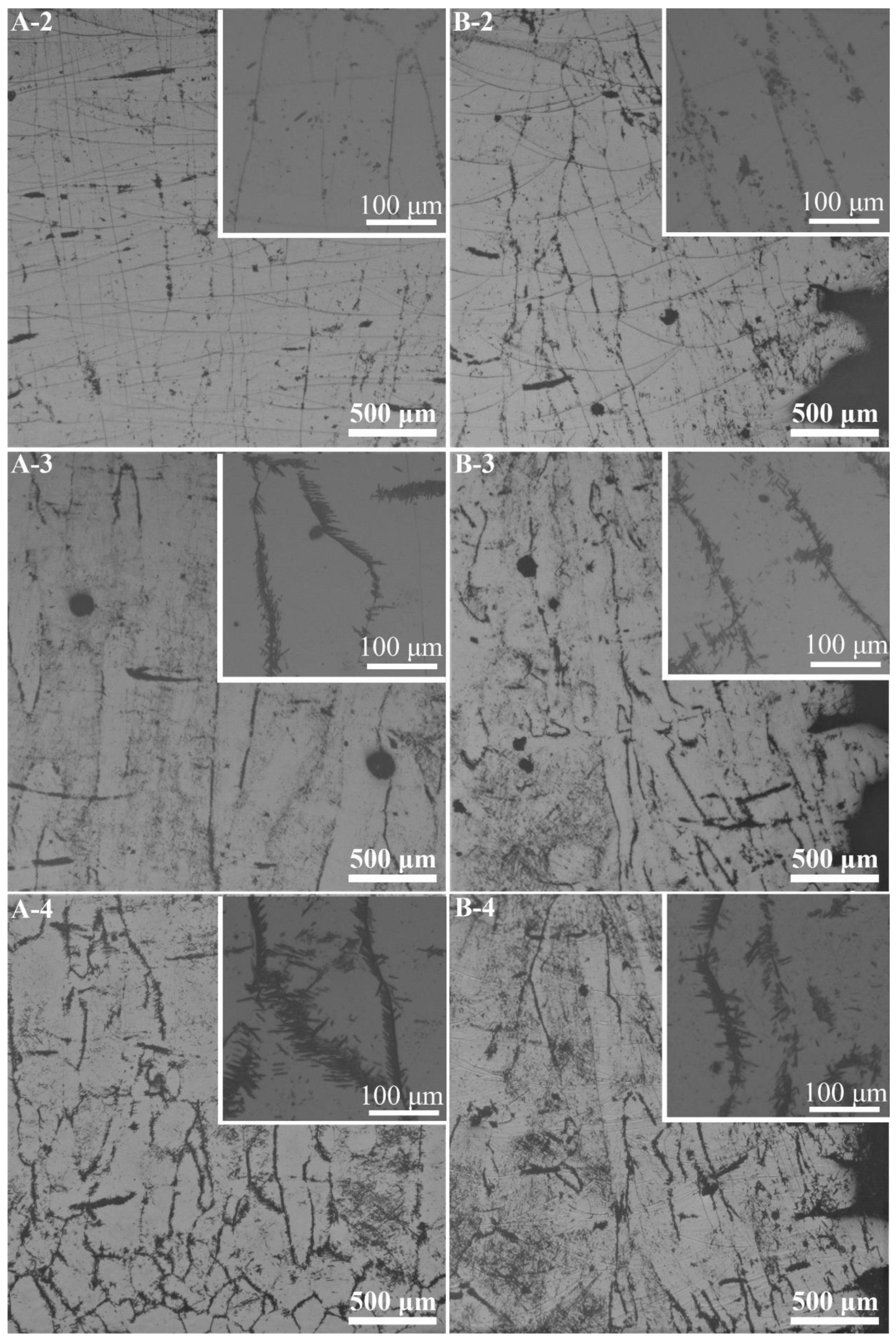
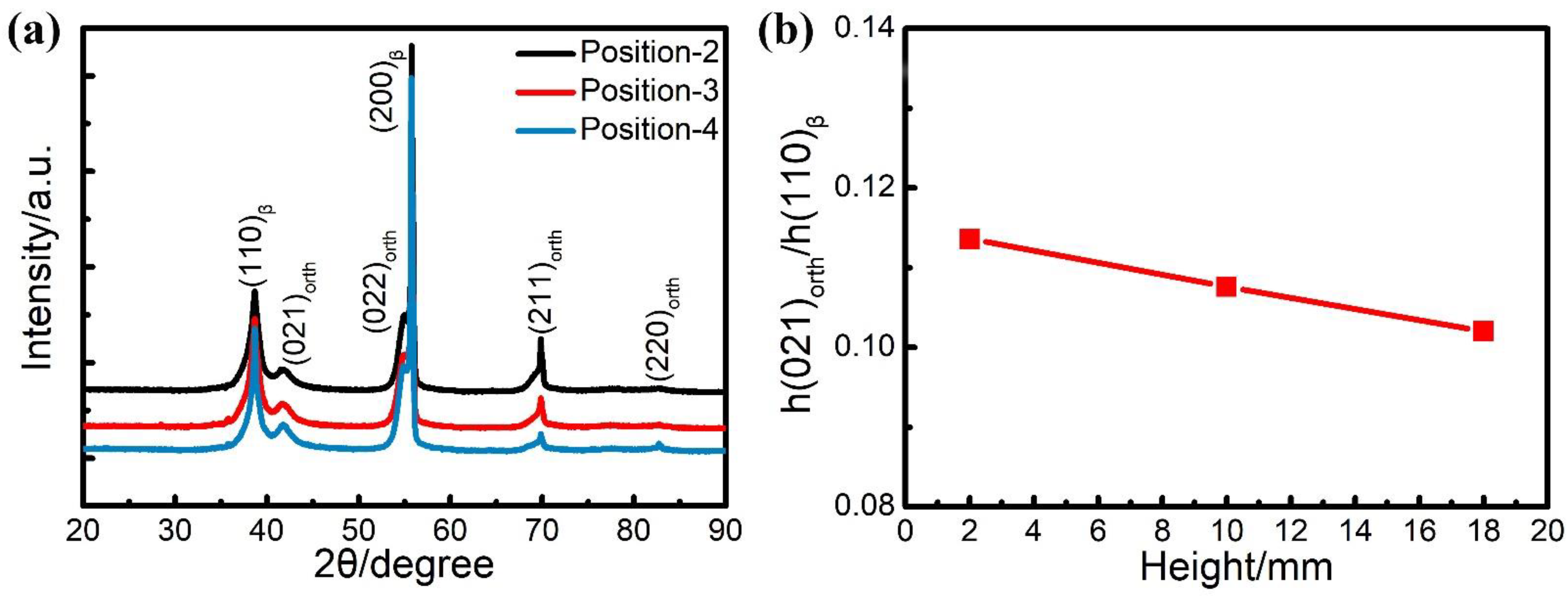
3.2. Material Characterization Results
4. Discussion
4.1. Variation of the α” Phase
4.2. Variation of β Grain Size
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Density of solid, kg/m3 | |
| Specific heat capacity, J/(kg·K) | |
| L | Latent heat of fusion, J/kg |
| Energy density, W/m3 | |
| A | Heat source absorption coefficient |
| Electron beam power for preheating, W | |
| H | Hatch spacing, m |
| Acceleration voltage, V | |
| Electron beam power for melting, W | |
| Melt pool depth, m | |
| Heat source spot diameter, m | |
| Thermal conductivity of solid, W/(m2·K) | |
| Temperature gradient, K/m | |
| q | Heat flux, W/m2 |
| Radiation heat flux, W/m2 | |
| ε | Emissivity coefficient |
| σ | Stefan-Boltzmann constant, W/(m2·K4) |
References
- ISO. DIN EN ISO/ASTM 52900 Additive Manufacturing—General Principles—Terminology; ISO: Geneve, Switzerland, 2018. [Google Scholar]
- Yan, W.; Lin, F.; Liu, W. An effective Finite Element heat transfer model for Electron Beam Melting process. In Proceedings of the Advances in Materials and Processing Technologies Conference, Madrid, Spain, 14–17 December 2015. [Google Scholar]
- Murr, L.E.; Li, S. Electron-beam additive manufacturing of high-temperature metals. MRS Bull. 2016, 41, 752–757. [Google Scholar] [CrossRef]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Sames, W.J.; Unocic, K.A.; Dehoff, R.R.; Lolla, T.; Babu, S.S. Thermal effects on microstructural heterogeneity of Inconel 718 materials fabricated by electron beam melting. J. Mater. Res. 2014, 29, 1920–1930. [Google Scholar] [CrossRef] [Green Version]
- Rannar, L.E.; Koptyug, A.; Olsen, J.; Saeidi, K.; Shen, Z.J. Hierarchical structures of stainless steel 316L manufactured by Electron Beam Melting. Addit. Manuf. 2017, 7, 106–112. [Google Scholar] [CrossRef]
- Cheng, B.; Price, S.; Lydon, J.; Cooper, K.; Chou, K. On Process Temperature in Powder-Bed Electron Beam Additive Manufacturing: Model Development and Validation. J. Manuf. Sci. Eng. 2014, 136, 6. [Google Scholar] [CrossRef]
- Shen, N.G.; Chou, K. Thermal Modeling of Electron Beam Additive Manufacturing Process: Powder Sintering Effects. In Proceedings of the Asme International Manufacturing Science & Engineering Conference Collocated with the North American Manufacturing Research Conference & in Participation with the International Conference on Tribology Materials & Processing, Xiamen, China, 27–29 March 2012; pp. 287–295. [Google Scholar]
- Prabhakar, P.; Sames, W.J.; Dehoff, R.; Babu, S.S. Computational modeling of residual stress formation during the electron beam melting process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef] [Green Version]
- Galati, M.; Iuliano, L. A literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Li, C.; Liu, F.; Guo, Y.B.; Li, Z.Y. A Temperature-Thread Multiscale Modeling Approach for Efficient Prediction of Part Distortion by Selective Laser Melting. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Williams, R.J.; Davies, C.M.; Hooper, P.A. A pragmatic part scale model for residual stress and distortion prediction in powder bed fusion. Addit. Manuf. 2018, 22, 416–425. [Google Scholar] [CrossRef]
- Zhang, W.; Tong, M.; Harrison, N.M. Resolution, energy and time dependency on layer scaling in finite element modelling of laser beam powder bed fusion additive manufacturing. Addit. Manuf. 2019, 28, 610–620. [Google Scholar] [CrossRef]
- Hao, Y.L.; Li, S.J.; Zheng, C.Y.; Hu, Q.M.; Yang, R. Super-elastic titanium alloy with unstable plastic deformation. App. Phys. Lett. 2005, 87, 091906. [Google Scholar] [CrossRef]
- Hao, Y.L.; Li, S.J.; Sun, S.Y.; Zheng, C.Y.; Yang, R. Elastic deformation behaviour of Ti–24Nb–4Zr–7.9Sn for biomedical applications. Acta Biomater. 2007, 3, 277–286. [Google Scholar] [CrossRef]
- Hao, Y.L.; Li, S.J.; Yang, R. Biomedical titanium alloys and their additive manufacturing. Rare Metals 2016, 35, 661–671. [Google Scholar] [CrossRef]
- Hernandez, J. Microstructures and Hardness Properties for β-Phase Ti-24Nb-4Zr-7.9Sn Alloy Fabricated by Electron Beam Melting. J. Mater. Sci. Technol. 2013, 11, 1011–1017. [Google Scholar] [CrossRef]
- Yang, C.L.; Zhang, Z.J.; Li, S.J.; Sercombe, T.B.; Hou, W.T.; Zhang, P.; Zhu, Y.K.; Hao, Y.L.; Zhang, Z.F. Simultaneous improvement in strength and plasticity of Ti-24Nb-4Zr-8Sn manufactured by selective laser melting. Mater. Des. 2018, 157, 52–59. [Google Scholar] [CrossRef]
- Liu, Y.J.; Li, S.J.; Wang, H.L.; Hou, W.T.; Hao, Y.L. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.C.; Guillemot, G.; Bernacki, M.; Bellet, M. Macroscopic thermal finite element modeling of additive metal manufacturing by selective laser melting process. Comput. Methods Appl. Mech. Eng. 2018, 331, 514–535. [Google Scholar] [CrossRef]
- Barrett, R.A.; Barrett, R.A.; Etienne, T.; Duddy, C.; Harrison, N.M. Residual Stress Prediction in a Powder Bed Fusion Manufactured Ti6Al4V Hip Stem. Am. Inst. Phys. Conf. Ser. 2017. [Google Scholar] [CrossRef]
- Zhang, W.Y. Process Modelling and Experimental Validation of Residual Stress in Metal Additive Manufacturing. NUI Galway 2022. [Google Scholar]
- Yan, W.T.; Ge, W.J.; Smith, J.; Lin, S.; Kafka, O.L.; Lin, F.; Liu, W.K. Multi-scale modeling of electron beam melting of functionally graded materials. Acta Mater. 2016, 115, 403–412. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Tong, M.; Noel, M.; Harrison, N.M. Data on a computationally efficient approximation of part-powder conduction as surface free convection in powder bed fusion process modelling. Data Brief 2019, 27, 104559. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.Y.; Tong, M.M.; Harrison, N.M. Scanning strategies effect on temperature, residual stress and deformation by multi-laser beam powder bed fusion manufacturing. Addit. Manuf. 2020, 36, 101507. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. A systematic investigation of the effects of process parameters on heat and fluid flow and metallurgical conditions during laser-based powder bed fusion of Ti6Al4V alloy. Int. J. Heat Mass Transf. 2019, 139, 213–230. [Google Scholar] [CrossRef]
- Li, C.; Fu, C.H.; Guo, Y.B.; Fang, F.Z. A multiscale modeling approach for fast prediction of part distortion in selective laser melting. J. Mater. Process. Technol. 2016, 229, 703–712. [Google Scholar] [CrossRef]
- Zhao, X.; Zhao, X.R.; Iyer, A.; Promoppatum, P.; Yao, S.C. Numerical modeling of the thermal behavior and residual stress in the direct metal laser sintering process of titanium alloy products. Addit. Manuf. 2017, 14, 126–136. [Google Scholar] [CrossRef]
- Masoomi, M.; Thompson, S.M.; Shamsaei, N. Laser powder bed fusion of Ti-6Al-4V parts: Thermal modeling and mechanical implications. Int. J. Mach. Tools Manuf. 2017, 118–119, 73–90. [Google Scholar] [CrossRef] [Green Version]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Protasov, C.E.; Khmyrov, R.S.; Grigoriev, S.N.; Gusarov, A.V. Selective laser melting of fused silica: Interdependent heat transfer and powder consolidation. Int. J. Heat Mass Transf. 2017, 104, 665–674. [Google Scholar] [CrossRef]
- Lu, X.F.; Lin, X.; Chiumenti, M.; Cervera, M.; Li, J.J.; Ma, L.; Wei, L.; Hu, Y.L.; Huang, W.D. Finite element analysis and experimental validation of the thermomechanical behavior in laser solid forming of Ti-6Al-4V. Addit. Manuf. 2018, 21, 30–40. [Google Scholar] [CrossRef]
- Ding, X.; Yuichiro, K.; Wei, D.X.; Akihiko, C. Effect of process parameters on melt pool geometry and microstructure development for electron beam melting of IN718: A systematic single bead analysis study. Addit. Manuf. 2019, 26, 215–226. [Google Scholar] [CrossRef]
- Criales, L.E.; Yiğit, M.A.; Brandon, L.; Shawn, M.; Alkan, D.; Tuğrul, O. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Wang, Z.H.; Lin, X.; Kang, N.; Hu, Y.L.; Chen, J.; Huang, W.D. Strength-ductility synergy of selective laser melted Al-Mg-Sc-Zr alloy with a heterogeneous grain structure. Addit. Manuf. 2020, 34, 101260. [Google Scholar] [CrossRef]
- Karimi, P.; Sadeghi, E.; Åkerfeldt, P.; Ålgårdh, J.; Andersson, J. Influence of successive thermal cycling on microstructure evolution of EBM-manufactured alloy 718 in track-by-track and layer-by-layer design. Mater. Des. 2018, 160, 427–441. [Google Scholar] [CrossRef]
- Antonysamy, A.A. Microstructure, Texture and Mechanical Property Evolution during Additive Manufacturing of Ti6Al4V Alloy for Aerospace Applications. University of Manchester. 2012. Available online: http://www.manchester.ac.uk/escholar/uk-ac-man-scw:160535 (accessed on 9 May 2012).
- Hao, Y.L.; Yang, R.; Niinomi, M.; Kuroda, D.; Zhou, Y.L.; Fukunaga, K.; Suzuki, A. Young’s modulus and mechanical properties of Ti-29Nb-13Ta-4.6Zr in relation to α″ martensite. Metall. Mater.Trans. A 2002, 33, 3137–3144. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Markovsky, P.E.; Semiatin, S.L.; Ward, C.H. Aging response of coarse- and fine-grained β titanium alloys. Mater. Eng. A 2005, 405, 296–305. [Google Scholar] [CrossRef]
- Terlinde, G.; Fischer, G. Beta Titanium Alloys. Titan. Titan. Alloy. 2003, 37–57. [Google Scholar] [CrossRef]
- Moffat, D.L.; Kattner, U.R. Stable and metastable Ti-Nb phase diagrams. Metall. Trans. 1988, 19, 2389–2397. [Google Scholar] [CrossRef]
- Pang, E.L.; Pickering, E.J.; Baik, S.I.; Seidman, D.N.; Jones, N.G. The effect of zirconium on the omega phase in Ti-24Nb-[0–8]Zr (at.%) alloys. Acta Mater. 2018, 153, 62–70. [Google Scholar] [CrossRef]
- Wang, L.Q. Effect of Aging Treatment on Microstructure and Mechanical Properties of Ti27Nb2Ta3Zr β Titanium Alloy for Implant Applications. J. Magn. Magn. Mater. 2004, 278, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Bönisch, M.; Stoica, M.; Calin, M. Routes to control diffusive pathways and thermal expansion in Ti-alloys. Sci. Rep. 2020, 10, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Aeby-Gautier, E.; Settefrati, A.; Bruneseaux, F.; Appolaire, B. Isothermal α’’ formation in β metastable titanium alloys. J. Alloy. Compd. 2012, 577, S439–S443. [Google Scholar] [CrossRef]
- Ahmadi, A.; Mirzaeifar, R.; Moghaddam, N.S.; Turabi, A.S.; Haluk, E.K.; Elahinia, M. Effect of manufacturing parameters on mechanical properties of 316L stainless steel parts fabricated by selective laser melting: A computational framework. Mater. Des. 2016, 112, 328–338. [Google Scholar] [CrossRef]
- Burgers, W.G. On the process of transition of the cubic-body-centered modification into the hexagonal-close-packed modification of zirconium. Physica 1934, 1, 561–586. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Williams, J.C. The precipitation of α-phase in metastable β -phase Ti alloys. Metall. Trans. A 1975. [Google Scholar] [CrossRef]
- Williams, J.C. (Ed.) Titanium and Titanium Alloys Scientific and Technological Aspects Volume 3; Springer Science & Business Media: Cham, Switzerland, 2013. [Google Scholar]
- Banerjee, S.; Mukhopadhyay, P. Phase Transformations—Examples from Titanium and Zirconium Alloys Volume 12; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Wang, H.L.; Shah, S.A.A.; Hao, Y.L.; Prima, F.; Li, T.; Cairney, J.M.; Wang, Y.D.; Wang, Y.; Obbard, E.G.; Li, S.J.; et al. Stabilizing the body centered cubic crystal in titanium alloys by a nano-scale concentration modulation. J. Alloy. Compd. 2017, 700, 155–158. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.L.; Hao, Y.L.; He, S.Y.; Li, T.; Cairney, J.M.; Wang, Y.D.; Wang, Y.; Obbard, E.G.; Prima, F.; Du, K.; et al. Elastically confined martensitic transformation at the nano-scale in a multifunctional titanium alloy. Acta Mater. 2017, 135, 330–339. [Google Scholar] [CrossRef]
- Hao, Y.L.; Gong, D.L.; Li, T.; Wang, H.L.; Cairney, J.M.; Wang, Y.D.; Obbard, E.G.; Sun, F.; Prima, F.; Li, S.J.; et al. Continuous and reversible atomic rearrangement in a multifunctional titanium alloy. Materialia 2018, 2, 1–8. [Google Scholar] [CrossRef]
- Wang, H.L.; Hao, L.Y.; He, S.Y.; Du, K.; Li, T.; Obbard, E.G.; Hudspeth, J.; Wang, G.J.; Wang, Y.D.; Wang, Y.; et al. Tracing the coupled atomic shear and shuffle for a cubic to a hexagonal crystal transition. Scripta Mater. 2017, 133, 70–74. [Google Scholar] [CrossRef] [Green Version]
- Al-Bermani, S.; Blackmore, M.L.; Zhang, W.; Todd, I. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti6Al4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Porter, D.; Easterling, K. Phase Transformations in Metals and Alloys Third Edition; CRC Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Han, S.K.; Kobayashi, Y.; Tsukamoto, S.; Nagai, K. Effect of cooling rate on microstructure evolution of rapidly cooled high-impurity steels. Mater. Sci. Eng. A 2005, 403, 311–317. [Google Scholar] [CrossRef]
- Yang, X.Y.; Barrett, R.A.; Tong, M.M.; Harrison, N.M.; Leen, S.B. Towards a process-structure model for Ti-6Al-4V during additive manufacturing. J. Manuf. Process. 2021, 61, 428–439. [Google Scholar] [CrossRef]
- Yang, X.Y.; Barrett, R.A.; Tong, M.M.; Harrison, N.M.; Leen, S.B. Prediction of Microstructure Evolution for Additive Manufacturing of Ti-6Al-4V. Procedia Manuf. 2020, 47, 1178–1183. [Google Scholar] [CrossRef]
- Ardghail, P.M.; Harrison, N.M.; Leen, S.B. A through-process, thermomechanical model for predicting welding-induced microstructure evolution and post-weld high-temperature fatigue response. Int. J. Fatigue 2018, 112, 216–232. [Google Scholar] [CrossRef] [Green Version]
- Ardghail, P.M.; Harrison, N.M.; Leen, S.B. A process-structure-property model for welding of 9Cr power plant components: The influence of welding process temperatures on in-service cyclic plasticity response. Int. J. Press. Vessel. Pip. 2019, 173, 26–44. [Google Scholar] [CrossRef]















| Symbol | Modelling Parameters | Unit | Value |
|---|---|---|---|
| U | Acceleration voltage | V | 60000 |
| Ip | Current for preheating | mA | 14.6 |
| Im | Current for melting | mA | 8.5 |
| vm | Scanning speed for melting | mm/s | 1704.3 |
| vp | Preheating scanning speed | mm/s | 10000 |
| Tp | Substrate preheat temperature | K | 773 |
| A | Heat source absorption coefficient | 0.9 [34] | |
| ds | Heat source spot diameter for melting | μm | 200 |
| dm | Melt pool depth | μm | 150 |
| H | Hatch spacing | μm | 200 |
| Powder layer thickness | μm | 70 |
| Position Along the Height of Sample | Around Sample Centre Line | Around Sample Side Surface |
|---|---|---|
| Top | 111.0 ± 59.2 | 90.8 ± 67.1 |
| Middle | 65.3 ± 30.9 | 57.2 ± 29.1 |
| Bottom | 52.2 ± 25.4 | 48.3 ± 24.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Zhang, W.; Li, S.; Tong, M.; Hou, W.; Wang, H.; Hao, Y.; Harrison, N.M.; Yang, R. Material Characterisation and Computational Thermal Modelling of Electron Beam Powder Bed Fusion Additive Manufacturing of Ti2448 Titanium Alloy. Materials 2021, 14, 7359. https://doi.org/10.3390/ma14237359
Wang Q, Zhang W, Li S, Tong M, Hou W, Wang H, Hao Y, Harrison NM, Yang R. Material Characterisation and Computational Thermal Modelling of Electron Beam Powder Bed Fusion Additive Manufacturing of Ti2448 Titanium Alloy. Materials. 2021; 14(23):7359. https://doi.org/10.3390/ma14237359
Chicago/Turabian StyleWang, Qiushuang, Wenyou Zhang, Shujun Li, Mingming Tong, Wentao Hou, Hao Wang, Yulin Hao, Noel M. Harrison, and Rui Yang. 2021. "Material Characterisation and Computational Thermal Modelling of Electron Beam Powder Bed Fusion Additive Manufacturing of Ti2448 Titanium Alloy" Materials 14, no. 23: 7359. https://doi.org/10.3390/ma14237359