
Application of the C-S-H Phase Nucleating Agents to Improve the Performance of Sustainable Concrete Composites Containing Fly Ash for Use in the Precast Concrete Industry


Abstract
:1. Introduction
- interaction with reactive aggregates;
- increased rheology of concrete composites, i.e., shrinkage and creep;
- faster drying of the concrete mixture;
- frost resistance of the composite.
- significant acceleration of the early strength of composites;
- shortening or completely eliminating the heat treatment of prefabricated elements;
- better utilization of the prefabrication plant production capacity;
- acceleration of a production cycle;
- improvement in the formwork utilization due to earlier casting;
- increase in the efficiency of the production process;
- reduction in energy consumption;
- optimization of the binding materials used, i.e., cement and mineral additives;
- increased durability of composites.
- at the macro scale on concrete samples and
- at the micro scale on cement paste samples.
2. Materials and Experimental Methodology
2.1. Scope of the Studies
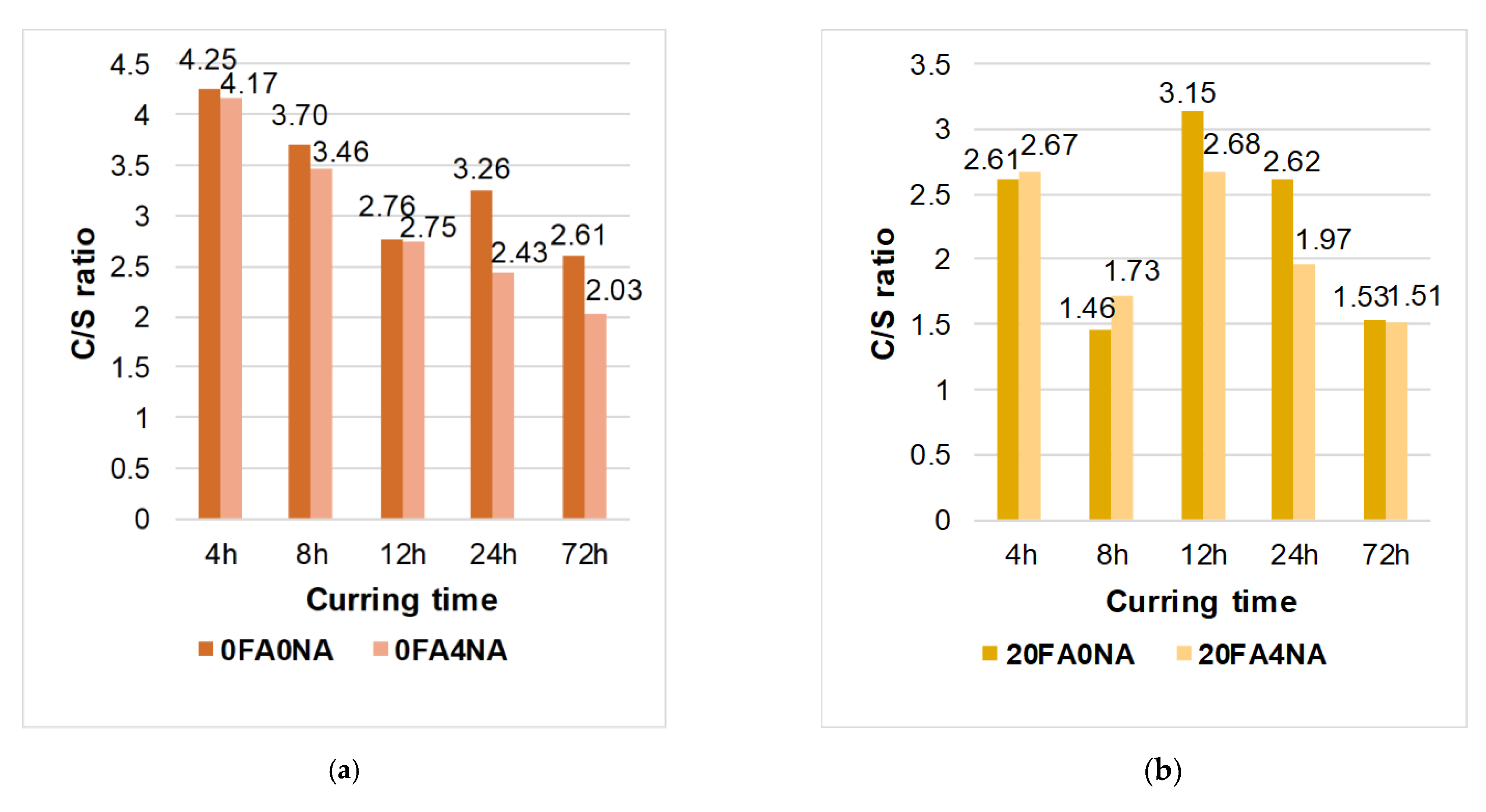
- 0% FA + 0% NA (0FA0NA);
- 0% FA + 4% NA (0FA4NA);
- 20% FA + 0% NA (20FA0NA);
- 20% FA + 4% NA (20FA4NA).
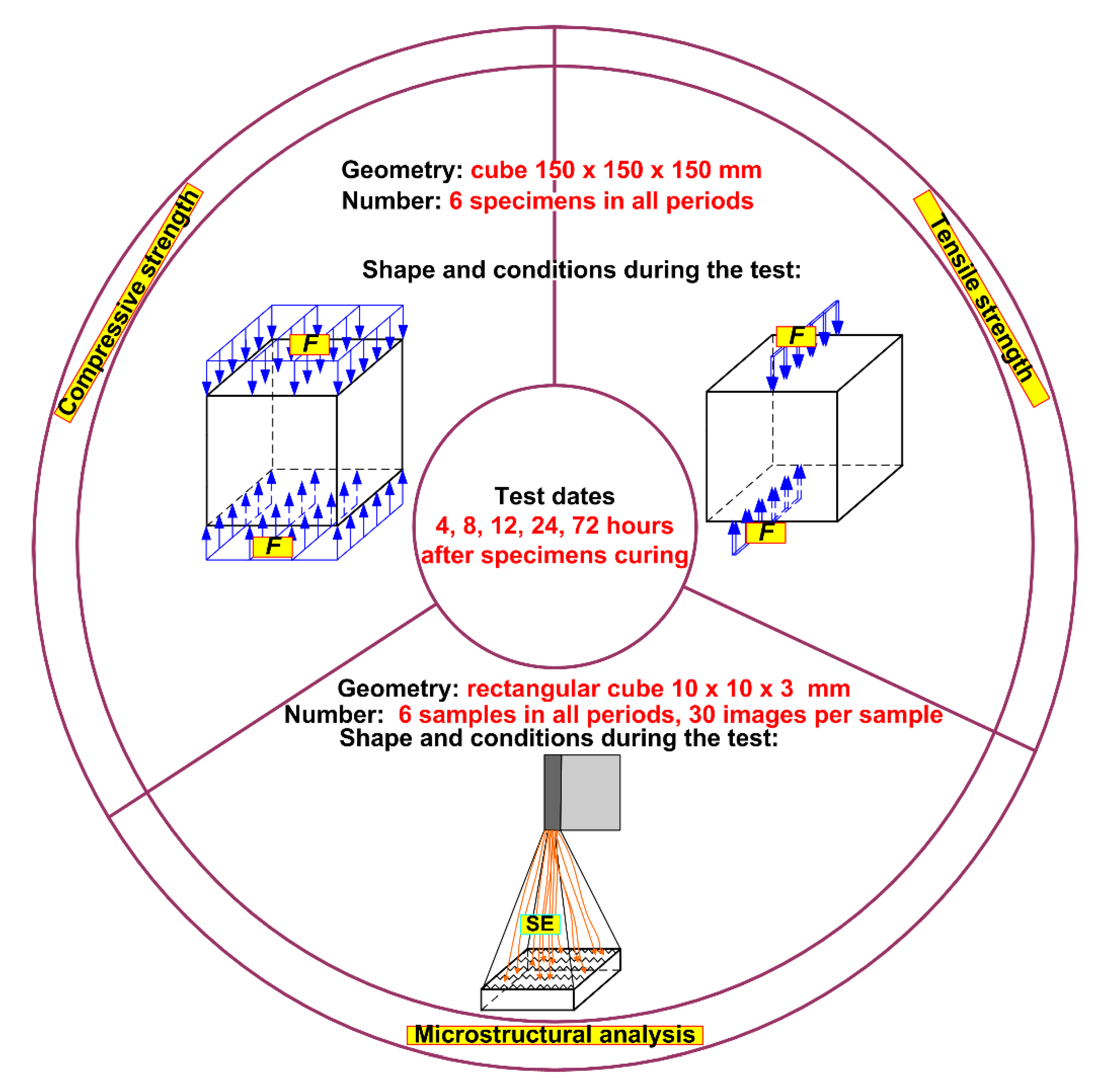
- evaluation of the strength parameters of the concrete;
- diagnostics of the cement paste structure.
- compressive strength fcm;
- splitting tensile strength fctm.
2.2. Materials
- ordinary Portland cement (OPC) from Chełm Cement Plant;
- siliceous fly ash (FA) from Puławy thermal-electric power station;
- pit sand from Markuszów deposit;
- gravel from Las Suwalski deposit;
- nano-admixture (NA);
- the laboratory pipeline water;
- plasticizer STACHEPLAST 125;
- superplasticizer MasterGlenium ACE 430.
- specific gravity—2.14 g/cm3;
- specific surface area—2944 g/cm3;
- fineness—39.2%;
- average particle diameter—30 μm.
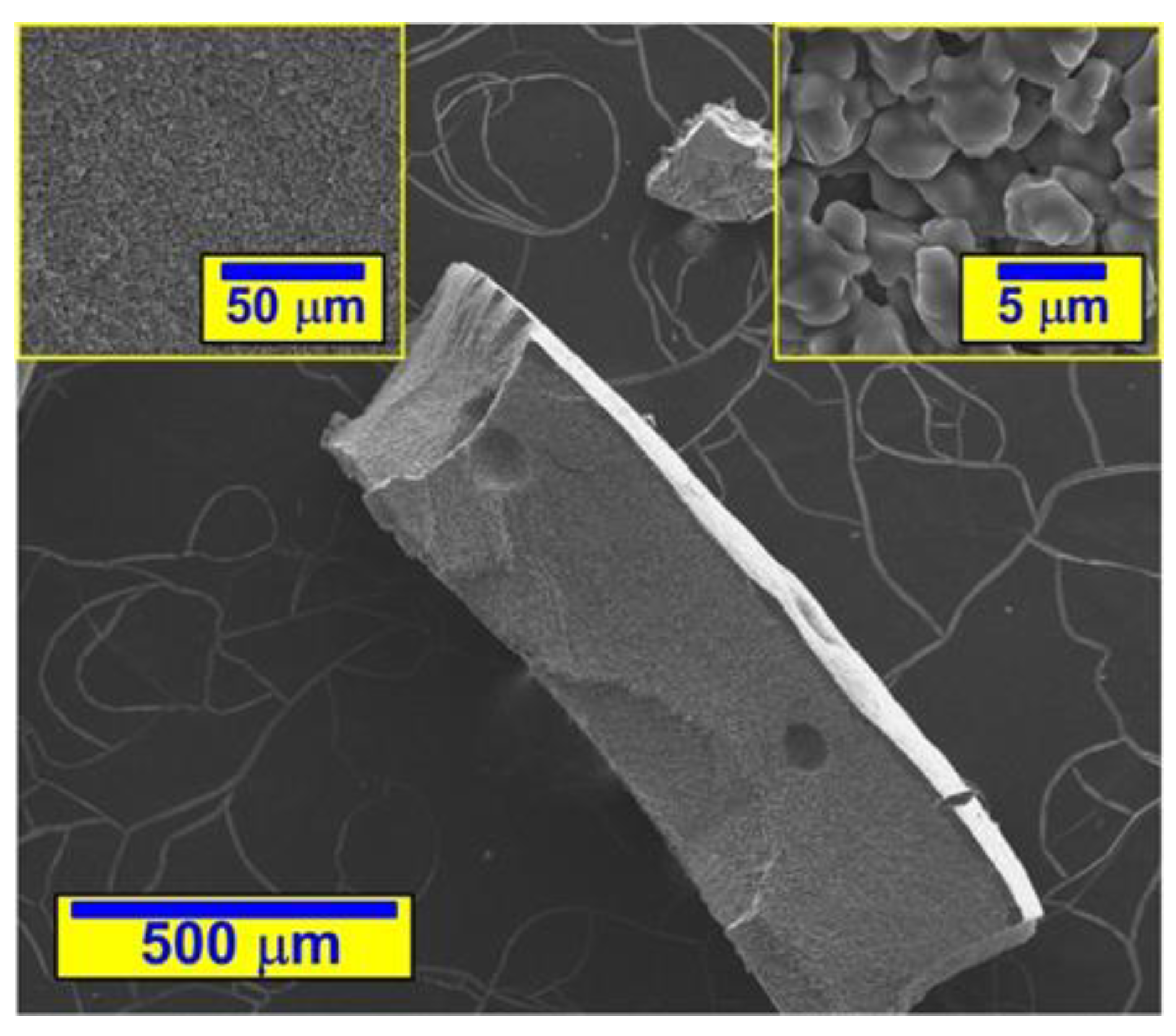
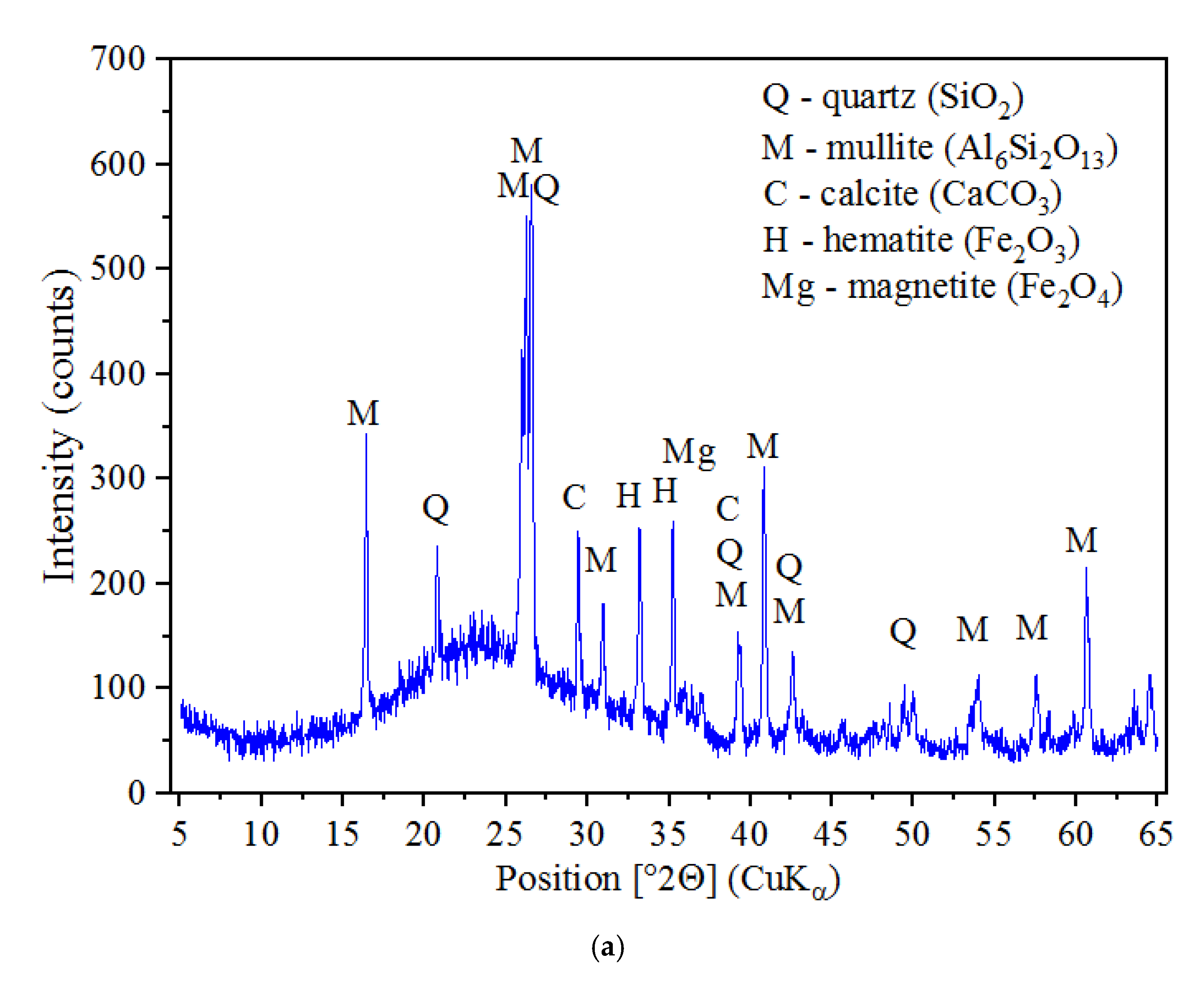
- it is a fine-grained material consisting of particles with a low bulk density and high specific surface area;
- due to the high intensity of the peaks of its two primary phases, quartz and mullite, it can be stated that it has high pozzolanic activity (Figure 3a).
- density of suspension—1.14 g/cm3;
- pH—11.5;
- chloride content—<0.1%;
- alkali content—<4.0%.
2.3. Preparation and Casting of Test Specimens
- mix gravel and sand in a drum mixer for several minutes;
- add the binding materials, i.e., OPC and next FA, and mix for 3 min;
- add half of the portion of water and mix for 2 min;
- add the remaining water, and plasticizer in the case of mixtures without NA, or add the remaining water, NA and superplasticizer in the case of mixtures including NA, to obtain a homogenous mixture.
2.4. Test Methods
2.4.1. Mechanical Parameter Analysis
- static specimen loading process;
- control of the force increase in the specimens by increasing the displacement of the press head at 0.5 MPa/s.
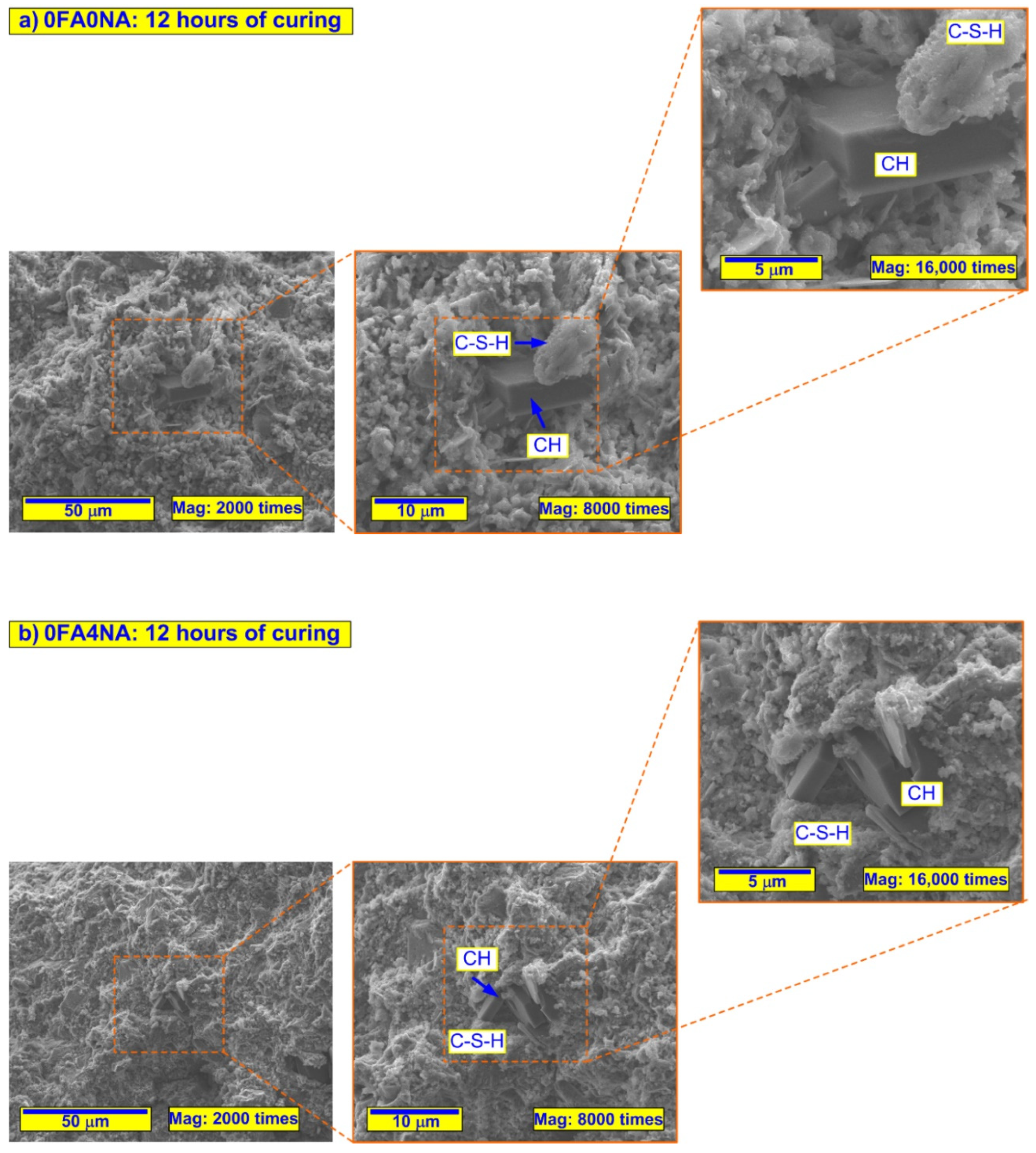
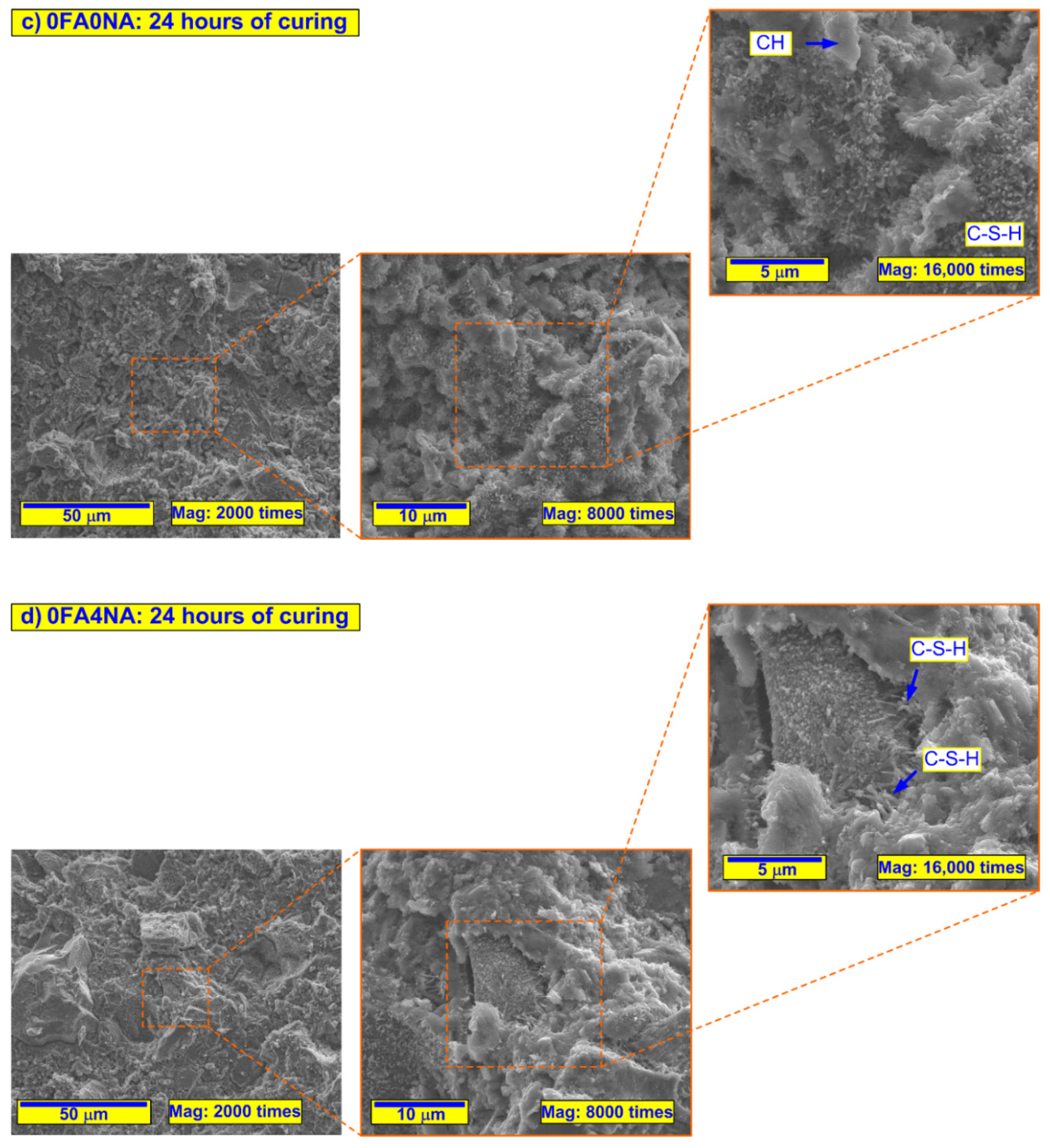
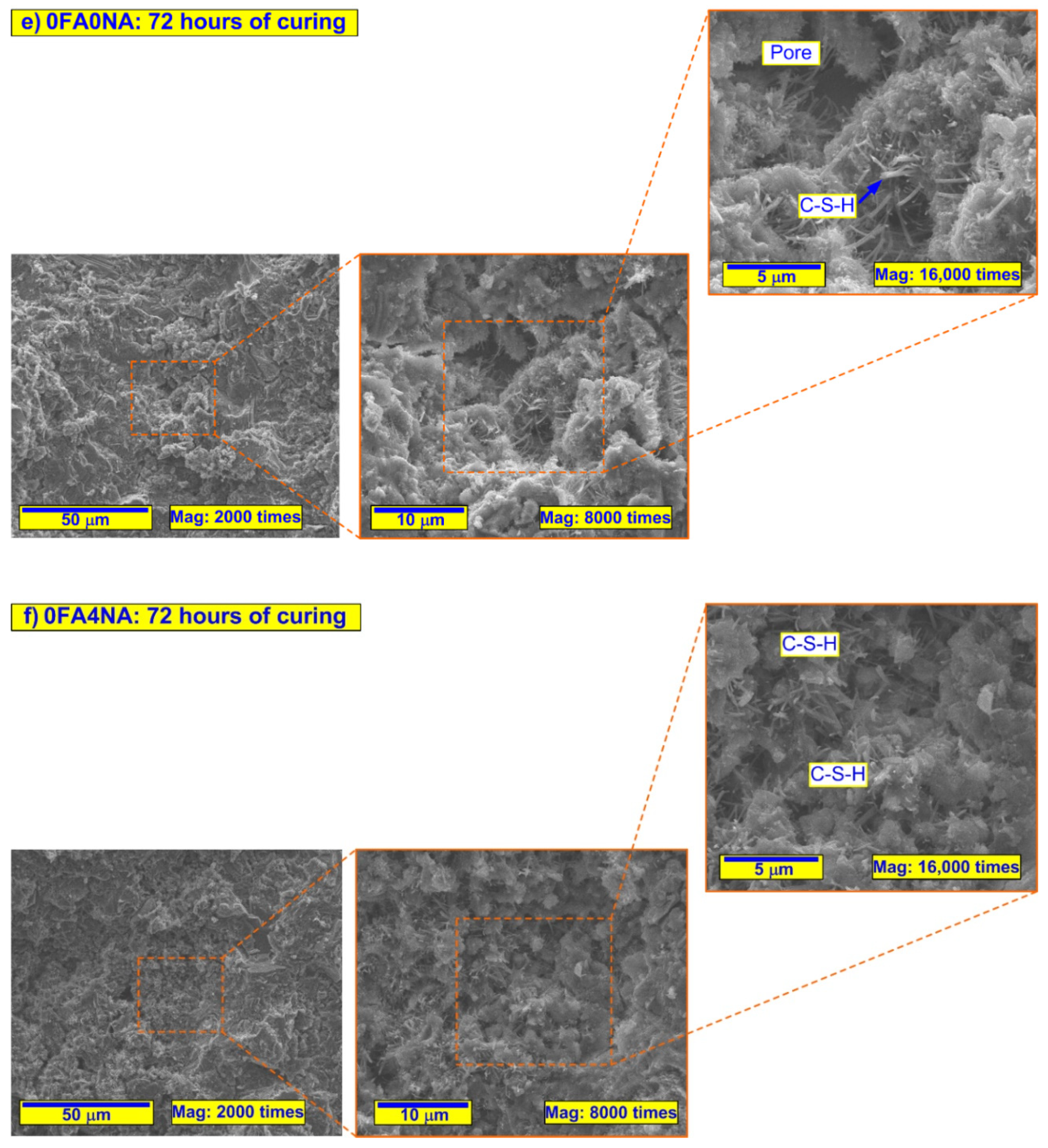
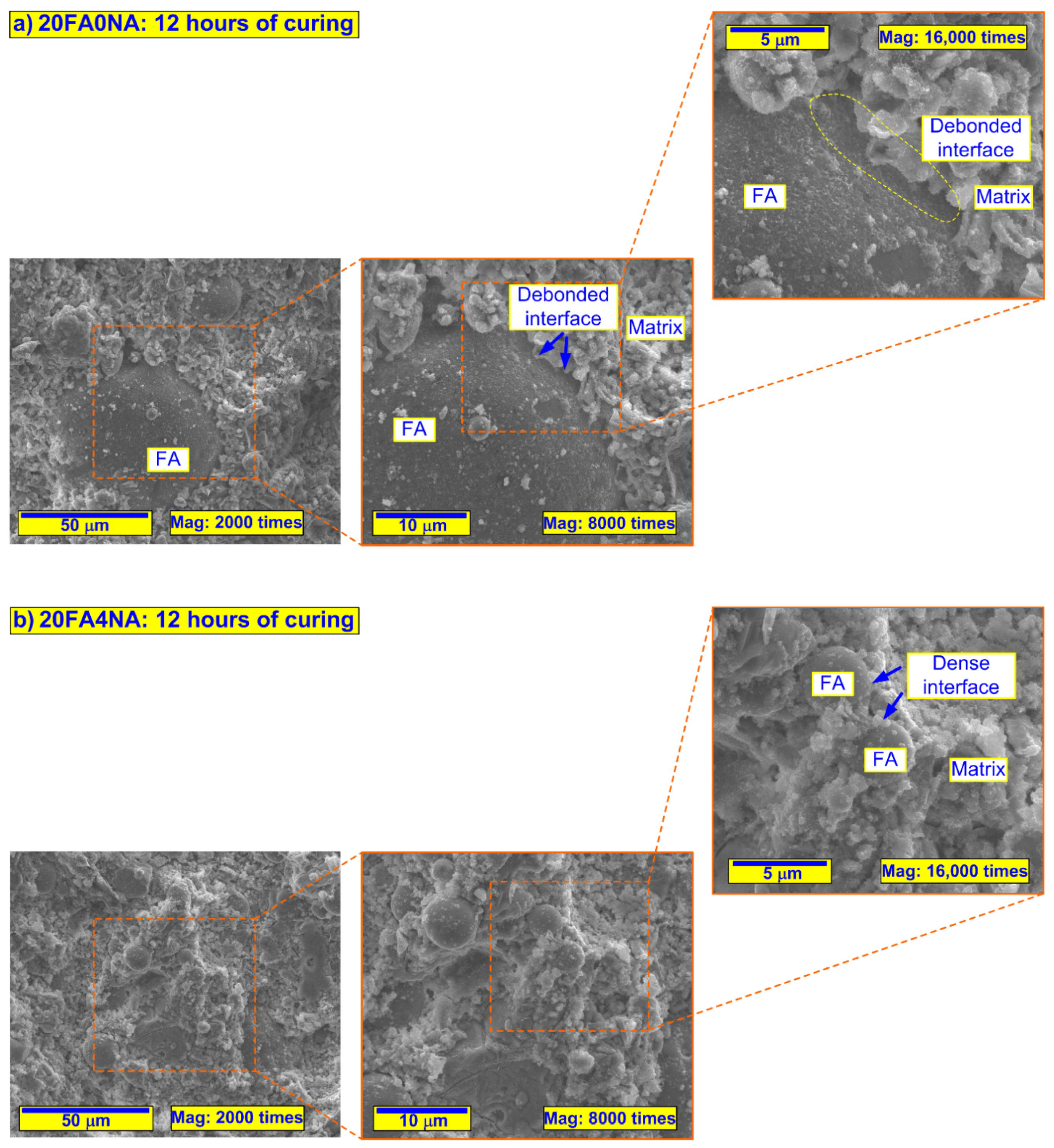
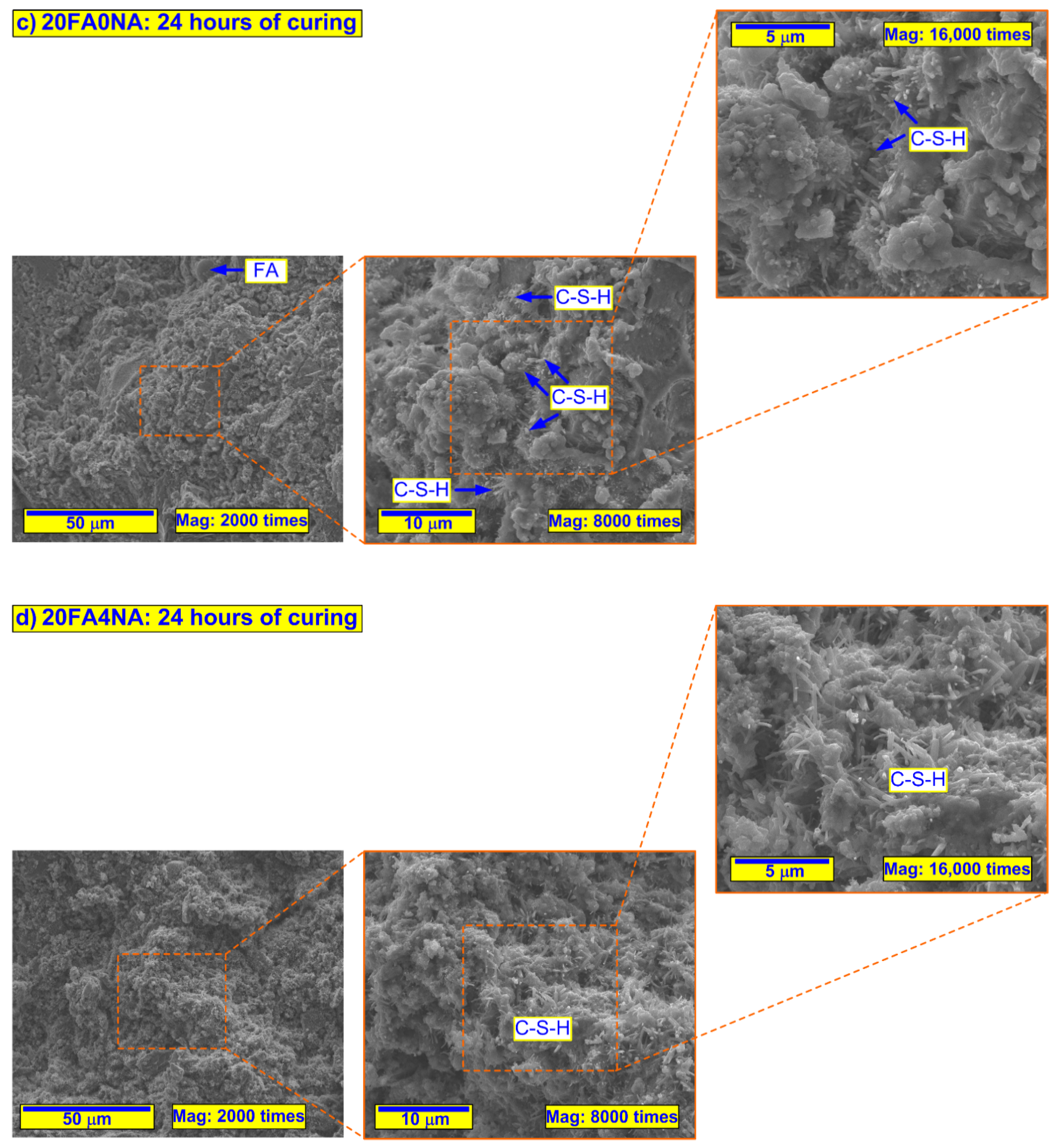
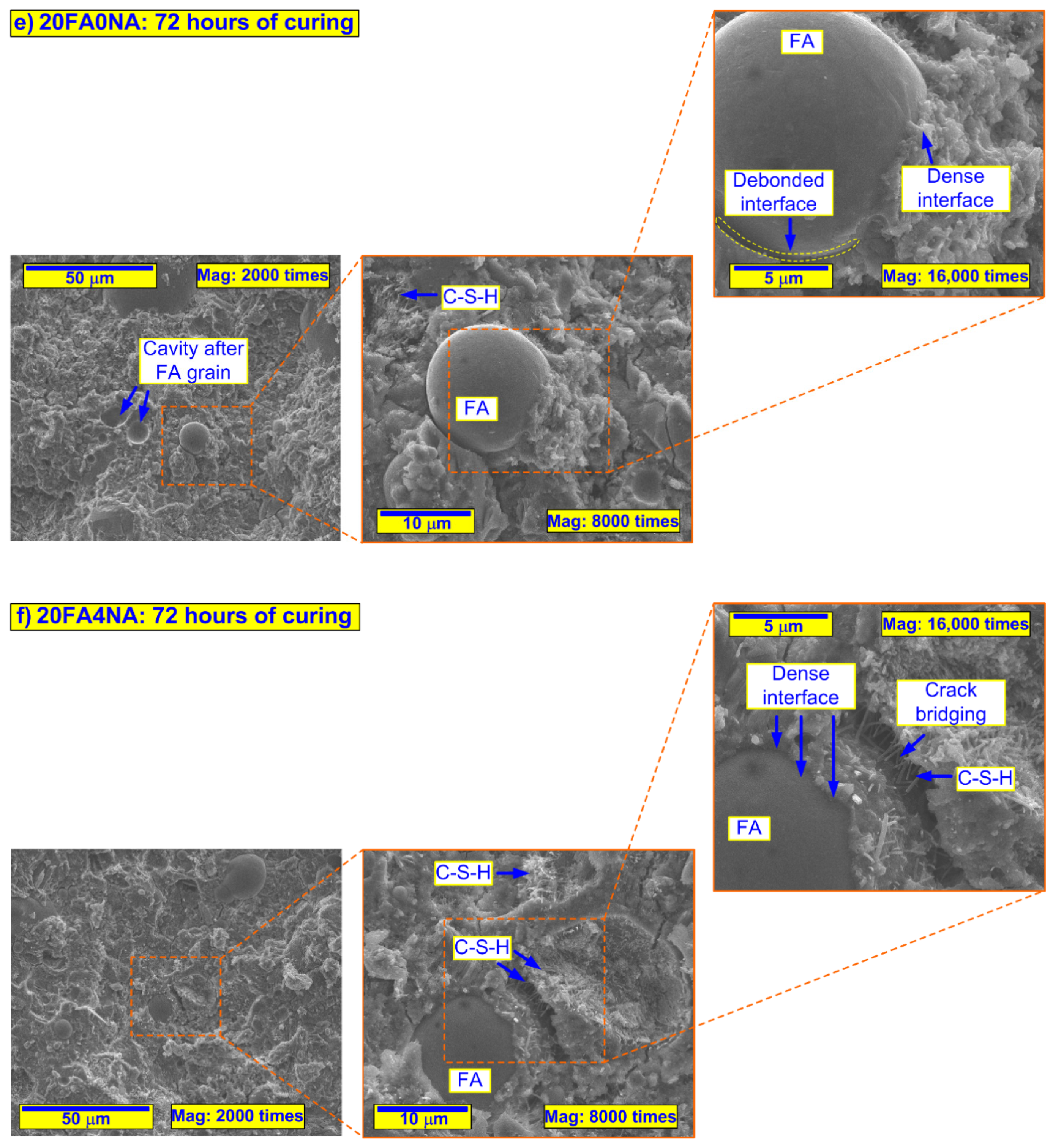
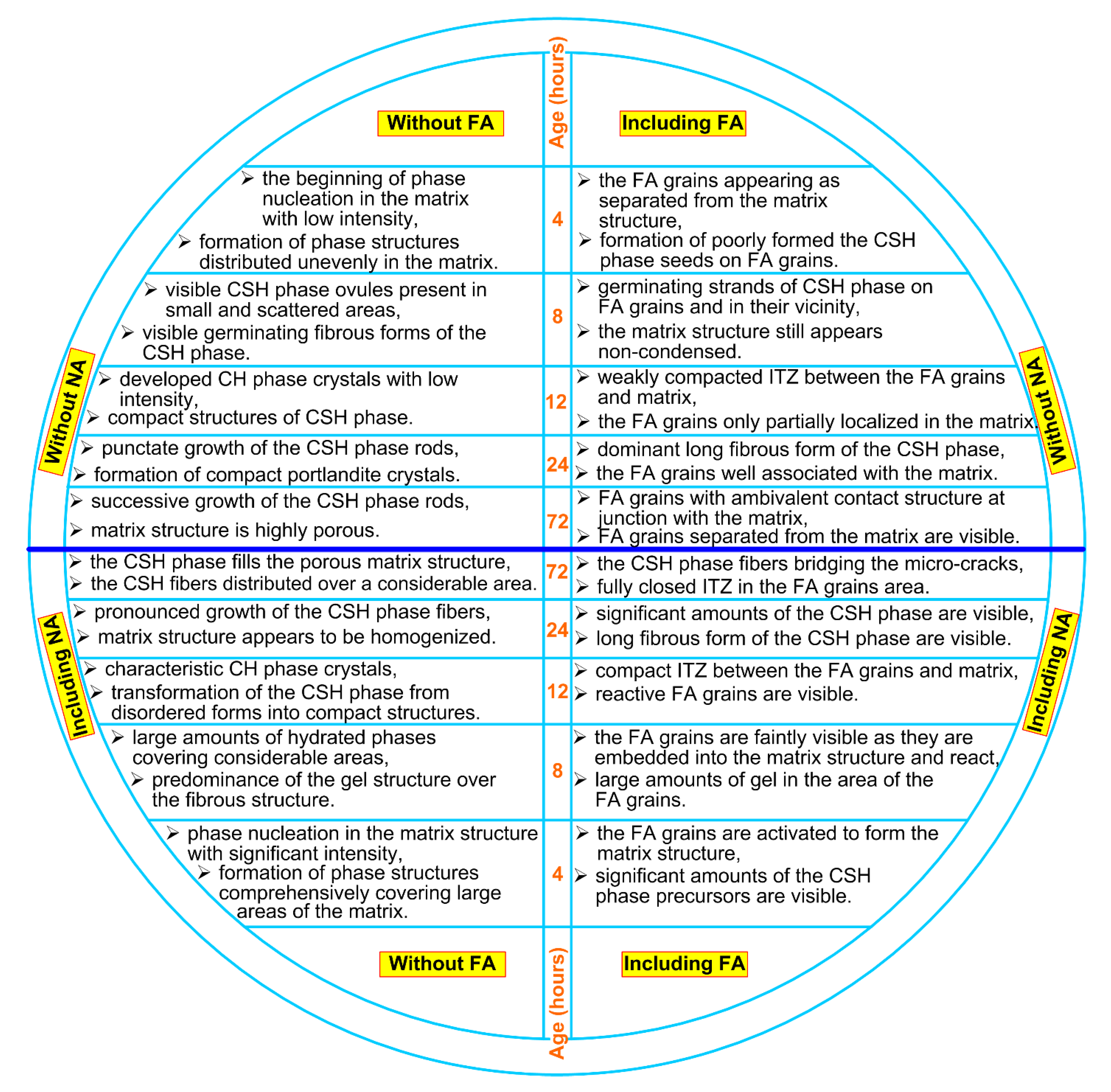
2.4.2. Microstructural Investigations
- the changes in the microstructure of the analyzed composites were assessed at 3 measurement levels;
- for each of the sample, the following magnifications of structures were used: 2000, 8000 and 16,000 times;
- three reference scales, i.e., 50, 10 and 5 µm, were used to assessed each kind of composite;
- for all materials, the results were presented in the same way, i.e., by showing increasing magnifications of the selected representative area of the cement matrix;
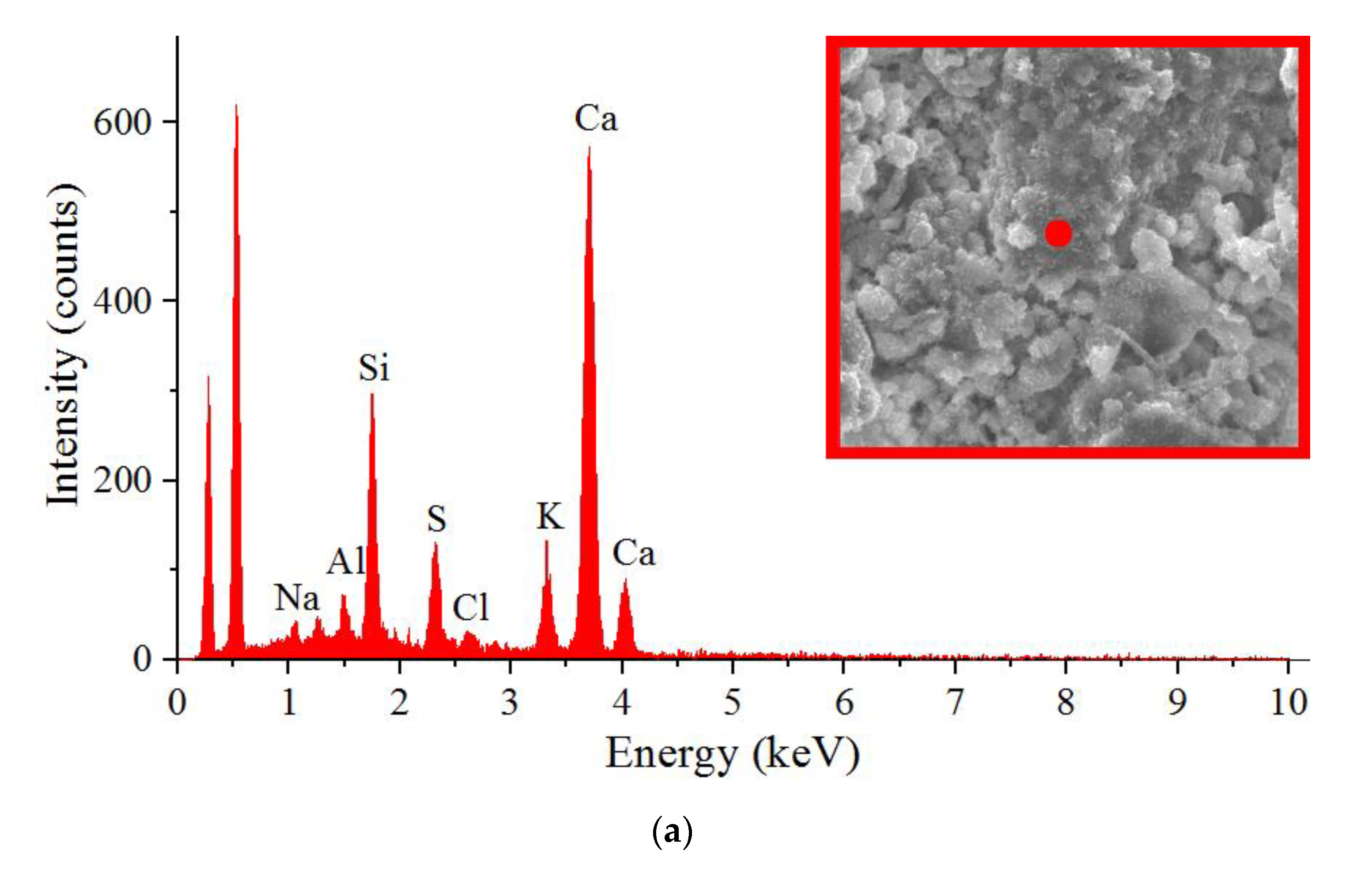
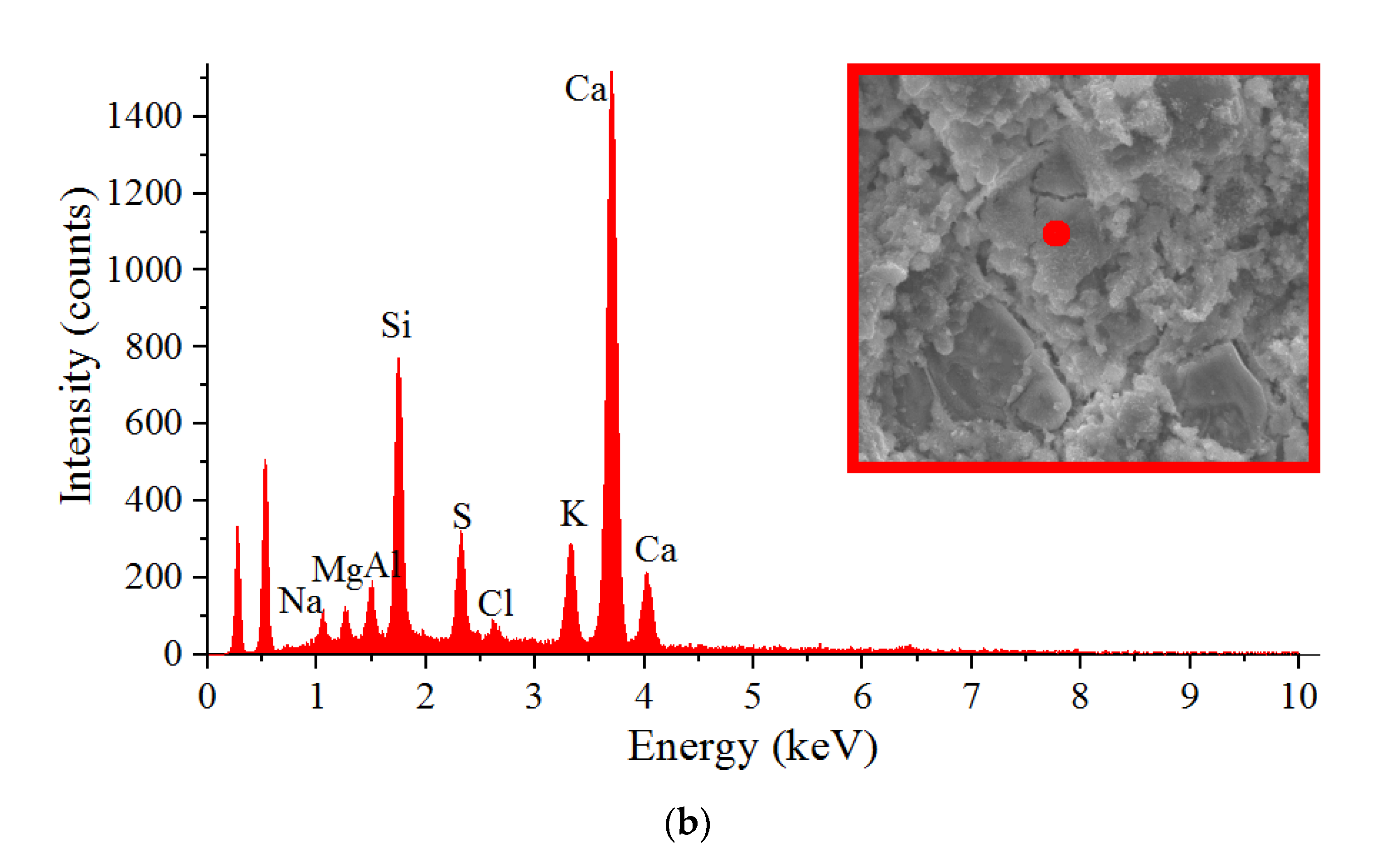
- type and intensity of phases in all analyzed composites;
- morphology of ITZ between FA grains and the cement matrix;
- differences in the nucleation and growth of CSH and CH phases for conventional and NA-containing composites with CSH seeds.
3. Results and Discussion
3.1. Compressive Strength fcm and Splitting Tensile Strength fctm
3.2. Microstructure of Composites
4. Conclusions
- Application of the NA with CSH seeds significantly improved the strength parameters of the FA concretes at very early ages. Several-fold increases in both analyzed strengths were observed after 4, 8 and 12 h of concrete curing. After 1 day, this effect was significantly reduced, while after 3 days, it was already negligible.
- Nevertheless, the NA application could neutralize the negative effect of FA, which, when added alone, markedly decreased the mechanical properties of concrete composites in the early curing period.
- The FA grains in the structure of NA-containing composites entered the pozzolanic reaction faster and displayed compact contacts with the cement matrix. Their intensified reactivity resulted in the occurrence of self-healing processes in the matrix structure due to the bridging of early internal cracks.
- The proposed NA can be an ideal solution for the management of the production of sustainable concrete and reinforced concrete prefabricated elements produced using a binder modified by FA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miraldo, S.; Lopes, S.; Pcheco-Torgal, F.; Lopes, A. Advantages and Shortcomings of the Utilization of Recycled Wastes as Aggregates in Structural Concretes. Constr. Build. Mater. 2021, 298, 123729. [Google Scholar] [CrossRef]
- Kovacik, J.; Marsavina, L.; Linul, E. Poisson’s ratio of closed-cell aluminum foams. Materials 2018, 11, 1904. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Golewski, G.L.; Gil, D.M. Studies of Fracture Toughness in Concretes Containing Fly Ash and Silica Fume in the First 28 Days of Curing. Materials 2021, 14, 319. [Google Scholar] [CrossRef] [PubMed]
- Fakoor, M.; Rafiee, R.; Zare, S. Equivalent Reinforcement Isotropic Model for Fracture Investigation of Orthotropic Materials. Steel Compos. Struct. 2019, 30, 1–12. [Google Scholar]
- Berto, F.; Ayatollahi, M.; Marsavina, L. Mixed Mode Fracture. Theor. Appl. Fract. Mech. 2017, 91, 1. [Google Scholar] [CrossRef]
- Lata, P.; Kaur, I.; Singh, K. Transversely Isotropic Thin Circular Plate with Multi-Dual-Phase Lag Heat Transfer. Steel Compos. Struct. 2020, 35, 343–351. [Google Scholar]
- Lata, P.; Kaur, I. Thermomechanical interactions in transversely isotropic magneto thermoelastic solid with two temperatures and without Energy dissipation. Steel Compos. Struct. 2019, 32, 779–793. [Google Scholar]
- Zhang, P.; Han, S.; Golewski, G.L.; Wang, X. Nanoparticle-Reinforced Building Materials with Applications in Civil Engineering. Adv. Mech. Eng. 2020, 12, 1–4. [Google Scholar] [CrossRef]
- Suchorab, Z.; Franus, M.; Barnat-Hunek, D. Properties of Fibrous Concrete Made with Plastic Fibers from E-Waste. Materials 2020, 13, 2414. [Google Scholar] [CrossRef]
- Szcześniak, A.; Zychowicz, J.; Stolarski, A. Influence of Fly Ash Additive on the Properties of Concrete with Slag Cement. Materials 2020, 13, 3265. [Google Scholar] [CrossRef]
- Khaji, Z.; Fakoor, M. Strain Energy Release Rate in Combination with Reinforcement Isotropic Solid Model (SERIS): A New Mixed-Mode I/II Criterion to Investigate Fracture Behavior of Orthotropic Materials. Theor. Appl. Fract. Mech. 2021, 113, 102962. [Google Scholar] [CrossRef]
- Aprianti, S.E. A Huge Number of Artificial Waste Material Can Be Supplementary Cementitious Material (SCM) for Concrete Production—A Review Part II. J. Clean. Prod. 2017, 142, 4178–4194. [Google Scholar] [CrossRef]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; DeFord, H.D.; Townsend, T.G. A Review of Waste Products Utilized as Supplements to Portland Cement in Concrete. J. Clean. Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z.; Yap, S.P.; Lee, S.C. Green Concrete Partially Comprised of Farming Waste Residues: A Review. J. Clean. Prod. 2016, 117, 122–138. [Google Scholar] [CrossRef]
- Xie, T.; Yang, G.; Zhao, X.; Xu, J.; Fang, C. A Unified Model for Predicting the Compressive Strength of Recycled Aggregate Concrete Containing Supplementary Cementitious Materials. J. Clean. Prod. 2020, 251, 119752. [Google Scholar] [CrossRef]
- Gil, D.M.; Golewski, G.L. Potential of Siliceous Fly Ash and Silica Fume as a Substitute of Binder in Cementitious Concrete. E3S Web Conf. 2018, 49, 00030. [Google Scholar] [CrossRef] [Green Version]
- Gil, D.M.; Golewski, G.L. Effect of Silica Fume and Siliceous Fly Ash Addition on the Fracture Toughness of Plain Concrete in Mode I. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012065. [Google Scholar] [CrossRef]
- Barnat-Hunek, D.; Grzegorczyk-Frańczak, M.; Klimek, B.; Pavlikova, M.; Pavlik, Z. Properties of Multi-Layer Renders with Fly Ash and Boiler Slag Admixtures for Salt-Laden Masonry. Constr. Build. Mater. 2021, 278, 122366. [Google Scholar] [CrossRef]
- Zhang, D.; Ge, Y.; Dai Pang, S.; Liu, P. The Effect of Fly Ash Content on Flexural Performance and Fiber Failure Mechanism of Lightweight Deflection-Hardening Cementitious Composites. Constr. Build. Mater. 2021, 302, 124349. [Google Scholar] [CrossRef]
- Wei, Y.; Chai, J.; Qin, Y.; Li, Y.; Xu, Z.; Li, Y.; Ma, Y. Effect of Fly Ash on Mechanical Properties and Microstructure of Cellulose Fiber-Reinforced Concrete under Sulfate Dry-Wet Cycle Attack. Constr. Build. Mater. 2021, 302, 124207. [Google Scholar] [CrossRef]
- Belviso, C. State-of-the-art applications of fly ash from coal and biomass: A focus on zeolite synthesis processes and issues. Progr. Ener. Combus. Sci. 2018, 65, 109–135. [Google Scholar] [CrossRef]
- Golewski, G.L. Studies of Natural Radioactivity of Concrete with Siliceous Fly Ash Addition. Cem. Wapno Beton 2015, 2, 106–114. [Google Scholar]
- Ikponmwosa, E.E.; Ehikhuenmen, S.O.; Irene, K.K. Comparative Study and Empirical Modelling of Pulverized Coconut Shell, Periwinkle Shell and Palm Kernel Shell as a Pozzolans in Concrete. Acta Polytech. 2019, 59, 560–572. [Google Scholar] [CrossRef]
- Golewski, G.L. Green Concrete Based on Quaternary Binders with Significant Reduced of CO2 Emissions. Energies 2021, 14, 4558. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F. High Tech Startup Creation for Energy Efficient Built Environment. Renew. Sustain. Energy Rev. 2017, 71, 618–629. [Google Scholar] [CrossRef] [Green Version]
- Barnat-Hunek, D.; Grzegorczyk-Frańczak, M.; Szymańska-Chargot, M.; Łagód, G. Effect of Eco-Friendly Cellulose Nanocrystals on Physical Properties of Cement Mortars. Polymers 2019, 11, 2088. [Google Scholar] [CrossRef] [Green Version]
- Fakoor, M.; Shahsavar, S. The Effect of T-Stress on Mixed Mode I/II Fracture of Composite Materials: Reinforcement Isotropic solid Model in Combination with Maximum Shear Stress Theory. Int. J. Sol. Struct. 2021, 229, 111145. [Google Scholar] [CrossRef]
- Craciun, E.M. Energy Criteria for Crack Propagation in Prestresses Elastic Composites. Sol. Mech. Appl. 2008, 154, 193–237. [Google Scholar]
- Ramesh, G. Green Concrete: Environment Friendly Solution. Ind. J. Des. Eng. 2021, 1, 13–20. [Google Scholar]
- Golewski, G.L. An Analysis of Fracture Toughness in Concrete with Fly Ash Addition, Considering all Models of Cracking. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012029. [Google Scholar] [CrossRef] [Green Version]
- Shahsavar, S.; Fakoor, M.; Berto, F. Mixed Mode I/II Fracture Criterion to Anticipate Cracked Composite Materials Based on Reinforced Kinked Crack along Maximum Shear Stress Path. Steel Compos. Struct. 2021, 39, 765–779. [Google Scholar]
- Telesca, A.; Marroccoli, M.; Calabrese, D.; Valenti, G.L.; Montagnaro, F. Flue Gas Desulfurization Gypsum and Coal Fly Ash as Basic Components of Prefabricated Building Materials. Waste Manag. 2013, 33, 628–633. [Google Scholar] [CrossRef]
- Ahmadi, A.; Reza Kianoush, M.; Moslemi, M.; Lachemi, M.; Siad, H.; Booya, E. Investigation on Repair of Tension Cracks in Reinforced Concrete Panels. Eng. Struct. 2021, 245, 112974. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Liu, F. Fracture Properties of Slag-Based Alkali-Activated Seawater Coral Aggregate Concrete. Theor. Appl. Fract. Mech. 2021, 115, 103071. [Google Scholar] [CrossRef]
- Bicer, A. The Effect of Fly Ash and Pine Tree Resin on Thermo-Mechanical Properties of Concretes with Expanded Clay Aggregates. Case Stud. Constr. Mater. 2021, 15, 00624. [Google Scholar]
- Zhang, M.H. Microstructure, Crack Propagation, and Mechanical Properties of Cement Pastes Containing High Volumes of Fly Ashes. Cem. Concr. Res. 1995, 25, 1165–1178. [Google Scholar] [CrossRef]
- Szostak, B.; Golewski, G.L. Effect of Nano Admixture of CSH on Selected Strength Parameters of Concrete Including Fly Ash. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012105. [Google Scholar] [CrossRef]
- Szostak, B.; Golewski, G.L. Improvement of Strength Parameters of Cement Matrix with the Addition of Siliceous Fly Ash by using Nanometric C-S-H Seeds. Energies 2020, 13, 6734. [Google Scholar] [CrossRef]
- Szostak, B.; Golewski, G.L. Rheology of Cement Pastes with Siliceous Fly Ash and the CSH Nano-Admixture. Materials 2021, 14, 3640. [Google Scholar] [CrossRef]
- Papadakis, V.G. Effect of Fly Ash of Portland Cement Systems. Part I. Low-Calcium Fly Ash. Cem. Concr. Res. 1999, 29, 1727–1736. [Google Scholar] [CrossRef]
- Siddique, R. Effect of Fine Aggregate Replacement with Class F Fly Ash on the Mechanical Properties of Concrete. Cem. Concr. Res. 2003, 33, 539–547. [Google Scholar] [CrossRef]
- Rahmani, E.; Sharbatdar, M.K.; Beygi, M.H.A. Influence of Cement Contents on the Fracture Parameters of Roller Compacted Concrete Pavement (RCCP). Constr. Build. Mater. 2021, 289, 123159. [Google Scholar] [CrossRef]
- Golewski, G.L. A New Principles for Implementation and Operation of Foundations for Machines: A Review of Recent Advances. Struct. Eng. Mech. 2019, 71, 317–327. [Google Scholar]
- Golewski, G.L. On the Special Construction and Materials Conditions Reducing the Negative Impact of Vibrations on Concrete Structures. Mater. Today. Procs. 2021, 45, 4344–4348. [Google Scholar] [CrossRef]
- Park, S.; Beak, J.; Kim, K.; Park, Y.-J. Study on Reduction Effect of Vibration Propagation Due to Internal Explosion Using Composite Materials. Int. J. Concr. Struct. Mater. 2021, 15, 30. [Google Scholar] [CrossRef]
- Golewski, G.L. Physical Characteristics of Concrete, Essential in Design of Fracture-Resistant, Dynamically Loaded Reinforced Concrete Structures. Mater. Des. Proc. Comm. 2019, 1, 82. [Google Scholar] [CrossRef] [Green Version]
- Mehdizadeh, M.; Maghshenas, A.; Khosnari, M.M. On the Effect of Internal Friction on Torsional and Axial Cyclic Loading. Inter. J. Fat. 2021, 145, 106113. [Google Scholar] [CrossRef]
- Ullah, S.; Raheel, M.; Khan, R.; Tariq Khan, M. Characterization of Physical & Mechanical Properties of Asphalt Concrete Containing Low- & High-Density Polyethylene Waste as Aggreates. Constr. Build. Mater. 2021, 301, 124127. [Google Scholar]
- Dragas, J.; Tosic, N.; Ignatovic, S.; Marinkovic, S. Mechanical and Time-Dependent Properties of High-Volume Fly Ash Concrete for Structural Use. Mag. Concr. Res. 2016, 68, 632–645. [Google Scholar] [CrossRef]
- Hemalatha, T.; Sasmal, S. Early-Age Stength Development in Fly Ash Blended Cement Composites: Investigation through Chemical Activation. Mag. Concr. Res. 2019, 71, 260–270. [Google Scholar] [CrossRef]
- Yazici, H.; Aydin, S.; Yigiter, H.; Baradan, B. Effect of Fly Ash and Silica Fume on Compressive and Fracture Behaviors of Concrete. Cem. Concr. Res. 2005, 35, 1122–1127. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Khazali, M.H.; Vosoughi, P. Effect of Steam Curing Cycles on Strength and Durability of SCC: A Case Study in Precast Concrete. Constr. Build. Mater. 2013, 49, 807–813. [Google Scholar] [CrossRef]
- Li, M.; Wang, Q.; Yang, Y. Influence of Steam Curing Method on the Performance of Concrete Containing a Large Portion of Mineral Admixtures. Adv. Mater. Sci. Eng. 2017, 9863219. [Google Scholar] [CrossRef] [Green Version]
- Ha, T.M.; Ura, S.; Fukada, S.; Torii, K. Development and Application of a Highly Durable Precast Prestressed Concrete Slab Deck Using Fly Ash Concrete. Struct. Infrastruct. Eng. 2019, 16, 1228–1246. [Google Scholar]
- Alghazali, H.H.; Aljazaeri, Z.R.; Myers, J.J. Effect of Accelerated Curing Regimes on High Volume Fly Ash Mixtures in Precast Manufacturing Plants. Cem. Concr. Res. 2020, 131, 105913. [Google Scholar] [CrossRef]
- Min, T.-B.; Cho, I.-S.; Park, W.-J.; Choi, H.-K.; Lee, H.-S. Experimental Study on the Development of Compressive Strength of Early Concrete Age Using Calcium-Based Hardening Accelerator and High Early Strength Cement. Constr. Build. Mater. 2014, 64, 208–214. [Google Scholar] [CrossRef]
- Owens, K.; Russell, M.I.; Donnelly, G.; Kirk, A.; Basheer, P.A.M. Use of nanocrystal seeding chemical admixture in improving Portland cement strength development: Application for precast concrete industry. Adv. Appl. Ceram. 2014, 113, 478–484. [Google Scholar] [CrossRef]
- Herath, C.; Gunasekara, C.; Law, D.W.; Setunge, S. Long Term Mechanical Performance of Nano-Engineered High Volume Fly Ash Concrete. J. Build. Eng. 2021, 43, 103168. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and Mechanical Properties of Admixtures Modified 3D Printing Sulphoaluminate Cementitious Materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudilliere, N.; Dirrenberger, J.; Morel, P. Large-Scale 3D Printing of Ultra-High Performance Concrete—A New Processing Route for Architects and Builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Souza, M.T.; Ferreira, I.M.; Guzi de Moraes, E.; Senff, L.; Novaes de Oliveira, A.P. 3D Printed Concrete for Large-Scale Buildings: An Overview of Rheology, Printing Parameters, Chemical Admixtures, Reinforcements, and Economic and Environmental Prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Ow, K.L.; Qian, Y.S. Comparative Economic, Environmental and Productivity Assessment of a Concrete Bathroom unit Fabricated Through 3D Printing and a Precast Approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Korhonen, C.J. Antifreeze Admixtures for Cold Regions Concreting: A Literature Review; US Army Corps of Engineers, Cold Regions Research and Engineering Laboratory: Hanover, NH, USA, 1990; pp. 90–132. [Google Scholar]
- Sakai, E.; Ishida, A.; Ohta, A. New Trends in the Development of Chemical Admixtures in Japan. J. Adv. Concr. Technol. 2006, 4, 211–223. [Google Scholar] [CrossRef] [Green Version]
- Vishwakarma, V.; Ramachadran, D. Green Concrete Mix Using Solid Waste and Nanoparticles as Alternatives—A Review. Constr. Build. Mater. 2018, 162, 96–103. [Google Scholar] [CrossRef]
- Antonovic, V.; Pundiene, I.; Stpnys, R.; Cesniene, J.; Kariene, J. A Review of the Possible Applications of Nanotechnology in Refractory Concrete. J. Civ. Eng. Manag. 2010, 16, 595–602. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Assmann, A.; Hesse, C.; Laura, P. Microstructure Development and Autogenous Shrinkage of Mortars with C-S-H Seeding and Internal Curing. Cem. Concr. Res. 2020, 129, 105967. [Google Scholar] [CrossRef]
- Wang, F.; Kong, X.; Jiang, L.; Wang, D. The Acceleration Mechanism of Nano C-S-H Particles on OPC Hydration. Constr. Build. Mater. 2020, 249, 118734. [Google Scholar] [CrossRef]
- Thomas, J.J.; Jennings, H.M.; Chen, J.J. Influence of Nucleation Seeding on the Hydration Mechanisms of Tricalcium Silicate and Cement. J. Phys. Chem. C 2009, 113, 4327–4334. [Google Scholar] [CrossRef] [Green Version]
- John, E.; Matschei, T.; Stephan, D. Nucleation Seeding with Calcium Silicate Hydrate—A Review. Cem. Concr. Res. 2018, 113, 74–85. [Google Scholar] [CrossRef]
- Land, G.; Stephan, D. The Effect of Synthesis Conditions on the Efficiency of C-S-H Seeds to Accelerate Cement Hydration. Cem. Concr. Compos. 2018, 87, 73–78. [Google Scholar] [CrossRef]
- Wang, B.; Yao, W.; Stephan, D. Preparation of Calcium Silicate Hydrate Seeds by Means of Mechanochemical Method and its Effect on the Early Hydration of Cement. Adv. Mech. Eng. 2019, 11, 1–7. [Google Scholar] [CrossRef]
- Zou, F.; Shen, K.; Hu, C.; Wang, F.; Yang, L.; Hu, S. Effect of Sodium Sulfate and C-S-H Seeds on the Reaction of Fly Ash with Different Amorphous Alumina Contents. ACS Sustain. Chem. Eng. 2020, 8, 1659–1670. [Google Scholar] [CrossRef]
- Zou, F.; Hu, C.; Wang, F.; Rua, Y.; Hu, S. Enhancement of Early-Age Strength of the High Content Fly Ash Blended Cement Paste by Sodium Sulfate and C-S-H Seeds towards a Greener Binder. J. Clean. Prod. 2020, 244, 118566. [Google Scholar] [CrossRef]
- Golewski, G.L. The Beneficial Effect of the Addition of Fly Ash on Reduction of the Size of Microcracks in the ITZ of Concrete Composites under Dynamic Loading. Energies 2021, 14, 668. [Google Scholar] [CrossRef]
- Beddu, S.; Ahmad, M.; Mohamad, D.; Ameen, M.I.B.N.; Itam, Z.; Kamal, N.L.M.; Basri, N.A.N. Utilization of Fly Ash Cenosphere to Study Mechanical and Thermal Properties of Lightweight Concrete. AIMS Mater. Sci. 2020, 7, 911–925. [Google Scholar] [CrossRef]
- Golewski, G.L. Validation of the Favorable Quantity of Fly Ash in Concrete and Analysis of Crack Propagation and its Length—Using the Crack Tip Tracking (CTT) Method—In the Fracture Toughness Examinations under MODE II, through Digital Image Correlation. Constr. Build. Mater. 2021, 296, 122362. [Google Scholar] [CrossRef]
- Golewski, G.L. Evaluation of Fracture Processes under Shear with the Use of DIC Technique in Fly Ash Concrete and Accurate Measurement of Crack Path Lengths with the Use of a New Crack Tip Tracking Method. Measurement 2021, 181, 109632. [Google Scholar] [CrossRef]
- Raheel, M.; Rahman, F.; Ali, Q. A Stoichiometric Approach to Find Optimum Amount of Fly Ash Needed in Cement Concrete. SN Appl. Sci. 2020, 2, 1100. [Google Scholar] [CrossRef]
- Chen, Y.-G.; Guan, L.-L.; Zhu, A.-Y.; Chen, W.-J. Foamed Concrete Containing Fly Ash: Properties and Application to Backfilling. Constr. Build. Mater. 2021, 273, 121685. [Google Scholar] [CrossRef]
- Ho, D.W.S.; Lewis, R.K. Effectiveness of Fly Ash for Strength and Durability of Concrete. Cem. Concr. Res. 1985, 15, 793–800. [Google Scholar] [CrossRef]
- Thomas, M. Optimizing the Use of Fly Ash in Concrete; Portland Cement Association: Skokie, IL, USA, 2007. [Google Scholar]
- Oner, A.; Akyuz, S.; Yildiz, R. An Experimental Study on Strength Development of Concrete Containing Fly Ash and Optimum Usage of fly Ash in Concrete. Cem. Concr. Res. 2005, 35, 1165–1171. [Google Scholar] [CrossRef]
- Zadeh, V.Z.; Bobko, C.P. Nanoscale Mechanical Properties of Concrete Containing Blast Furnace Slag and Fly Ash before and after Thermal Damage. Cem. Concr. Compos. 2013, 37, 215–221. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rukzon, S. Strength, Porosity and Corrosion Resistance of Ternary Blend Portland Cement, Rice Husk Ash and Fly Ash Mortar. Constr. Build. Mater. 2008, 22, 1601–1606. [Google Scholar] [CrossRef]
- Nadeem, A.; Memon, S.A.; Lo, T.Y. The Performance of Fly Ash and Metakaolin Concrete at Elevated Temperatures. Constr. Build. Mater. 2014, 62, 67–76. [Google Scholar] [CrossRef]
- Cai, X.; He, Z.; Tang, S.; Chen, X. Abrasion Erosion Characteristics of Concrete Made with Moderate Heat Portland Cement, Fly Ash and Silica Fume Using Sandblasting Test. Constr. Build. Mater. 2016, 127, 804–814. [Google Scholar] [CrossRef]
- Hu, X.; Shi, C.; Shi, Z.; Tong, B.; Wang, D. Early age shrinkage and heat of hydration of cement-fly ash-slag ternary blends. Constr. Build. Mater. 2017, 153, 857–865. [Google Scholar] [CrossRef]
- Joshaghani, A. The Effect of Trass and Fly Ash in Minimizing Alkali-Carbonate Reaction in Concrete. Constr. Build. Mater. 2017, 150, 583–590. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Hussin, M.W. Influence of Different Curing Temperatures and Alkali Activators on Properties of GBFS Geopolymer Mortars Containing Fly Ash and Palm-Oil Fuel Ash. Constr. Build. Mater. 2016, 125, 1229–1240. [Google Scholar] [CrossRef]
- EN 934-2+A1: Admixtures for Concrete, Mortar and Grout—Concrete Admixtures. Definitions, Requirements, Conformity, Marking and Labelling; NSAI standard: Dublin, Ireland, 2012.
- Tkaczewska, E.; Małolepszy, J. Hydration of Coal-Biomass Fly Ash Cement. Constr. Build. Mater. 2009, 23, 2694–2700. [Google Scholar] [CrossRef]
- Tkaczewska, E.; Mróz, R.; Łój, G. Coal-Biomass Fly Ashes for Cement Production of CEM II/A-V 42.5R. Constr. Build. Mater. 2012, 28, 633–639. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix | Age (Hours) | fcm (MPa) | δ (MPa) | ν (%) | fc,max (MPa) | fc,min (MPa) |
|---|---|---|---|---|---|---|
| 0FA0NA | 4 h | 0.32 | 0.01 | 2.95 | 0.33 | 0.30 |
| 0FA4NA | 4 h | 1.55 | 0.19 | 12.26 | 1.67 | 1.13 |
| 20FA0NA | 4 h | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 20FA4NA | 4 h | 1.24 | 0.28 | 22.28 | 1.61 | 0.94 |
| 0FA0NA | 8 h | 2.06 | 0.13 | 6.22 | 2.24 | 1.81 |
| 0FA4NA | 8 h | 6.93 | 0.60 | 8.61 | 8.00 | 6.38 |
| 20FA0NA | 8 h | 0.93 | 0.12 | 13.20 | 1.07 | 0.72 |
| 20FA4NA | 8 h | 3.62 | 0.77 | 21.22 | 4.50 | 2.65 |
| 0FA0NA | 12 h | 11.80 | 1.34 | 11.37 | 13.65 | 9.40 |
| 0FA4NA | 12 h | 20.10 | 2.03 | 10.11 | 23.78 | 17.77 |
| 20FA0NA | 12 h | 3.67 | 0.70 | 19.16 | 4.46 | 2.30 |
| 20FA4NA | 12 h | 7.41 | 1.37 | 18.46 | 9.14 | 5.08 |
| 0FA0NA | 24 h | 26.87 | 1.27 | 4.71 | 28.31 | 25.14 |
| 0FA4NA | 12 h | 20.10 | 2.03 | 10.11 | 23.78 | 17.77 |
| 20FA0NA | 24 h | 16.30 | 2.27 | 13.91 | 20.27 | 13.85 |
| 20FA4NA | 24 h | 18.78 | 1.58 | 8.43 | 20.99 | 15.79 |
| 0FA0NA | 72 h | 40.41 | 1.18 | 2.91 | 42.03 | 38.60 |
| 0FA4NA | 72 h | 41.62 | 1.80 | 4.32 | 44.94 | 39.91 |
| 20FA0NA | 72 h | 29.21 | 0.58 | 1.97 | 30.26 | 28.46 |
| 20FA4NA | 72 h | 28.30 | 2.65 | 9.37 | 31.64 | 24.40 |
| Mix | Age (Hours) | fctm (MPa) | δ (MPa) | ν (%) | fct,max (MPa) | fct,min (MPa) |
|---|---|---|---|---|---|---|
| 0FA0NA | 4 h | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 0FA4NA | 4 h | 0.24 | 0.02 | 8.17 | 0.28 | 0.22 |
| 20FA0NA | 4 h | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 20FA4NA | 4 h | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 0FA0NA | 8 h | 0.14 | 0.01 | 4.81 | 0.15 | 0.12 |
| 0FA4NA | 8 h | 1.05 | 0.20 | 18.99 | 1.29 | 0.76 |
| 20FA0NA | 8 h | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 20FA4NA | 8 h | 0.55 | 0.13 | 24.15 | 0.69 | 0.36 |
| 0FA0NA | 12 h | 0.56 | 0.08 | 14.89 | 0.68 | 0.42 |
| 0FA4NA | 12 h | 2.16 | 0.16 | 7.52 | 2.44 | 1.95 |
| 20FA0NA | 12 h | 0.23 | 0.03 | 13.31 | 0.27 | 0.17 |
| 20FA4NA | 12 h | 1.20 | 0.03 | 2.41 | 1.25 | 1.17 |
| 0FA0NA | 24 h | 2.01 | 0.14 | 6.79 | 2.20 | 1.79 |
| 0FA4NA | 24 h | 2.40 | 0.21 | 8.57 | 2.74 | 2.20 |
| 20FA0NA | 24 h | 1.39 | 0.15 | 10.73 | 1.60 | 1.15 |
| 20FA4NA | 24 h | 2.05 | 0.13 | 6.52 | 2.19 | 1.83 |
| 0FA0NA | 72 h | 3.05 | 0.14 | 4.61 | 3.20 | 2.83 |
| 0FA4NA | 72 h | 3.12 | 0.22 | 7.02 | 3.42 | 2.82 |
| 20FA0NA | 72 h | 2.06 | 0.11 | 5.27 | 2.20 | 1.84 |
| 20FA4NA | 72 h | 2.02 | 0.07 | 3.58 | 2.14 | 1.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golewski, G.L.; Szostak, B. Application of the C-S-H Phase Nucleating Agents to Improve the Performance of Sustainable Concrete Composites Containing Fly Ash for Use in the Precast Concrete Industry. Materials 2021, 14, 6514. https://doi.org/10.3390/ma14216514
Golewski GL, Szostak B. Application of the C-S-H Phase Nucleating Agents to Improve the Performance of Sustainable Concrete Composites Containing Fly Ash for Use in the Precast Concrete Industry. Materials. 2021; 14(21):6514. https://doi.org/10.3390/ma14216514
Chicago/Turabian StyleGolewski, Grzegorz Ludwik, and Bartosz Szostak. 2021. "Application of the C-S-H Phase Nucleating Agents to Improve the Performance of Sustainable Concrete Composites Containing Fly Ash for Use in the Precast Concrete Industry" Materials 14, no. 21: 6514. https://doi.org/10.3390/ma14216514