
Performance of an Indirect Packed Bed Reactor for Chemical Energy Storage

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
- ○
- ○
- The whole system is considered as adiabatic;
- ○
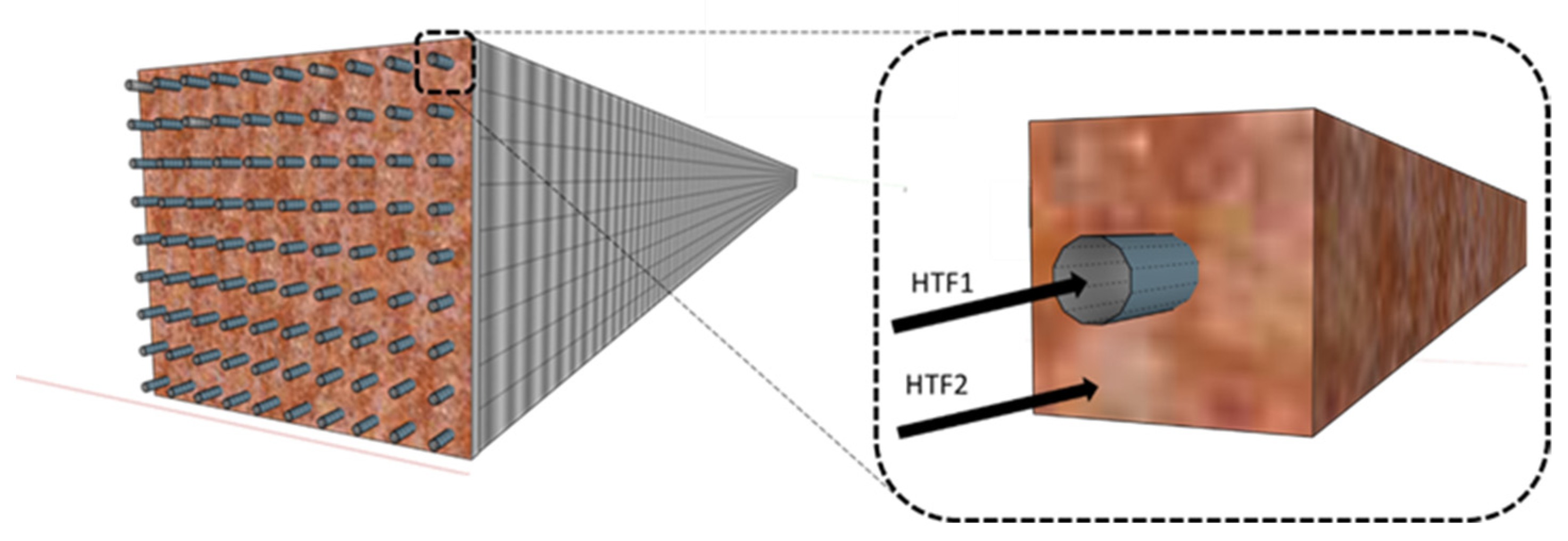
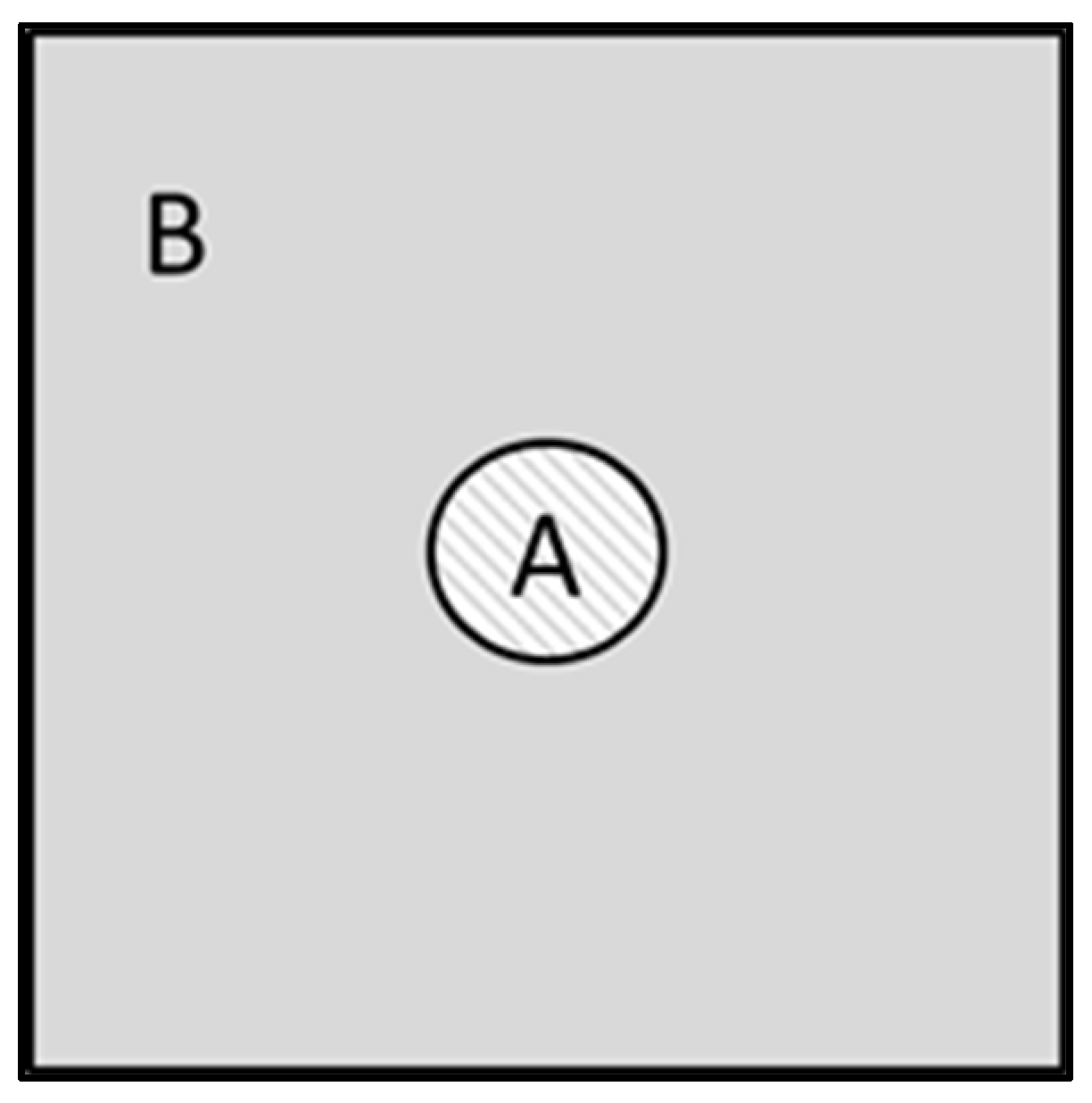
- The heat resistance of the intermediate wall of the reactor is negligible due to its small thickness;
- ○
- TES and HTF enthalpy and temperature change only along the z-axe direction of the HTF1 flow;
- ○
- The oxygen concentration on the powder TES side is considered constant throughout the discharging phase.
3. Results
- ○
- A minimum radius of about one-third of an inch (0.072 cm) was set for the heat transfer tube (rA), to avoid significant pressure drops with the expected HTF1 linear velocities, according to the data obtained with online calculators [44];
- ○
- Given the assumption that the powder cross-section is isothermal, the B-side (L) parameter cannot be too much large and, for this reason, a maximum value of about 2 inches was conservatively considered in the calculation;
- ○
- The three geometry parameters: rA, L (and, consequently, Bside from Equation (2) and the HX length were varied and for each value, and then:
- ▪
- A Reynold number of 5500 was conservatively imposed;
- ▪
- HTF1 velocity was therefore also determined from Equation (11a);
- ▪
- The correspondent HTF1 mass flow and the overall heat exchange coefficient were then calculated;
- ○
- It was checked if, with these imposed and calculated values, Equations (5)–(7), (14a) and (15) were all verified together. If not, the geometry parameters were varied until the required solution is achieved.
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Wentworth, W.E.W.; Chen, E. Simple thermal decomposition reactions for storage of solar thermal energy. Sol. Energy 1976, 18, 205–214. [Google Scholar] [CrossRef]
- Pardo, P.; Deydier, A.; Anxionnaz-Minvielle, Z.; Rougé, S.; Cabassud, M.; Cognet, P. A review on high temperature thermochemical heat energy storage. Renew. Sustain. Energy Rev. 2014, 32, 591–610. [Google Scholar] [CrossRef] [Green Version]
- Yan, T.; Wang, R.; Li, T.; Wang, L. A review of promising candidate reactions for chemical heat storage. Renew. Sustain. Energy Rev. 2015, 43, 13–31. [Google Scholar] [CrossRef]
- Wu, J.; Long, X.F. Research progress of solar thermochemical energy storage. Int. J. Energy Res. 2015, 39, 869–888. [Google Scholar] [CrossRef]
- Schmidt, P. On the Design of a Reactor for High Temperature Heat Storage by Means of Reversible Chemical Reactions. Master of Science Thesis, KTH School of Industrial Engineering and Management, Division of Energy Technology, Stockholm, Sweden, 2011. [Google Scholar]
- Uchiyama, N.; Takasu, H.; Kato, Y. Cyclic durability of calcium carbonate materials for oxide/water thermo-chemical energy storage. Appl. Therm. Eng. 2019, 160, 113893. [Google Scholar] [CrossRef]
- Zamengo, M.; Ryu, J.; Kato, Y. Composite block of magnesium hydroxide—Expanded graphite for chemical heat storage and heat pump. Appl. Therm. Eng. 2014, 69, 29–38. [Google Scholar] [CrossRef]
- Ervin, G. Solar heat storage using chemical reactions. J. Solid State Chem. 1977, 22, 51–61. [Google Scholar] [CrossRef]
- Schaube, F.; Koch, L.; Wörner, A.; Müller-Steinhagen, H. A thermodynamic and kinetic study of the de- and rehydration of Ca(OH)2 at high H2O partial pressures for thermo-chemical heat storage. Thermochim. Acta 2012, 538, 9–20. [Google Scholar] [CrossRef]
- Schaube, F.; Kohzer, A.; Schütz, J.; Wörner, A.; Müller-Steinhagen, H. De-and rehydration of Ca(OH)2 in a reactor with direct heat transfer for thermo-chemical heat storage. Part A: Experimental results. Chem. Eng. Res. Des. 2013, 91, 856–864. [Google Scholar] [CrossRef]
- Schmidt, M.; Szczukowski, C.; Roßkopf, C.; Linder, M.; Wörner, A. Experimental results of a 10 kW high temperature thermochemical storage reactor based on calcium hydroxide. Appl. Therm. Eng. 2014, 62, 553–559. [Google Scholar] [CrossRef] [Green Version]
- Aihara, M.; Nagai, T.; Matsushita, J.; Negishi, Y.; Ohya, H. Development of porous solid reactant for thermal-energy storage and temperature upgrade using carbonation/decarbonation reaction. Appl. Energy 2001, 69, 225–238. [Google Scholar] [CrossRef]
- Wong, B. Thermochemical Heat Storage for Concentrated Solar Power—Final Report for the US Department of Energy; DOE/GO18145; General Atomics, 3550 General Atomics Court: San Diego CA, USA, 2011. [Google Scholar]
- Fahim, M.A.; Ford, J.D. Energy storage using the BaO2/BaO reaction cycle. Chem. Eng. J. 1983, 27, 21–28. [Google Scholar] [CrossRef]
- Karagiannakis, G.; Pagkoura, C.; Halevas, E.; Baltzopoulou, P.; Konstandopoulos, A.G. Cobalt/cobaltous oxide based honeycombs for thermochemical heat storage in future concentrated solar power installations: Multi-cyclic assessment and semi-quantitative heat effects estimations. Sol. Energy 2016, 133, 394–407. [Google Scholar] [CrossRef]
- Agrafiotis, C.; Block, T.; Senholdt, M.; Tescari, S.; Roeb, M.; Sattler, C. Exploitation of thermochemical cycles based on solid oxide redox systems for thermochemical storage of solar heat. Part 6: Testing of Mn-based combined oxides and porous structures. Sol. Energy 2017, 149, 227–244. [Google Scholar] [CrossRef]
- Carrillo, A.J.; Moya, J.; Bayón, A.; Jana, P.; De La Peña O’Shea, V.A.; Romero, M.; Gonzalez-Aguilar, J.; Serrano, D.P.; Pizarro, P.; Coronado, J.M. Thermochemical energy storage at high temperature via redox cycles of Mn and Co oxides: Pure oxides versus mixed ones. Sol. Energy Mater. Sol. Cells 2014, 123, 47–57. [Google Scholar] [CrossRef]
- Schmidt, M.; Gollsch, M.; Giger, F.; Grün, M.; Linder, M. Development of a moving bed pilot plant for thermochemical energy storage with CaO/Ca(OH)2. AIP Conf. Proc. 2016, 1734, 050041. [Google Scholar] [CrossRef] [Green Version]
- Rougé, S.; Criado, Y.A.; Soriano, O.; Abanades, J.C. Continuous CaO/Ca(OH)2 fluidized bed reactor for energy storage: First experimental results and reactor model validation. Ind. Eng. Chem. Res. 2017, 56, 844–852. [Google Scholar] [CrossRef] [Green Version]
- Wuerth, M.; Becker, M.; Ostermeier, P.; Gleis, S.; Spliethoff, H. Development of a continuous fluidized bed reactor for thermochemical energy storage application. J. Energy Resour. Technol. Trans. ASME 2019, 141, 070710. [Google Scholar] [CrossRef]
- Angerer, M.; Becker, M.; Härzschel, S.; Kröper, K.; Gleis, S.; Vandersickel, A.; Spliethoff, H. Design of a MW-scale thermo-chemical energy storage reactor. Energy Rep. 2018, 4, 507–519. [Google Scholar] [CrossRef]
- Yan, J.; Pan, Z.H.; Zhao, C.Y. Experimental study of MgO/Mg(OH)2 thermochemical heat storage with direct heat transfer mode. Appl. Energy 2020, 275, 115356. [Google Scholar] [CrossRef]
- Funayama, S.; Zamengo, M.; Kariya, J.; Fujioka, K.; Kato, Y. Numerical analysis of packed bed reaction of calcium hydroxide pellets for thermochemical energy storage. In Proceedings of the International Heat Transfer Conference Digital Library, Beijing, China, 10–15 August 2018; pp. 7609–7616. [Google Scholar]
- Han, R.; Gao, J.; Wei, S.; Sun, F.; Liu, Q.; Qin, Y. Development of dense Ca-based, Al-stabilized composites with high volumetric energy density for thermochemical energy storage of concentrated solar power. Energy Convers. Manag. 2020, 221, 113201. [Google Scholar] [CrossRef]
- Agrafiotis, C.; Tescari, S.; Roeb, M.; Schmücker, M.; Sattler, C. Exploitation of thermochemical cycles based on solid oxide redox systems for thermochemical storage of solar heat. Part 3: Cobalt oxide monolithic porous structures as integrated thermochemical reactors/heat exchangers. Sol. Energy 2015, 114, 459–475. [Google Scholar] [CrossRef]
- Agrafiotis, C.; De Oliveira, L.; Roeb, M.; Sattler, C. A Solar Receiver-Storage Modular Cascade Based on Porous Ceramic Structures for Hybrid Sensible/Thermochemical Solar Energy Storage; American Institute of Physics Inc.: Melville, NY, USA, 2016; Volume 1734. [Google Scholar]
- Vahedi, N.; Oztekin, A. Parametric study of high-temperature thermochemical energy storage using manganese-iron oxide. In Proceedings of the ASME 2019 Heat Transfer Summer Conference, HT 2019, Published by ASME Digital Collection Collocated with the ASME 2019 13th International Conference on Energy Sustainability, Bellevue, WA, USA, 14–17 July 2019. [Google Scholar]
- Karagiannakis, G.; Pagkoura, C.; Zygogianni, A.; Lorentzou, S.; Konstandopoulos, A.G. Monolithic ceramic redox materials for thermochemical heat storage applications in CSP plants. Energy Procedia 2013, 49, 820–829. [Google Scholar] [CrossRef] [Green Version]
- Schrader, A.J.; Schieber, G.L.; Ambrosini, A.; Loutzenhiser, P.G. Experimental demonstration of a 5 kWth granular-flow reactor for solar thermochemical energy storage with aluminum-doped calcium manganite particles. Appl. Therm. Eng. 2020, 173, 115257. [Google Scholar] [CrossRef]
- Morabito, T.; Sau, S.; Tizzoni, A.C.; Spadoni, A.; Capocelli, M.; Corsaro, N.; D’Ottavi, C.; Licoccia, S.; Delise, T. Chemical CSP storage system based on a manganese aluminium spinel. Sol. Energy 2020, 197, 462–471. [Google Scholar] [CrossRef]
- Esaki, T.; Kobayashi, N. Study on the cycle characteristics of chemical heat storage with different reactor module types for calcium chloride hydration. Appl. Therm. Eng. 2020, 171, 114988. [Google Scholar] [CrossRef]
- Romero, M.; Buck, R.; Pacheco, J.E. An Update on solar central receiver systems, projects, and technologies. J. Sol. Energy Eng. Trans. ASME 2002, 124, 98–108. [Google Scholar] [CrossRef]
- Delise, T.; Tizzoni, A.C.; Menale, C.; Telling, M.T.F.; Bubbico, R.; Crescenzi, T.; Corsaro, N.; Sau, S.; Licoccia, S. Technical and economic analysis of a CSP plant presenting a low freezing ternary mixture as storage and transfer fluid. Appl. Energy 2020, 265, 114676. [Google Scholar] [CrossRef]
- Sau, S.; Corsaro, N.; Crescenzi, T.; D’Ottavi, C.; D’Ottavi, C.; Liberatore, R.; Licoccia, S.; Russo, V.; Tarquini, P.; Tizzoni, A.C.; et al. Techno-economic comparison between CSP plants presenting two different heat transfer fluids. Appl. Energy 2016, 168, 96–109. [Google Scholar] [CrossRef]
- Perry, R.H.; Green, D.W. Perry’s Chemical Engineers’ Handbook; McGraw-Hill: New York, NY, USA, 2008; ISBN 9780071422949. [Google Scholar]
- Warhaft, Z. An Introduction to Thermal-Fluid Engineering: The Engine and the Atmosphere; Cambridge University Press: Cambridge, UK; New York, NY, USA, 1997. [Google Scholar]
- Xu, B.; Li, P.; Chan, C. Application of phase change materials for thermal energy storage in concentrated solar thermal power plants: A review to recent developments. Appl. Energy 2015, 160, 286–307. [Google Scholar] [CrossRef]
- Xu, B.; Li, P.; Chan, C.; Tumilowicz, E. General volume sizing strategy for thermal storage system using phase change material for concentrated solar thermal power plant. Appl. Energy 2015, 140, 256–268. [Google Scholar] [CrossRef] [Green Version]
- Hoffmann, J.F.; Fasquelle, T.; Goetz, V.; Py, X. A thermocline thermal energy storage system with filler materials for concentrated solar power plants: Experimental data and numerical model sensitivity to different experimental tank scales. Appl. Therm. Eng. 2016, 100, 753–761. [Google Scholar] [CrossRef]
- Grirate, H.; Agalit, H.; Zari, N.; Elmchaouri, A.; Molina, S.; Couturier, R. Experimental and numerical investigation of potential filler materials for thermal oil thermocline storage. Sol. Energy 2016, 131, 260–274. [Google Scholar] [CrossRef]
- Esence, T.; Fasquelle, T.; Bruch, A.; Falcoz, Q. Experimental investigation of the solid filler influence in thermocline storage systems through the comparison of two different setups. AIP Conf. Proc. 2018, 2033, 090006. [Google Scholar]
- Anderson, J.D. Governing Equations of Fluid Dynamics. In Computational Fluid Dynamics; Springer: Berlin/Heidelberg, Germany, 1992; pp. 15–51. [Google Scholar]
- Nithiarasu, P. Keynote Lecture: Role of Computational Fluid Dynamics (CFD) Studies in the Design of Compact Heat Exchangers. Enhanc. Compact Ultra-Compact Heat Exch. Sci. Eng. Technol. 2005. Available online: https://dc.engconfintl.org/heatexchangerfall2005/19/ (accessed on 2 September 2021).
- Compressed Air—Pressure Loss in Pipe Lines—Online Calculator with Metric and Imperial Units. Available online: https://www.engineeringtoolbox.com/pressure-drop-compressed-air-pipes-d_852.html (accessed on 2 September 2021).
- Delise, T.; Tizzoni, A.C.; Ferrara, M.; Corsaro, N.; D’Ottavi, C.; Sau, S.; Licoccia, S. Thermophysical, environmental, and compatibility properties of nitrate and nitrite containing molten salts for medium temperature CSP applications: A critical review. J. Eur. Ceram. Soc. 2019, 39, 92–99. [Google Scholar] [CrossRef]
- Bonk, A.; Sau, S.; Uranga, N.; Hernaiz, M.; Bauer, T. Advanced heat transfer fluids for direct molten salt line-focusing CSP plants. Prog. Energy Combust. Sci. 2018, 67, 69–87. [Google Scholar] [CrossRef]
- Kalogirou, S.; Lloyd, S.; Ward, J.P. Eleftheriou Design and performance characteristics of a parabolic-trough solar-collector system. Appl. Energy 1994, 47, 341–354. [Google Scholar] [CrossRef]
- Islam, M.T.; Huda, N.; Abdullah, A.B.; Saidur, R. A comprehensive review of state-of-the-art concentrating solar power (CSP) technologies: Current status and research trends. Renew. Sustain. Energy Rev. 2018, 91, 987–1018. [Google Scholar] [CrossRef]
- Delise, T.; Tizzoni, A.C.; Votyakov, E.V.; Turchetti, L.; Corsaro, N.; Sau, S.; Licoccia, S. Modeling the Total Ternary Phase Diagram of NaNO3–KNO3–NaNO2 Using the Binary Subsystems Data. Int. J. Thermophys. 2020, 41, 1–20. [Google Scholar] [CrossRef]
- Kearney, D.; Herrmann, U.; Nava, P.; Kelly, B.; Mahoney, R.; Pacheco, J.; Cable, R.; Potrovitza, N.; Blake, D.; Price, H. Assessment of a Molten Salt Heat Transfer Fluid in a Parabolic Trough Solar Field. J. Sol. Energy Eng. 2003, 125, 170. [Google Scholar] [CrossRef] [Green Version]
- Sattler, C.; Woerner, A. Thermochemical Energy Storage | Department of Energy. Available online: https://www.energy.gov/sites/default/files/2014/01/f6/tces_workshop_2013_sattler.pdf (accessed on 2 September 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Channel (TES) | |||
|---|---|---|---|
| MW spinel | 172.9 | Molecular weight | |
| R_part | 7.5 · 10−6 | M | Average radius |
| δ (from Equation (1)) | 0.04 | Reaction stoichiometric coefficient at Pair ≈ 1 bar | |
| b (calculated as 2/δ) | 50 | ||
| R_part | 7.5 · 10−6 | M | Average particle radius |
| ϱ_app | 4627 | Apparent Density | |
| ϱ_bulk | 29,497 | Bulk Density | |
| ε | 0.83 | Fractional void volume | |
| T_TES (min) | 500 | °C | Powder initial temperature |
| T_TES (max) | 790 | °C | Powder final temperature |
| H_r | 23 | Reaction (oxidation) enthalpy | |
| cp_TES | 138.3 | Specific heat (averaged in the operating temperature range) | |
| k_TES | 0.056 | Thermal conductivity | |
| Ea (for discharging) | 6.5 | Arrhenius activation energy | |
| Ea (for charging) | 425.8 | ||
| A (for discharging) | 5.33 × 10−6 | Arrhenius pre-exponential factor | |
| A (for charging) | 3.83 × 1016 | ||
| HTF1 | |||
| T_HFT1 (in) | 290 | °C | |
| T_HFT1 (out) | 550 | °C | |
| k_HTF1 | 0.051 | Thermal conductivity | |
| ϱ_HTF1 (P = 10 bar) | 179.7 | Density | |
| Cp,_HTF1 | 31.17 | Specific heat gas | |
| µ_HTF1 | 0.21 · 10−3 | Dynamic Viscosity | |
| HTF2 | |||
| T_HFT2 (in) | 600 | °C | |
| T_HFT2 (out) | To be calculated | °C | |
| k_HTF2 | 0.064 | Thermal conductivity | |
| ϱ_HTF2 | 66.30 | Density | |
| Cp,_HTF2 | 32.52 | Specific heat gas | |
| µ_HTF1 | 0.26 · 10−3 | Dynamic Viscosity | |
| Heat duty | |
| Necessary powder amount | |
| Necessary heat exchange surface | |
| Overall heat exchange coefficients | |
| Logarithmic mean temperature differences | |
| HTF1 heat transfer coefficient | |
| HTF2 heat transfer coefficient (discharging) | |
| Reynolds Number HTF1 | |
| Reynolds Number HTF2 (discharging) | |
| Prandtl Number | |
| Nusselt Number | |
| Energy balance discharging | |
| Energy balance charging | |
| Calculation of the air (in excess) necessary to complete the discharging reaction |
| TES | |
| HTF1 | |
| HTF2 |
| Discharging | Charging | Units | |
|---|---|---|---|
| User storage | 125 | MWth | |
| Storage time | 7.9 | hours | |
| Total powder mass | 12,395 | tons | |
| HTF1 Pressure | 10 | 10 | bar |
| HTF2 Pressure | 1.1 | 1.1 | bar |
| TTESin | 790 | 600 | °C |
| TTESfin | 600 | 790 | °C |
| THTF1in | 290 | 917 | °C |
| THTF1fin | 550 | 745 | °C |
| THTF2in | 500 | - | °C |
| THTF2fin | 770 | - | °C |
| A side (rA from Equation (20)) | 0.00762 | m | |
| L (from Equation (19)) | 0.05350 | m | |
| HX length | 29 | m | |
| Average powder thickness (Bside from Equation (19)) | 0.025 | m | |
| Global heat exchange surface | 334,567 | m2 | |
| Global heat exchanger volume | 20,011 | m3 | |
| Overall HTF1 mass flow | 0.48 | 0.73 | ton/s |
| HTF1 velocity (one channel) | 2.35 | 4.10 | m/s |
| Reynolds numbers for HTF1 | 5500 | 5100 | |
| Overall average heat exchange coefficient HTF1/TES | 1.95 | 2.07 | W/m2·K |
| Overall HTF2 mass flow | 0.011 | n.a. | ton/s |
| INITIAL CONDITIONS | BOUNDARY CONDITIONS | |
|---|---|---|
| (z, 0) = 290 °C | THTF1 (0, t) = 290 °C THTF1 (z_max, t) = target: 550 °C | not bounded 0 |
| (z, 0) = 600 °C | THTF2 (0, t) = 600 °C THTF2 (z_max, t) = not bounded | not bounded 0 |
| (z, 0) = 790 °C | (0,t) = not bounded (z_max, t) = not bounded | 0 |
| INITIAL CONDITIONS | BOUNDARY CONDITIONS | |
|---|---|---|
| (z, 0) = to be determined (1150 °C) | THTF1 (0, t) = to be determined (1150 °C) THTF1 (z_max, t) = not bounded | not bounded 0 |
| (z, 0) = 650 °C | (0, t) = not bounded (z_max, t) = target: 790 °C | 0 |
| Discharging Phase | Charging Phase | Unit | |
|---|---|---|---|
| B-side | 0.048 | m | |
| Average powder thickness | 0.021 | m | |
| rA | 0.0076 | m | |
| Length | 42 | m | |
| vHTF1 (m/s) | 2.32 | 4.44 | m/s |
| Overall heat transfer coefficient HTF1/TES | 2.5 | 2.9 | W/m2K |
| Reynolds Number | 5450 | 5500 | |
| T_HTF1 _IN | 290 | 1150 | °C |
| T_HTF1 _OUT | 550 | 900–950 | °C |
| Time | 8 | 6.7 | h |
| Volumetric Energy Density (GJ/m3) | Pellets Size | Notes | |
|---|---|---|---|
| Chemical storage TES system (this work) | 0.12 | Pellets with average diameter 175 µm | |
| Sensible heat 390–290 °C (two tanks) | 0.13 | n.a. | |
| Sensible heat 550–290 °C (two tanks) | 0.34 | n.a. | |
| LiCl-KCl eutectic (390 °C) [38] | 1.50 | Capsules 4 cm diameter | Direct heat exchanger |
| Mn2O3/Mn3O4 (980 °C) [51] | 0.19 | Estimated considering open loop/bulk porosity ε = 0.5 | Value estimated considering a global efficiency of 0.42 |
| CaO/Ca(OH)2 (500 °C) [23] | 0.42 | Pellets diameter of 1.9 mm and length of 2–10 mm | Value estimated considering a global efficiency of 0.42 |
| CaO/CaCO3 (750 °C) [24] | 0.89 | Pellets with average diameter 150 µm | Value estimated considering a global efficiency of 0.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delise, T.; Sau, S.; Tizzoni, A.C.; Spadoni, A.; Corsaro, N.; Liberatore, R.; Morabito, T.; Mansi, E. Performance of an Indirect Packed Bed Reactor for Chemical Energy Storage. Materials 2021, 14, 5149. https://doi.org/10.3390/ma14185149
Delise T, Sau S, Tizzoni AC, Spadoni A, Corsaro N, Liberatore R, Morabito T, Mansi E. Performance of an Indirect Packed Bed Reactor for Chemical Energy Storage. Materials. 2021; 14(18):5149. https://doi.org/10.3390/ma14185149
Chicago/Turabian StyleDelise, Tiziano, Salvatore Sau, Anna Chiara Tizzoni, Annarita Spadoni, Natale Corsaro, Raffaele Liberatore, Tania Morabito, and Emiliana Mansi. 2021. "Performance of an Indirect Packed Bed Reactor for Chemical Energy Storage" Materials 14, no. 18: 5149. https://doi.org/10.3390/ma14185149