
Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review

Abstract
:1. Introduction
2. Plastic Waste Properties
3. Pyrolysis Process
3.1. Slow Pyrolysis
3.1.1. Influence of Plastic Types
3.1.2. Influence of Catalyst
3.2. Fast Pyrolysis
Influence of Temperature
3.3. Flash Pyrolysis
Influence of Vapor Residence Time
4. Plastic Oil Cracking
5. Upgrading of Pyrolysis Plastic Oils
5.1. Blending
5.2. Hydrogenation
5.3. Liquid-Liquid Extraction
6. Carbon Nanotubes
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aguado, J.; Serrano, D.; Miguel, G.S.; Castro, M.; Madrid, S. Feedstock Recycling of Polyethylene in a Two-Step Thermo-Catalytic Reaction System. J. Anal. Appl. Pyrolysis 2007, 79, 415–423. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Kunwar, B.; Cheng, H.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to Fuel: A Review. Renew. Sustain. Energy Rev. 2016, 54, 421–428. [Google Scholar] [CrossRef]
- Kumar, S.; Panda, A.K.; Singh, R. A Review on Tertiary Recycling of High-Density Polyethylene to Fuel. Resour. Conserv. Recycl. 2011, 55, 893–910. [Google Scholar] [CrossRef]
- Tiseo, I. Global Plastic Production 1950–2019. Available online: https://www.statista.com/statistics/282732 (accessed on 16 May 2021).
- The Compelling Facts about Plastics 2009—An Analysis of Eurropean Plastics Producction, Demand and Recovery for 2008. Available online: https://www.plasticseurope.org (accessed on 16 May 2021).
- Ray, R.; Thorpe, R. A Comparison of Gasification With Pyrolysis for the Recycling of Plastic Containing Wastes. Int. J. Chem. React. Eng. 2007, 5, 1–14. [Google Scholar] [CrossRef]
- Kumar, S.; Prakash, R.; Murugan, S.; Singh, R. Performance and Emission Analysis of Blends of Waste Plastic Oil Obtained by Catalytic Pyrolysis of Waste HDPE With Diesel in a CI Engine. Energy Convers. Manag. 2013, 74, 323–331. [Google Scholar] [CrossRef]
- Butler, E.; Devlin, G.; McDonnell, K. Waste Polyolefins to Liquid Fuels via Pyrolysis: Review of Commercial State-of-the-Art and Recent Laboratory Research. Waste Biomass-Valorization 2011, 2, 227–255. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Sharma, T.C.; Kishore, P. Thermal Degradation Kinetics and Reaction Models of 1,3,5-Triamino-2,4,6-Trinitrobenzene-Based Plastic-Bonded Explosives Containing Fluoropolymer Matrices. J. Therm. Anal. Calorim. 2017, 129, 1403–1414. [Google Scholar] [CrossRef]
- Achilias, D.; Roupakias, C.; Megalokonomos, P.; Lappas, A.; Antonakou, Ε. Chemical Recycling of Plastic Wastes Made from Polyethylene (LDPE and HDPE) and Polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef]
- Canopoli, L.; Fidalgo, B.; Coulon, F.; Wagland, S. Physico-Chemical Properties of Excavated Plastic from Landfill Mining and Current Recycling Routes. Waste Manag. 2018, 76, 55–67. [Google Scholar] [CrossRef] [Green Version]
- Rajmohan, K.; Yadav, H.; Vaishnavi, S.; Gopinath, M.; Varjani, S. Perspectives on Bio-Oil Recovery from Plastic Waste; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 459–480. [Google Scholar] [CrossRef]
- Chandrasekaran, S.R.; Sharma, B.K. From Waste to Resources; Elsevier BV: Amsterdam, The Netherlands, 2019; pp. 345–364. [Google Scholar] [CrossRef]
- Al-Salem, S. Feedstock and Optimal Operation for Plastics to Fuel Conversion in Pyrolysis; Elsevier BV: Amsterdam, The Netherlands, 2019; pp. 117–146. [Google Scholar] [CrossRef]
- Till, Z.; Varga, T.; Sója, J.; Miskolczi, N.; Chován, T. Kinetic Modeling of Plastic Waste Pyrolysis in a Laboratory Scale Two-Stage Reactor; Elsevier BV: Amsterdam, The Netherlands, 2018; Volume 43, pp. 349–354. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, Y.; Wang, D.; Yan, M.; Zhang, J.; Zhang, P.; Ding, T.; Chen, L.; Chen, C. Current Technologies for Plastic Waste Treatment: A Review. J. Clean. Prod. 2021, 282, 124523. [Google Scholar] [CrossRef]
- Fojt, J.; David, J.; Přikryl, R.; Řezáčová, V.; Kučerík, J. A Critical Review of the Overlooked Challenge of Determining Micro-Bioplastics in Soil. Sci. Total. Environ. 2020, 745, 140975. [Google Scholar] [CrossRef] [PubMed]
- Murthy, K.; Shetty, R.J.; Shiva, K. Plastic Waste Conversion to Fuel: A Review on Pyrolysis Process and Influence of Operating Parameters. Energy Sources Part A Recover. Util. Environ. Eff. 2020, 1–21. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Thermochemical Conversion of Plastic Waste to Fuels: A Review. Environ. Chem. Lett. 2021, 19, 123–148. [Google Scholar] [CrossRef]
- Damodharan, D.; Kumar, B.R.; Gopal, K.; De Poures, M.V.; Sethuramasamyraja, B. Utilization of Waste Plastic Oil in Diesel Engines: A Review. Rev. Environ. Sci. Bio/Technol. 2019, 18, 681–697. [Google Scholar] [CrossRef]
- Williams, P.T. Hydrogen and Carbon Nanotubes from Pyrolysis-Catalysis of Waste Plastics: A Review. Waste Biomass-Valorization 2021, 12, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Yao, D.; Yang, H.; Chen, H.; Williams, P.T. Co-Precipitation, Impregnation and so-Gel Preparation of Ni Catalysts for Pyrolysis-Catalytic Steam Reforming of Waste Plastics. Appl. Catal. B Environ. 2018, 239, 565–577. [Google Scholar] [CrossRef]
- Papari, S.; Hawboldt, K. A Review on the Pyrolysis of Woody Biomass to Bio-Oil: Focus on Kinetic Models. Renew. Sustain. Energy Rev. 2015, 52, 1580–1595. [Google Scholar] [CrossRef]
- Papari, S.; Hawboldt, K.; Helleur, R. Pyrolysis: A Theoretical and Experimental Study on the Conversion of Softwood Sawmill Residues to Biooil. Ind. Eng. Chem. Res. 2015, 54, 605–611. [Google Scholar] [CrossRef]
- Papari, S.; Hawboldt, K. Development and Validation of a Process Model To Describe Pyrolysis of Forestry Residues in an Auger Reactor. Energy Fuels. 2017, 31, 10833–10841. [Google Scholar] [CrossRef]
- Heydariaraghi, M.; Ghorbanian, S.; Hallajisani, A.; Salehpour, A. Fuel Properties of the Oils Produced from the Pyrolysis of Commonly-Used Polymers: Effect of Fractionating Column. J. Anal. Appl. Pyrolysis 2016, 121, 307–317. [Google Scholar] [CrossRef]
- Lovett, S.; Berruti, F.; Behie, L.A. Ultrapyrolytic Upgrading of Plastic Wastes and Plastics/Heavy Oil Mixtures to Valuable Light Gas Products. Ind. Eng. Chem. Res. 1997, 36, 4436–4444. [Google Scholar] [CrossRef]
- Williams, P.T.; Williams, E.A. Fluidised Bed Pyrolysis of Low Density Polyethylene to Produce Petrochemical Feedstock. J. Anal. Appl. Pyrolysis 1999, 51, 107–126. [Google Scholar] [CrossRef]
- Papari, S.; Hawboldt, K.; Fransham, P. Study of Selective Condensation for Woody Biomass Pyrolysis Oil Vapours. Fuel 2019, 245, 233–239. [Google Scholar] [CrossRef]
- Bamdad, H.; Hawboldt, K. Comparative Study Between Physicochemical Characterization of Biochar and Metal Organic Frameworks (MOFs) As Gas Adsorbents. Can. J. Chem. Eng. 2016, 94, 2114–2120. [Google Scholar] [CrossRef]
- Bamdad, H.; Hawboldt, K.; MacQuarrie, S.; Papari, S. Application of Biochar for Acid Gas Removal: Experimental and Statistical Analysis Using CO2. Environ. Sci. Pollut. Res. 2019, 26, 10902–10915. [Google Scholar] [CrossRef] [PubMed]
- Bamdad, H.; Hawboldt, K.; MacQuarrie, S. A Review on Common Adsorbents for Acid Gases Removal: Focus on Biochar. Renew. Sustain. Energy Rev. 2018, 81, 1705–1720. [Google Scholar] [CrossRef]
- Arabiourrutia, M.; Elordi, G.; Lopez, G.; Borsella, E.; Bilbao, J.; Olazar, M. Characterization of the Waxes Obtained by the Pyrolysis of Polyolefin Plastics in a Conical Spouted Bed Reactor. J. Anal. Appl. Pyrolysis 2012, 94, 230–237. [Google Scholar] [CrossRef]
- Tsuji, T.; Hasegawa, K.; Masuda, T. Thermal Cracking of Oils from Waste Plastics. J. Mater. Cycles Waste Manag. 2003, 5, 102–106. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Composition of Products from the Pyrolysis of Polyethylene and Polystyrene in a Closed Batch Reactor: Effects of Temperature and Residence Time. J. Anal. Appl. Pyrolysis 2009, 86, 293–303. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A. Catalytic Pyrolysis of Plastic Waste: A Review. Process. Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Bilbao, J.; Olazar, M. Thermochemical Routes for the Valorization of Waste Polyolefinic Plastics to Produce Fuels and Chemicals. A Review. Renew. Sustain. Energy Rev. 2017, 73, 346–368. [Google Scholar] [CrossRef]
- Zhang, X.; Lei, H.; Yadavalli, G.; Zhu, L.; Wei, Y.; Liu, Y. Gasoline-Range Hydrocarbons Produced from Microwave-Induced Pyrolysis of Low-Density Polyethylene over ZSM-5. Fuel 2015, 144, 33–42. [Google Scholar] [CrossRef]
- Schirmer, J.; Kim, J.; Klemm, E. Catalytic Degradation of Polyethylene Using Thermal Gravimetric Analysis and a Cycled-Spheres-Reactor. J. Anal. Appl. Pyrolysis 2001, 60, 205–217. [Google Scholar] [CrossRef]
- Boronat, M.; Corma, A. Are Carbenium and Carbonium Ions Reaction Intermediates in Zeolite-Catalyzed Reactions? Appl. Catal. A Gen. 2008, 336, 2–10. [Google Scholar] [CrossRef]
- del Remedio Hernández, M.; Gómez, A.; García, Á.N.; Agulló, J.; Marcilla, A. Effect of the Temperature in the Nature and Extension of the Primary and Secondary Reactions in the Thermal and HZSM-5 Catalytic Pyrolysis of HDPE. Appl. Catal. A Gen. 2007, 317, 183–194. [Google Scholar] [CrossRef]
- del Remedio Hernández, M.; García, Á.N.; Marcilla, A. Catalytic Flash Pyrolysis of HDPE in a Fluidized Bed Reactor for Recovery of Fuel-Like Hydrocarbons. J. Anal. Appl. Pyrolysis 2007, 78, 272–281. [Google Scholar] [CrossRef]
- Mastral, J.; Berrueco, C.; Gea, M.; Ceamanos, J. Catalytic Degradation of High Density Polyethylene over Nanocrystalline HZSM-5 Zeolite. Polym. Degrad. Stab. 2006, 91, 3330–3338. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.; Navarro, R. Thermal and Catalytic Pyrolysis of Polyethylene over HZSM5 and HUSY Zeolites in a Batch Reactor under Dynamic Conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Seo, Y.-H.; Lee, K.-H.; Shin, D.-H. Investigation of Catalytic Degradation of High-Density Polyethylene by Hydrocarbon Group Type Analysis. J. Anal. Appl. Pyrolysis 2003, 70, 383–398. [Google Scholar] [CrossRef]
- Sakata, Y.; Uddin, A.; Muto, A. Degradation of Polyethylene and Polypropylene into Fuel Oil by Using Solid Acid and Non-Acid Catalysts. J. Anal. Appl. Pyrolysis 1999, 51, 135–155. [Google Scholar] [CrossRef]
- Mordi, R.C.; Dwyer, J.; Fields, R. H-ZSM-5 Catalysed Degradation of Low Density Polyethylene, Polypropylene, Polyisobutylene and Squalane: Influence of Polymer Structure on Aromatic Product Distribution. Polym. Degrad. Stab. 1994, 46, 57–62. [Google Scholar] [CrossRef]
- Bagri, R.; Williams, P.T. Catalytic Pyrolysis of Polyethylene. J. Anal. Appl. Pyrolysis 2002, 63, 29–41. [Google Scholar] [CrossRef]
- Miskolczi, N.; Bartha, L.; Deák, G.; Jóver, B.; Kalló, D. Thermal and Thermo-Catalytic Degradation of High-Density Polyethylene Waste. J. Anal. Appl. Pyrolysis 2004, 72, 235–242. [Google Scholar] [CrossRef]
- Singh, R.; Ruj, B.; Sadhukhan, A.; Gupta, P. Thermal Degradation of Waste Plastics under Non-Sweeping Atmosphere: Part 1: Effect of Temperature, Product Optimization, and Degradation Mechanism. J. Environ. Manag. 2019, 239, 395–406. [Google Scholar] [CrossRef] [PubMed]
- Jung, S.-H.; Cho, M.-H.; Kang, B.-S.; Kim, J.-S. Pyrolysis of a Fraction of Waste Polypropylene and Polyethylene for the Recovery of BTX Aromatics Using a Fluidized Bed Reactor. Fuel Process. Technol. 2010, 91, 277–284. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Lopez, G.; Artetxe, M.; Bilbao, J. Product Yields and Compositions in the Continuous Pyrolysis of High-Density Polyethylene in a Conical Spouted Bed Reactor. Ind. Eng. Chem. Res. 2011, 50, 6650–6659. [Google Scholar] [CrossRef]
- Berrueco, C.; Mastral, F.J.; Esperanza, E.; Ceamanos, J. Production of Waxes and Tars from the Continuous Pyrolysis of High Density Polyethylene. Influence of Operation Variables. Energy Fuels 2002, 16, 1148–1153. [Google Scholar] [CrossRef]
- Kaminsky, W.; Predel, M.; Sadiki, A. Feedstock Recycling of Polymers by Pyrolysis in a Fluidised Bed. Polym. Degrad. Stab. 2004, 85, 1045–1050. [Google Scholar] [CrossRef]
- Kannan, P.; Al Shoaibi, A.; Srinivasakannan, C. Temperature Effects on the Yield of Gaseous Olefins from Waste Polyethylene via Flash Pyrolysis. Energy Fuels 2014, 28, 3363–3366. [Google Scholar] [CrossRef]
- Sodero, S.F.; Berruti, F.; Behie, L.A. Ultrapyrolytic Cracking of Polyethylene—A High Yield Recycling Method. Chem. Eng. Sci. 1996, 51, 2805–2810. [Google Scholar] [CrossRef]
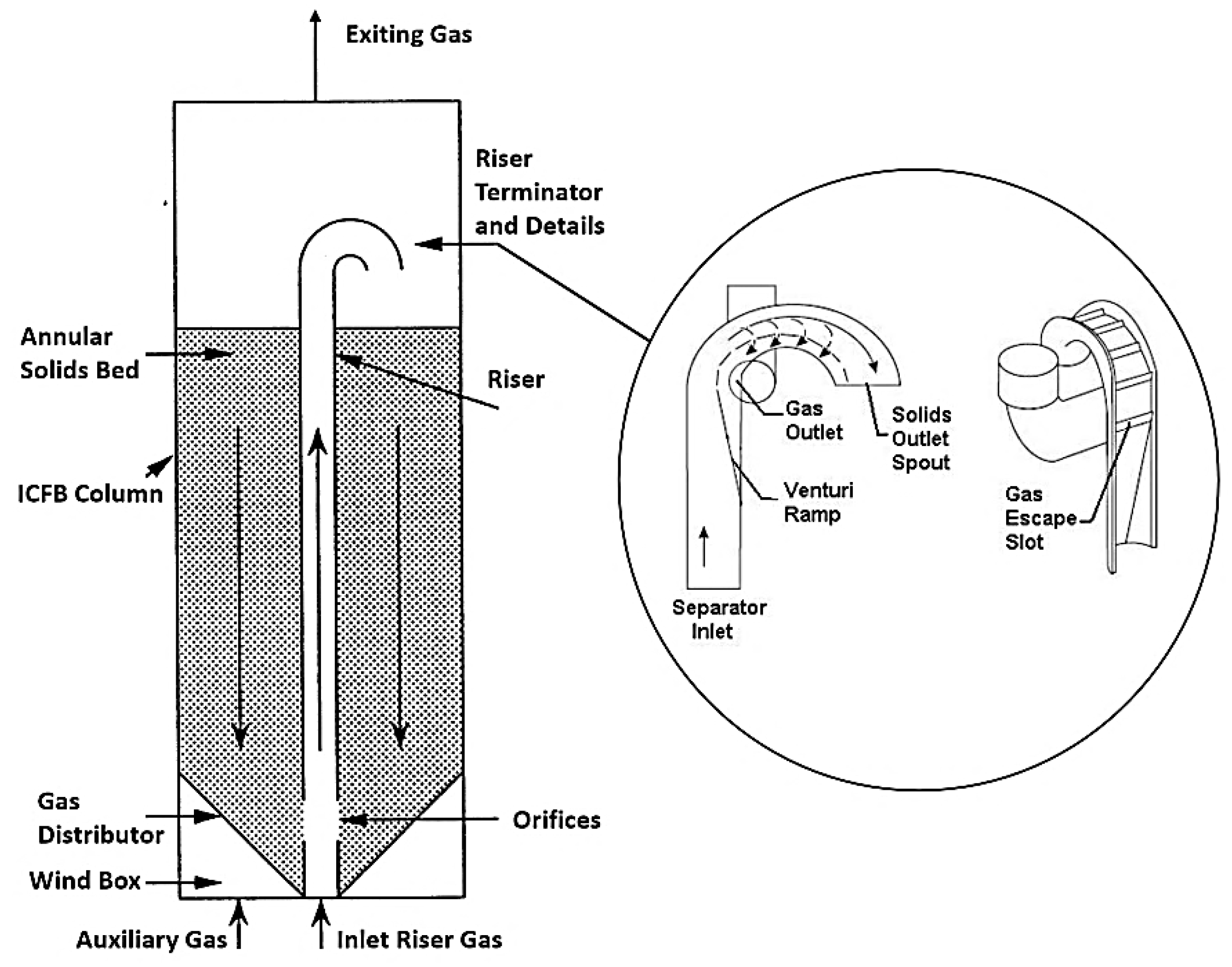
- Milne, B.J.; Behie, L.A.; Berruti, F. Recycling of Waste Plastics by Ultrapyrolysis Using an Internally Circulating Fluidized Bed Reactor. J. Anal. Appl. Pyrolysis 1999, 51, 157–166. [Google Scholar] [CrossRef]
- Scott, D.S.; Czernik, S.R.; Piskorz, J.; Radlein, D.S.A.G. Fast Pyrolysis of Plastic Wastes. Energy Fuels 1990, 4, 407–411. [Google Scholar] [CrossRef]
- Nielsen, B.B.; Berruti, F.; Behie, L.A. Riser Terminator for Internally Circulating Fluid Bed Reactor. U.S. Patent 5,665,130, 9 September 1997. [Google Scholar]
- Singh, R.; Ruj, B.; Sadhukhan, A.; Gupta, P.; Tigga, V. Waste Plastic to Pyrolytic Oil and Its Utilization in CI Engine: Performance Analysis and Combustion Characteristics. Fuel 2020, 262, 116539. [Google Scholar] [CrossRef]
- Ramesha, D.K.; Kumara, G.P.; Mohammed, A.V.; Mohammad, H.A.; Kasma, M.A. An Experimental Study on Usage of Plastic Oil and B20 Algae Biodiesel Blend As Substitute Fuel to Diesel Engine. Environ. Sci. Pollut. Res. 2015, 23, 9432–9439. [Google Scholar] [CrossRef] [PubMed]
- Vu, P.H.; Nishida, O.; Fujita, H.; Harano, W.; Toyoshima, N.; Iteya, M. Reduction of NOx and PM from Diesel Engines by WPD Emulsified Fuel. SAE Tech. Pap. Ser. 2001, 2001, 5–7. [Google Scholar] [CrossRef]
- Kaimal, V.K.; Vijayabalan, P. A Study on Synthesis of Energy Fuel from Waste Plastic and Assessment of Its Potential As an Alternative Fuel for Diesel Engines. Waste Manag. 2016, 51, 91–96. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A Review on Pyrolysis of Plastic Wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Awasthi, P.K.; Gaikwad, A. Comparison of Power Output’s of Different Blends of Pyrolysis Plastic Oil, Diesel With Pure Diesel on Single Cylinder 4-S (VCR) Diesel Engine. Int. J. Mech. Prod. Eng. Res. Dev. 2017, 7, 255–262. [Google Scholar] [CrossRef]
- Mangesh, V.; Padmanabhan, S.; Tamizhdurai, P.; Narayanan, S.; Ramesh, A. Combustion and Emission Analysis of Hydrogenated Waste Polypropylene Pyrolysis Oil Blended With Diesel. J. Hazard. Mater. 2020, 386, 121453. [Google Scholar] [CrossRef]
- Chandran, M.; Tamilkolundu, S.; Murugesan, C. Characterization Studies: Waste Plastic Oil and Its Blends. Energy Sources Part A Recover. Util. Environ. Eff. 2019, 42, 281–291. [Google Scholar] [CrossRef]
- Gou, X.; Zhao, D.; Wu, C. Catalytic Conversion of Hard Plastics to Valuable Carbon Nanotubes. J. Anal. Appl. Pyrolysis 2020, 145, 104748. [Google Scholar] [CrossRef]
- Shamsi, R.; Sadeghi, G.M.M.; Vahabi, H.; Seyfi, J.; Sheibani, R.; Zarrintaj, P.; Laoutid, F.; Saeb, M.R. Hopes Beyond PET Recycling: Environmentally Clean and Engineeringly Applicable. J. Polym. Environ. 2019, 27, 2490–2508. [Google Scholar] [CrossRef]
- Moo, J.G.S.; Veksha, A.; Oh, W.-D.; Giannis, A.; Udayanga, W.C.; Lin, S.-X.; Ge, L.; Lisak, G. Plastic Derived Carbon Nanotubes for Electrocatalytic Oxygen Reduction Reaction: Effects of Plastic Feedstock and Synthesis Temperature. Electrochem. Commun. 2019, 101, 11–18. [Google Scholar] [CrossRef]
- Panahi, A.; Wei, Z.; Song, G.; Levendis, Y.A. Influence of Stainless-Steel Catalyst Substrate Type and Pretreatment on Growing Carbon Nanotubes from Waste Postconsumer Plastics. Ind. Eng. Chem. Res. 2019, 58, 3009–3023. [Google Scholar] [CrossRef]
- Wang, J.; Shen, B.; Lan, M.; Kang, D.; Wu, C. Carbon Nanotubes (CNTs) Production from Catalytic Pyrolysis of Waste Plastics: The Influence of Catalyst and Reaction Pressure. Catal. Today 2020, 351, 50–57. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plastic Types | Carbon | Hydrogen | Oxygen | Nitrogen | Sulfur |
|---|---|---|---|---|---|
| HDPE | 78 | 13 | 4 | 0.06 | 0.08 |
| PP | 84 | 14 | 1 | 0.02 | 0.08 |
| PS | 90 | 9 | 1 | 0.07 | 0.08 |
| PET | 77 | 13 | 5 | 0.20 | NA |
| Plastic Types | Moisture Content | Fixed Carbon | Volatile Matters | Ash Content | HHV (MJ/Kg) |
|---|---|---|---|---|---|
| HDPE | 0.0 | 0.3 | 99.8 | 1.4 | 49.4 |
| LDPE | 0.3 | 0.0 | 99.7 | 0.4 | 46.4 |
| PP | 0.2 | 1.2 | 97.8 | 1.9 | 46.4 |
| PS | 0.3 | 0.2 | 99.6 | 0.0 | 41.9 |
| PET | 0.5 | 7.8 | 91.8 | 0.1 | 30.2 |
| Plastic Types, Temp., Cat., Ref. | Feed: Catalyst Ratio | Liquid/Wax Yield (wt.%) | Solid Residue Yield (wt.%) | Gas Yield (wt.%) | Gasoline (C6–C12) (wt.%) | Diesel (C13–C20) (wt.%) | Wax (C20+) (wt.%) | Monomer Recovery (wt.%) |
|---|---|---|---|---|---|---|---|---|
| HDPE-450 °C-None-[46] | - | 84 | 3 | 13 | 47 | 32 | 5 | - |
| HDPE-450 °C-ZSM-5-[46] | 20 | 35 | 2 | 63 | 35 | 0 | 0 | - |
| HDPE-450 °C-Silica-alumina-[46] | 20 | 78 | 1 | 21 | 71 | 7 | 0 | - |
| LDPE-425 °C-None-[1] | 10 | 44 | 45 | 11 | 20 | 24 | <1 | 3 |
| LDPE-450 °C-None-[1] | 10 | 74 | 10 | 16 | 34 | 39 | 1 | 7 |
| LDPE-475 °C-None-[1] | 10 | 69 | 4 | 27 | 28 | 36 | <1 | 16 |
| LDPE-425 °C-HZSM-5-[1] | 10 | 7 | 48 | 45 | 7 | <1 | <1 | 26 |
| LDPE-450 °C-HZSM-5-[1] | 10 | 16 | 11 | 73 | 15 | 0 | 1 | 47 |
| LDPE-475 °C-HZSM-5-[1] | 10 | 22 | 4 | 74 | 21 | <1 | <1 | 53 |
| LDPE-475 °C-Al-MCM-41-[1] | 10 | 40 | 50 | 10 | 30 | 7 | 1 | 7 |
| LDPE-475 °C-Al-MCM-41-[1] | 10 | 34 | 18 | 58 | 31 | 3 | 2 | 31 |
| LDPE-475 °C-Al-MCM-41-[1] | 10 | 42 | 4 | 54 | 38 | 5 | 1.5 | 37 |
| PE-500 °C-Y-zeolite-[49] | NR | 80 | 10 | 10 | NR | NR | NR | 4 |
| PE-500 °C-ZSM-5-[49] | NR | 70 | 10 | 20 | NR | NR | NR | 5 |
| LDPE-550 °C-None-[21] | 10 | 93 | - | 14 | NR | NR | NR | 9 |
| HDPE-550 °C-None-[45] | 10 | 84 | - | 16 | NR | NR | NR | 11 |
| LDPE-550 °C-LDPE-HZSM5-[45] | 10 | 18 | 1 | 71 | NR | NR | NR | 59 |
| HDPE-550 °C-LDPE-HZSM5-[45] | 10 | 17 | 1 | 72 | NR | NR | NR | 53 |
| LDPE-550 °C-HUSY-[45] | 10 | 62 | 2 | 34 | NR | NR | NR | 22 |
| LDPE-550 °C-HUSY-[45] | 10 | 41 | 2 | 39 | NR | NR | NR | 31 |
| HDPE-450 °C-None-[50] | 34 | 74 | 19 | 6 | 15 | 60 | 25 | 21 |
| HDPE-450 °C-MCM-[50] | 34 | 78 | 15 | 6 | 15 | 60 | 25 | 22 |
| HDPE-450 °C-FCC-[50] | 34 | 82 | 11 | 6 | 25 | 65 | 10 | 21 |
| HDPE-450 °C-HZSM-5-[50] | 34 | 81 | 4 | 15 | 25 | 62 | 23 | 21 |
| PS-550 °C-[51] | - | 90 | 2 | 9 | 42 | 37 | 11 | 3 |
| PET-550 °C-None-[51] | - | 84 | 4 | 12 | - | - | - | - |
| Mixed-550 °C-None-[51] | - | 83 | 6 | 11 | 56 | 20 | 6 | 4 |
| Plastic Type, Temp., Ref. | Liquid/Wax Yield (wt.%) | Solid Residues Yield (wt.%) | Gas Yield (wt.%) | Gasoline (C6–C12) (wt.%) | Diesel (C13–C20) (wt.%) | Wax (C20+) (wt.%) | Monomer Recovery (wt.%) |
|---|---|---|---|---|---|---|---|
| PP-668 °C-[52] | 43 | 2 | 54 | 40 | - | - | 26 |
| PP-703 °C-[52] | 35 | 6 | 57 | 34 | - | - | 27 |
| PP-746 °C-[52] | 29 | 4 | 65 | 29 | - | - | 17 |
| PE-728 °C-[52] | 38 | 2 | 59 | 36 | - | - | 34 |
| HDPE-600 °C-[53] | 95 | - | 5 | 18 | 25 | 53 | 4 |
| HDPE-650 °C-[53] | 85 | - | 15 | 27 | 21 | 37 | 12 |
| HDPE-700 °C-[53] | 60 | - | 40 | 32 | 17 | 11 | 37 |
| HDPE-428 °C-[53] | 93 | - | 7 | 52 | 33 | 17 | - |
| PP-409 °C-[53] | 96 | - | 4 | 70 | 21 | 9 | - |
| HDPE-650 °C-[54] | 80 | - | 20 | 10 | 18 | 52 | - |
| PVC-740 °C-[55] | 28 | 49 | 15 | - | - | - | - |
| Plastic Type, Temp., Ref. | Vapor Residence Time (s) | Liquid/Wax Yield (wt.%) | Solid Residues Yield (wt.%) | Gas Yield (wt.%) | Monomer Recovery Yield (wt.%) |
|---|---|---|---|---|---|
| LDPE-900 °C-[57] | 0.75 | - | - | 95.0 | 50 |
| LDPE-850 °C-[54] | 0.6 | 11.4 | - | 88.6 | - |
| LDPE-825 °C-[58] | 0.4 | 5 | 2 | 93 | 75 |
| LDPE-790 °C-[59] | 0.5 | 32.1 | 0.2 | 62.2 | 51.6 |
| LDPE-1000 °C-[56] | 0.25 | - | - | 99 | 68 |
| Plastic Type and Temp. | Vapor Residence Time (s) | Liquid/Wax Yield (wt.%) | Solid Residues Yield (wt.%) | Gas Yield (wt.%) | Ethylene Yield (wt.%) | Propylene Yield (wt.%) | Total Olefin Yield (wt.%) |
|---|---|---|---|---|---|---|---|
| SL-700 °C | 0.96 | 43.1 | 0.1 | 28.4 | 7 | 7 | 16 |
| SL-850 °C | 0.81 | 34.6 | 3.9 | 31.1 | 15 | 18 | 20 |
| SM-700 °C | 0.91 | 30.1 | 2.1 | 49.4 | 15 | 25 | 30 |
| SM-850 °C | 1.06 | 26.2 | 4 | - | 25 | 30 | 35 |
| DL-700 °C | 0.95 | 31.4 | 0.2 | 46.2 | 10 | 20 | 25 |
| DL-850 °C | 0.77 | 28.6 | 2.2 | 41.8 | 20 | 25 | 30 |
| DH-700 °C | 0.95 | 32.1 | 2 | 54.3 | 20 | 15 | 40 |
| DH-850 °C | 0.75 | 18.6 | 2.3 | 65 | 40 | 5 | 50 |
| MO-700 °C | 0.92 | 26.7 | 0.8 | 45 | 15 | 10 | 32 |
| MO-850 °C | 0.73 | 28.8 | 2.7 | 55.3 | 30 | 5 | 38 |
| Properties | Plastic Oil * | Diesel |
|---|---|---|
| Density (kg/m3) | 734 | 820–850 |
| Ash content (wt.%) | 1 | 0.04 |
| Calorific value (MJ/kg) | 41 | 42 |
| Kinematic viscosity (cSt) | 2.9 | 3.05 |
| Cetane number | 49 | 55 |
| Flash point (°C) | 46 | 50 |
| Fire point (°C) | 51 | 56 |
| Carbon residue (wt.%) | 0.01 | 0.002 |
| Sulphur content (wt.%) | <0.001 | <0.035 |
| Pour point (°C) | −3 | −15 |
| Cloud point (°C) | −27 | - |
| Aromatic content (wt.%) | 32 | 11–15 |
| Properties | Lower Limit Standards EN590 | Upper Limit Standards EN590 | Diesel | Plastic Pyrolysis Oil | Hydrogenated Plastic Pyrolysis Oil |
|---|---|---|---|---|---|
| Density (kg/m3) | 820 | 840 | 837 | 771 | 851 |
| Pour Point (°C) | - | - | −15 | −30 | −20 |
| Flash Point (°C) | 55 | - | 72 | 20 | 65 |
| Fire Point (°C) | - | - | 82 | 30 | 72 |
| Calculated Cetane Index | 46 | - | 52 | 60 | 62 |
| Kinematic Viscosity (mm2/s) | 2 | 4.5 | 2.31 | 1.78 | 3.5 |
| Gross Calorific Value (MJ/kg) | - | - | 46 | 45 | 45 |
| Ash Content (wt.%) | - | 0.1 | 0.01 | 0.01 | 0.01 |
| Conradson Carbon Residue (wt.%) | - | - | 0.18 | 0.1 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papari, S.; Bamdad, H.; Berruti, F. Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review. Materials 2021, 14, 2586. https://doi.org/10.3390/ma14102586
Papari S, Bamdad H, Berruti F. Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review. Materials. 2021; 14(10):2586. https://doi.org/10.3390/ma14102586
Chicago/Turabian StylePapari, Sadegh, Hanieh Bamdad, and Franco Berruti. 2021. "Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review" Materials 14, no. 10: 2586. https://doi.org/10.3390/ma14102586